Результат интеллектуальной деятельности: Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой
Вид РИД
Изобретение
Изобретение относится к производству абразивного инструмента с высокими номерами структуры для шлифования с его непрерывной правкой в процессе обработки детали.
Применение непрерывной правки шлифовального круга алмазным роликом обусловлено необходимостью поддержания его работоспособности на протяжении всего цикла обработки деталей из вязких труднообрабатываемых материалов в условиях, когда из-за их повышенной адгезионный активности происходит налипание стружки на абразивные зерна инструмента. Процесс правки регулируется радиальной подачей врезания правящего ролика в рабочую поверхность круга, величина которой прямо пропорционально влияет на его расход и экономичность обработки.
При шлифовании сложнофасонных деталей из жаропрочных никелевых сплавов с непрерывной правкой инструмента используются, в частности, высокоструктурные шлифовальные круги из электрокорунда белогозернистостью F60-F120, с твердостью F-J и с номерами структуры 10-16 на керамических связках. Производственная практика их применения свидетельствует, однако, о неэффективности кругов с указанными характеристиками при обработке на экономичных режимах непрерывной правки: с уменьшением радиальной подачи правящего ролика с 0,6-0,8 до 0,1-0,2 мкм на оборот круга мощность процесса шлифования и соответственно интенсивность теплообразования возрастают до 1,5 раз.
Причиной наблюдаемого снижения работоспособности инструмента является заметное уменьшение количества режущих зерен на его рабочей поверхности при небольших подачах правки. В этом случае из-за большой вероятности проскальзывания алмазных зерен правящего ролика по сферической поверхности режущих кромок абразивных зерен, покрытых пленкой сказочно-охлаждающей жидкости, происходит не их хрупкое раскалывание, а упругое вдавливание в тело инструмента. Этому благоприятствуют большое свободное пространство между соседними зернами, характерное для высокоструктурных кругов, и их пониженная твердость, которая классифицируется как весьма мягкая(F, G) и мягкая(H, I, J).
Наиболее близким решением по технической сути и достигаемому результату является масса для абразивного инструмента, включающая абразив в виде смеси абразивных зерен двух зернистостей с размерами 60-160 мкм и 160-420 мкм, при этом объемное содержание абразивных зерен с меньшей зернистостью составляет 5-100% от объемного содержания абразивных зерен с большей зернистостью, керамическую связку и наполнитель в виде смеси полых сферических частиц из алюмосиликата размером в диапазоне от 85 до 560 мкм в количестве 5-100 об. % абразива с большей зернистостью. Дополнительно масса может содержать выгорающий наполнитель в количестве 5-50% объемного содержания абразива с большей зернистостью (см. патент РФ №2493956, B24D 3/18, 2012)
В данном решении введение в состав абразивной массы высокоструктурного инструмента абразивных зерен с размерами меньше, чем размеры рабочей или базовой зернистости абразивных зерен, предусмотренных его характеристикой, в совокупности с наполнителем в виде смеси алюмосиликатных микросфер различных размеров создает большое число дополнительных центров коагуляции остывающей жидкой керамической связки. Формируются новые мостики связи между ними, препятствующие объемной деформации (усадке) инструмента при его высокотемпературном обжиге. Обеспечивается повышенная стабильность твердости в его объеме.
Недостатком кругов, изготовленных на основе известного прототипа абразивной массы, является отсутствие жесткой фиксации абразивных зерен на рабочей поверхности инструмента, необходимой для микроскалывания их режущих кромок алмазными зернами при восстановлении режущей способности шлифовального круга непрерывной правкой.
Технической задачей предложенного решения является повышение эффективности непрерывной правки алмазным роликом высокострукурных шлифовальных кругов на керамических связках с весьма мягкой и мягкой твердостью.
Техническим результатом предложенного решения является повышение работоспособности инструмента на экономичных режимах непрерывной правки с малыми радиальными подачами врезания алмазного ролика.
Поставленный технический результат достигается за счет того, что в составе абразивной массы для изготовления высокоструктурного инструмента, включающем абразив, керамическую связку, клеящие и увлажняющие добавки и наполнитель, согласно изобретению, абразив состоит из смеси абразивных зерен из электрокорунда белого двух различных зернистостей, при этом объемное содержание абразивных зерен с меньшей зернистостью F60-F120 с размерами в пределах 100-250 мкм составляет 30-42% объема инструмента, а объемное содержание абразивных зерен с большей зернистостью F24-F36 с размерами в пределах 600-840 мкм составляет 10-50%) от объемного содержания абразивных зерен с меньшей зернистостью с наполнителем в виде алюмосиликатных полых сферических частиц размером в пределах 5-560 мкм в количестве 10-50%объемного содержания абразива с наименьшей зернистостью. Целесообразно в состав абразивной массы включать дополнительно выгорающий наполнитель в виде молотых фруктовых косточек в количестве 10-50% объемного содержания абразива с меньшей зернистостью. В применяемых для шлифования с непрерывной правкой высокоструктурных кругах содержание абразивных зерен в 1,3-1,7 раз меньше, чем у инструмента нормальных структур с номерами 5-7. Строение такого инструмента представляет собой объемную ажурную конструкцию из относительно небольшого числа слабо скрепленных керамической связкой абразивных зерен, упругодеформируемой при действии внешней нагрузки. Чтобы сделать эту конструкцию малоподвижной и зафиксировать пространственное положение зерен, неизменяемое под воздействием, например, многократных ударов алмазными зернами правящего ролика, в состав абразивной массы вводятся твердые опорные элементы в виде дополнительных абразивных зерен, больших по размеру, чем зерна базовой зернистости характеристики шлифовального круга. За счет расклинивающего эффекта, который обеспечивает крупное зерно, окруженное более мелкими зернами, упруго и слабо скрепленных между собой мостиками керамической связки, создается более жесткая к внешнему воздействию конструкция. Сохраняется при этом слабая связь между абразивными зернами, необходимая для обеспечения самозатачивания рабочей поверхности абразивного инструмента.
Присутствие на рабочей поверхности шлифовального круга более крупных по своим размерам абразивных зерен, чем размеры базовых режущих зерен, предусмотренных его характеристикой, оправданно только для условий шлифования с непрерывной правкой инструмента. В этом случае непрерывная принудительная правка нивелирует возможную разновысотность зерен режущего рельефа на его поверхности, обусловленной разными размерами, и поддерживает ее в течение всего цикла обработки на постоянном нулевом уровне. Исключается негативное влияние крупных зерен, например, на шероховатость шлифованной поверхности, а их роль в работе резания крайне мала из-за незначительного количества-менее 5% от общего числа зерен, находящихся на рабочей поверхности инструмента.
Примеры использования заявленного состава приведены ниже.
Пример 1.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 250 мкм (зернистость F60) и размером 840 мкм (зернистость F24) со структурой №10 на характеристику 25AF60/F24J10V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 250 мкм (зернистость F60)
38,2;
- Абразивное зерно марки 25А с размером 840 мкм (зернистость F24)
3,8;
- Относительное содержание зерна с размером 840 мкм (зернистость F24) к содержанию зерна с размером 250 мкм (зернистость F60)
10,0;
- Керамическая связка К5
8,5
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
3,8
- Клеящие и увлажняющие добавки
13,4
Пример 2.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 160 мкм (зернистость F80) и размером 710 мкм (зернистость F30) со структурой №12 на характеристику 25AF80/F30 I 12V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 160 мкм (зернистость F80)
30,0;
- Абразивное зерно марки 25А с размером 710 мкм (зернистость F30)
8,0;
- Относительное содержание зерна с размером 710 мкм (зернистость F30) к содержанию зерна с размером 160 мкм (зернистость F80)
26,7;
- Керамическая связка К5
7,5
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
7,0
- Клеящие и увлажняющие добавки
13,8
Пример 3.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 120 мкм (зернистость F100) и размером 600 мкм (зернистость F36) со структурой №14 на характеристику 25AF100/F36 F 14V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 120 мкм (зернистость F100)
25,0;
- Абразивное зерно марки 25А с размером 600 мкм (зернистость F36)
9,0;
- Относительное содержание зерна с размером 600 мкм (зернистость F36) к содержанию зерна с размером 120 мкм (зернистость F100)
36,0;
- Керамическая связка К5
5,0
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
8,5
- Клеящие и увлажняющие добавки
14,4
Пример 4.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 100 мкм (зернистость F120) и размером 600 мкм (зернистость F36) со структурой №16 на характеристику 25AF120/F36 G 16V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 100 мкм (зернистость F120)
20,0;
- Абразивное зерно марки 25А с размером 600 мкм (зернистость F36)
10,0;
- Относительное содержание зерна с размером 600 мкм (зернистость F36) к содержанию зерна с размером 100 мкм (зернистость F120)
50,0;
- Керамическая связка К5
6,0
- Алюмосиликатные полые частицы (наполнитель)
9,5
- Клеящие и увлажняющие добавки
14,6
В абразивную массу с высокими номерами структуры может дополнительно вводиться в качестве наполнителя выгорающий при температуре обжига инструмента наполнитель в виде молотых фруктовых косточек. Выгорающий наполнитель, содержание которого составляет 10-50% объемного содержания абразива с наименьшей зернистостью при перемешивании абразивной массы в процессе ее приготовления способствует более равномерному распределению в объеме абразивных зерен и дисперсных частиц керамической связки. Выгорая в процессе обжига инструмента, он создает открытую пористость, объем которой пропорционален количеству вводимого порообразующего наполнителя. Поры на рабочей поверхности абразивного инструмента за счет охлаждения и складирования стружки повышают эффективность обработки. Техническим результатом введения выгорающего наполнителя в сочетании с использованием абразива двух зернистей и наполнителя в виде алюмосиликатных полых сферических частиц является улучшение технологических свойств абразивной массы и эксплуатационных свойств инструмента.
Важным результатом является также обеспечение значений объемной деформации абразивного инструмента с номерами структуры до №16 на уровне, приемлемом для их экономичного серийного производства.
Возможные примеры составов абразивной массы с дополнительным введением в нее выгорающего наполнителя излагаются ниже.
Пример 5.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 160 мкм (зернистость F80) и размером 710 мкм (зернистость F30) со структурой №13 на характеристику 25AF80/F30 Н 13V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 160 мкм (зернистость F80)
30,0;
- Абразивное зерно марки 25А с размером 710 мкм (зернистость F30)
6,0;
- Относительное содержание зерна с размером 710 мкм (зернистость F30) к содержанию зерна с размером 160 мкм (зернистость F80)
20,0;
- Керамическая связка К5
6,8
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
7,0
- Фруктовая косточка КФ40 (выгорающий наполнитель)
8,5
- Клеящие и увлажняющие добавки
14,2
Пример 6.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 120 мкм (зернистость F100) и размером 600 мкм (зернистость F36) со структурой №15 на характеристику 25AF100/F36 J 15V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 120 мкм (зернистость F100)
28,0;
- Абразивное зерно марки 25 А с размером 600 мкм (зернистость F36)
4,0;
- Относительное содержание зерна с размером 120 мкм (зернистость F100) к содержанию зерна с размером 600 мкм (зернистость F36)
14,3;
- Керамическая связка К5
8,6
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
8,0
- Фруктовая косточка КФ40 (выгорающий наполнитель)
14,0
- Клеящие и увлажняющие добавки
15,1
Пример 7.
Абразивная масса для изготовления шлифовального круга из электрокорунда белого марки 25А с размером 250 мкм (зернистость F60) и с размером 840 мкм (зернистость F24) со структурой №11 на характеристику 25AF60/F24 G 11V состоит из следующих компонентов об. %:
- Абразивное зерно марки 25А с размером 250 мкм (зернистость F60)
36,0;
- Абразивное зерно марки 25А с размером 840 мкм (зернистость F24)
4,0;
- Относительное содержание зерна с размером 840 мкм (зернистость F24) к содержанию зерна с размером 250 мкм (зернистость F60)
11,1;
- Керамическая связка К5
6,7
- Алюмосиликатные полые частицы (наполнитель) в виде смеси частиц с размерами от 5 до 560 мкм
5,0
- Фруктовая косточка КФ40 (выгорающий наполнитель)
3,6
- Клеящие и увлажняющие добавки
14,0
Для экспериментальной проверки предлагаемых технических решений были изготовлены 7 абразивных масс для опытных шлифовальных кругов в соответствии с примерами, представленными выше.
Изготовленные круги типоразмера 1 500×25×203 были испытаны при технологических условиях глубинного шлифования с их непрерывной правкой алмазным роликом при его переменной радиальной подачей на врезание. Определялась мощность шлифования по величине токовой нагрузки на шпинделе станка (Профильное глубинное шлифование хвостовиков турбинных лопаток инструментом отечественных и зарубежных производителей. Авт.: В.К. Старков, С.А. Рябцев, Н.А. Горин и др. //Справочник Инженерный журнал 2010 №10, стр. 28-32)
В таблице приведены результаты сравнительных испытаний шлифовальных кругов, изготовленных из составов заявленной массы и массы по прототипу.
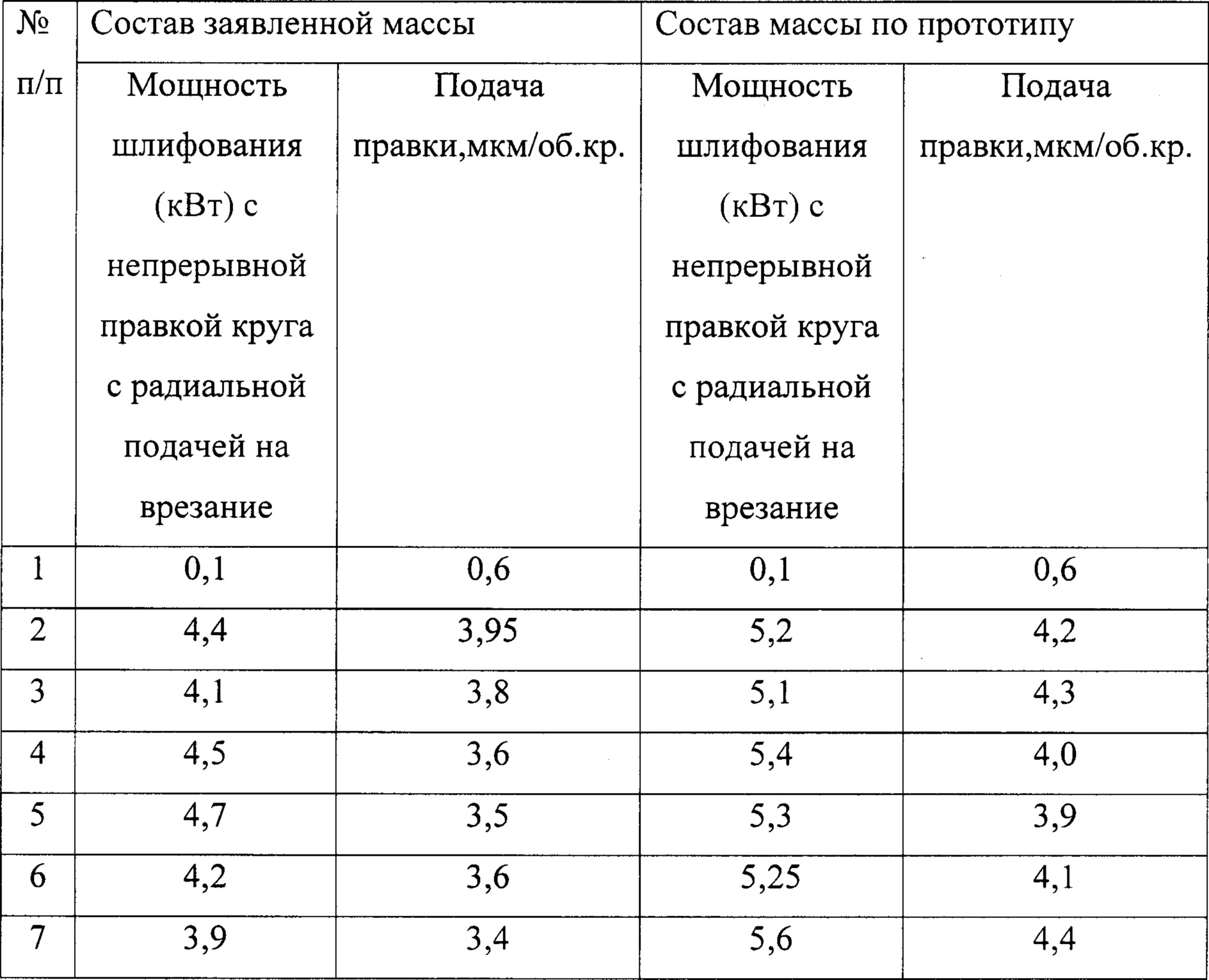
Результаты испытаний для опытных образцов инструмента, изготовленных по составам заявленных масс по всем примерам 1-7 были лучше, чем у образцов, изготовленных из абразивных масс по прототип. При шлифовании с непрерывной правкой на экономичном ее режиме подачи 0,1 мкм/об. кр., при котором расход абразива в 6 раз меньше, чем при подаче 0,6 об. кр., обеспечено снижение мощности процесса съема материала в среднем на 23%.Разница в мощности на одинаковом режиме шлифования на двух режимах правки кругов из заявленных составов абразивной массы в среднем не превысила 17%.
Таким образом, заявленная совокупность признаков, указанных в формуле изобретения, позволяет по сравнению с прототипом обеспечить минимальные значения мощности процесса шлифования с непрерывной правкой инструмента при назначении ее экономичных по расходу абразива режимах.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- обьект, воплощающий заявленное техническое решение, при его осуществлении предназначено для изготовления шлифовальных кругов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требуемым условиям патентоспособности "новизна", "изобретательский уровень" и"промышленная применимость" по действующему законодательству.
Абразивная масса для изготовления инструмента с высокими номерами структуры
Способ изготовления мелкозернистого абразивного инструмента
Способ изготовления высокоструктурного абразивного инструмента с разнородной зернистостью
Состав абразивной массы для изготовления высокоструктурного инструмента
Полизернистая масса для изготовления высокоструктурного абразивного инструмента
Способ приготовления абразивной массы для высокопористого инструмента
Способ изготовления высокоструктурного абразивного инструмента
Состав абразивной массы для изготовления высокоструктурного абразивного инструмента
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Состав абразивной массы для изготовления высокопористого инструмента
Абразивная масса для изготовления инструмента с высокими номерами структуры
Способ изготовления мелкозернистого абразивного инструмента
Способ изготовления высокоструктурного абразивного инструмента с разнородной зернистостью

