Результат интеллектуальной деятельности: УЗЕЛ И СПОСОБ ЗАКРЕПЛЕНИЯ МНОЖЕСТВА ДЕТАЛЕЙ ВМЕСТЕ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее описание относится в целом к области механического крепления и в частности к узлу самонарезающего термовинта и способу.
Уровень техники
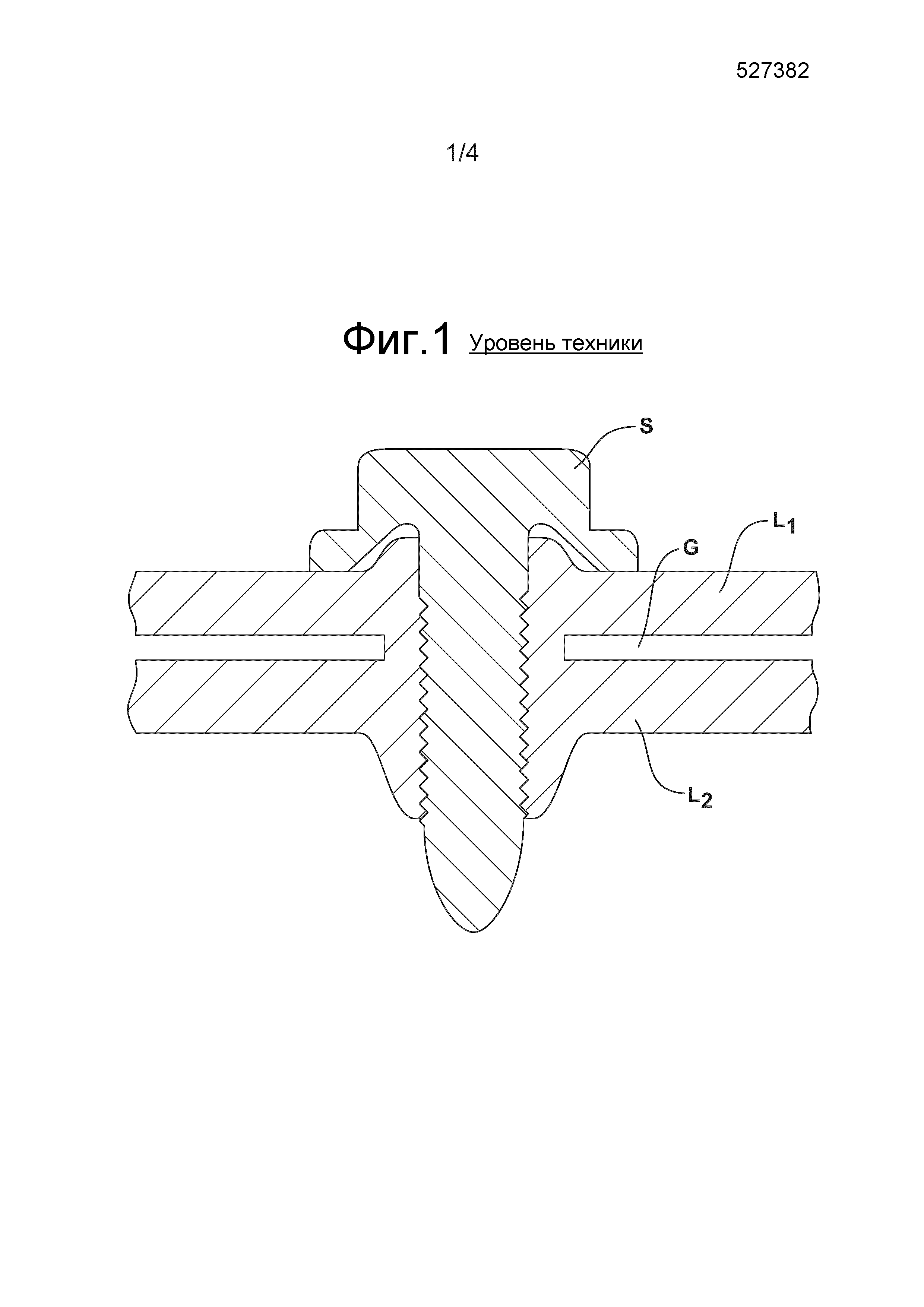
[0002] Корпус в конечных конструкциях часто требует методов одностороннего соединения для образования эффективных по дизайну узлов. Одним таким способом является соединение посредством самонарезающих термовинтов (flow drill screwing – FDS), когда резьбовую крепежную деталь завинчивают в соединение металлических листов и/или экструдированных профилей, и «гайка» образуется на месте в процессе внедрения. Когда самонарезающий термовинт S устанавливают в толстых пакетах профилей или когда верхний слой листового материала больше чем основной размер (например, больше 3 мм), раньше использовали отверстие с зазором в верхнем листе материала. Это объяснялось тем, что направленный вверх поток металла при введении термовинта часто образует щель G между слоями L1, L2 соединения (см. фиг.1). При наличии отверстия с зазором эта щель G уменьшается.
[0003] Хотя отверстие с зазором эффективно решает проблему образования щели, отверстие с зазором является нежелательным, поскольку оно (1) потенциально ослабляет соединение, (2) вызывает концентрацию напряжения и (3) часто требует систему визуального контроля во время сборки корпуса, чтобы гарантировать, что самонарезающий термовинт вставлен надлежащим образом в отверстие с зазором.
[0004] В патентном документе US2013/195579 (МПК B23P11/00, F16B25/10, опубл. 01.08.2013), на имя компании Ford Global Technologies, LLC, раскрыт один возможный подход для устранения необходимости отверстия с зазором. В соответствии с идеями данного документа, в одной из соединяемых деталей предусмотрено углубление или полость, причем данное углубление обращено внутрь к другой соединяемой детали. Затем самонарезающий термовинт вводят через указанное углубление так, что материал вытесняется в углубление. Хотя данный подход полезен тем, что он устраняет необходимость отверстия с зазором при закреплении деталей самонарезающим термовинтом, необходимо понимать, что углубление, образованное в одной детали, обращенное к другой детали, которые соединяют вместе, невозможно обнаружить просто визуально или другим способом. Поэтому подход, описанный в вышеуказанном документе, является неудобным и не всегда обеспечивает самый эффективный узел во многих случаях.
[0005] Настоящее описание относится к новому и усовершенствованному узлу самонарезающего термовинта и способу, в котором одна из деталей содержит открытую канавку, которая может быть более просто обнаружена визуально или при помощи других средств, чтобы гарантировать, что указанный самонарезающий термовинт расположен надлежащим образом, чтобы завершить указанный узел.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] В соответствии с целями и преимуществами, описанными в данном документе, создан новый и усовершенствованный узел, содержащий (а) первую деталь, включающую в себя первую поверхность и вторую поверхность, (b) вторую деталь, включающую в себя третью поверхность, и (с) четвертую поверхность и самонарезающий термовинт. Первая и вторая детали расположены вместе так, что вторая поверхность примыкает к третьей поверхности. В по меньшей мере одной из первой поверхности и четвертой поверхности предусмотрена канавка, при этом материал детали на дне указанной канавки характеризуется участком, имеющим уменьшенную толщину поперечного сечения. Чтобы соединить первую и вторую детали вместе, указанный самонарезающий термовинт продвигают через данный участок.
[0007] Самонарезающий термовинт содержит головку и наконечник. В одном возможном варианте осуществления указанная канавка предусмотрена в первой поверхности, и головка самонарезающего термовинта примыкает к первой поверхности. В другом возможном варианте осуществления указанная канавка предусмотрена в четвертой поверхности, а головка термовинта примыкает к первой поверхности. В одном возможном варианте осуществления, указанный участок на дне канавки не содержит никакого отверстия с зазором. В одном возможном варианте осуществления, указанная канавка не содержит никакого отверстия с зазором. В одном возможном варианте осуществления, первая деталь и вторая деталь не содержат никакого отверстия с зазором. В еще одном возможном варианте осуществления, между второй поверхностью первой детали и третьей поверхностью второй детали предусмотрена третья деталь.
[0008] В соответствии с дополнительным аспектом, предложен способ закрепления множества деталей вместе для образования узла. Данный способ может быть по существу описан как включающий этапы, на которых (1) выполняют канавку в поверхности первой детали, (2) располагают вторую деталь во взаимодействии с первой деталью так, чтобы не закрывать указанную канавку, таким образом оставляя паз открытым для наблюдения, и (3) вводят самонарезающий термовинт в первую и вторую детали так, что самонарезающий термовинт проходит через указанную канавку. Указанный способ может дополнительно включать визуальное определение местоположения канавки перед введением самонарезающего термовинта.
[0009] Кроме того, указанный способ может включать использование первой детали для образования передней стороны узла. В другом варианте осуществления указанный способ может включать использование первой детали для образования задней стороны узла.
[0010] Кроме того, указанный способ может включать образование канавки посредством механической обработки. В другом варианте осуществления, указанный способ может включать образование канавки посредством штамповки. В любом из указанных вариантов осуществления указанный способ может включать образование участка первой детали с областью, имеющей уменьшенную толщину поперечного сечения на дне канавки. После этого самонарезающий термовинт продвигают через данный участок для соединения указанных деталей вместе.
[0011] В приведенном ниже описании показаны и описаны некоторые предпочтительные варианты осуществления указанного узла и соответствующего способа. Необходимо понимать, что указанный узел и способ допускают другие разные варианты осуществления, и их детали допускают изменение в различных понятных аспектах без отхода от узла и способа, которые изложены и описаны в приведенной ниже формуле изобретения. Таким образом, чертежи и описания следует рассматривать как пояснительные, а не как ограничивающие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Прилагаемые чертежи, включенные в настоящее описание и образующие часть описания, показывают некоторые аспекты указанного узла и способа и вместе с описанием служат для объяснения их некоторых принципов. В чертежах:
[0013] Фиг.1 представляет собой иллюстрацию уровня техники, показывающую как отсутствие отверстия с зазором может приводить к образованию щели при введении самонарезающего термовинта через детали, имеющие некоторую толщину.
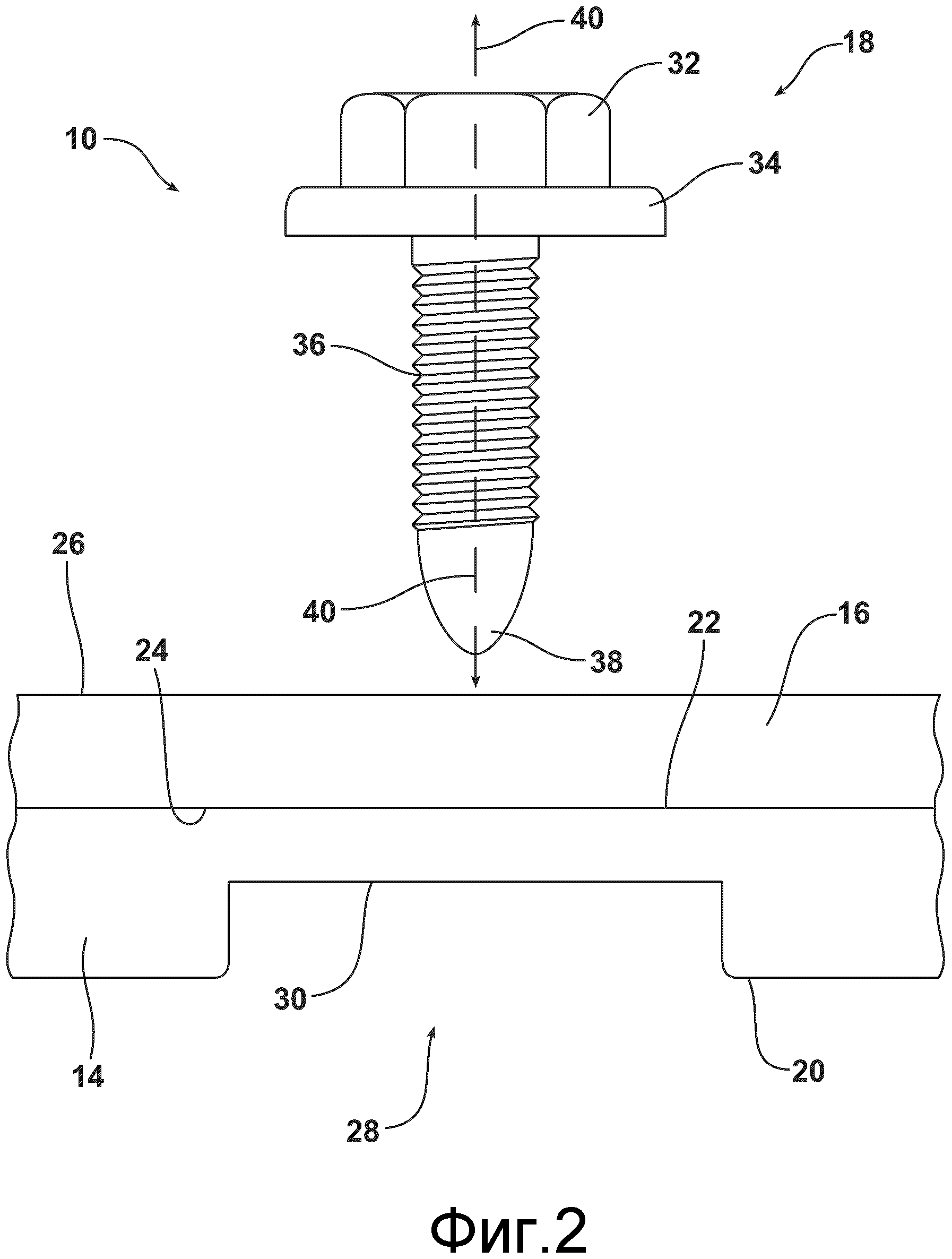
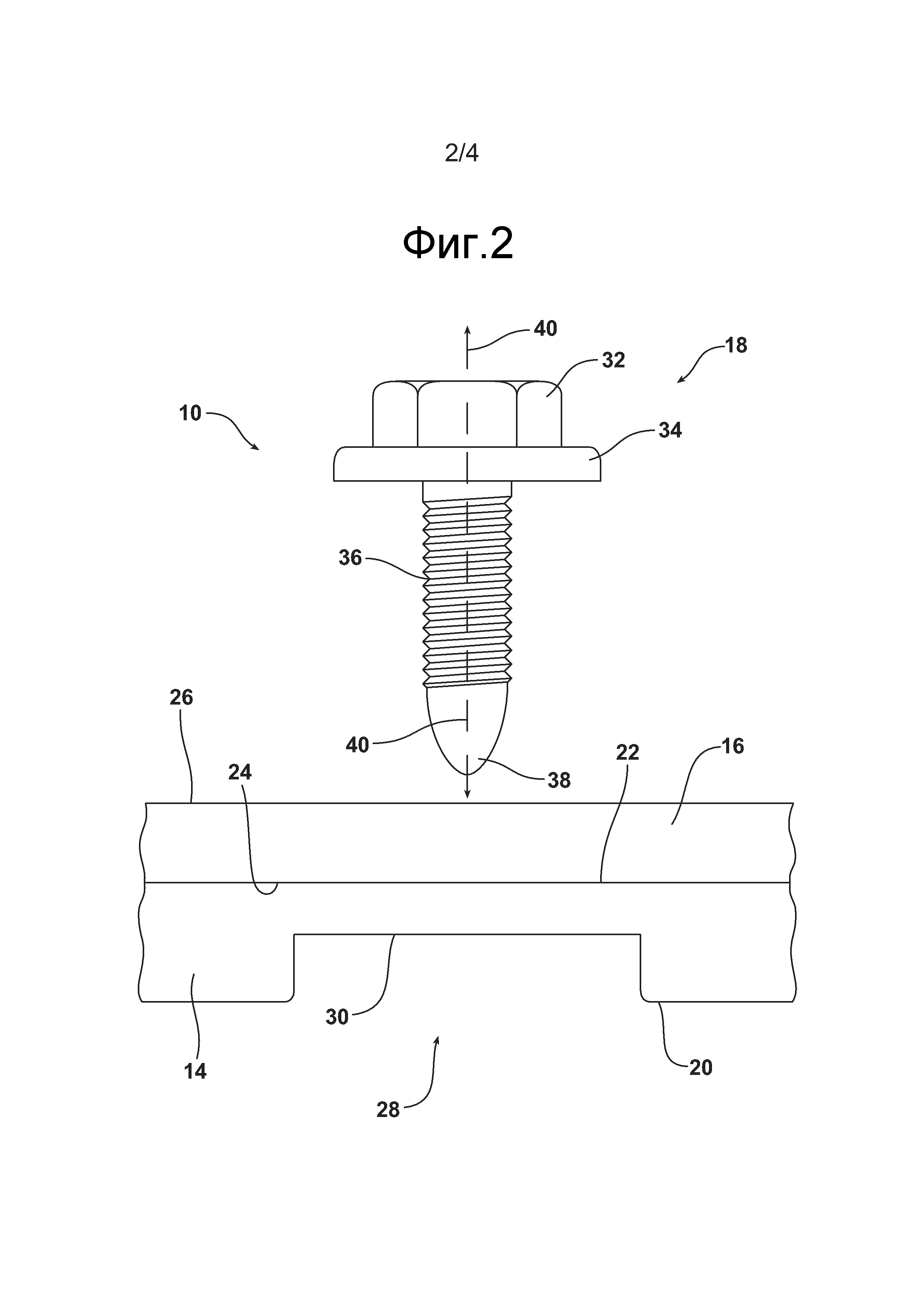
[0014] Фиг.2 представляет собой схематичный продольный разрез предварительного узла, включающего в себя две детали и самонарезающий термовинт.
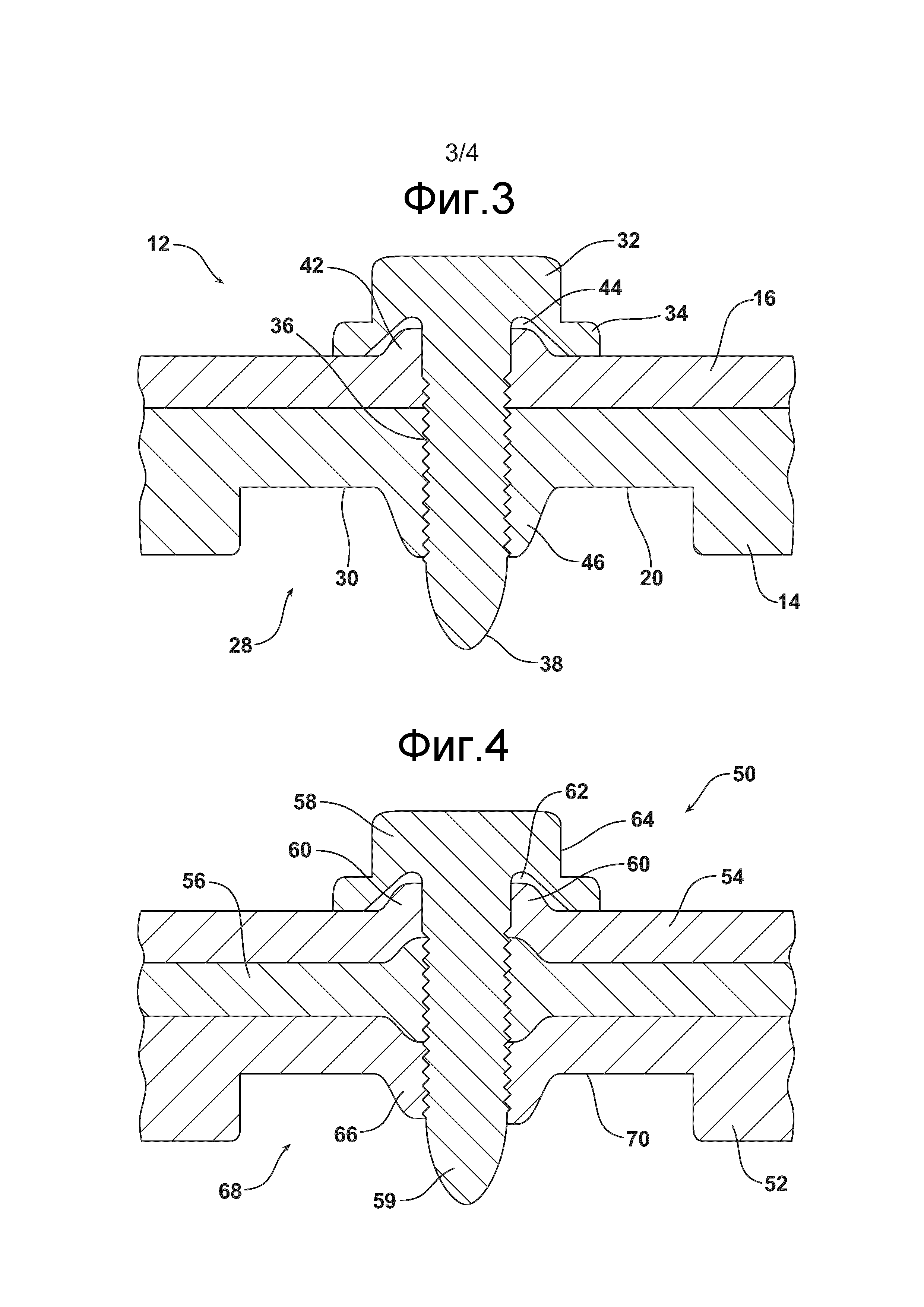
[0015] Фиг.3 показывает предварительный узел в соответствии с фиг.2, уже собранный посредством введения самонарезающего термовинта.
[0016] Фиг.4 показывает узел, включающий в себя три уложенные друг на друга детали.
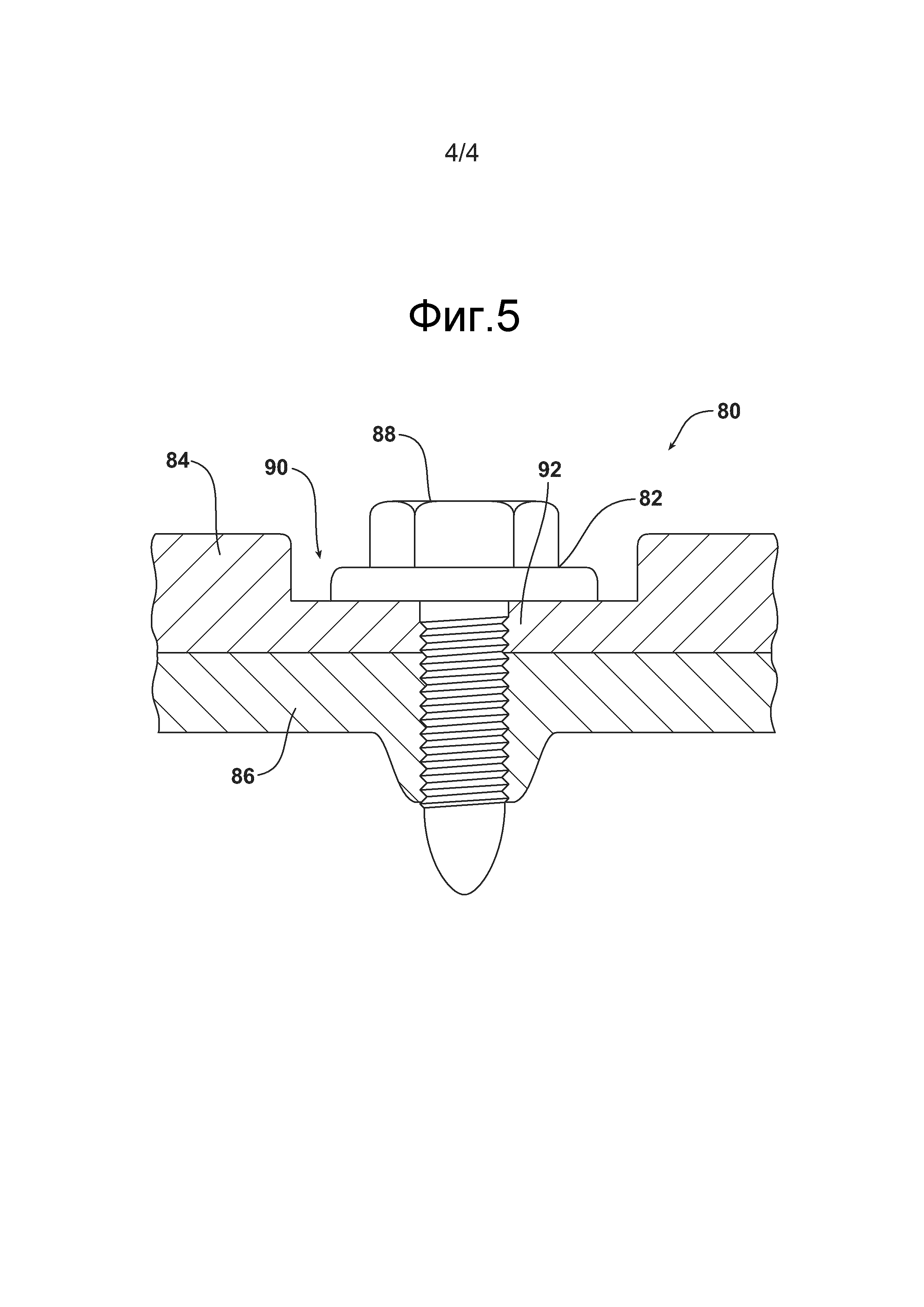
[0017] Фиг.5 представляет собой вид сбоку альтернативного узла, в котором головка самонарезающего термовинта расположена в канавке.
[0018] Ниже будут подробно описаны предпочтительные на данный момент варианты осуществления узла, примеры которых показаны в прилагаемых чертежах.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019] Ниже сделана ссылка на фиг.2 и 3, показывающие соответственно предварительный узел 10 и первый вариант осуществления узла 12 самонарезающего термовинта. Как показано на фиг.2, узел 12 самонарезающего термовинта образован из предварительного узла 10, включающего в себя первую деталь 14, вторую деталь 16 и самонарезающий термовинт 18.
[0020] Первая деталь 14 содержит первую поверхность 20 и вторую поверхность 22. Вторая деталь 16 содержит третью поверхность 24 и четвертую поверхность 26. В первой поверхности 20 первой детали 14 образована канавка 28. Как очевидно, участок 30, имеющий уменьшенную толщину поперечного сечения, предусмотрен в первой детали на дне канавки 28.
[0021] Самонарезающий термовинт содержит головку 32, выполненную за одно целое шайбу 34, резьбовую ось 36 и наконечник 38 термовинта. Головка 32, выполненная за одно целое шайба 34, резьбовая ось 36 и наконечник 38 термовинта все ориентированы вдоль оси 40 вращения, вокруг которой вращают самонарезающий термовинт 18 при введении в детали 14, 16, которые расположены так, что вторая и третья поверхности 22 и 24 являются примыкающими.
[0022] Во время сборки, самонарезающий термовинт 18 надлежащим образом ориентируют так, что ось 40 вращения расположена над участком 30. Самонарезающий термовинт 18 вводят в детали 14, 16 используя соответствующее оборудование для сверления посредством самонарезания. При введении, противоточный материал 42 размещается и удерживается в полости 44 под головкой 32 самонарезающего термовинта (см. фиг.3). Прямоточный материал 46 перемещается наружу из первой поверхности 20 и фактически образует на месте гайку, которая удерживает самонарезающий термовинт на месте. Важно, что уменьшенная толщина поперечного сечения первой детали 14 в участке 30 для самонарезающего термовинта предотвращает образование какой бы то ни было щели между деталями 14, 16 от вытекающего материала, возникающего в процессе введения.
[0023] Ниже сделана ссылка на фиг.4, показывающий второй вариант осуществления узла 50, включающего в себя первую деталь 52, вторую деталь 54 и третью, промежуточную деталь 56, удерживаемые вместе посредством самонарезающего термовинта 58. Как показано, противоточный материал 60 размещается и удерживается в полости 62 под головкой 64 самонарезающего термовинта. А прямоточный материал 66 образует на месте гайку в канавке 68. Самонарезающий термовинт 58 проходит через участок 70 для самонарезающего термовинта в первой детали 52, имеющий уменьшенную толщину. В результате детали 52, 54, 56 соединяются вместе без образования между ними каких бы то ни было щелей вытекающего материала.
[0024] Ниже сделана ссылка на фиг.5, показывающий еще один альтернативный вариант осуществления узла 80 самонарезающего термовинта. В данном варианте осуществления, самонарезающий термовинт 82 введен в детали 84, 86 так, что головка 88 термовинта размещается в и удерживается посредством канавки 90.
[0025] Описан также способ закрепления множества деталей вместе для образования узла. Данный способ включает образование канавки 28, 68, 90 посредством механической обработки, штамповки или другого способа в поверхности первой детали 14, 52, 84. Указанный способ также включает расположение второй детали 16, 54, 86 во взаимодействии с первой деталью 14, 52, 84 так, чтобы не закрывать канавку 28, 86, 90, таким образом оставляя канавку открыто для наблюдения. Затем указанный способ включает введение самонарезающего термовинта 18, 58, 82 в первую и вторую детали 14, 16 или 52, 54 или 84, 86 так, что самонарезающий термовинт проходит через канавку 28, 68, 90.
[0026] Необходимо понимать, что канавка 28, 68, 90 предусмотрена на открытой поверхности 18 одной из деталей 14, 52 или 84. Канавка 28, 68, 90 не предусмотрена на внутренней совмещенной поверхности деталей, где ее не видно. Таким образом, можно визуально определять местоположение канавки 28, 68, 90 перед введением самонарезающего термовинта 18, 58, 82.
[0027] В соответствии с одним аспектом, указанный способ может включать использование первой детали 14 для образования передней стороны узла 50 с головкой 88 самонарезающего термовинта 82, расположенной в канавке 90, как показано на фиг.5. В соответствии с другим вариантом осуществления указанного способа, первая деталь 52 используется для образования задней стороны узла 50 так, что наконечник 59 термовинта продолжается или выступает из дна канавки 28 (см. фиг.4). В любом из данных вариантов осуществления, указанный способ включает образование участка 70 или 92 на первой детали 52, 84 с областью, имеющей уменьшенную толщину поперечного сечения, на дне канавки 68, 90. Данный участок 68, 90, имеющий уменьшенную толщину поперечного сечения, уменьшает количество вытекающего материала, который должен быть расположен во время сборочной операции, и фактически предотвращает образование щелей между деталями вследствие данного вытекающего материала.
[0028] Вышеизложенная информация представлена в целях пояснения и описания. Ее не следует понимать как исчерпывающую или ограничивающую варианты осуществления раскрытой точной формой. Очевидные модификации и изменения возможны с учетом вышеизложенных идей. Все такие модификации и изменения находятся в пределах объема прилагаемой формулы изобретения, при интерпретации в соответствии с объемом, в котором они четко, правомерно и справедливо изложены.
Экономичная система круиз-контроля
Система выпуска отработавших газов (варианты)
Способ, способ для транспортного средства и система транспортного средства
Впрыскивающий клапан
Способ управления системой двигателя при идентификации ухудшения работы компонентов охладителя наддувочного воздуха (варианты)
Способ управления регулятором давления наддува турбонагнетателя двигателя и способ управления турбонагнетателем двигателя
Способ работы силовой передачи (варианты)
Шайба для использования между резьбовым крепежным средством и объектом, который должен крепиться резьбовым крепежным средством, и узел резьбового крепежного средства
Способ для двигателя с турбонаддувом (варианты) и система двигателя
Способ для двигателя (варианты) и система для двигателя
Транспортное средство и способ крепления деталей транспортного средства
Узел компонента из алюминиевого сплава для корпуса транспортного средства (варианты) и узел множественных алюминиевых компонентов для корпуса транспортного средства
Способ сборки узла кузова транспортного средства (варианты) и узел кузова транспортного средства

