Результат интеллектуальной деятельности: Способ получения спеченных изделий из электроэрозионных вольфрамосодержащих нанокомпозиционных порошков
Вид РИД
Изобретение
Изобретение относится к способам получения спеченных изделий из твердых сплавов, в которых используются порошки связующей фазы со сферическими неагломерированными частицами.
Спеченные твердые сплавы получают технологией, обычной для порошковой металлургии, которая состоит в смешивании исходных порошков карбидов, вольфрама и возможно других твердых материалов с одновременным механическим измельчением с использованием мельниц, вращающихся шаровых мельниц, вибромельниц, истирающих мельниц и других подобных устройств.
Известен способ получения спеченного твердого сплава на основе карбида вольфрама (патент РФ №2060291, МПК С22С 29/02, 1997). Суть способа заключается в том, что в исходный порошок триоксида вольфрама добавляют порошок карбида вольфрама со средним размером зерна не более 1,5 мкм, смешивают и восстанавливают до вольфрама, а затем проводят карбидизацию. Готовят шихту совместным мокрым размолом карбида вольфрама и металлической связки. Из высушенной шихты прессуют заготовки и спекают.
Недостатком известного способа получения спеченного твердого сплава на основе карбида вольфрама является многооперационность технологического процесса.
Также известен способ получения высокопористых вольфрам-медных материалов, полученных жидкофазным спеканием (В.В. Скороход, С.М. Солонин, Л.И. Чернышев. Высокопористые вольфрам-медные материалы, полученные жидкофазным спеканием. Порошковая металлургия, 1978, №2, С. 17-21). Данный способ включает смешивание порошков вольфрама марки ВЧ с электролитической медью марки ПМЭ-1, в которые добавляют 20 вес.% никеля марки ПНК-1. Металлические порошки смешивали с порошком двууглекислого аммония с размером частиц 100 мкм, прессовка содержала 52 об. % этого порообразователя. После прессования микропористость (пористость областей с мелкими естественными порами, поры в объемах, занятых металлическим порошком) составляла 50%. Из прессовок при температуре 200°С в среде водорода отгонялся порообразователь, что обеспечивало перед спеканием относительный объем крупных пор, образованных порообразователем (макропористость), который составлял 52%. Жидкофазное спекание проводили в среде водорода при температуре 1250°С в течение 1 часа. После спекания пористость образцов состава WNi - 6,4 Cu составила 60%.
Недостатком известных способов являются повышенные трудовые и материальные затраты, связанные с предварительным получением исходных компонентов, а также наличие высокой пористости в материале изделия при использовании указанных режимов спекания и невысокие в связи с этим физико-механические свойства.
В основу изобретения положена задача осуществить такое получение порошкового материала для спекания, чтобы было обеспечено снижение затрат и повышение эффективности процесса спекания, а также уменьшение пористости.
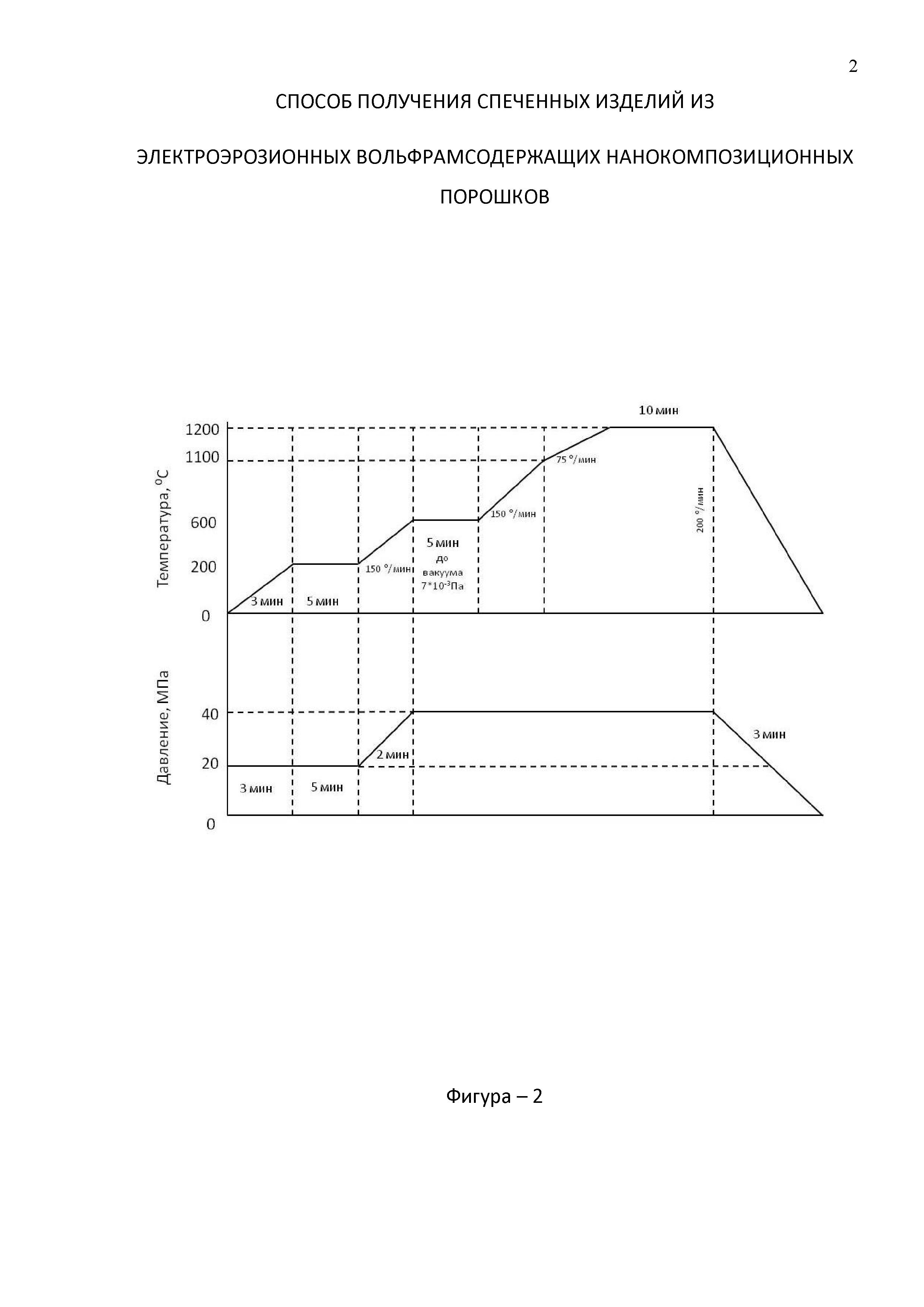
Поставленная задача решается тем, что упомянутый порошок получается электроэрозионным диспергированием отходов стали Р6М5, твердого сплава ВК8 в керосине осветительном на установке ЭЭД при следующих параметрах: отходы быстрорежущей стали марки Р6М5 диспергировали при напряжении на электродах 190-210В, емкости разрядных конденсаторов 55 мкФ, частоте следования импульсов 90-110 Гц; отходы твердого сплава марки ВК8 диспергировали при напряжении на электродах 140-160В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 160-180 Гц, порошки смешивали в пропорции 30% Р6М5 и 70% ВК8, подвергали прессованию, а затем плазменному спеканию при температуре 1200 °С, и давлении 40 МПа в течение 10 минут.
Получаемые этим способом порошковые материалы, имеют в основном сферическую форму частиц. Причем, изменяя электрические параметры процесса диспергирования (напряжение на электродах, емкость конденсаторов и частоту следования импульсов) можно управлять шириной и смещением интервала размера частиц, а также производительностью процесса.
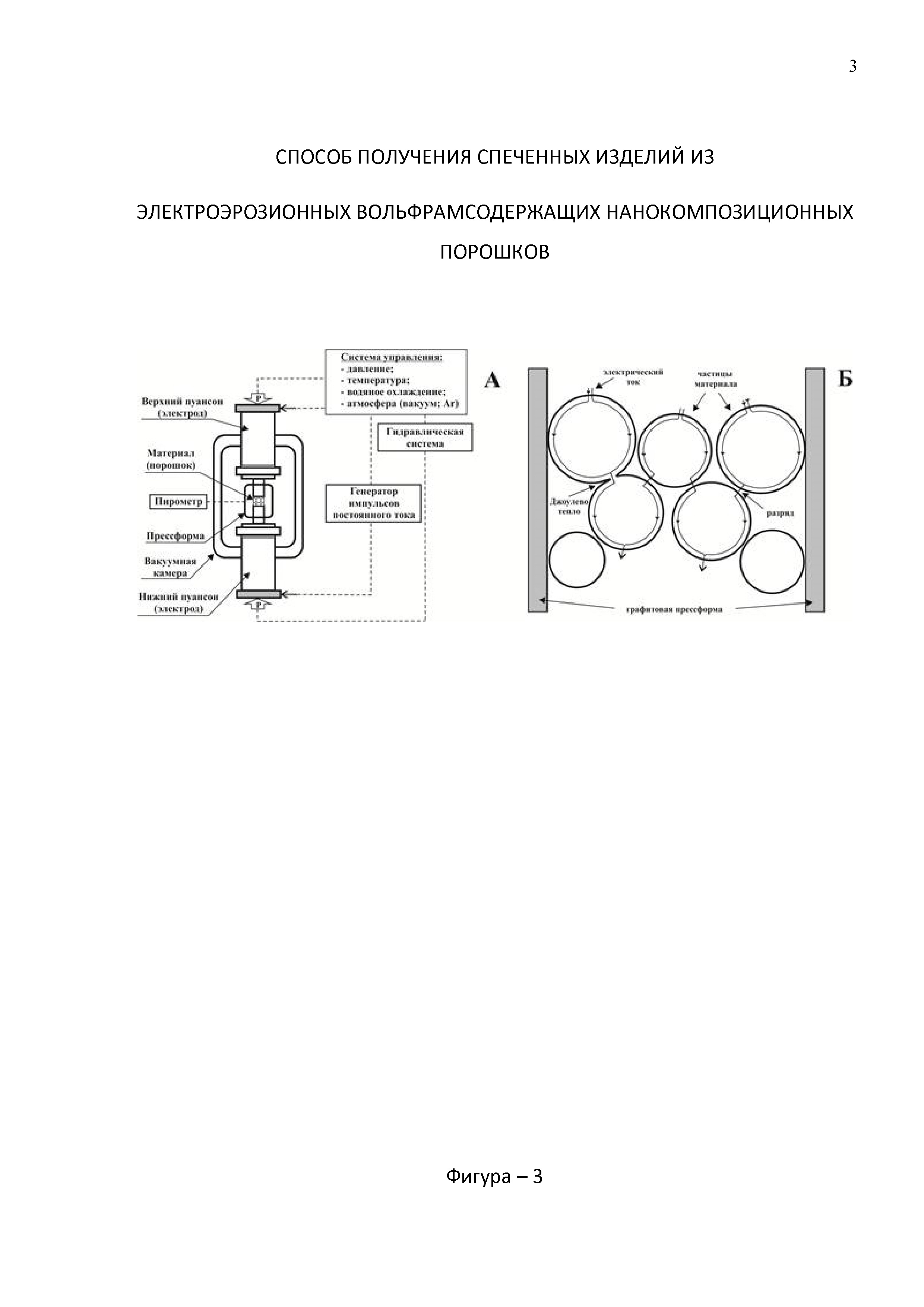
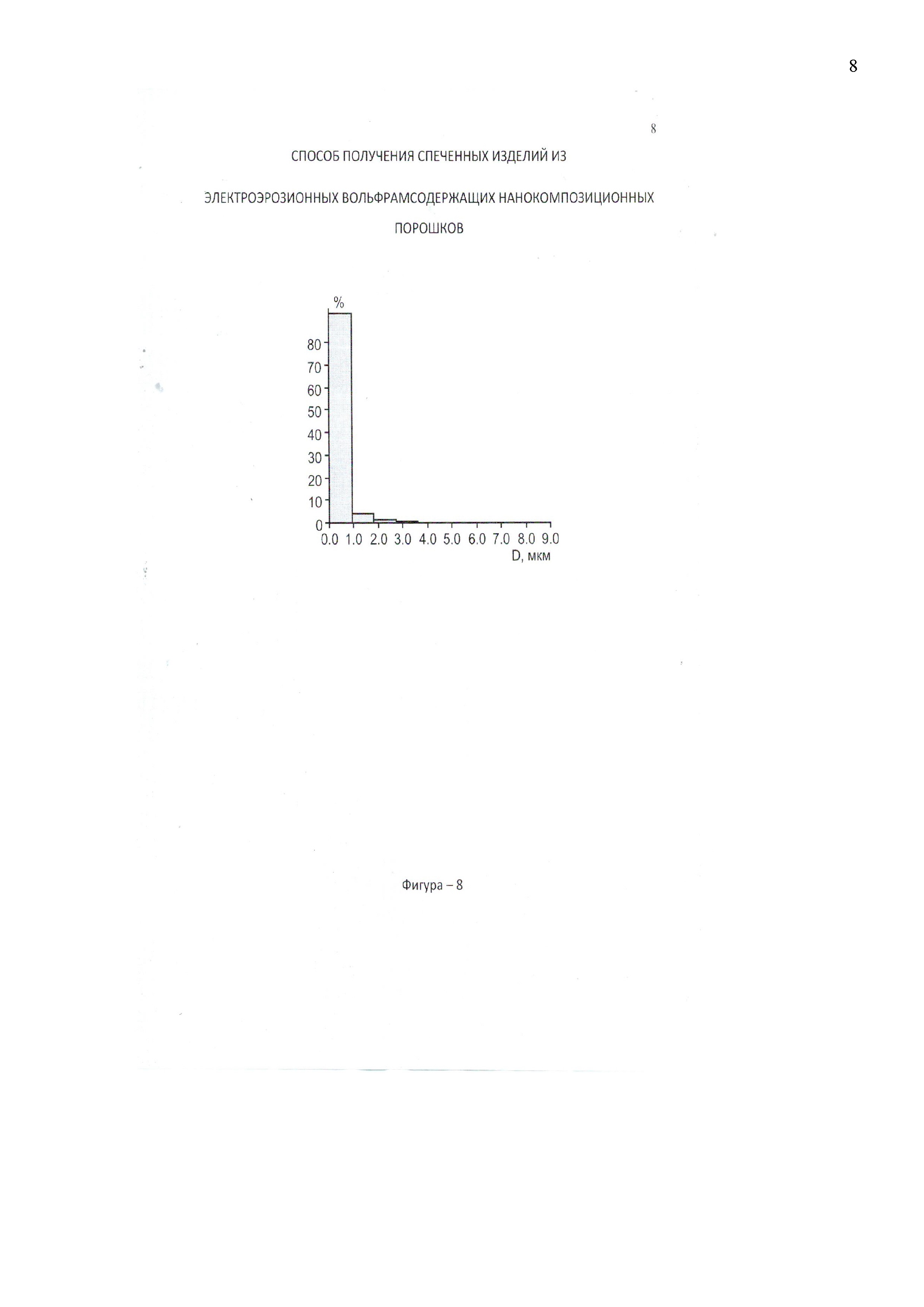
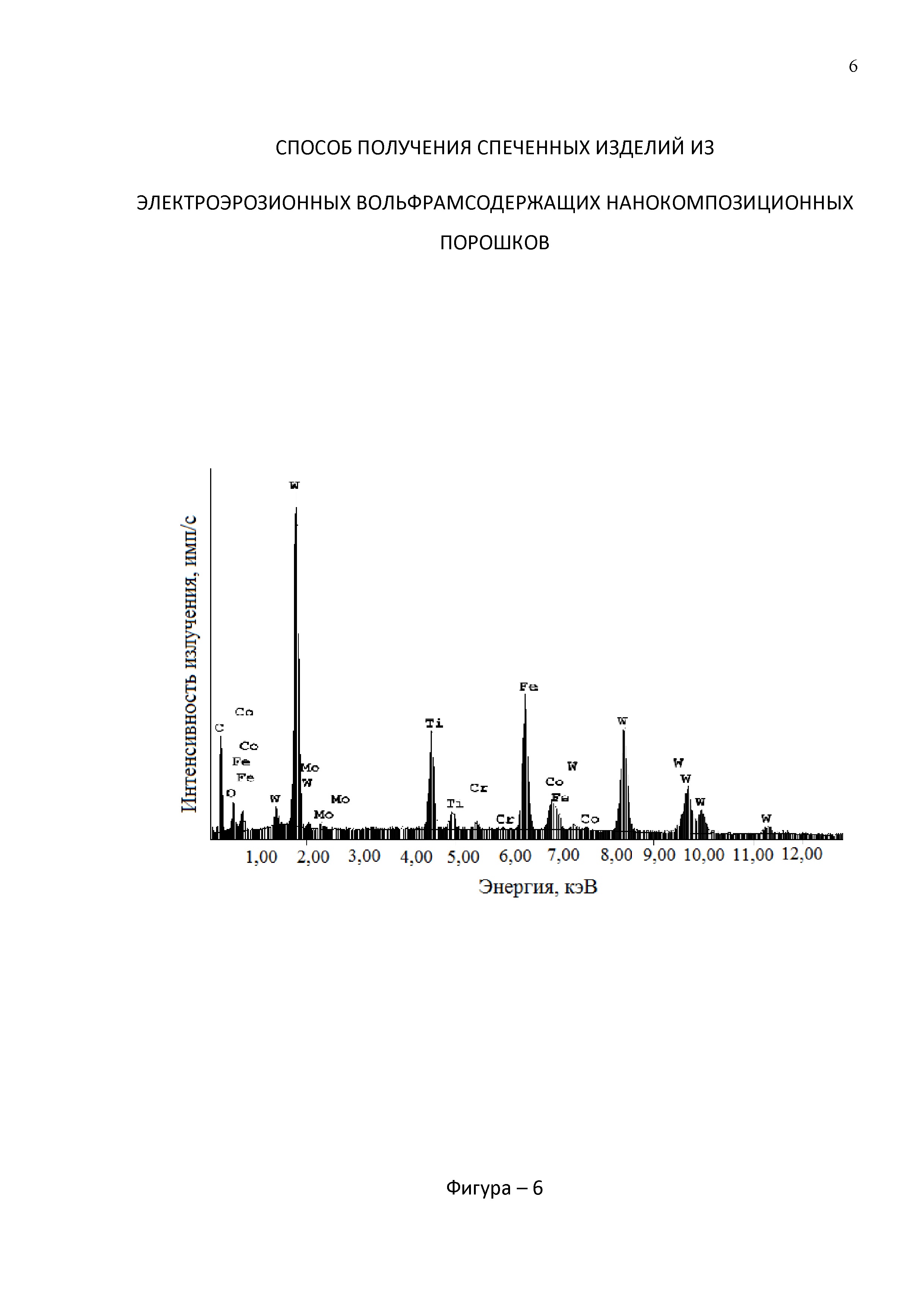
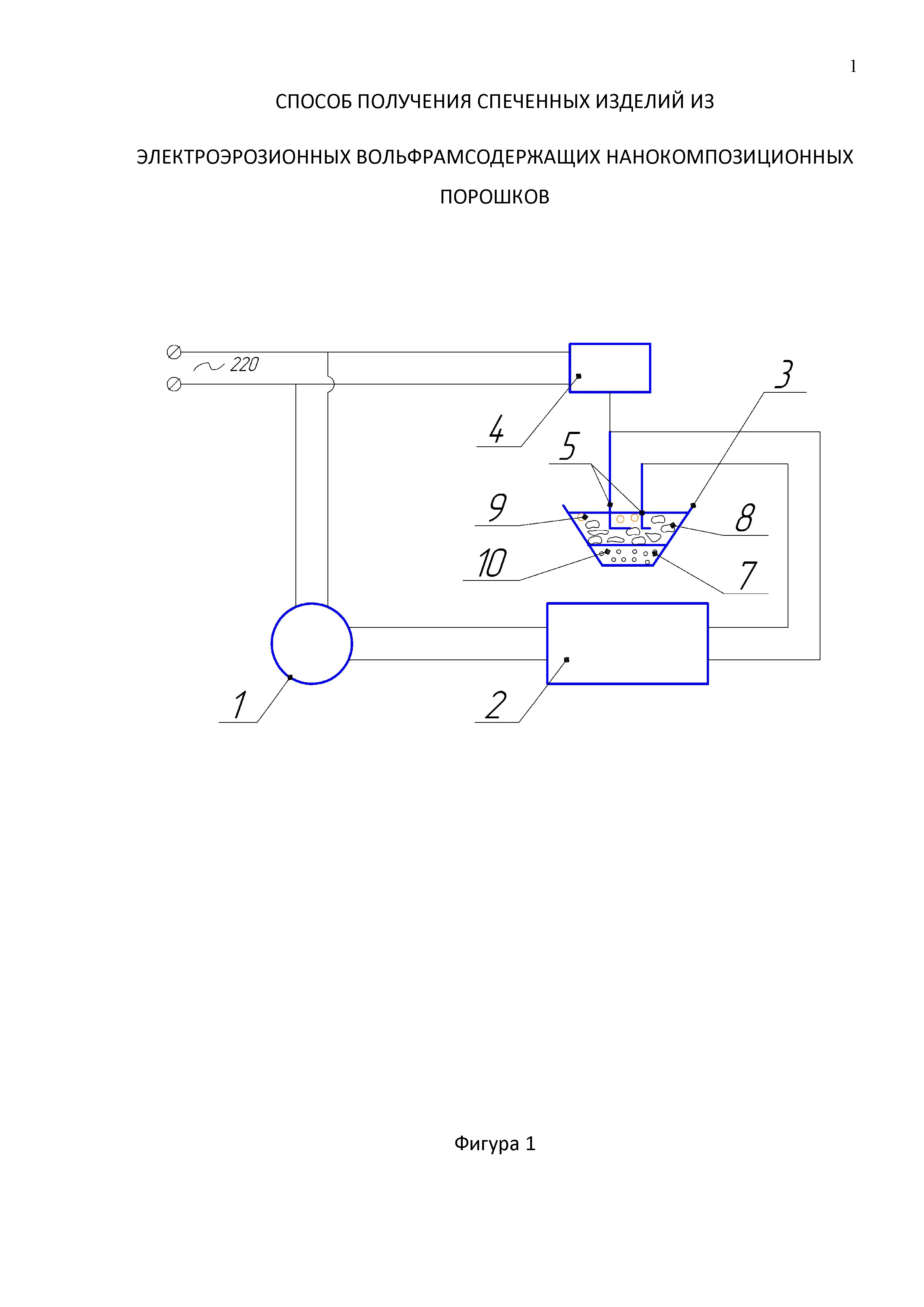
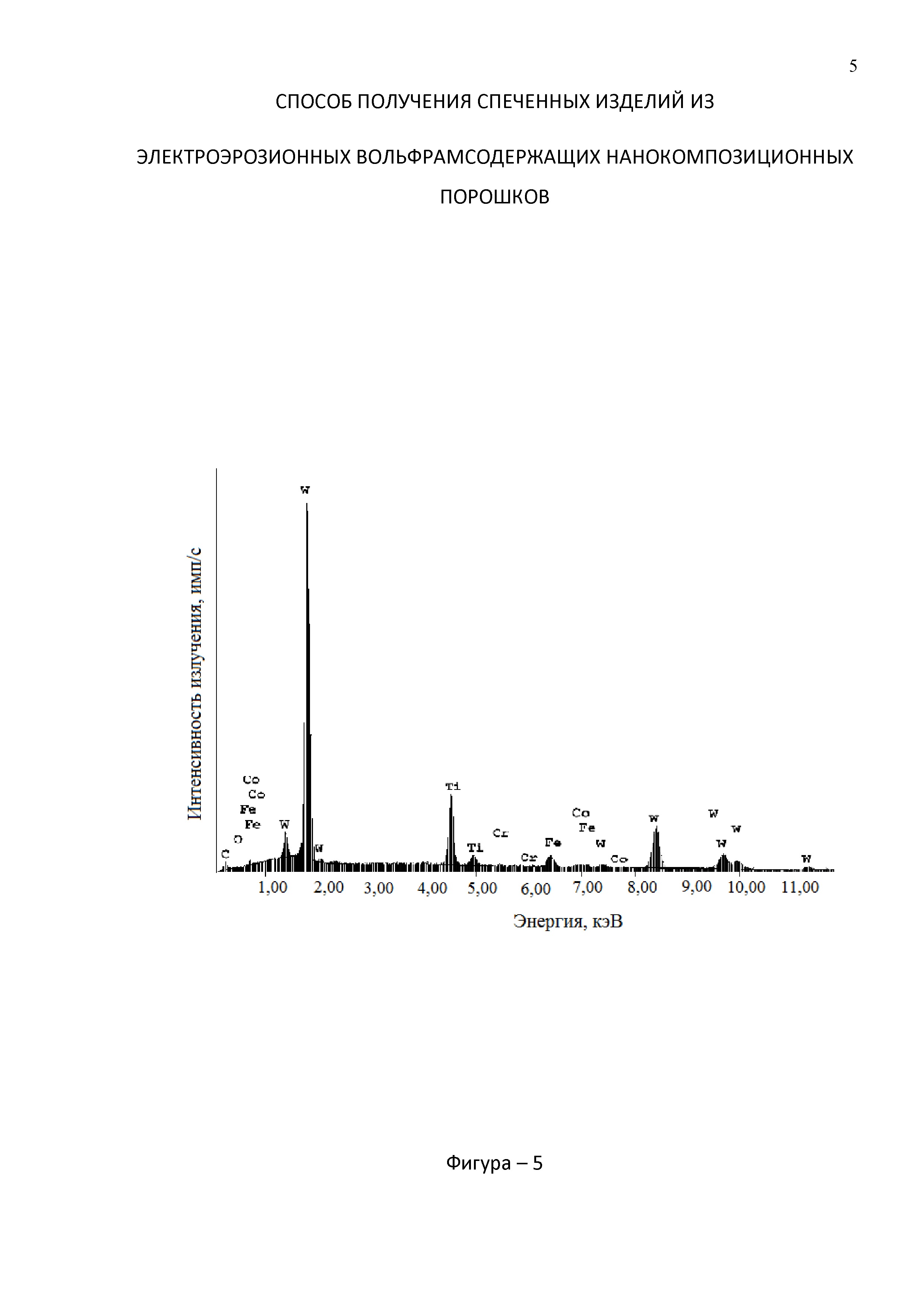
На фигуре 1 представлена схема процесса ЭЭД, на фигуре 2 показана схема консолидации порошков методом искрового плазменного спекания, на фигуре 3 – технология искрового плазменного спекания: А – принципиальная схема SPS синтеза; Б – общая схема нагрева по методу SPS, на фигуре 4 – микроструктура спеченного изделия при разрешающей способности микроскопа 500, на фигуре 5 – элементный состав спеченного изделия, на фигуре 6 – элементный состав спеченного изделия; на фигуре 7 – элементный состав спеченного изделия, на фигуре 8 – результаты исследования пористости спеченного изделия.
Порошковый материал получали в следующей последовательности.
На первом этапе производили сортировку отходов, их промывку, сушку, обезжиривание и взвешивание. Реактор заполняли рабочей средой – осветительным керосином, отходы загружали в реактор. Монтировали электроды. Смонтированные электроды подключали к генератору. Устанавливали необходимые параметры процесса: частоту следования импульсов, напряжение на электродах, емкость конденсаторов.
На втором этапе – этапе электроэрозионного диспергирования включали установку. Процесс ЭЭД представлен на фигуре 1. Импульсное напряжение генератора 2 прикладывается к электродам 5 и далее к отходам 8 (в качестве электродов так же служили соответственно сталь P6М5 и твердый сплав ВК8). в реакторе 3. При достижении напряжения определённой величины происходит электрический пробой рабочей среды 10, находящийся в межэлектродном пространстве, с образованием канала разряда. Благодаря высокой концентрации тепловой энергии, материал в точке разряда плавится и испаряется, рабочая среда испаряется и окружает канал разряда газообразными продуктами распада (газовым пузырём 9). В результате развивающихся в канале разряда и газовом пузыре значительных динамических сил, капли расплавленного материала выбрасываются за пределы зоны разряда в рабочую среду, окружающую электроды, и застывают в ней, образуя каплеобразные частицы порошка 7. Регулятор напряжения 1 предназначен для установки необходимых значений напряжения, а встряхиватель 4 передвигает один электрод, что обеспечивает непрерывное протекание процесса ЭЭД.
На третьем этапе проводится выгрузка рабочей жидкости с порошком из реактора.
На четвертом этапе происходит выпаривание раствора, его сушка, взвешивание, фасовка, упаковка. Затем полученные порошки смешивали в пропорции 30% P6М5 и 70% ВК 8 соответственно, прессовали и спекали.
Консолидация порошков проведена методом искрового плазменного спекания с использованием системы искрового плазменного спекания SPS 25-10 (Thermal Technology, США) по схеме представленной на фигуре 2. Исходный материал размещали в матрице из графита, помещаемой под пресс в вакуумной камере. Электроды, интегрированные в механическую часть пресса, подводят электрический ток к матрице и создают искровые разряды между спекаемыми частицами материала, обеспечивая интенсивное взаимодействие. Процесс консолидации порошков схематически приведен на фигуре 3 (А – принципиальная схема SPS синтеза; Б – общая схема нагрева по методу SPS).
Преимущества технологии: равномерное распределение тепла по образцу; высокая плотность или контролируемая пористость; связующие материалы не требуются; равномерное спекание однородных и разнородных материалов; короткое время рабочего цикла; изготовление детали сразу в окончательной форме и получение профиля, близкого к заданному.
При этом достигается следующий технический результат: получение спеченных изделий вольфрамсодержащих нанокомпозиционных порошков с частицами правильной сферической формы с невысокими энергетическими затратами и экологической чистотой процесса способом электроэрозионного диспергирования (ЭЭД). При этом значительно уменьшается пористость и шероховатость, а также увеличивается твердость полученных спеченных изделий.
Способ позволяет получить порошки без использования химических реагентов, что существенно влияет на себестоимость спеченных изделий и позволяет избежать загрязнения рабочей жидкости и окружающей среды химическими веществами.
Пример 1.
Для получения порошков из стали Р6М5 и твердого сплава ВК 8 методом электроэрозионного диспергирования в осветительном керосине использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и па-тентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы быстрорежущей стали марки Р6М5 диспергировали при напряжении на электродах 190-210В, емкости разрядных конденсаторов 55 мкФ, частоте следования импульсов 90-110 Гц; отходы твердого сплава марки ВК8 диспергировали при напряжении на электродах 140-160В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 160-180 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка. Полученные порошки смешивали в пропорции 30% P6М5 и 70% ВК 8 соответственно.
Консолидация порошков проведена методом искрового плазменного спекания с использованием системы искрового плазменного спекания SPS 25-10 (Thermal Technology, США) по схеме представленной на Фигуре 2. Исходный материал размещали в матрице из графита, помещаемой под пресс в вакуумной камере. Электроды, интегрированные в механическую часть пресса, подводят электрический ток к матрице и создают искровые разряды между спекаемыми частицами материала, обеспечивая интенсивное взаимодействие. Процесс консолидации порошков схематически приведен Фигуре 3.
Полученное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу) (Фигура 4). Поверхность образцов шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№ 60–70) и мелким зерном (№220–240). В процессе шлифования образец периодически поворачивали на 90°. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fе3O4, Сr2O3, Аl2О3). После достижения зеркального блеска поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
С помощью энерго-дисперсионного анализатора рентгеновского излучения фирмы EDAX, встроенного в растровый электронный микроскоп «QUANTA 600 FEG», были получены спектры характеристического рентгеновского излучения в различных точках на поверхности образца и по поперечному шлифу (Фигура 5). Установлено, что основными элементами являются C (2,14 %); O (0,26 %); Ti (13,91 %); Fe (3,93 %); W (78,59 %); Co (0,81 %).
Пористость определяли с помощью оптического инвертированного микроскопа Olympus GX51 с программным обеспечением для количественного анализа изображения. Подготовленные образцы не имели следов шлифования, полирования или выкрашивания структурных составляющих. Шлиф изготовляли по поперечному сечению (излому) целого изделия или части его площадью < 2 см2. ПО “SIAMS Photolab”, которым оснащен микроскоп, разработано с учётом специфики применения методов цифровой микроскопии и анализа изображений для металлографического анализа соединений. Результаты исследования пористости представлены на фигуре 8, пористость составляет 0,62 %.
Пример 2.
Для получения порошков из стали Р6М5 и твердого сплава ВК 8 методом электроэрозионного диспергирования в осветительном керосине использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и па-тентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы быстрорежущей стали марки Р6М5 диспергировали при напряжении на электродах 190-210В, емкости разрядных конденсаторов 55 мкФ, частоте следования импульсов 90-110 Гц; отходы твердого сплава марки ВК8 диспергировали при напряжении на электродах 140-160В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 160-180 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка. Полученные порошки смешивали в пропорции 30% P6М5 и 70% ВК 8 соответственно.
Консолидация порошков проведена методом искрового плазменного спекания с использованием системы искрового плазменного спекания SPS 25-10 (Thermal Technology, США) по схеме представленной на Фигуре 2. Исходный материал размещали в матрице из графита, помещаемой под пресс в вакуумной камере. Электроды, интегрированные в механическую часть пресса, подводят электрический ток к матрице и создают искровые разряды между спекаемыми частицами материала, обеспечивая интенсивное взаимодействие. Процесс консолидации порошков схематически приведен Фигуре 3.
Полученное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу). Поверхность образцов шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№ 60–70) и мелким зерном (№220–240). В процессе шлифования образец периодически поворачивали на 90°. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fе3O4, Сr2O3, Аl2О3). После достижения зеркального блеска поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
С помощью энерго-дисперсионного анализатора рентгеновского излучения фирмы EDAX, встроенного в растровый электронный микроскоп «QUANTA 600 FEG», были получены спектры характеристического рентгеновского излучения в различных точках на поверхности образца и по поперечному шлифу (Фигура 6). Установлено, что основными элементами являются C (33,73 %); O (5,95 %); Ti (5,76 %); Fe (11,25 %); W (39,67 %); Co (2,44 %).
Пористость определяли с помощью оптического инвертированного микроскопа Olympus GX51 с программным обеспечением для количественного анализа изображения. Подготовленные образцы не имели следов шлифования, полирования или выкрашивания структурных составляющих. Шлиф изготовляли по поперечному сечению (излому) целого изделия или части его площадью < 2 см2. ПО “SIAMS Photolab”, которым оснащен микроскоп, разработано с учётом специфики применения методов цифровой микроскопии и анализа изображений для металлографического анализа соединений. В результате исследования пористость составила 1,25 %.
Пример 3.
Для получения порошков из стали Р6М5 и твердого сплава ВК 8 методом электроэрозионного диспергирования в осветительном керосине использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК С22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и па-тентообладатель Юго-Зап. гос. ун-т. – № 2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. № 13). При получении порошка использовали следующие параметры установки: отходы быстрорежущей стали марки Р6М5 диспергировали при напряжении на электродах 190-210В, емкости разрядных конденсаторов 55 мкФ, частоте следования импульсов 90-110 Гц; отходы твердого сплава марки ВК8 диспергировали при напряжении на электродах 140-160В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 160-180 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка. Полученные порошки смешивали в пропорции 70% P6М5 и 30% ВК 8 соответственно.
Консолидация порошков проведена методом искрового плазменного спекания с использованием системы искрового плазменного спекания SPS 25-10 (Thermal Technology, США) по схеме представленной на Фигуре 2. Исходный материал размещали в матрице из графита, помещаемой под пресс в вакуумной камере. Электроды, интегрированные в механическую часть пресса, подводят электрический ток к матрице и создают искровые разряды между спекаемыми частицами материала, обеспечивая интенсивное взаимодействие. Процесс консолидации порошков схематически приведен Фигуре 3.
Полученное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу). Поверхность образцов шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№ 60–70) и мелким зерном (№220–240). В процессе шлифования образец периодически поворачивали на 90°. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fе3O4, Сr2O3, Аl2О3). После достижения зеркального блеска поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
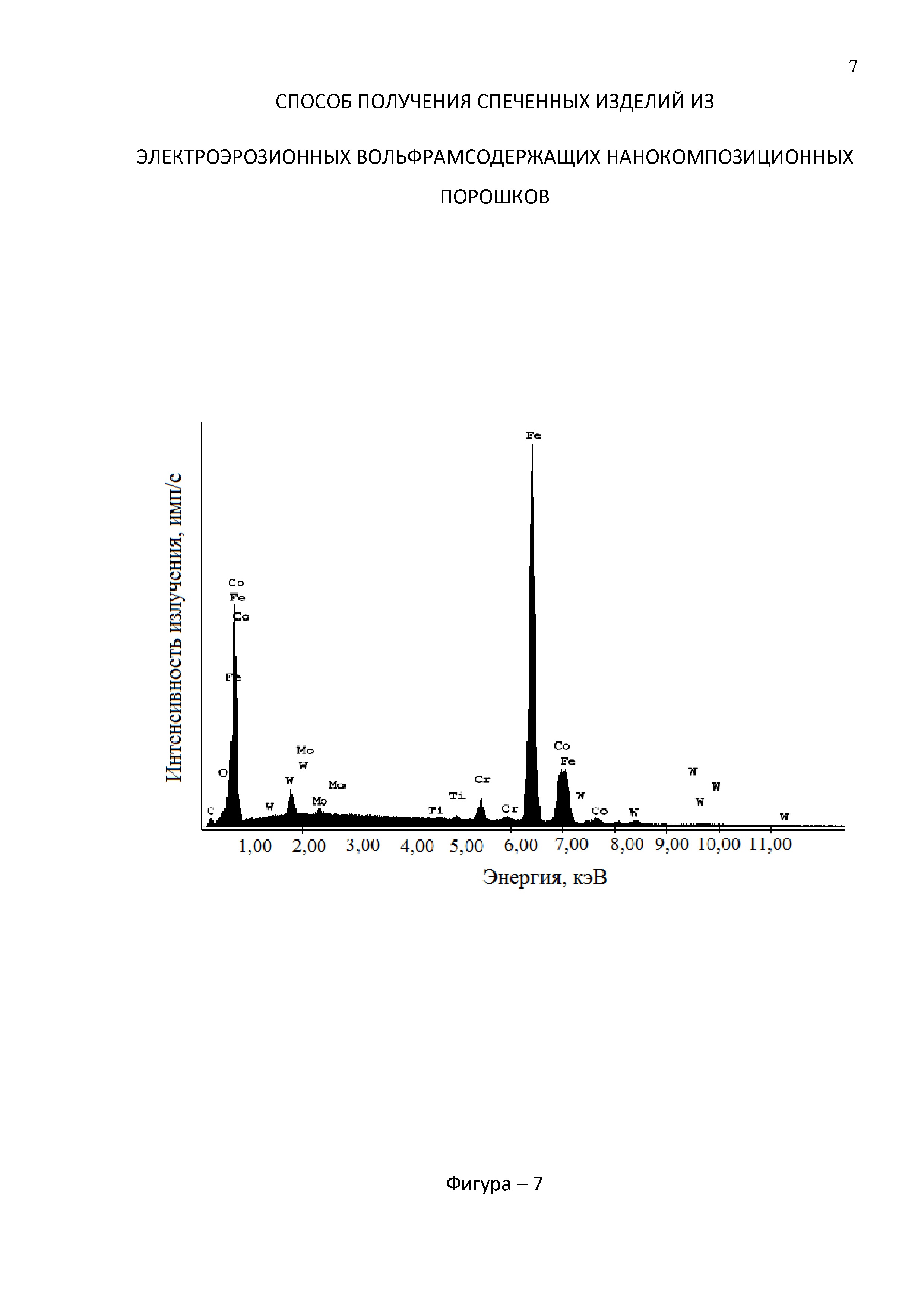
С помощью энерго-дисперсионного анализатора рентгеновского излучения фирмы EDAX, встроенного в растровый электронный микроскоп «QUANTA 600 FEG», были получены спектры характеристического рентгеновского излучения в различных точках на поверхности образца и по поперечному шлифу (Фигура 7). Установлено, что основными элементами являются C (1,38 %); O (1,61 %); Ti (0,11 %); Fe (77,75 %); W (5,00 %); Co (10,87 %).
Пористость определяли с помощью оптического инвертированного микроскопа Olympus GX51 с программным обеспечением для количественного анализа изображения. Подготовленные образцы не имели следов шлифования, полирования или выкрашивания структурных составляющих. Шлиф изготовляли по поперечному сечению (излому) целого изделия или части его площадью < 2 см2. ПО “SIAMS Photolab”, которым оснащен микроскоп, разработано с учётом специфики применения методов цифровой микроскопии и анализа изображений для металлографического анализа соединений. В результате исследования пористость составила 2,15 %.
Способ получения спеченных изделий из электроэрозионных вольфрамсодержащих нанокомпозиционных порошков, отличающийся тем, что ведут электроэрозионное диспергирование отходов стали Р6М5 и твердого сплава ВК8 в керосине осветительном, при этом отходы быстрорежущей стали марки Р6М5 диспергируют при напряжении на электродах 190-210 В, емкости разрядных конденсаторов 55 мкФ, частоте следования импульсов 90-110 Гц, отходы твердого сплава марки ВК8 диспергируют при напряжении на электродах 140-160 В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 160-180 Гц, причем полученные порошки отходов стали Р6М5 и твердого сплава ВК8 смешивают в пропорции 30% Р6М5 и 70% ВК8, ведут прессование, а затем плазменное спекание при температуре 1200°С и давлении 40 МПа в течение 10 минут.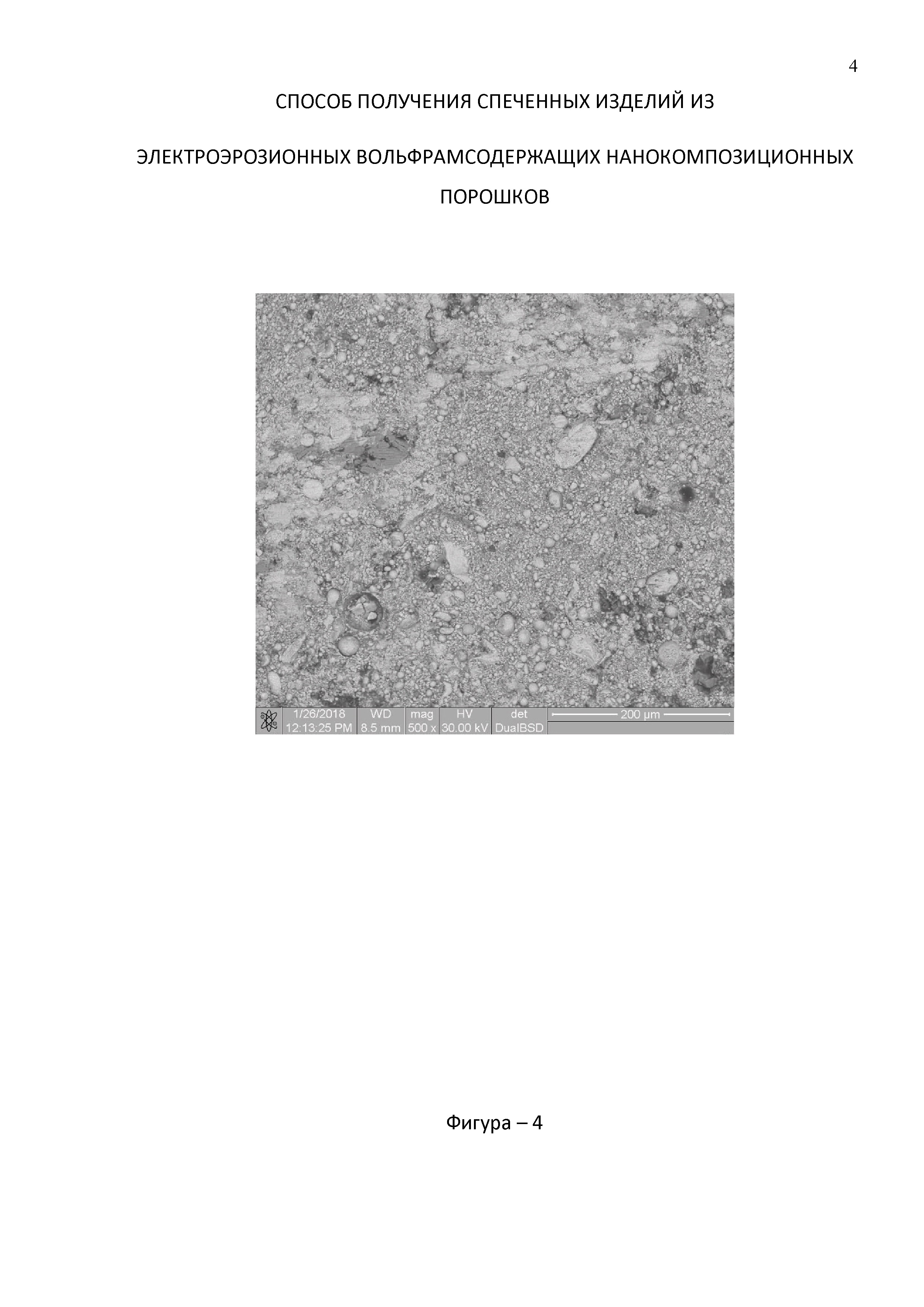
Система оборотного водоснабжения
Ротационная пульполовушка для очистки диффузионного сока
Экструдер пресса для изготовления макаронных изделий улучшенного качества
Котел отопительный газовый
Термоэлектрическое зарядное устройство для гаджетов
Экологичное дорожное ограждение
Способ защиты от средств фиксации теплового излучения и устройство защиты от средств фиксации теплового излучения
Способ прогнозирования степени тяжести ишемического процесса сердца, головного мозга и нижних конечностей
Способ изготовления отрицательного электрода поверхностного типа для свинцово-кислотного аккумулятора
Энергосберегающая система подготовки приточного воздуха
Способ получения свинцово-латунных порошков из отходов сплава лс58-3 в дистиллированной воде
Способ получения свинцово-сурьмянистого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ссу-3 в воде

