Результат интеллектуальной деятельности: Способ нанесения покрытия на лопатки газотурбинного двигателя
Вид РИД
Изобретение
Изобретение относится к области нанесения покрытий в вакууме электронно-лучевым способом, конкретно к контролю качества и скорости нанесения покрытий на изделия со сложным профилем, а именно, на лопатки газотурбинного двигателя (ГТД).
Наибольший интерес при создании покрытий с заданными физико-механическими характеристиками на лопатках представляют, так называемые металлические и неметаллические функциональные материалы, которые, взаимодействуя с материалом лопатки на атомарном и молекулярном уровне, позволяют придавать лопаткам особые конструктивные свойства.
Одним из способов нанесения покрытия является метод электроннолучевого испарения и конденсации в вакууме (ЭЛИКВ). Изменяя температуру лопаток, концентрацию вводимых фаз, скорость вращения лопаток, легко получить покрытие с контролируемым градиентом концентраций и микропористостью вводимых фаз. Вместе с тем электронно-лучевое испарение в вакууме сопровождается возникновением различного рода нестабильностей, которые приводят к изменению скорости испарения материалов для покрытий и, следовательно, к отклонению толщины покрытия от заданного значения и неравномерности получаемых свойств. Существенная нестабильность процесса нанесения покрытия возникает при изменении температурного поля лопаток в камере испарения и вакуумного осаждения.
Нанесение жаростойких и композиционных покрытий, в частности на лопатки турбины авиационных ГТД, методом электронно-лучевого испарения и конденсации в вакууме осуществляется в специализированных установках типа УЭ-175, разработанных в ИЭС им. БЕ.О. Патона.
Важным технологическим параметром, который определяет качество, как наносимого покрытия, так и материала лопаток, является температура лопаток в процессе осаждения покрытия. Предварительный нагрев и поддержание постоянной температуры лопаток производят электронным лучом с высокой плотностью энергии. Для равномерного нагрева поверхности тонкостенных лопаток сложного профиля в установках предусмотрено сканирование электронного луча по определенной программе. Также на температуру поверхности лопаток влияют дополнительные источники нагрева такие, как плотный паровой поток осаждаемого материала и излучение поверхности испаряемого материала.
Известными способами измерения температуры в процессе нанесения покрытий, являются бесконтактный контроль температуры вращающихся деталей: это устройства на основе фотоэлектрического яркостного пирометра частичного излучения типа ТФПГ-2, а также электронно-оптический пирометр.
Наиболее существенными недостатками этих способов являются сложность, низкая точность, связанная с изменением степени черноты поверхности при конденсации покрытий, и нестабильность работы приборов определения температуры из-за запыления частицами испаряемого материала входных оптических устройств.
Указанные недостатки не позволяют непрерывно проводить оценку температуры лопаток в процессе нагрева и нанесения покрытия, а также с высокой точностью определять скорость нагрева и охлаждения лопаток при серийной работе установки
Наиболее близким по технической сущности и достигаемому результату является известный способ нанесения покрытия на лопатки газотурбинного двигателя (ГТД), включающий подачу в вакуум камеру осаждения материалов для покрытий лопаток, установленных в контрольную кассету оснащенную лопаткой с двумя контрольными термопарами, расположенными у ее замка и торца пера, и трубчатой стойкой с четырьмя термопарами, при этом одна из термопар в стойке установлена на расстоянии от торца кассеты равном расстоянию до замка, а другая - до торца пера лопатки, а две остальные установлены симметрично им, предварительный нагрев и поддержание температуры лопаток с помощью устройства генерации электронного луча с высокой плотностью энергии, измерение температуры и определение усредненного перепада температур между лопаткой с контрольными термопарами, и трубчатой стойкой, настройка программатора на поддержание усредненной температуры при сканировании электронного луча по поверхности лопаток сложного профиля, подачу в камеру рабочей кассеты с лопатками и сканирование электронного луча по поверхности лопаток по настроенной программе для равномерного нагрева и нанесения покрытия в течение времени ограниченного толщиной слоя и скоростью осаждения материалов для покрытий на поверхности лопаток.
/А.А. Трофименко, В.А. Иванов, В.В. Баринов Система измерения температуры лопаток авиационных ГТД при нанесении жаростойких и композиционных покрытий методом электронно-лучевого испарения и конденсации в вакууме. - Москва, НПО Сатурн, 1989 с. 72-76./
Такая система, в результате проведенной оценки при термометрировании, позволяет получить зависимость температур на кассете (Т1, Т2, Т3, Т4) и температур на контрольной лопатке (Т5, Т6). В дальнейшем оценку температуры лопаток в процессе нанесения покрытий производится по показаниям установленных в кассете термопар в точках Т1, T2 и Т3, Т4 с учетом полученных при термометрировании зависимостей.
Существенным недостатком такой системы является недостоверность реальных показаний температуры на лопатках, из-за различной теплоемкости лопаток и трубок кассеты происходит значительное расхождение температур, особенно в процессе нагрева.
Также недостоверно отображается изменение температуры во время переменных режимов в работе некоторых систем установки УЭ-175 (отклонение электронного луча, скачков напряжения, пробоев и т.п.).
Задача изобретения - повышение качества покрытия лопаток, стабилизация их конструктивных свойств, снижение энергетических затрат.
Технический результат изобретения - уменьшение отклонений по толщине и стабилизация скорости нанесения покрытия, формирование равномерной, идентичной стабильной структуры в виде слоя с одинаковыми физико-химическими свойствами по всей обрабатываемой поверхности лопатки, повышение стабильности измерения температуры, сокращение расхода электроэнергии, повышение механических свойств изделий. Возможность с высокой точностью в реальном времени, непрерывно проводить оценку температуры лопаток в процессе нагрева и нанесения покрытия, а также с высокой точностью определять скорость нагрева и охлаждения лопаток с целью повышение качества покрытия лопаток, стабилизация конструктивных свойств покрытия, снижение энергетических затрат.
Технический результат изобретения достигается тем, что в известном способе нанесения покрытия на лопатки газотурбинного двигателя, включающий, подачу в вакуум камеру осаждения материалов для покрытий лопаток, установленных в контрольную кассету, оснащенную лопаткой с контрольными термопарами, расположенными у ее замка и торца пера, и трубчатой стойкой с четырьмя термопарами, при этом одна из термопар в стойке установлена на расстоянии от торца кассеты равном расстоянию до замка, а другая - до торца пера лопатки, а две остальные установлены симметрично им, предварительный нагрев и поддержание температуры лопаток с помощью устройства генерации электронного луча с высокой плотностью энергии, измерение температуры и определение усредненного перепада температур между лопаткой с контрольными термопарами и трубчатой стойкой, настройка программатора на поддержание усредненной температуры при сканировании электронного луча по поверхности лопаток сложного профиля, подачу в камеру рабочей кассеты с лопатками и сканирование электронного луча по поверхности лопаток по настроенной программе для равномерного нагрева и нанесения покрытия в течение времени ограниченного толщиной слоя и скоростью осаждения материала для покрытий на поверхности лопаток, по предложению, в рабочую кассету устанавливают две лопатки с контрольными термопарами, расположенными у ее замка и торца пера, а программатор настраивают на сканирование электронного луча по поверхности лопаток до достижения заданных температур в местах расположения контрольных термопар, обеспечивающих равномерный нагрев и нанесение покрытия, после чего в камеру подают рабочие кассеты с установленными в них лопатками с контрольными термопарами, а сканирование электронного луча по поверхности лопаток производят по настроенной программе. В качестве материалов для покрытий в вакуум камеру осаждения можно подавать жаростойкий сплав или композитный керамический материал или керамический материал.
При осуществлении всех электронно-лучевых процессов электронный луч используют в качестве энергоносителя, который в соответствующем виде воздействует на обрабатываемый материал. Луч генерируется в электронной пушке. В пушке происходит эмиссия свободных электронов, их ускорение в электростатическом поле, фокусировка и отклонение пучка с помощью магнитного и электрического полей. Через выходное отверстие пушки луч выводится в рабочую камеру. В ней размещены или в нее вводятся объекты электроннолучевого процесса - заготовки или материалы. При напылении в рабочей камере наряду с устройствами для подачи испаряемого материала для покрытий устанавливают приспособления для крепления и перемещения изделия, на поверхность которого производится напыление покрытия. Подобные устройства сугубо специфичны и соответствуют конкретной задаче, для которой они предназначены.
Генерация электронного луча и беспрепятственное прохождение его до объекта возможно только в высоком вакууме. Поэтому необходимо откачивать не только камеры, в которых создается и фокусируется луч, но и рабочую камеру. Вакуумные откачные системы являются важной составной частью любой электронно-лучевой установки. В камере электронной пушки устанавливается вакуум в пределах 10-3-10-4 Па, вакуум в рабочей камере - около 10-4 Па.
При встрече электронного луча с мишенью кинетическая энергия электронов луча, взаимодействуя с атомами мишени, преобразуется в другие формы энергии, в том числе и тепловую энергию. Тепловая энергия используется при плавке, сварке, испарении и термической обработке деталей. При нетермической обработке и других процессах химической электронно-лучевой технологии столкновение электронов луча с атомами и молекулами возбуждают и ионизируют последние, вызывая химические реакции между ними.
Любой из видов электронно-лучевой обработки лопаток газотурбинного двигателя, в частности нанесение покрытия из композитного или керамического материала или химико-термической обработки поверхностного слоя лопаток, в зависимости от используемых материалов и химического состава изделия, требуют строгого подбора параметров обработки, а именно температуры, давления, ускоряющего напряжения тока луча.
Нанесение покрытий на лопатки газотурбинного двигателя требует установок среднего класса мощности, что вызывает необходимость интенсивного охлаждения устройства генерирующего электронный луч.
Предложенный способ предусматривает возможность получать защитные покрытия почти всех типов, металлические, металлокерамические, керамические покрытия градиентного и микрослойного типов.
Сущность изобретения поясняется чертежами
Способ нанесения покрытия на лопатки реализован на специализированной установке типа УЭ-175
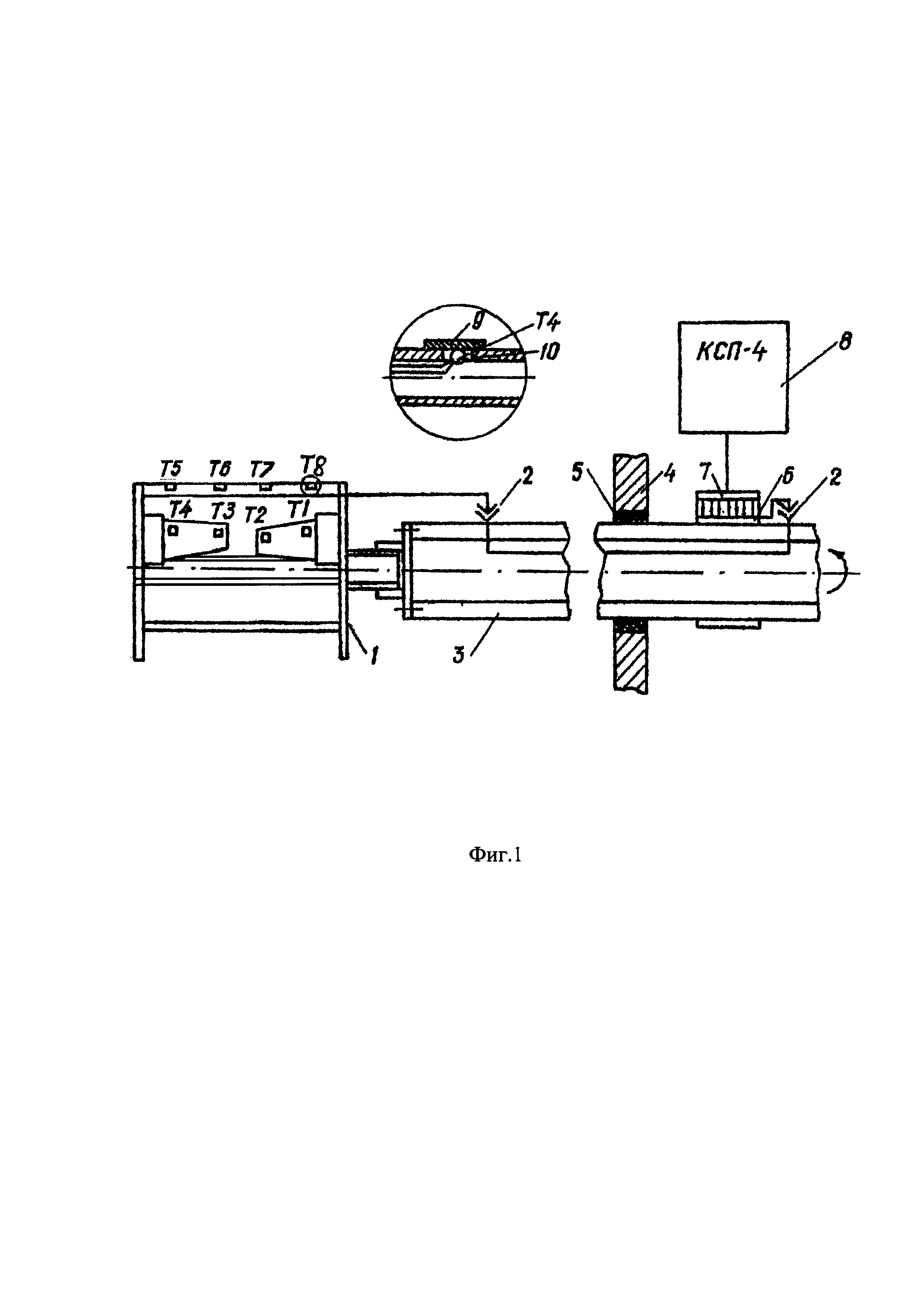
На Фиг. 1 - структурная схема системы измерения температуры в контрольной кассете;
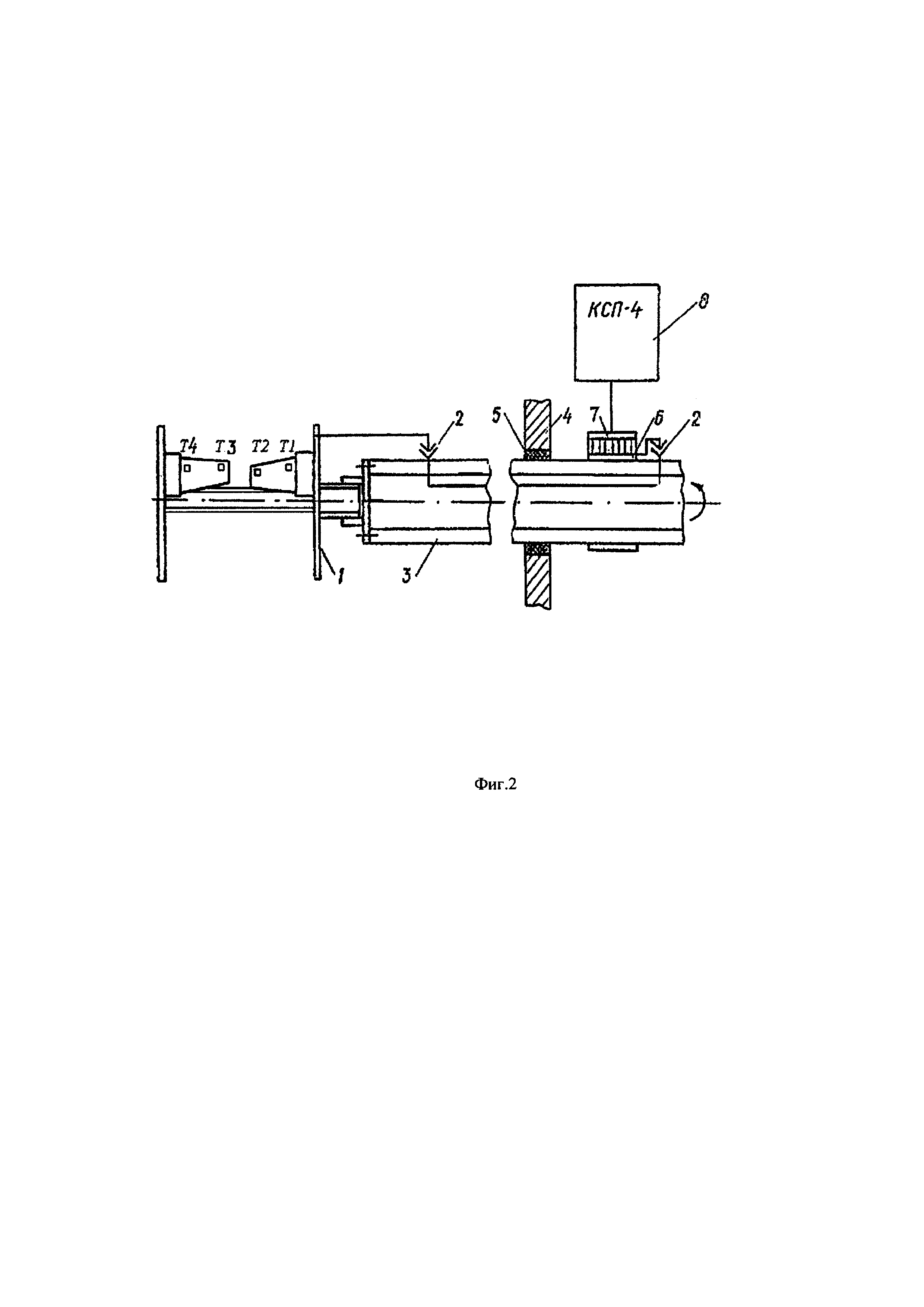
На Фиг. 2 - конструкция системы измерения температуры в рабочей кассете;
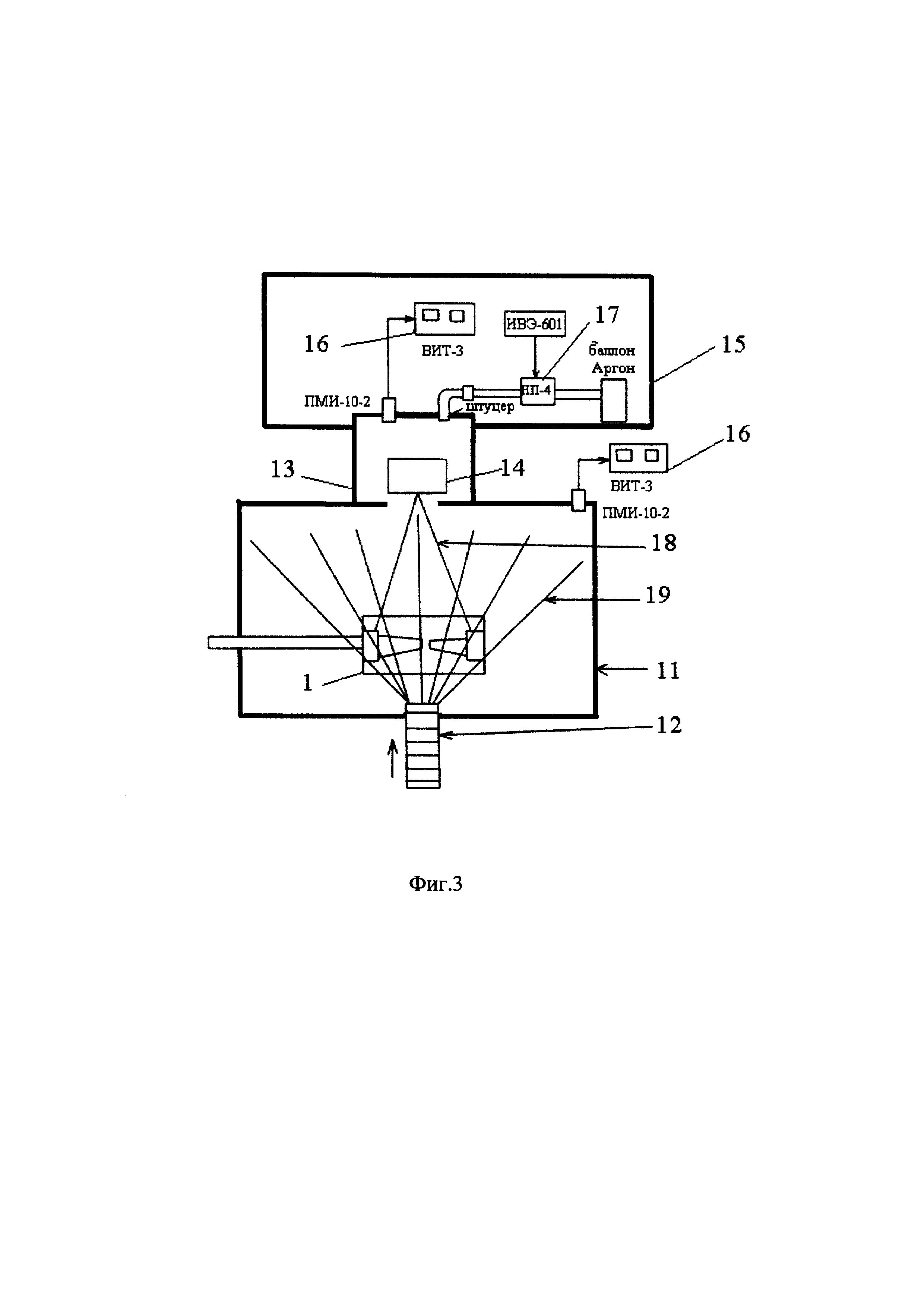
На Фиг. 3 - функциональная схема установки нанесения покрытий на лопатки газотурбинного двигателя.
Для настройки температурного поля в вакуумной камере используется контрольная кассета 1, в которую вмонтированы шесть лопаток турбины и трубчатая стойка с установленными в нее термопарами (Т5, Т6, Т7, Т8). Спаи термопар 10, в стойке выведены на внешнюю поверхность стойки и защищены съемным экраном 9. При нанесении композиционных покрытий предусмотрена возможность после каждой осадки производить замену экрана 9 для исключения погрешности измерения, обусловленной увеличением толщины теплоизолирующего слоя на нем. На торцевых пластинах кассеты установлены две лопатки с контрольными термопарами (T1, Т2, Т3, Т4). Ввиду того, что кассета съемная и установлена с возможностью вращения, в конструкции предусмотрены легкосъемные штырьковые разъемы 2, соединяющие термопары в кассете с линией вывода из вакуумной камеры. Для установки кассеты, передачи вращения и соединения термопар использован полый шток 3 с водяным охлаждением, установленный в конструкцию 4 с помощью уплотнения 5. Линия вывода термопар с помощью штырькового разъема 2, выведена на коллектор 6, соединенный токосъемником 7, с линией показывающего прибора 8. Установка для нанесения покрытия содержит вакуум камеру напыления 11, с устанавливаемой в нее контрольной или рабочей кассетой 1, устройство герметичной подачи реагента 12, аксиальную электронную пушку 13, установленную в вакуумную нагревательную камеру 14 (камера электронной пушки), соединенную с вакуум камерой напыления 11 (рабочей). Установка оборудована блоком дополнительного оборудования 15, содержим средства дифференциальной откачки газовой среды 16, и средство напуска 17 технологического газа в вакуумную нагревательную камеру 14 и камеру напыления 11 для обеспечения стабильной работы пушки 13. Электронный луч 18 от электронной пушки 13, испаряет реагент штапиков 12, а образуемые пары керамики 19 осаждаются на лопатки.
Пример реализации способа
Требуется сформировать на поверхности лопаток газотурбинных двигателей теплозащитное покрытие на основе ZrO2 - 6…8 мас. % Y2O3, - ост, толщиной 100…120 мкм.
В рабочую камеру устанавливают штабики из ZrO2 - 6…8 мас. % Y2O3, - ост. Рабочие кассеты с лопатками и установленными в каждую из них по две лопатки с контрольными термопарами, загружают в камеру. Установку герметизируют и с помощью средств дифференциальной откачки пространство камеры электронной пушки и рабочей камеры вакуумируют. После достижения степени вакуума в камерах 5*10-4 Па, рабочую кассету перемещают в камеру напыления и нагревают лопатки в ней с помощью сканирования электронного луча электронно-лучевой пушки по поверхности лопаток до температуры 900°С. Для достижения равномерного температурного поля на поверхности лопаток настраивают программатор изменением режима сканирования электронного луча электроннолучевой пушки по поверхности лопаток. Затем выходят на заданный режим прогревания лопаток, испарения материалов для покрытий, на поддержание заданного режима и производят нанесение покрытия на лопатки со скоростью 1 мкм /мин. При толщине покрытия 120 мкм продолжительность нанесения покрытия 120 мин.
После выхода на заданный режим испарения и прогревания лопаток и настройки программатора рабочие кассеты с лопатками последовательно перемещают в камеру напыления и производят формирование внешнего керамического покрытия ZrO2 Y2O3, по настроенной программе.
Измерение толщины нанесенного слоя, на лопатках с различных рабочих кассет, показало, что отклонение толщины слоев не превышает 1,0%,, расход электроэнергии снижается на ~3,5%. смещение термокатода относительно оптической оси и нарушение фокусировки электронного пучка не наблюдалось.
Приведенный пример является частным вариантом реализации способа, в рамках предложения могут быть реализованы и другие варианты поверхностной обработки изделий.
Применение изобретения позволяет повысить точность измерения и стабильность оценки температуры деталей, сформировать равномерную, идентичную стабильную структуру в виде слоя с одинаковыми физико-химическими свойствами по всей обрабатываемой поверхности детали, уменьшить отклонения по толщине покрытия, стабилизировать скорость нанесения покрытия, сократить расход электроэнергии, повысить механические свойства изделий.
Элемент трансмиссии турбомашины
Способ восстановления профиля пера лопатки газотурбинного двигателя
Способ ремонта топливовпрыскивающего насоса дизеля
Способ ремонта топливного насоса высокого давления дизеля
Способ нанесения теплозащитного покрытия на лопатки турбин высоконагруженного двигателя
Прибор для испытания плунжерной пары
Прибор для испытания нагнетательного клапана топливного насоса дизельного двигателя

