Результат интеллектуальной деятельности: Способ послойного изготовления изделий из нескольких порошков и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области лазерной обработки материалов и может быть использовано при изготовлении объемных изделий из нескольких, преимущественно металлических, порошков, например, нержавеющих сталей, никелевых сплавов, кобальт-хромовых сплавов, титана, алюминия.
Известны способ и устройство послойного изготовления изделий из нескольких порошков, включающий изготовление в заполненной инертной средой камере построения каждого слоя фазами, каждая из которых включает послойную подачу порошка из соответствующего программно-управляемого дозатора на технологически заданные участки рабочей поверхности регулируемой платформы построения, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, разравнивание и сплавление материала, а также удаление не сплавленных порошков материала в контейнер [1].
Однако данные технические решения имеют следующие недостатки.
Удаление не сплавленного материала в каждом из слоев производится роллером, который не всегда может обеспечить необходимую чистоту поверхностей из-за наличия, «мертвых зон». При удалении не сплавленных порошков происходит их смешение, что затрудняет их дальнейшее использование, что ведет к увеличению их расхода.
Известен также способ послойного изготовления изделий из нескольких порошков, осуществляемый в камере построения при изготовлении каждого слоя фазами, каждая из которых включает послойную подачу порошка из соответствующего программно-организованного дозатора на технологически заданные участки рабочей поверхности регулируемой платформы построения, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, разравнивание и сплавление материала, а также удаление не сплавленного материала вакуумной системой в соответствующий порошку контейнер [2].
Известно устройство для осуществления данного способа, включающее программатор с блоком хранения 3D модели изделия, платформу построения, лазерное устройство для программируемого послойного лазерного сплавления заданной области в каждом слое, разравнивающий элемент слоя порошка на платформе построения, дозатор для каждого из порошков, вакуумную систему с приемным отверстием для удаления порошка не подвергнувшемуся сплавлению в каждом из слоев, соединенное трубопроводами с контейнерами для удаленных порошков, и насосное устройство [2].
Данные технические решения позволяют разделять порошки не подвергнувшемуся сплавлению, и соответственно использовать их при изготовлении изделий повторно.
Однако при применении данных технических решений затруднено использование инертной среды, так как в вакуумной системе порошок засасывается вместе с окружающей газообразной средой и после попадания в соответствующий контейнер газообразная среда попадает в атмосферу. Поэтому данные технические решения не предназначены для изготовления изделий из нержавеющих сталей, никелевых сплавов, кобальт-хромовых сплавов, титана, алюминия.
Порошок засасывается вместе с окружающей газообразной средой в насос, что приводит к интенсивному износу насоса.
Насос при определенных фазах изготовления изделия должен быть выключен, чтобы поток газа не мешал процессу изготовления изделий, например, при фазах подачи порошка на платформу построения, выравнивании слоя, а также при сплавлении порошка лазером. Частое выключение насоса может привести к снижению его долговечности.
Результат, для достижения которого направлено данное техническое решение, заключается в возможности изготовления изделия в среде инертного газа при обеспечении возможности разделения порошков, не подвергнувшихся сплавлению в каждом из слоев, при одновременном повышении надежности устройства.
Указанный результат достигается за счет того, что в способе послойного изготовления изделий из нескольких порошков, осуществляемом в камере построения при изготовлении каждого слоя фазами, каждая из которых включает послойную подачу порошка из соответствующего программно-организованного дозатора на технологически заданные участки рабочей поверхности регулируемой платформы построения, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, разравнивание и сплавление материала, а также удаление не сплавленного материала вакуумной системой в соответствующий порошку контейнер. Сплавление материала в каждой из фаз производят в инертной среде, удаление не сплавленного порошка в соответствующий порошку контейнер производят вместе с инертной средой, с последующим отделением инертной среды от порошка и подачей ее в камеру построения только при фазе удаления не сплавленного порошка.
Указанный результат достигается также за счет того, что в устройство для послойного изготовления объемных изделий из нескольких порошков, включающее программатор с блоком хранения 3D модели изделия, платформу построения, лазерно-оптическое устройство для программируемого послойного лазерного сплавления заданной области в каждом слое, разравнивающий элемент слоя порошка на платформе построения, бункер с дозирующим устройством для каждого из порошков, вакуумная система с приемным отверстием для удаления порошка не подвергнувшемуся сплавлению в каждом из слоев, соединенное трубопроводами с контейнерами для удаленных порошков, и насосное устройство, снабжено устройством блокировки подключения вакуумной системы к камере построения, выполненным в виде подсоединенного ко входу и выходу насоса трубопровода, в котором размещен управляемый программатором запорный клапан, а каждый из контейнеров снабжен фильтром, и выполнен с размещенной под фильтром и соединенной с приемным отверстием вакуумной системы камерой для сбора порошка и размещенной над фильтром камерой для отфильтрованного газового агента, на выходе которой размещен клапан с управляемым программатором блоком, причем выходы клапанов через управляемый программатором запорный элемент сообщены со входом насоса, выход которого соединен с камерой построения.
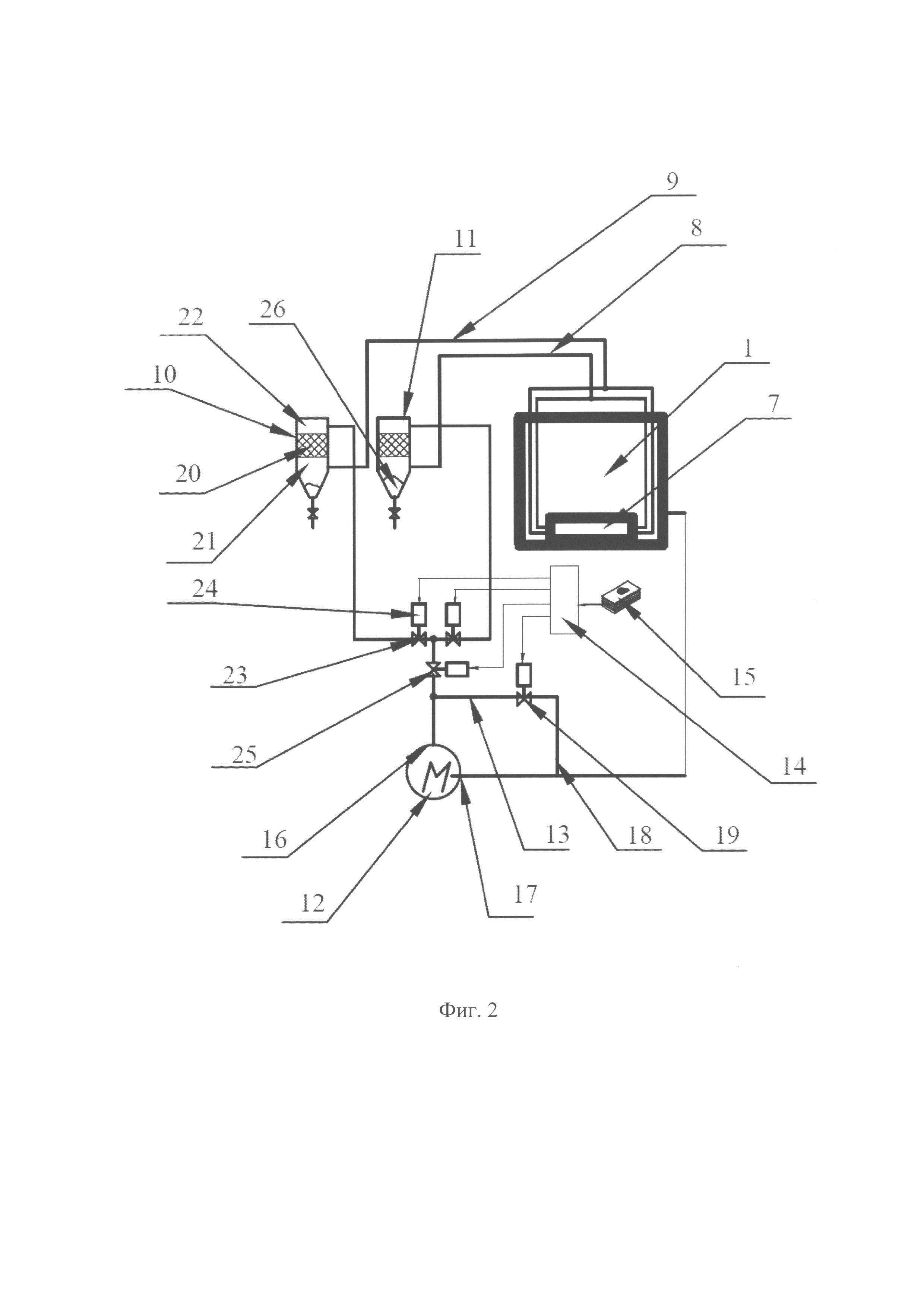
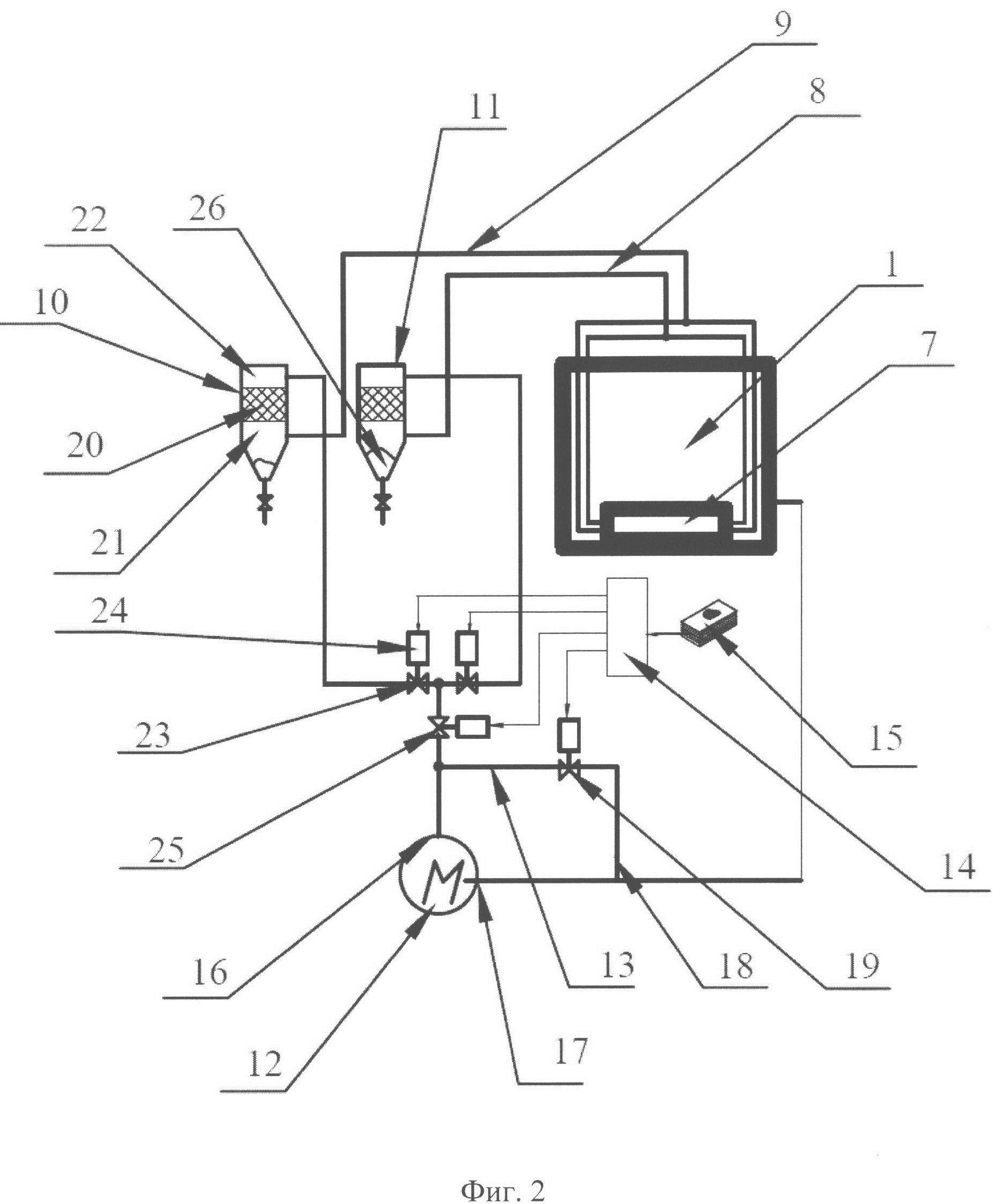
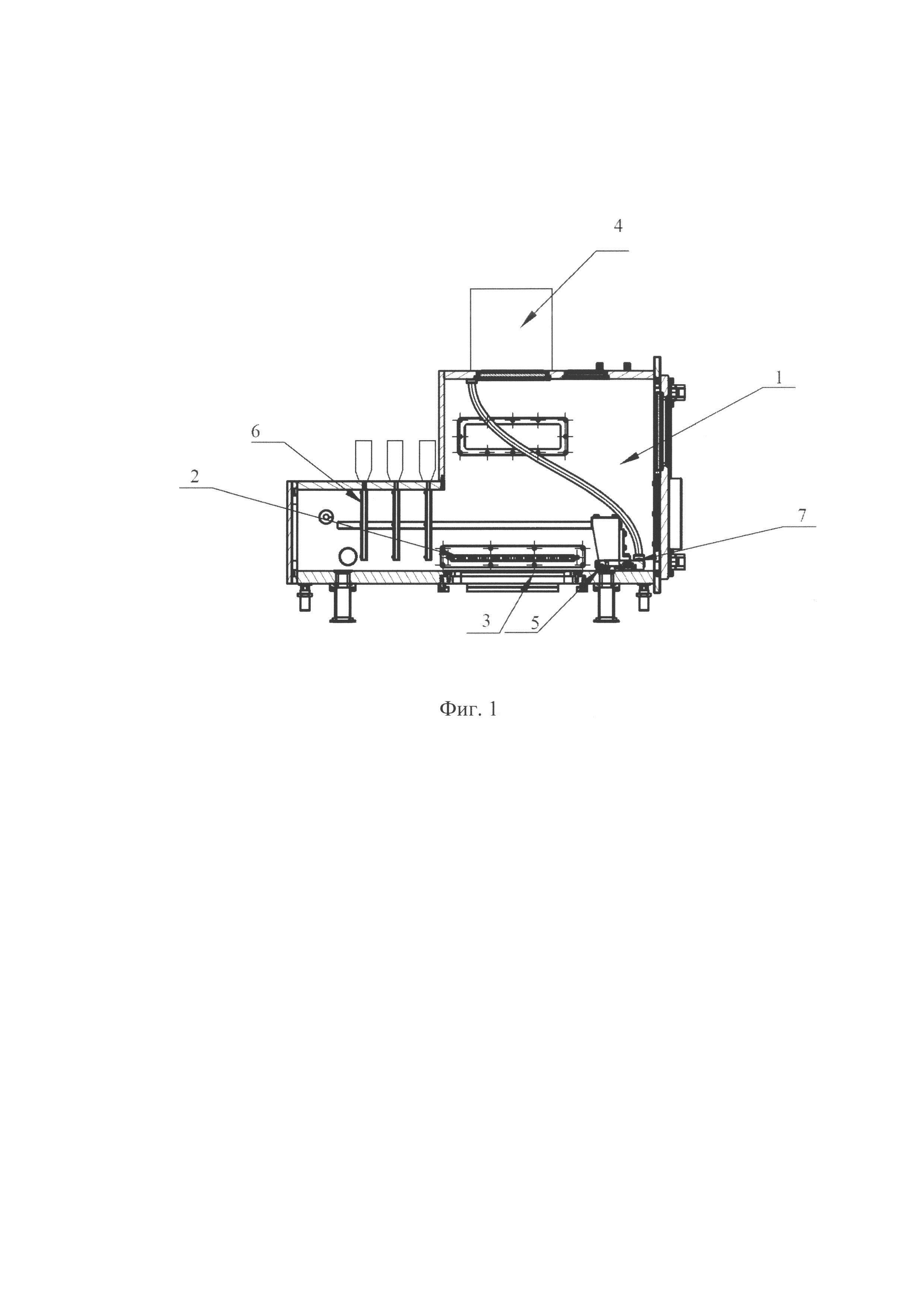
Пример выполнения заявляемых технических решений поясняется чертежами, где на фиг.1 представлено устройство послойного изготовления изделий из нескольких порошков, на фиг.2 - схема, поясняющая работу вакуумного устройства.
Устройство для послойного изготовления объемных изделий из нескольких порошков, включает камеру построения 1 с системой поддержания рабочей среды 2, платформу построения 3, лазерно-оптическое устройство 4 для программируемого послойного лазерного сплавления заданной области в каждом слое, разравнивающий элемент 5 слоя порошка на платформе построения 3, бункер с дозирующим устройством 6 для каждого из порошков, вакуумная система с приемным отверстием 7 для удаления порошка не подвергнувшемуся сплавлению в каждом из слоев, соединенное трубопроводами 8, 9 с контейнерами 10, 11 для удаленных порошков, и насосное устройство 12, устройство блокировки подключения вакуумной системы к камере построения 13 и программатор 14 с блоком хранения 3D модели изделия 15.
Устройство блокировки 13 выполнено в виде подсоединенного ко входу 16 и выходу 17 насоса трубопровода 18, в котором размещен управляемый программатором запорный клапан 19.
Каждый из контейнеров 10, 11 снабжен фильтром 20, и выполнен с размещенной под фильтром и соединенной с приемным отверстием вакуумной системы камерой 21 для сбора порошка и размещенной над фильтром камерой 22 для отфильтрованной инертной среды. На выходе каждой камеры 22 размещен клапан 23 с управляемым программатором блоком 24.
Выходы клапанов 23 через управляемый программатором запорный элемент 25 сообщены со входом 16 насоса, выход 17 которого соединен с камерой 1 построения.
Способ послойного изготовления изделий из нескольких порошков заключается в следующем.
Послойное изготовление изделий из нескольких порошков осуществляется в камере 1 построения при изготовлении каждого слоя фазами, каждая из которых включает послойную подачу порошка из соответствующего бункера с дозирующим устройством 6 на технологически заданные участки рабочей поверхности регулируемой платформы построения 3, которые идентичны участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, разравнивание и сплавление материала, а также удаление не сплавленного материала вакуумной системой в соответствующий порошку контейнер.
Сплавление материала в каждой из фаз производят в среде инертного газа, удаление не сплавленного порошка в соответствующий порошку контейнер производят вместе с инертным газом, с последующим отделением последнего от порошка и подачей инертного газа в камеру построения при фазе удаления не сплавленного порошка.
Устройство работает следующим образом.
Из соответствующего бункера с дозирующим устройством 6 на платформу построения подается порошок, который подвергается спеканию лазерным устройством 4. После сплавления слоя из первого порошка, производится удаление не подвергнувшегося сплавлению в плоскости слоя порошка вакуумной системой. Затем производят нанесение слоя второго порошка и его сплавление с последующим удалением порошка, который не подвергся сплавлению. В случае наличия более двух компонентов процесс повторяют. При этом платформа построения находится в неподвижном состоянии.
Затем платформу построения опускают на величину последующего слоя и процесс повторяют.
Удаление порошка из слоя производится путем всасывания порошка вместе с инертным газом в отверстие вакуумной системы. Предпочтительно выполнять отверстие вакуумной системы в виде щели, а направление потока всасываемого газа осуществлять вертикально. При таком выполнении вакуумной системы, при изготовлении изделия сложной конфигурации, не возникают «мертвые зоны», из которых затруднено удаления порошка, что повышает качество очистки поверхностей, и, следовательно, улучшает геометрию изделия.
Каждый из порошков не подвергнувшегося сплавлению подается через соответствующий трубопровод 8 или 9 вместе с инертным газом в камеру 21 для сбора порошка, соответствующего этому порошку контейнера 10 или 11.
Инертный газ через фильтр 20 поступает в камеру 22 для отфильтрованного инертного газа, при этом порошок 26 падает на дно камеры 21. Этот порошок, после соответствующей обработки, можно использовать для последующего изготовления изделий.
Отфильтрованный инертный газ через управляемый программатором клапан 23 и запорный элемент 25 поступает на вход 16 насоса и далее в камеру 1 построения только при фазе удаления не сплавленного порошка.
При остальных фазах изготовления изделия, для того чтобы поток инертного газа не мешал процессу изготовления изделия, открывают посредством программатора 14 запорный клапан 19 и инертный газ из выхода 17 насоса через трубопровод 18 поступает на вход 16 насоса, тем самым осуществляя замкнутую циркуляцию инертного газа и препятствуя поступление его в камеру построения.
Таким образом данное техническое решение позволит:
- осуществить разделение удаленных порошков не подвергнувшемуся сплавлению в каждом из слоев и тем самым достигнуть экономии дорогостоящих порошков;
- расширить ассортимент изготавливаемых изделий и позволит изготовлять в инертной среде изделия из нескольких порошков, например, из нержавеющих сталей, никелевых сплавов, кобальт-хромовых сплавов, титана, алюминия;
- повысить надежность и долговечность работы устройства.
Источники информации
1. Патент РФ №2401180, МКИ B22F 3/105, B23K 26/16, 2008
2. Патент ЕР2167304, МКИ - B22F 3/105, 2010.
Способ позиционирования кора оптического волокна над светочувствительной областью фотодетектора
Автономный необитаемый подводный аппарат для измерения дифференциальных характеристик векторного звукового поля
Подводный планер для локализации источника звука
Бронематериал фронтального слоя бронепанели
Средство, его применение и способ повышения устойчивости организма млекопитающих к переохлаждению
Средство, включающее перфторуглеродную эмульсию (варианты), его применение и способ повышения устойчивости организма млекопитающих к переохлаждению
Способ диагностики рака легкого по анализу выдыхаемого пациентом воздуха на основе анализа биоэлектрических потенциалов обонятельного анализатора крысы
Многоцелевая подводная лодка для осуществления транспортировки, установки, снятия грузов под водой
Система релятивистской квантовой криптографии
Способ подбора условий для криоконсервации биологических объектов в вязких средах с использованием гидратообразующих газов и устройство для его осуществления
Устройство для ручного раскалывания древесины
Устройство для получения наночастиц при аддитивном изготовлении объемных микроразмерных структур
Способ аддитивного изготовления объемных микроразмерных структур из наночастиц
Способ закалки элементов конического резьбового соединения источником лазерного излучения
Устройство для послойного изготовления объемных изделий и способ их изготовления
Способ послойного изготовления объемных изделий
Способ послойного изготовления объемных изделий

