Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области изготовления роторов ГТД с применением электронно-лучевой сварки и высокоскоростного фрезерования лопаток, например, ротора компрессора высокого давления (КВД) или ротора компрессора низкого давления (КНД) газотурбинного двигателя (ГТД), детали которых изготовлены из жаропрочного титанового сплава.
Тенденция развития ГТД предполагает не только повышение их качества и надежности, но и улучшение массовых и габаритных характеристик деталей, узлов и модулей. В компрессорах высокого и низкого давления, а именно в их роторах это достигается за счет применения моноколес, внедрения неразъемных соединений взамен болтовых и винтовых.
Известен способ изготовления ротора газотурбинного двигателя, при котором вначале изготавливают кольцевые заготовки с торцевыми стыковочными элементами, соединяют их соосно, зачищают места соединения, после чего кольцевые заготовки облопачивают, (RU 2560887, 2013, В23Р 15/00). Логика способа заключается в том, что условия работы лопаток и дисковой части рабочих колес турбин существенно различаются. К материалу профильной части лопатки предъявляют, прежде всего, требования по высокому сопротивлению многоцикловой усталости и ползучести. Для ступичной части диска основным является сопротивление малоцикловой усталости, а для ободной части - малоцикловой усталости и ползучести. Однако характеристики лопаточного сплава не являются оптимальными для температурных условий замкового соединения и тем более диска. Поэтому специалисты считают, что, например, цельнолитые конструкции в большинстве случаев непригодны из-за упомянутых выше различий к требованиям материалов лопаток и диска.
Однако рабочие колеса с разъемными соединениями диска и лопаток часто не позволяют разместить необходимое по газодинамической эффективности количество лопаток из-за ограничения, которым является прочность замкового соединения. Такая конструкция рабочего колеса из-за особенностей конфигурации имеет много мест концентрации напряжений, что ограничивает ресурс, приводит к утяжелению диска.
Известен способ изготовления ротора газотурбинного двигателя, (заявка ЕР 2725214 за 2014, В23К 15/00), включающий предварительное изготовление кольцевых заготовок ступеней ротора с торцевыми стыковочными поверхностями, соосное размещение относительно друг друга упомянутых кольцевых заготовок, их сварку между собой по окружности торцевых стыковочных плоскостей с последующей зачисткой зон сварки и облопачиванием ротора. Способ взят за прототип.
В этом способе предлагается для повышения надежности свариваемых кольцевых заготовок вводить между ними разнородные материалы.
Облопачивание кольцевых заготовок ротора в известном способе осуществляется также закреплением готовых лопаток в предварительно выполненных пазах кольцевых заготовок. Это приводит к увеличению массы ротора, как за счет увеличения массы опорной части лопаток, так и использования крепежных элементов, а также к невозможности применения широкохордных лопаток с увеличенной закруткой профиля пера. Кроме того, такое размещение лопаток на кольцевых заготовках приводит к необходимости тщательной балансировки ротора, (Стат. момент, распределение по массе.)
Технической проблемой, решаемой настоящим изобретением, является упрощение технологического процесса изготовления ротора ГТД с двумя и более ступенями рабочих колес, со снижением трудоемкости его изготовления и обеспечением при этом высокого качества и точности его изготовления.
Достигаемый при этом технический результат заключается в снижении массы ротора, уменьшении количества деталей, повышении качества сборки, надежности эксплуатации и увеличения ресурса работы турбомашины.
Указанная техническая проблема решается тем, что в способе изготовления секции ротора газотурбинного двигателя, включающем предварительное изготовление кольцевых заготовок ступеней ротора с торцевыми стыковочными поверхностями, соосное размещение относительно друг друга упомянутых кольцевых заготовок, их сварку между собой по окружности торцевых стыковочных поверхностей в секцию с последующим механическим удалением замков зон сварки и облопачиванием соединенных кольцевых заготовок с получением секции ротора, кольцевые заготовки ступеней ротора изготавливают с выступами для последующего образования лопаток, а торцевые стыковочные поверхности на кольцевых заготовках выполняют в виде торцевых выступов с замками, посредством которых соединяют упомянутые заготовки между собой перед сваркой, а после сварки замки удаляют, при этом облопачивание ротора осуществляют посредством высокоскоростного фрезерования упомянутых выступов кольцевых заготовок с образованием лопаток. При этом в секцию соединяют не менее двух кольцевых заготовок, а их фрезерование осуществляют поочередно. Для соединения кольцевых заготовок между собой используют электронно-лучевую сварку, после которой производят радиографический контроль и термообработку соединенных кольцевых заготовок.
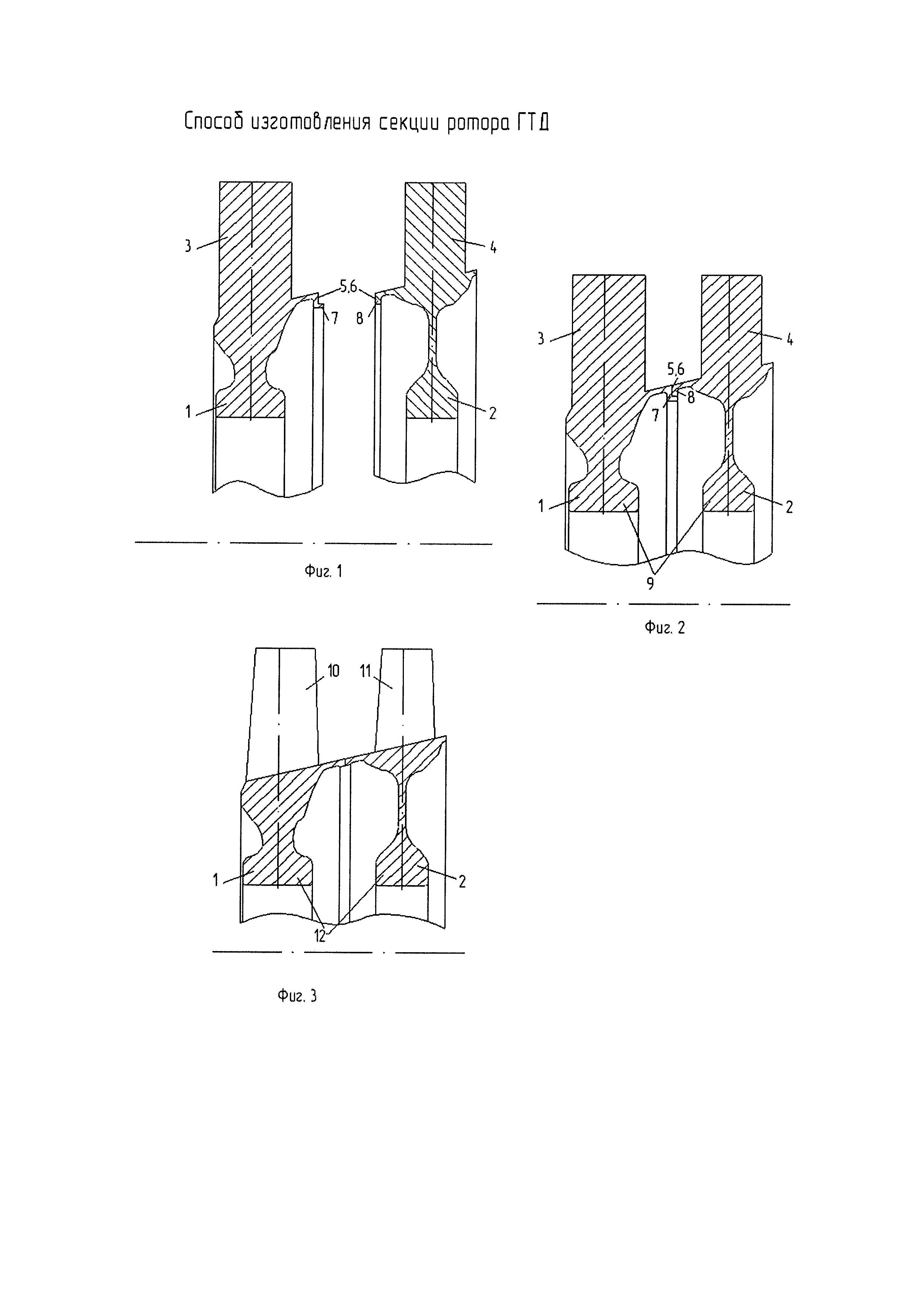
Способ поясняется фигурами, на которых показано в разрезе:
фиг. 1 - кольцевые заготовки первой и второй ступеней ротора перед сваркой.
фиг. 2 - кольцевые заготовки после сварки и термообработки.
фиг. 3 - готовая секция ротора после фрезеровки лопаток.
Для примера рассматриваем изготовление двухступеневой секции многосекционного ротора. Изготовляют кольцевые заготовки 1 первой ступени ротора и кольцевые заготовки 2 второй ступени ротора с выступами 3, 4 под фрезеровку лопаток, например, из жаропрочного титанового сплава. Кольцевые заготовки 1, 2 ротора выполняют с торцевыми стыковочными поверхностями 5, 6 и замками 7, 8. Далее кольцевые заготовки перед сваркой соосно размещают относительно друг друга в количестве не менее двух, стыкуют по торцевым поверхностям 5, 6, а затем производят электронно-лучевую сварку (ЭЛС) в месте соединения замков 7, 8, получив заготовку 9 для двухступенчатой секции ротора.
После чего замки удаляют, а зону сварки зачищают. Заготовку 9 термообрабатывают, а зону сварки подвергают радиографическому рентгеноконтролю. Для проведения операций чернового и чистового высокоскоростного фрезерования лопаток на выступах 3, 4 заготовку 9 секции ротора устанавливают на 5-ти координатном обрабатывающем центре. За одну установку заготовки 9 секции ротора на обрабатывающем центре вначале фрезеруют лопатки 10 первой ступени ротора, а затем лопатки 11 второй ступени ротора ГТД. После окончания операций высокоскоростного фрезерования лопаток 10, 11 при необходимости могут осуществляться операции полирования и упрочнения лопаток на готовой секции 12 ротора.
Использование изобретения позволяет исключить возможность коробления лопаток ротора при сварке и термообработке, обеспечить при этом высокое качество и точность изготовления ротора, а также упростить технологический процесс его изготовления, что повышает надежность эксплуатации и способствует увеличению ресурса работы ГТД в целом.
Способ упрочнения поверхностного слоя лопаток компрессора газотурбинных двигателей
Вакуумная высокотемпературная нагревательная камера для обработки изделий
Способ регулирования радиального зазора в газотурбинном двигателе
Пробоотборник постоянного давления поршневого типа
Способ ремонта лопаток турбомашин и устройство для его осуществления
Способ оценки режимов сварки
Способ пайки изделия, преимущественно теплообменника
Вакуумная камера для электронно-лучевой обработки
Способ нанесения износостойких покрытий на лопатки компрессора гтд
Способ изготовления проволочного щеточного уплотнения
Способ ремонта шпалы
Способ производства заготовок из жаропрочных порошковых сплавов
Устройство для лазерной очистки корпуса судна
Способ изготовления двухслойного кольцевого жаропрочного уплотнения узлов газотурбинного двигателя

