Результат интеллектуальной деятельности: Способ изготовления фиброармированных пеноблоков и плит, линия для изготовления фиброармированных пеноблоков и плит
Вид РИД
Изобретение
Изобретение относится к промышленности строительных материалов, а именно к фиброармированных пеноблоков и плит для вентилируемых фасадов различной цветовой гаммы, а также пеноблоков, с односторонней поверхностью облицованных плитами, используемых при изготовлении сборных и монолитных железобетонных изделий и конструкций.
Известен способ изготовления стеновых блоков, и линия для изготовления стеновых блоков (1) характеризующийся тем, что устанавливают форму для изготовления блоков на поддон таким образом, чтобы элементы формы для формования гребня и углубления блока были расположены внизу, после этого подают в форму сначала первую смесь для формования лицевого слоя стенового блока, включающую дробленый керамзит с фракциями 1-15 мм, цемент, пластификатор и воду, и осуществляют снизу вибрацию первой смеси в форме в течение 1-5 с, после чего вибрацию первой смеси прекращают и подают в форму вторую смесь для формования промежуточного слоя стенового блока, включающую керамзит с фракциями 5-20 мм, цемент, пластификатор и воду, и осуществляют вибрацию указанных двух смесей в форме в течение 1-5 с снизу, одновременно с вибрацией снизу осуществляют сжатие сверху второй смеси и первой смеси, затем подают в форму на промежуточный слой третью смесь для формования внутреннего слоя блока, содержащую песок, цемент, пластификатор и воду, сжимают в форме все слои блока путем давления сверху вниз на третью смесь и заглаживают третью смесь до состояния формирования поверхности внутреннего слоя блока, после проведенных операций выдерживают слои блока в форме до состояния их соединения между собой и частичного отверждения, после чего извлекают блок из формы. Линия для изготовления стеновых блоков, характеризующаяся тем, что она содержит соединенные между собой пост приема и обработки цемента, пост приема дробленого керамзита, пост приема цельного керамзита, пост приема пластификатора, пост приема песка и пост приема воды для изготовления смесей лицевого, промежуточного и внутреннего слоев стенового блока, при этом посты приема и обработки соединены между собой и с блоком управления постами приема и обработки, который с указанными постами образует узел приема и обработки указанных материалов, узел приема и обработки связан с узлом подачи материалов в смесители, причем узел подачи материалов в смесители содержит средства подачи цемента, дробленого керамзита, цельного керамзита, песка, пластификатора и воды, указанные средства подачи функционально объединены в узел подачи материалов и соединены между собой и с блоком управления работой узла подачи материалов, с узлом подачи материалов соединен узел смесителей, который включает смесители для изготовления смесей лицевого, промежуточного и внутреннего слоев стенового блока, смесители соединены между собой и с блоком управления смесителями, линия также содержит соединенные со смесителями средства подачи в форму смесей для изготовления лицевого, промежуточного и внутреннего слоев стенового блока, причем средства подачи смесей в форму соединены между собой и с блоком управления средствами подачи смесей, а все указанные блоки управления соединены между собой и с центральным пультом управления линией.
Недостатками данного технического решения являются неравномерное распределение дробленого керамзита по массе состава и низкие прочностные характеристики получаемого изделия.
Известно устройство для распределения бетона ко множеству заливочных зон на строительных площадках, туннелях или шахтах (2) содержит единую опорную конструкцию, поддерживающую трубу переменной геометрии, питаемую бетононасосом, оканчивающуюся стыковым элементом, и основную раму, включающую множество патрубков, в котором конец стыкового элемента трубы переменной геометрии выполнен с возможностью соединения с первым концом каждого из патрубков. При этом второй конец выполнен с возможностью соединения через отдельную трубу с одной из указанных заливочных зон.
Недостатком является отсутствие в процессе получения готовых изделий операции термообработки, что снижает качественные показатели этих изделий. Метод включает в себя использование большого количества заливочных форм и как следствие увеличение доли ручного труда.
Наиболее близким по технической сущности является способ приготовления базальтофиброармированных композиций для дисперсно-армированного пенобетона (прототип) (3) включающий три стадии. Первая - приготовление цементно-песчаной смеси в циклическом смесителе гравитационного типа, вторая - мокрый домол цементно-песчаной смеси в дезинтеграторе, третья - смешение в турбулентном смесителе со скоростью смешения 500-600 об/мин мокрой домолотой цементно-песчаной смеси в течение не более 1,0 минуты с пенообразователем до получения необходимой величины по плотности готовой смеси, и базальтовой волоконной фиброй не более 1,0 минуты.
На основе базальтофиброармированных композиций полученных по технологии прототипа предлагается способ получения базальтофиброармированных пеноблоков и плит на предлагаемой линейке оборудования.
Технический результат предлагаемого решения заключается в уменьшении материальных, трудовых и энергетических затрат при производстве готовой продукции. А также приводит к уменьшению истирания армирующей фибры и равномерному распределению фибры по объему изготавливаемых изделий, что способствует увеличению прочности на сжатие дисперсно-армированного пенобетона и плит, эксплуатационных характеристик изделий, изготовленных из этого материала.
Технический результат достигается тем, что способ включает приготовление смеси из цемента, кварцевого песка, компонента дисперсного армирования - базальтового волокна и водного раствора пенообразователя в три стадии смешения, отличается тем, что после второй стадии цементно-песчаная смесь направляется по двум потокам, для получения пеноблоков в турбулентный смеситель, для получения плиток в смеситель быстроходного смешения, полученные виды базальтофиброармированных композиций по двум потокам разливают по установочным формам для изготовления блоков или плит, затем термоуплотняют для набора необходимой прочности изделий. Режим термоуплотнения для базальтофиброармированных пеноблоков, 2,5 часа выдержка после разлива массы при нормальных условиях твердения массы, 2,5 часа плавный подъем температуры до 50±5°C, 4,5 часа изотермическая выдержка при постоянной температуре 50±5°C, 2,5 часа остывание на воздухе до температуры окружающей среды. Режим термоуплотнения базальтофиброармированных плит, 1 час выдержка после разлива массы при нормальных условиях твердения массы, 3 часа плавный подъем температуры до 50±5°C, 3 часа изотермическая выдержка при постоянной температуре 50±5°C, 1 час остывание на воздухе до температуры окружающей среды. Возможно изготовление базальтофиброармированных пеноблоков облицованных с одной или нескольких сторон базальтофиброармированными плитами, в этом случае на дно, либо на торцевые поверхности разливочных установочных форм для изготовления пеноблоков, укладываются базальтофиброармированные плиты. Линия для изготовления базальтофиброармированных пеноблоков и плит, характеризующаяся тем, что она состоит из базовых модулей, модуля приема и обработки цементно-песчаной смеси, модуля смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй, модуля форморазливки полученных видов базальтофиброармированных композиций и модуля термоупрочнения, работающих как в комплексе, так и автономно, при чем все указанные управленческие блоки модулей соединены между собой и с центральным пультом управления линией.
Сущность предлагаемого способа приготовления изготовления фиброармированных пеноблоков и плит заключается в следующем.
Прочность базальтофибропенобетона и изделий из него зависит от множества факторов. Прочность готового базальтофибропенобетона, прежде всего, зависит от прочности межпоровых стенок, размеров самих пор и, наконец, характера распределения фибр в массе цементного камня. Таким образом, меры, направленные на повышение активности вяжущих материалов (мокрый домол), применяемых для производства базальтофибропенобетона, положительно сказываются на прочности готового материала и его долговечности. Исходные материалы цемент и песок поступают в модуль приема и обработки цементно-песчаной смеси. Цемент и песок дозируются в заданных количествах, в зависимости от необходимой плотности изделий в сухом виде, непосредственно в бетоносмеситель, работающий на малых оборотах. Далее, подается расчетное количество воды. Включается героторный насос, который подает приготовленную смесь во включенный дезинтегратор, где производится мокрый домол смеси. В результате ударного воздействия при достаточно высокой размольной мощности дезинтегратора происходят изменения гранулометрического состава смешиваемых компонентов обрабатываемого материала. Многокомпонентные продукты, полученные в результате дезинтеграторной обработки, характеризуются узким зерновым составом, что позволяет получать высококачественный наполнитель без использования оборудования для классификации и сепарирования. После этого вторым героторным насосом измельченная цементно-песчаная смесь подается в модуль смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй. Смесь выгружается в турбулентный смеситель для последующего приготовления базальтофибропенобетонной смеси для базальтофибропеноблоков и/или в смеситель быстроходного смешения для последующего приготовления базальтофибропенобетонной смеси для базальтофиброплит. В остальном технология и состав компонентов для изготовления базальтофибропеноблоков и базальтофиброплитки - одинаковы. Затем подается любой пенообразователь. После этого засыпается базальтовая фибра. Дисперсное армирование пенобетона отрезками базальтового волокна (ровинга) значительно уменьшает или полностью исключает появление и развитие усадочных трещин в процессе изготовления, твердения и последующей его эксплуатации. В отличие от обычного пенобетона, базальтофибропенобетон, как материал ограждающей конструкции, имеет однородную мелкопористую структуру за счет диспергирования состава при его производстве, обладает повышенными физико-механическими характеристиками, морозостойкостью, пониженной водонепроницаемостью до W14. Смесь перемешивается. При этом, за счет непродолжительного перемешивания волокна в смеси составляющих базальтофибропенобетона максимально сохраняется целостность волокна без его перетирания другими частицами смеси и без образования комков, влияющих на прочность материала. Затем полученная базальтофибромасса подается в модуль форморазливки полученных видов базальтофиброармированных композиций, где она разливается по серийно изготовленным разливочным формам по типовым технологиям разлива. Затем разливочные формы попадают в модуль термоупрочнения. С помощью транспортных тележек и толкающих устройств разливочные формы с базальтофиброармированными композициями для базальтофибропеноблоков и базальтофиброплит перемещаются и устанавливаются в блоки термоуплотнения. Блоки термоуплотнения представляют собой серийно выпускаемые зигзагообразные трубчатые обогревательные (водяные) поддоны различных габаритов. Операция термообработки проходит по следующим режимам подобранным экспериментальным путем для необходимого набора прочности готовых изделий:
- режим термообработки плитки - 1 час выдержка после разлива массы при нормальных условиях твердения массы, температуре окружающей среды 20±2°C, относительная влажность воздуха 95±5°C (4); 3 часа плавный подъем температуры до 50±5°C; 3 часа изотермическая выдержка при постоянной температуре 50±5°C; 1 час остывание на воздухе до температуры окружающей среды;
- режим термообработки пеноблоков - 2,5 часа выдержка после разлива массы при нормальных условиях твердения массы, температуре окружающей среды 20±2°C, относительная влажность воздуха 95±5°C (4); 2,5 часа плавный подъем температуры до 50±5°C; 4,5 часа изотермическая выдержка при постоянной температуре 50±5°C; 2,5 часа остывание на воздухе до температуры окружающей среды.
Прочность на сжатие полученных изделий составляет 1,9 Мпа. Для сравнения прочность аналогичных пеноблоков не армированных базальтовой фиброй составляет 0,53 Мпа.
Пример конкретного выполнения.
На экспериментальный участок в модуль приема и обработки цементно-песчаной смеси поступает: цемент М500 в мешках; просеянный песок с модулем крупности (Мк) не более 1,5 в сухих емкостях и приготовленная вода в полимерных канистрах или баках. Цемент и песок дозируются вручную, в заданных количествах, в зависимости от плотности изделий в сухом виде в смеситель кавитационного типа БП-750, работающий на малых оборотах. Далее, вручную подается расчетное количество воды, и двигатель переводится в рабочий режим. При работающем двигателе на малых оборотах открывается донный затвор, и смесь поступает в бак накопитель героторного насоса типа «Сосна-7-500 М». Включается героторный насос, который подает приготовленную смесь во включенный дезинтегратор типа «Горизонт-300МК-ВА». Для изготовления базальтофибропеноблоков подготовленные цементно-песчаные смеси различных рецептур подают в модуль смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй. Затем цементно-песчаные смеси различных рецептур героторным растворонасосом поочередно подавались в турбулентный смеситель типа «Навигатор» и перемешивались в течение 1 мин. Затем подавался пенообразователь ПБ2000 из расчета 0,8 л на 1 куб.м смеси и в течение 3 мин происходила поризация бетонной смеси. После этого засыпалась базальтовая фибра в заданном количестве с размерами волокна 13 мкм × 6 мм (L) и смесь перемешивалась не более 1 мин. Скорость смешения в турбулентном смесителе составила 500 об/мин. Для изготовления базальтофиброплит подготовленные цементно-песчаные смеси различных рецептур героторным растворонасосом поочередно подавались в смеситель быстроходного смешения типа БП-575 и перемешивались в течение 1 мин. Затем подавался пенообразователь ПБ2000 из расчета 0,8 л на 1 куб.м смеси и в течение 3 мин происходила поризация бетонной смеси. После этого засыпалась базальтовая фибра в заданном количестве с размерами волокна 13 мкм × 6 мм (L) и смесь перемешивалась не более 1 мин. Скорость смешения составила 500 об/мин. Затем базальтофибромасса подается в модуль форморазливки полученных видов базальтофиброармированных композиций, где она разливается по серийно изготовленным разливочным формам для базальтофибропеноблоков - форма на 12 блоков 600×300×200 мм, для базальтофиброплит - форма на 2 плитки 600×400×12 мм по типовым технологиям разлива. Затем разливочные формы попадают в модуль термоупрочнения. С помощью серийных транспортных тележек и толкающих устройств разливочные формы с базальтофиброармированными композициями для базальтофибропеноблоков и базальтофиброплит перемещаются и устанавливаются в блоки термоуплотнения. Блоки термоуплотнения представляют собой серийно выпускаемые зигзагообразные трубчатые обогревательные (водяные) поддоны различных габаритов. Операция термообработки проходит по следующим режимам:
- режим термообработки плитки - 1 час выдержка после разлива массы при нормальных условиях твердения массы, температуре окружающей среды 20±2°C, относительная влажность воздуха 95±5°C (4); 3 часа плавный подъем температуры до 50±5°C; 3 часа изотермическая выдержка при постоянной температуре 50±5°C; 1 час остывание на воздухе до температуры окружающей среды;
- режим термообработки пеноблоков - 2,5 часа выдержка после разлива массы при нормальных условиях твердения массы, температуре окружающей среды 20±2°C, относительная влажность воздуха 95±5°C (4); 2,5 часа плавный подъем температуры до 50±5°C; 4,5 часа изотермическая выдержка при постоянной температуре 50±5°C; 2,5 часа остывание на воздухе до температуры окружающей среды.
Возможно изготовление базальтофиброармированных пеноблоков по предложенной технологии отличающееся тем, что для изготовления базальтофиброармированных пеноблоков облицованных с одной или нескольких сторон базальтофиброармированными плитами, на дно, либо на торцевые поверхности разливочных установочных форм для изготовления пеноблоков, укладываются уже готовые базальтофиброармированные плиты.
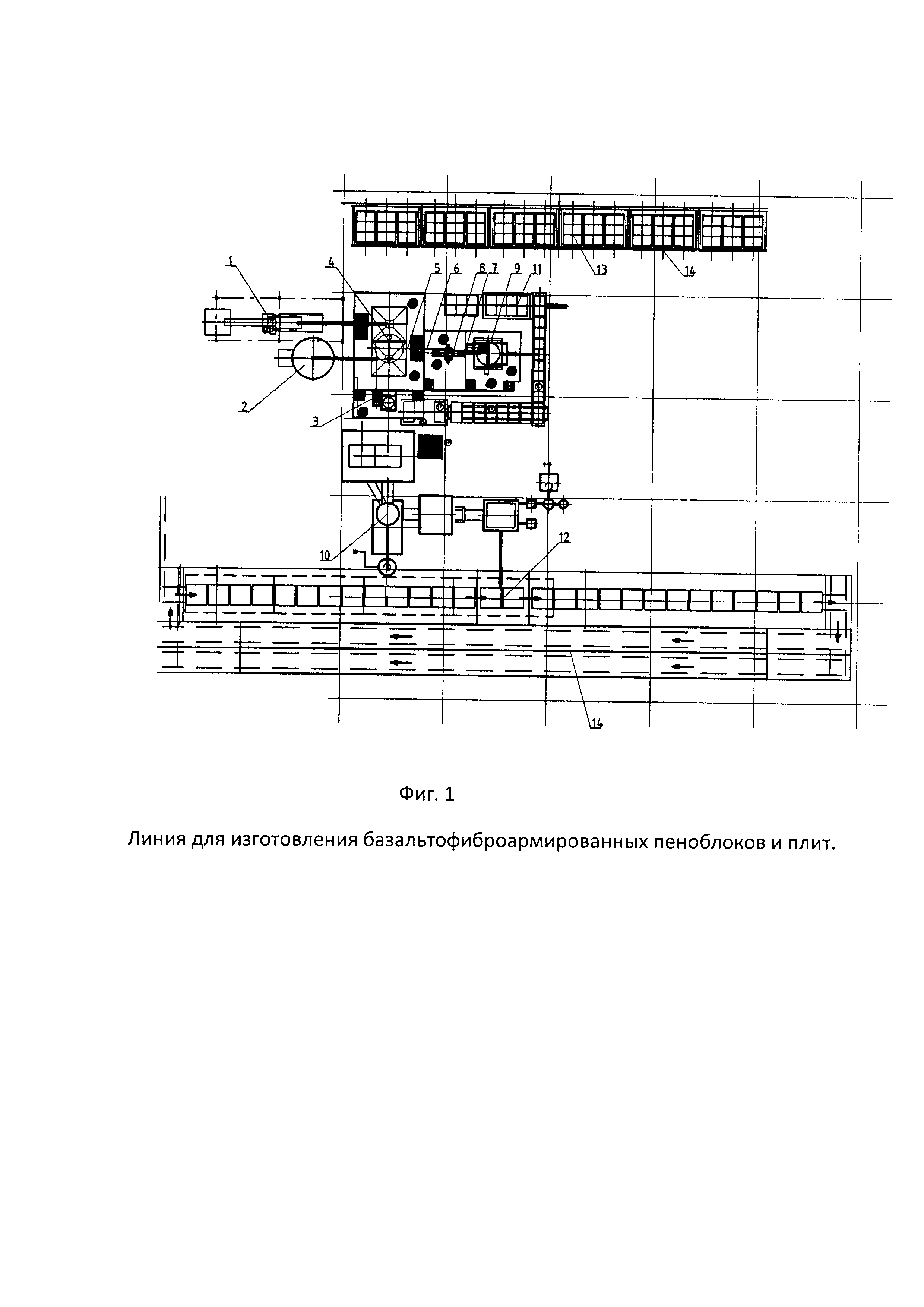
На фигуре 1 представлена линия для изготовления базальтофиброармированных пеноблоков и плит. Линия для изготовления базальтофиброармированных пеноблоков и плит, характеризуется тем, что она состоит из базовых модулей, модуля приема и обработки цементно-песчаной смеси, модуля смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй, модуля форморазливки полученных видов базальтофиброармированных композиций и модуля термоупрочнения, работающих как в комплексе, так и автономно, при чем все указанные управленческие блоки модулей соединены между собой и с центральным пультом управления линией.
Линия для изготовления базальтофиброармированных пеноблоков и плит фиг. 1 имеет в своем составе: А - модуль приема и обработки цементно-песчаной смеси, состоящий из 1 - емкость для песка, 2 - емкость для цемента, 3 - емкость для воды, 4 - смеситель кавитационного типа, 5 - накопитель цементно-песчаной смеси, 6 - героторный насос; Б - модуль смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй, состоящий из 7 - дозатор смеси, 8 - дезинтегратор мокрого помола, 9 - смеситель турбулентный, 10 - смесителя быстроходного смешения; В - модуль форморазливки полученных видов базальтофиброармированных композиций включающий 11 - стандартные разливочные формы для пеноблоков; 12 - стандартные разливочные формы для плит; Г - модуль термоупрочнения, включающий 13 - привод транспортных тележек, 14 - блоки термоуплотнения для пеноблоков и плит до температуры 50±5°C. Д - центральный пульт управления работой линии (на фиг. 1 не показан)
Линия для изготовления базальтофиброармированных пеноблоков и плит работает следующим образом.
На экспериментальный участок в модуль приема и обработки цементно-песчаной смеси А поступает: просеянный песок в емкость для песка 1, в емкость для цемента 2 цемент М500 и приготовленная вода в емкость для воды 3. Цемент и песок дозируются в смеситель кавитационного типа БП-750 4, работающий на малых оборотах. Далее, вручную подается расчетное количество воды, и двигатель переводится в рабочий режим. При работающем двигателе на малых оборотах открывается донный затвор (на фиг. не показан), и смесь поступает в бак накопитель 5. Для изготовления базальтофибропеноблоков подготовленные цементно-песчаные смеси различных рецептур подают в модуль смешения подготовленной цементно-песчаной смеси с пенообразователем и базальтовой волоконной фиброй Б. Включается героторный насос, типа «Сосна-7-500 М» 6, который подает через дозатор смеси 7 приготовленную смесь во включенный дезинтегратор типа «Горизонт-300МК-ВА» 8. Затем цементно-песчаные смеси различных рецептур героторным растворонасосом поочередно подаются в турбулентный смеситель типа «Навигатор» 9 для изготовления пеноблоков, где они перемешиваются поочередно с пенообразователем и базальтовой фиброй и в смеситель быстроходного смешения типа БП-575 10 для изготовления плит, где они так же перемешиваются поочередно с пенообразователем и базальтовой фиброй. Затем базальтофибромасса подается в модуль форморазливки полученных видов базальтофиброармированных композиций В, где она разливается по серийно изготовленным разливочным формам для базальтофибропеноблоков - формы 11, для базальтофиброплит - формы 12. Затем разливочные формы попадают в модуль термоупрочнения Г. С помощью серийных транспортных тележек 13 и любых толкающих устройств (на фиг. 1 не показано), разливочные формы с базальтофиброармированными композициями для базальтофибропеноблоков и базальтофиброплит перемещаются и устанавливаются в блоки термоуплотнения. Блоки термоуплотнения представляют собой серийно выпускаемые зигзагообразные трубчатые обогревательные (водяные) поддоны различных габаритов 14. При этом все указанные управленческие блоки модулей соединены между собой и с центральным пультом управления линией Д (на фиг. 1 не показан).
Применение разработанной технологии и компоновке оборудования позволило сократить время технологического процесса, энергопотребление. Основным достижением данного способа является уменьшенное воздействие на базальтовую фибру со стороны заполнителя бетона - песка. Следствием этого является сохранность большего числа волокон фибры. Их не перетирают на отдельные куски частицы твердого заполнителя, более крупные, чем диаметр волокон. Все это ведет к повышению прочностных и эксплуатационных свойств получаемого материала. Прочность на сжатие полученных изделий по сравнению с аналогичными, не армированными базальтовой фиброй, увеличивается на 50%.
Источники информации:
1. Патент РФ №2465415 E04C 1/40 от 27.10.2012 года;
2. Патент РФ №2368746 E04G 21/02 от 27.09.2009 года;
3. Патент РФ №2573655 C04B 40/00 от 27.01.2016 года;
4. ГОСТ 10180-2012 «Бетоны. Методы определения прочности по контрольным образцам»
Эпоксидное связующее, препрег на его основе и изделие, выполненное из него
Клеевая композиция
Способ нанесения покрытия для защиты от высокотемпературного окисления поверхности внутренней полости охлаждаемых лопаток турбин из безуглеродистых жаропрочных сплавов на основе никеля
Система автоматического управления технологическим процессом очистки воды с непрерывным контролем ее качества в различных точках технологической схемы
Композиция для получения пенопласта
Состав для защитного покрытия полимерных композиционных материалов
Протекторный сплав на алюминиевой основе
Способ получения монокристаллических изделий из никелевых жаропрочных сплавов с заданной кристаллографической ориентацией
Способ изготовления бескремнеземной керамической формы для литья по выплавляемым моделям
Пресс-материал для герметизации интегральных микросхем
Установка для термической обработки углеродсодержащих волокнистых материалов
Способ термической обработки углеродосодержащих волокнистых материалов
Способ приготовления базальтофиброармированных композиций для дисперсноармированного пенобетона
Способ повышения продуктивности бактерий escherichia coli

