Результат интеллектуальной деятельности: БЫСТРОСЪЁМНЫЙ ЭКСЦЕНТРИКОВЫЙ ЗАЖИМНОЙ МОДУЛЬ ДЛЯ СБОРКИ ФЛАНЦЕВОГО СОЕДИНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к ручным приспособлениям для сборки фланцевого соединения с помощью эксцентриковых кулачковых зажимов, например, для быстрого зажима и разъединения фланцевого разъемного соединения типа «крышка-корпус» через сопрягаемые отверстия.
В качестве прототипа выбран эксцентриковый зажимной модуль по ГОСТ 12191-66 для зажима деталей на металлообрабатывающих станках, содержащий вильчатый эксцентриковый кулачок, вращающийся на шпильке, у которой на свободном конце имеется резьба для навинчивания гайки-фиксатора (ГОСТ 12191-66, приложение, пример применения вильчатого эксцентрикового кулачка).
Недостатком эксцентриковых зажимных модулей по ГОСТ 12191-66 является нетехнологичность зажима деталей через имеющиеся в них отверстия, а также увеличенные габариты, большая металлоемкость, сложность регулировки хода и усилия зажима эксцентрикового кулачка.
Задачей, на решение которой направлено заявляемое устройство, является повышение конструкторско-технологических характеристик быстросъемного эксцентрикового модуля и сокращение времени на сборку и разборку фланцевого соединения.
Поставленная задача в предложенном устройстве достигается за счет того, что быстросъемный эксцентриковый зажимной модуль для сборки фланцевого соединения, содержащий вильчатый эксцентриковый кулачок с рукояткой, выполненный с возможностью опирания на одну из наружных поверхностей фланцевого соединения и установленный на оси его вращения, и шпильку, одним концом связанную с кулачком, а на другом конце которой установлен ограничитель с возможностью взаимодействия со второй наружной поверхностью фланцевого соединения для обеспечения его зажима, выполнен так, что он снабжен навинченной на конец шпильки со стороны упомянутого кулачка гайкой, установленной на оси вращения упомянутого кулачка, при этом ось вращения гайки расположена перпендикулярно оси вращения упомянутого кулачка, шпилька установлена с возможностью вращения относительно своей продольной оси, а упомянутый ограничитель выполнен в виде быстросъемного вильчатого фиксатора, установленного в круговом пазу шпильки.
Таким образом, в предложенном устройстве достигается решение задачи по повышению конструкторско-технологических характеристик быстросъемного эксцентрикового зажимного устройства и сокращение времени на сборку и разборку фланцевого соединения.
Сущность изобретения поясняется чертежами, на которых изображено:
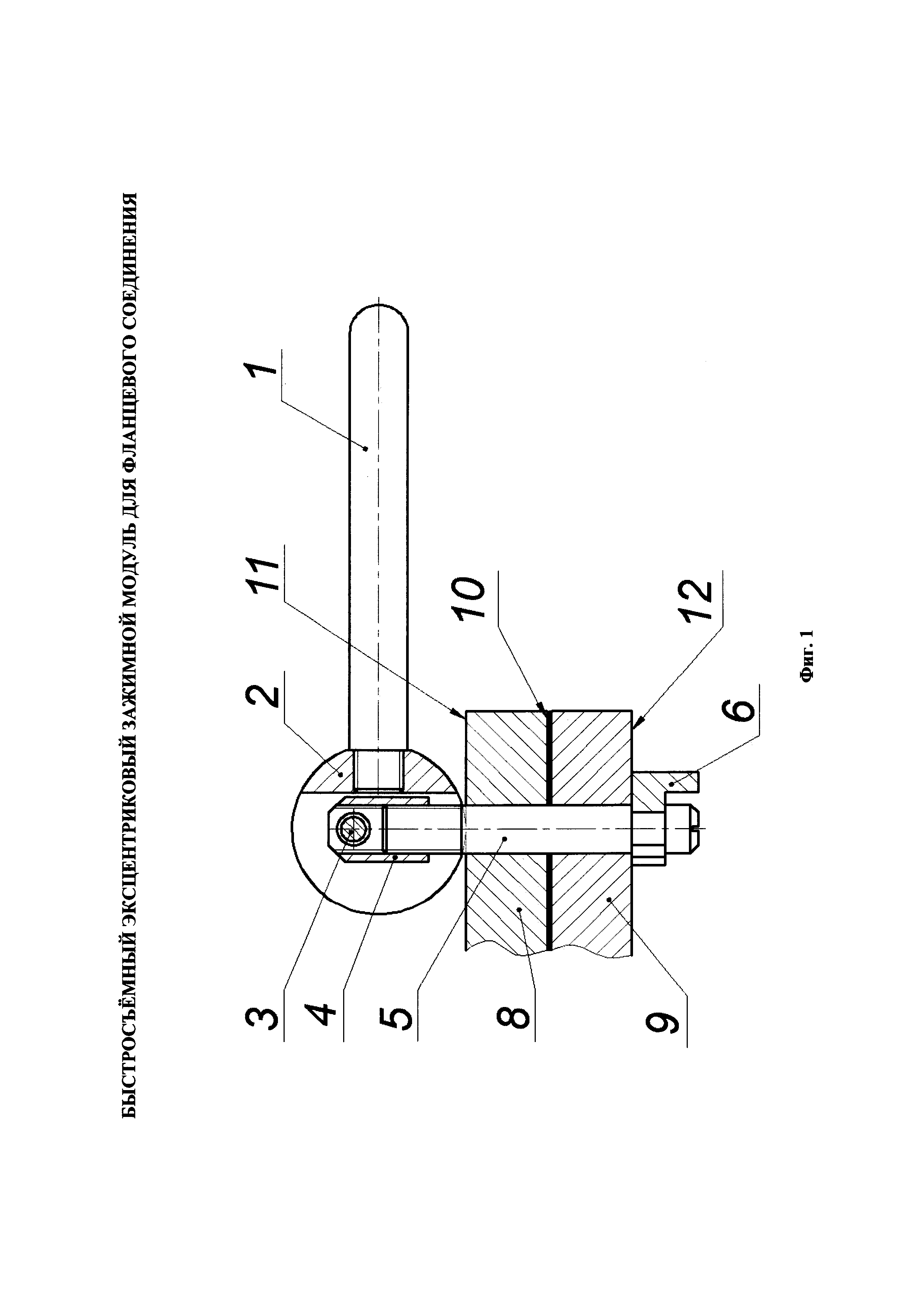
на фиг. 1 - общий вид эксцентрикового зажимного модуля в положении закрепленных фланцев;
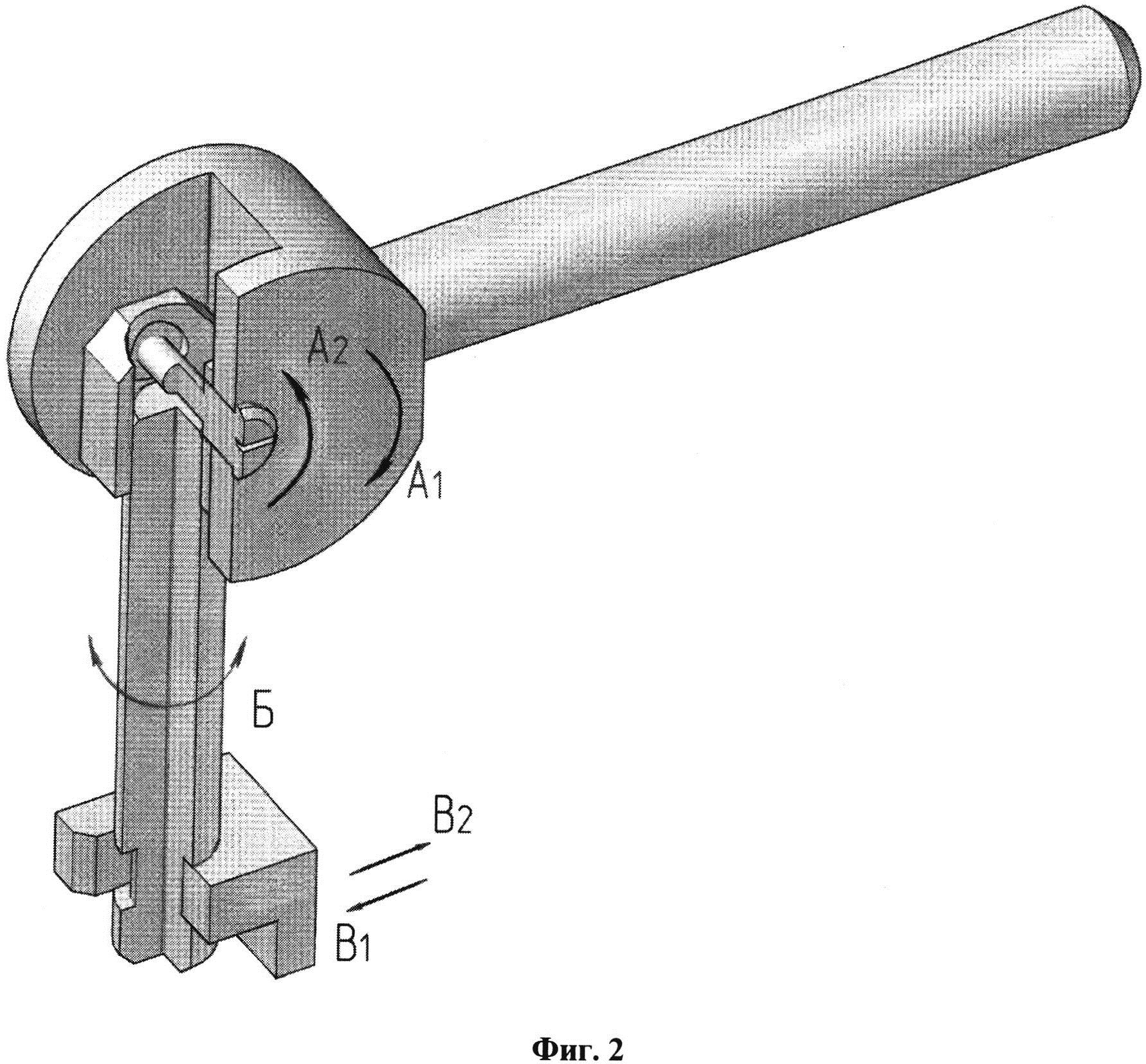
на фиг. 2 - объемный вид эксцентрикового зажимного модуля с направлениями движения подвижных элементов модуля при сборке фланцевого соединения.
Зажимной модуль содержит вильчатый эксцентриковый кулачок 2 с рукояткой 1, установленный на оси 3 в гайке 4, при этом гайка навинчена на шпильку 5, имеющую круговой паз, в который вставлен вильчатый фиксатор 6. В собранном состоянии зажимной модуль удерживает в состоянии контакта поверхность П фланцев 8 и 9, за счет регулировки натяжения шпильки, пропущенной в отверстия соединяемых фланцев так, чтобы при контакте поверхностей фланцевого соединения П возникал требуемый натяг. При этом поверхность вильчатого эксцентрикового кулачка 2 давит на прижимаемую поверхность П1, а вильчатый фиксатор 6 опирается на поверхность П2 фланцевого соединения. Для настройки натяжения шпильки при первом соединении фланцев может быть использовано осевое вращение шпильки со стороны вильчатого фиксатора известными способами, например, закручивание с помощью отвертки, либо вращение гайки совместно с кулачком.
Зажимной модуль работает следующим образом.
Собранный модуль в составе: вильчатого эксцентрикового кулачка 2 с рукояткой 1, оси 3, гайки 4 и шпильки 5, вставляют в отверстия соединяемых фланцев 8 и 9, при этом рукоятка 1 расположена соосно со шпилькой 5. При первом соединении фланцев 8 и 9 шпильку 5 ввинчивают в (вывинчивают из) гайки 4 по направлению Б до момента, когда вильчатый фиксатор 6 свободно входит в круговой паз шпильки в направлении B1, создавая на поверхности П2 опору для натяжения шпильки. Затем рукоятку 1 поворачивают в направлении A1 на 90°, после чего шпильку 5 ввинчивают в гайку 4 до создания требуемого натяга. Требуемый натяг настраивается за счет регулировки хода зажима, который проверяется с помощью контроля усилия поворота рукоятки 1 вильчатого эксцентрикового кулачка 2 в положение, соответствующее собранному положению фланцевого соединения.
При разъединении фланцевого соединения рукоятку 1 переводят в направлении А2, перемещают вильчатый фиксатор в направлении В2 до выхода из кругового паза шпильки и вынимают собранный модуль из отверстия фланцевого соединения.
При повторном соединении фланцев настройка хода и усилия зажима не требуется.
При частом использовании зажимного модуля компенсация износа производится завинчиванием шпильки в гайку до создания требуемого натяга, указанным выше способом.
Быстросъемный эксцентриковый зажимной модуль для сборки фланцевого соединения, содержащий вильчатый эксцентриковый кулачок с рукояткой, выполненный с возможностью опирания на одну из наружных поверхностей фланцевого соединения и установленный на оси его вращения, и шпильку, одним концом связанную с кулачком, а на другом конце которой установлен ограничитель с возможностью взаимодействия со второй наружной поверхностью фланцевого соединения для обеспечения его зажима, отличающийся тем, что он снабжен навинченной на конец шпильки со стороны упомянутого кулачка гайкой, установленной на оси вращения упомянутого кулачка, при этом ось вращения гайки расположена перпендикулярно оси вращения упомянутого кулачка, шпилька установлена с возможностью вращения относительно своей продольной оси, а упомянутый ограничитель выполнен в виде быстросъемного вильчатого фиксатора, установленного в круговом пазу шпильки.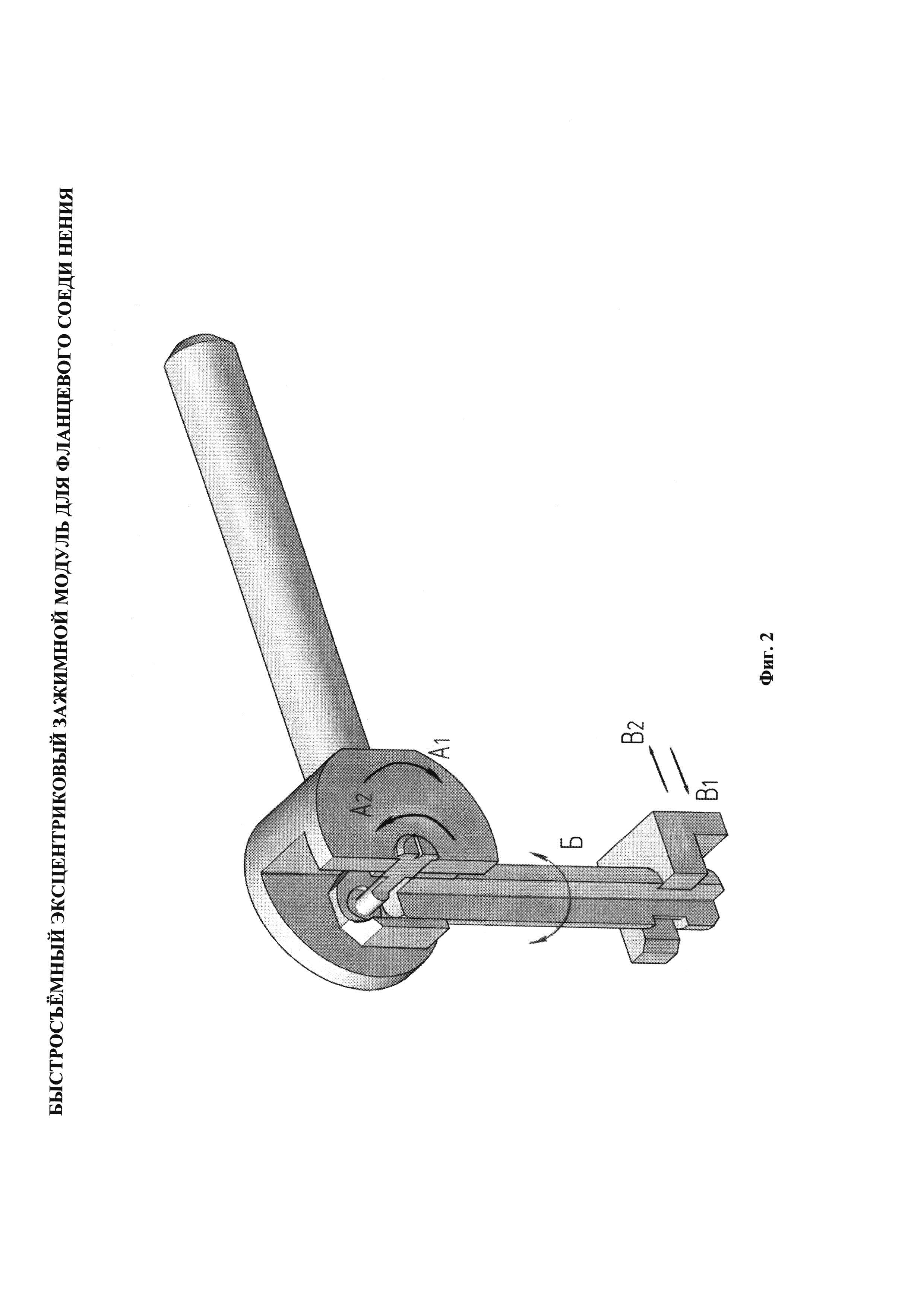
Металлопластиковый баллон высокого давления космического аппарата
Способ изготовления металлопластикового баллона высокого давления для космического аппарата
Способ квалификации металлокомпозитных баков высокого давления

