Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ПЬЕЗОАКТУАТОРА ПРЯМОГО ДЕЙСТВИЯ
Вид РИД
Изобретение
Изобретение относится к способам сборки линейных двигателей, содержащих электромеханический материал, который изменяет свою длину под действием электрического поля, в результате чего создается движение относительно некоторого тела за счет нерезонансного повторения малых шагов. Предложенный способ может быть полезен в механосборочном производстве, в частности, при изготовлении пьезоактуаторов прямого действия специализированных прецизионных сборочных модулей.
Из уровня техники известен способ монтажа активного элемента устройства микроперемещений (SU 1612927A1, МПК H02N 2/04, H01L 41/09, опубл. 15.05.1993). Способ заключается в том, что пластины из разных магнитострикционных материалов соединяют, устанавливают в корпус и подвергают действию поперечных сил, при этом до соединения пластин по крайней мере одну из них подвергают действию продольных напряжений, причем пластину, выполненную из материала с отрицательным коэффициентом магнитострикции, - напряжению растяжения, а пластину с положительным коэффициентом магнитострикции - напряжению сжатия, после соединения действия напряжений снимают, а после установки и корпус подвергают действию поперечных сил, направленных на выпрямление биморфного элемента.
Недостатком известного способа является то, что полученный таким образом элемент при воздействии на него электрического поля деформируется недостаточно для применения его в качестве силового элемента в установках запрессовки.
Наиболее близким техническим решением к заявленному изобретению и выбранным в качестве прототипа признан способ изготовления двигателя (RU 2179363 C2, МПК H02N 2/00, H01L 41/09, опубл. 10.02.2002), содержащего электромеханический материал, изменяющий форму под действием электрического поля, в результате чего создается относительное движение тела путем нерезонансного повторения малых шагов, причем привод или двигатель включает в себя, по меньшей мере, один монолитный модуль с электродами, интегрированными в указанный электромеханический материал, монолитный модуль имеет по меньшей мере одну пассивную часть и по меньшей мере два активных элемента, при этом способ сборки изготовления двигателя включает операцию создания сложного электродного устройства в указанном электромеханическом материале, с использованием операции копирования геометрических профилей на сырой массе электромеханического материала.
Недостатком известного способа является его низкая технологичность, обусловленная сложностью сборки
пьезоэлектрического двигателя, имеющего большую длину. Кроме того собранный таким образом двигатель обладает недостаточной надежностью в осевом направлении, что ограничивает его применение в приспособлениях для запрессовки деталей.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение технологичности способа сборки пьезоактуатора прямого действия с одновременным повышением его надежности.
Способ сборки включает в себя последовательную установку в специализированную технологическую оснастку силового наконечника для распределения давления по поверхности всего пьезоактуатора и первого керамического изолятора с нанесенным на обе его поверхности электроизоляционным клеем. Далее на первый керамический изолятор устанавливают первый электрод, затем на его поверхность наносят токопроводящий клей и устанавливают на него первый дисковый пьезокерамический элемент. На поверхность первого дискового пьезокерамического элемента наносят токопроводящий клей и устанавливают на него второй электрод полярностью противоположной первому электроду, после чего на поверхность второго электрода наносят токопроводящий клей и повторяют установку остальных пьезокерамических элементов и электродов, предварительно нанося на них токопроводящий клей и чередуя их до достижения требуемой длины пьезоактуатора. На последний электрод в сборке устанавливают второй керамический изолятор, после чего к пьезоактуатору с помощью специализированной технологической оснастки прилагают осевое усилие, сжимая его, а затем сушат в печи при температуре 80°. На последнем этапе объединяют электроды в одну электрическую цепь посредством пайки. Электроды выполняют в виде пластин из медной фольги толщиной 50 мкм, а в качестве токопроводящего клея применяют твердотельный двухкомпонентный серебросодержащий эпоксидный компаунд ЕРО-TEK Н20Е.
Положительным техническим результатом, обеспечиваемым раскрытой выше совокупностью признаков, является повышение технологичности способа сборки пьезоактуатора, за счет чередования электродов и пьезокерамических элементов, что также повышает надежность устройства за счет обеспечения равномерной деформации последних при работе пьезоактуатора.
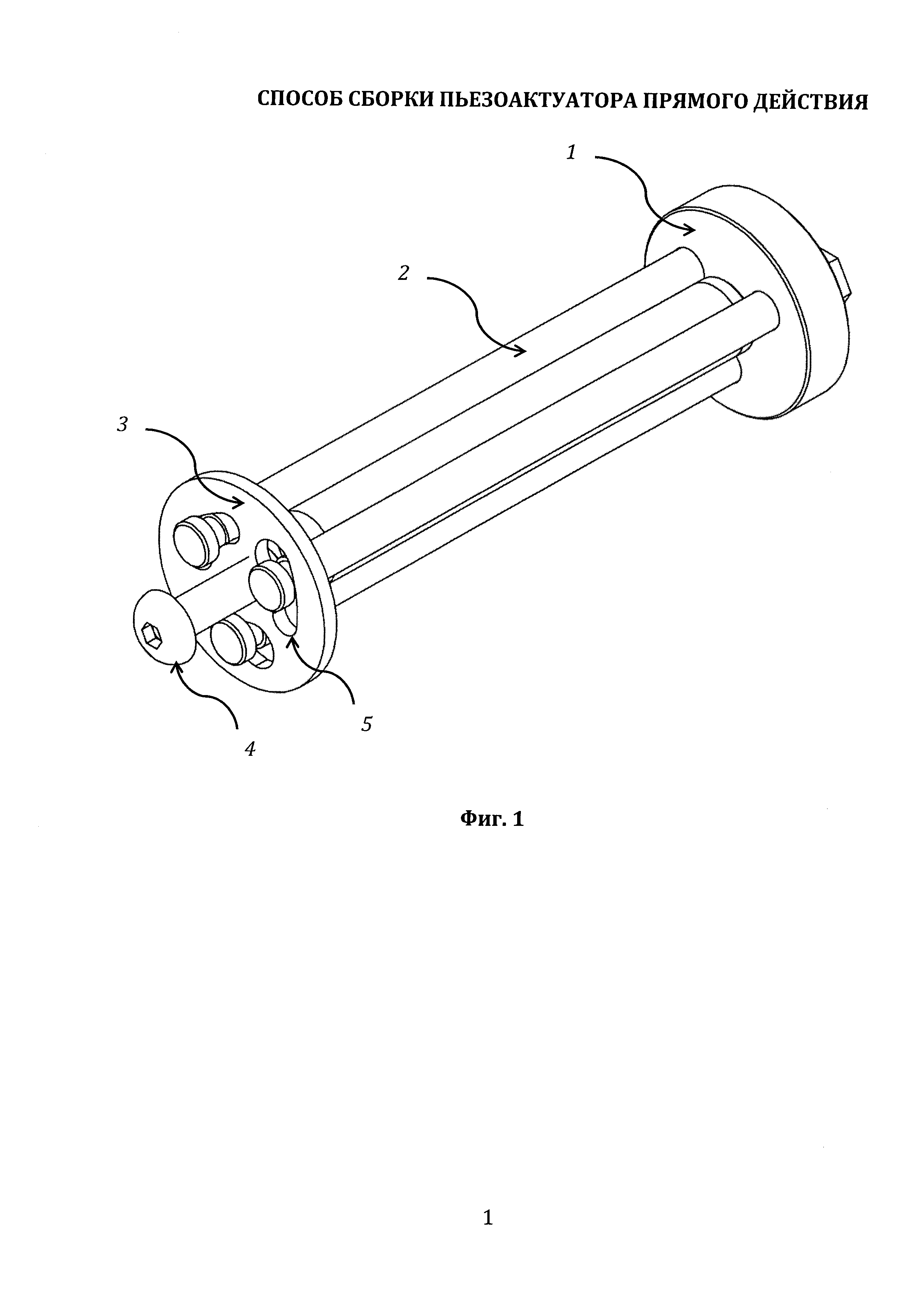
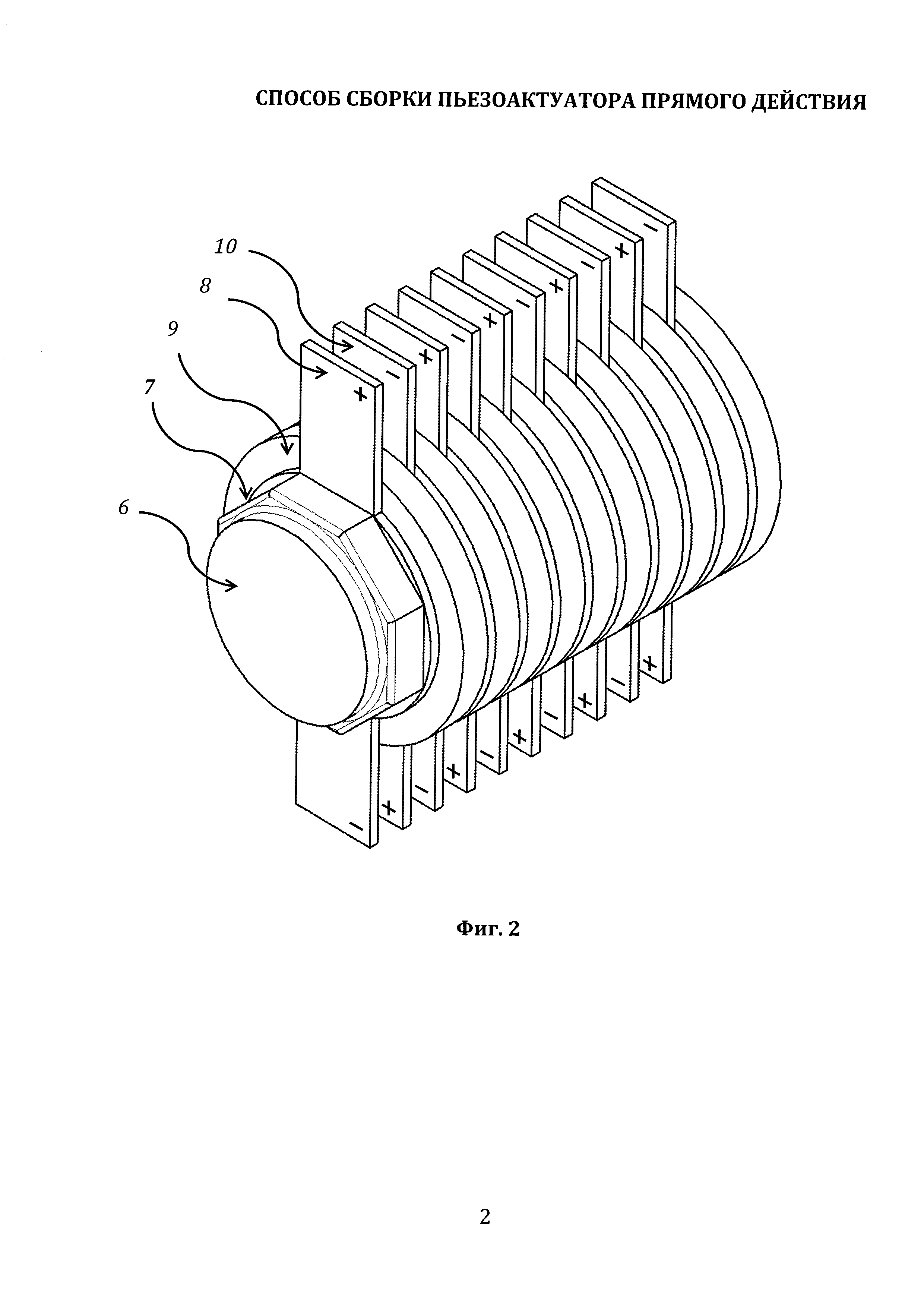
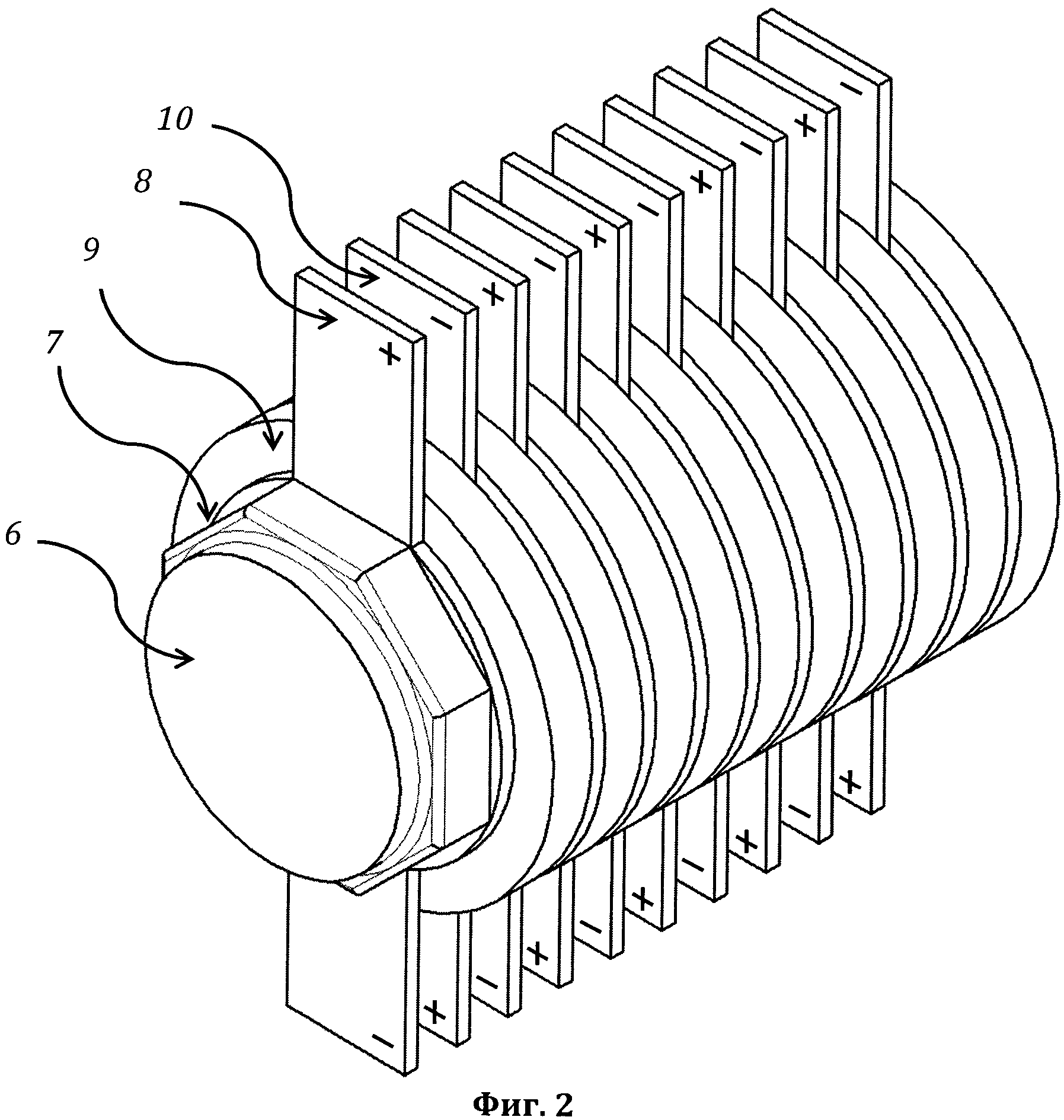
Способ поясняется чертежами, где на фиг. 1 приведена конструкция специализированной технологической оснастки; а на фиг. 2 - схема сборки пьезоактуатора.
Упомянутая специализированная технологическая оснастка, необходимая для осуществления способа, включает в себя цилиндрическое основание 1 с закрепленными по его краю и равномерно распределенными по окружности стойками 2, выполненными с возможностью закрепления на их торцах силовой шайбы 3 со штоком 4 и выполненными по ее краю фигурными пазами 5, совмещаемыми с торцами стоек 2.
Способ сборки пьезоактуатора прямого действия осуществляют следующим образом.
Первоначально на цилиндрическое основание 1 специализированной технологической оснастки устанавливают силовой наконечник 6 для распределения давления по поверхности всего пьезоактуатора, затем устанавливают первый керамический изолятор 7 с нанесенным на обе его поверхности электроизоляционным клеем. Далее на первый керамический изолятор 7 устанавливают первый электрод 8, затем на его поверхность наносят токопроводящий клей и устанавливают на него первый дисковый пьезокерамический элемент 9. На поверхность первого дискового пьезокерамического элемента 9 наносят токопроводящий клей и устанавливают на него второй электрод 10 полярностью противоположной первому электроду, после чего на поверхность второго электрода наносят токопроводящий клей и повторяют установку остальных пьезокерамических элементов и электродов, предварительно нанося на них токопроводящий клей и чередуя их до достижения требуемой длины пьезоактуатора. На последний электрод в сборке устанавливают второй керамический изолятор (аналогичен первому и на фигурах условно не показан), после чего полученный пьезоактуатор накрывают силовой шайбой 3, совмещают фигурные пазы 5 и торцы стоек 2, а затем, воздействуя на шток 4, прикладывают к пьезоактуатору осевое усилие, сжимая его в течение десяти минут, а потом сушат в печи при температуре 80° в течение трех часов. На последнем этапе сборки электроды объединяют в одну электрическую цепь посредством пайки. После чего пьезоактуатор помещают в термоусадочную трубку и устанавливают в упругий корпус, в котором предусмотрена возможность его предварительного сжатия с целью предотвращения саморазрушения.
Устройство и способ крепления заготовок плат при напылении тонких пленок
Устройство для аттестации электроискровых дефектоскопов изоляции кабельных изделий

