Результат интеллектуальной деятельности: СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ
Вид РИД
Изобретение
Изобретение относится к гибридной лазерно-дуговой сварке толстотолщинных металлоконструкций, в частности, к сварке продольных швов сформованной цилиндрической заготовки и может быть использовано при производстве сварных труб большого диаметра из листового проката класса прочности до Х120 включительно и с толщиной стенки до 50 мм.
В тексте использованы следующие термины и сокращения.
HV – буквенная добавка к числовому обозначению величины твердости по Виккерсу в соответствии с ГОСТ 2999-75 при условиях испытания F = 294,2 Н (30 кгс) и времени выдержки под нагрузкой 10-15 с. При других условиях испытания после букв HV указывается нагрузка в кгс и время выдержки в секундах.
KCV – обозначение ударной вязкости надреза острого вида.
Метод Виккерса — (является статичным) метод измерения твёрдости металлов и сплавов. Регламентируется ГОСТ 2999-75 и ISO 6507. Сущность метода заключается во вдавливании в испытуемый материал правильной четырёхгранной алмазной пирамиды с углом 136° между противоположными гранями. Твёрдость по Виккерсу вычисляется путём деления нагрузки Р на площадь поверхности полученного пирамидального отпечатка.
Ударная вязкость — способность материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки.
Высокопрочные стали используют для сварки ответственных металлоконструкций, к которым предъявляют высокие эксплуатационные требования. Одним из недостатков таких сталей является высокая вероятность образования холодных трещин в сварных швах и зоне термического влияния. Связано это с тем, что высокопрочные марки стали имеют высокие прочностные свойства. Однако наряду с этим твёрдость данных сталей находится на высоком уровне, а вязко-пластические характеристики снижены. Кроме того, при электродуговой сварке происходит разупрочнение шва и зоны термического влияния, твёрдость сварного шва ещё больше повышается, и происходит заметное снижение его ударной вязкости. В последнее время для сварки специальных сталей, в том числе и для сварки высокопрочных сталей, применяется технология лазерной сварки, а также гибридные технологии сварки. Так, например, удовлетворительные результаты сварки обеспечивает применение лазерно-гибридной технологии сварки, где наряду с воздействием на металл луча лазера дополнительно действует электрическая дуга. Лазерно-гибридная сварка за счёт узконаправленного действия лазерного луча позволяет минимизировать зону термического влияния, тем самым максимально уменьшая зону разупрочнения. Однако и данный вид сварки имеет ряд существенных недостатков, которые обнаруживаются при сварке высокопрочных сталей. Высокая концентрация энергии на узком участке, и, как следствие, интенсивная скорость охлаждения могут вызвать образование закалочных структур в сварных швах, повышение твёрдости и снижение показателей пластичности. Также известно, что при лазерной и лазерно-гибридной технологии сварки металлов большой толщины лазерный луч стараются сфокусировать на поверхности свариваемых деталей таким образом, чтобы плотность мощности в точке фокуса была максимальной. Для этого оптическая система фокусировки луча выбирается из условия обеспечения минимального диаметра фокального пятна. При лазерно-гибридной сварке диаметр фокального пятна как правило не превышает 0,4 мм. Формула зависимости диаметра фокального пятна от характеристик оптической системы имеет следующий вид:
2ω0 = (Ff / Fc)·df ,
где 2ω0 – диаметр пятна в точке фокуса (фокальное пятно);
Ff – фокусное расстояние фокусирующей линзы;
Fc – фокусное расстояние коллимирующего зеркала (оптического коллиматора);
df – диаметр оптического волокна.
Схема фокусировки лазерного излучения в оптической системе, состоящей из оптоволокна 1, коллимирующего зеркала 2 и фокусирующей линзы 3, представлена на фиг. 1.
Лазерный луч после фокусировки не представляет собой классические песочные часы. Точка его фокуса находится в центре перетяжки 6 (фиг. 1), где диметр луча остаётся неизменным на некоторой длине, и плотность мощности в этой перетяжке также постоянна.
Перетяжка, в свою очередь, напрямую зависит от диаметра фокального пятна: чем шире фокальное пятно, тем длиннее перетяжка, что видно из следующей формулы:
Z = 2 · (2ω0) / BPP,
где Z – длина перетяжки;
2ω0 – диаметр пятна в точке фокуса (фокальное пятно);
BPP – параметр качества лазерного пучка (для каждого источника лазерного излучения этот параметр свой и является неизменным).
При лазерной и лазерно-гибридной сварке металлов больших толщин используется лазерный луч, сфокусированный таким образом, чтобы получить диаметр фокального пятна на уровне 0,4 мм. При работе с высокомощным лазерным излучением (более 20 КВт) для получения такого фокального пятна излучение подают по оптическому волокну диаметром не менее 200 мкм и используют следующую оптическую схему: фокусное расстояние коллимирующего зеркала – 250 мм, а фокусное расстояние фокусирующего зеркала – 350-400 мм. При этом глубина фокуса (перетяжка) составляет 5-15 мм. Однако, используя оптическую систему, дающую на выходе луч с диаметром пятна в точке фокуса 0,4 мм, сварной шов получается очень узким, его ширина не превышает 1-1,5 мм, наблюдается высокое значение отношения глубины проплавления к ширине лазерного сварного шва. Это, в свою очередь, обуславливает интенсивное остывание сварного шва после сварки, и, если для сварки типовых трубных сталей классом прочности до Х80 это благоприятный признак, то для сварки сталей с классами прочности Х100 и Х120 это может привести к образованию трещин в сварном шве, чрезмерно высокой твёрдости и низкой пластичности сварных швов, т.к. высокопрочные стали в отличие от той же стали класса прочности Х80 изначально имеют повышенный уровень твёрдости и низкие пластические характеристики.
Для лазерной и лазерно-гибридной сварки толстостенных конструкций мощность лазерного излучения как правило составляет не менее 20 КВт. Для работы с таким лазерным излучением в большинстве случаев используют оптическое волокно с диаметром 200 мкм, т.к. использование более тонкого волокна на таких мощностях приведёт к его выгоранию. Однако и более толстое волокно использовать не целесообразно. Во-первых, это экономически невыгодно, а во-вторых, имея, например, волокно диаметром 250 мкм и более, угол расходимости луча от оптического волокна будет большим, что потребует увеличение фокусного расстояния коллимирующего зеркала. Однако из формулы расчета диаметра фокального пятна видно, что при увеличении фокусного расстояния коллимирующего зеркала уменьшится диаметр фокального пятна.
Для лазерной сварки в оптической системе применяют коллимирующее зеркало, при этом его фокусное расстояние при использовании оптического волокна 200 мкм выбирают, как правило, на уровне не менее 250 мм. Это позволяет получить на выходе лазерный луч с диаметром 0,4 мм в точке фокуса, что считается оптимальным для сварки толстостенных конструкций, т.к. позволяет добиться высокой плотности мощности. Если фокусное расстояние коллимирующего зеркала будет больше 250 мм, то оно будет находится далеко от оптического волокна, и расходящийся от волокна луч может выйти за пределы коллимирующего зеркала. Если фокусное расстояние коллимирующего зеркала будет меньше 250 мм, то диаметр луча в точке фокуса вырастет и составит 0,5 мм и выше, что приведёт к снижению плотности мощности и снижению проплавляющей способности лазера.
В оптической системе есть параметр – фокусное расстояние фокусирующей линзы, для которого, как видно из формулы расчета фокального пятна, при уменьшении фокусного расстояния фокусирующей линзы фокальное пятно уменьшается в размере. Однако есть ряд ограничений: при слишком малом фокусном расстоянии фокусирующей линзы – менее 500 мм – существует большой риск загрязнения элементов оптической системы брызгами расплавленного металла от сварки. Т.к. мощность лазерного излучения высока, процесс будет протекать с большим количеством сварочных брызг и искр. Однако и слишком большое фокусное расстояние в оптической системе нецелесообразно. При сварке металлоконструкций в целом и труб в частности есть ограничения в пространственном положении сварочной головки относительно свариваемых деталей, и поднимать головку свыше 1000 мм от зоны сварки нетехнологично. К тому же, при значительном фокусном расстоянии диаметр фокального пятна также будет расти, что приведёт к ещё большей потери плотности мощности и к сложностям при сварке металла большой толщины.
В связи с вышесказанным проблема производства труб большого диаметра из высокопрочных марок стали методом гибридной лазерно-дуговой сварки является актуальной в настоящее время.
Известен способ сварки высокопрочных сталей из патента CN 102962591, согласно которому выполняют сварку деталей из высокопрочной стали класса X100 (HQ100), собранных в стык с зазором, с помощью гибридной лазерно-дуговой сварки.
Однако в данном способе лазер предшествует электрической дуге, что приводит к нежелательному увеличению твердости сварного шва. Также данный способ сварки не применим для производства толстотолщинных деталей, например, труб большого диаметра ввиду сложности в реализации зазора заданной величины (0…1 мм) между свариваемыми кромками, что приведёт к проваливанию лазерного луча, т.к. его диаметр в фокусе колеблется от 0,2 до 0,5 мм, и образованию несплавлений.
Известен из патента CN 103406675 способ лазерно-дуговой сварки, используемый для сварки и соединения пластин из высокопрочной стали, согласно которому выполняют сварку деталей толщиной в 45 мм из высокопрочной стали методом лазерно-дуговой сварки.
Однако данный способ не применим для производства труб большого диаметра, т.к. требуется применение специальных зажимов и соблюдение зазора в 1-1,5 мм, что невозможно обеспечить на существующих сборочно-сварочных станах при производстве труб большого диаметра. Наличие зазора, превышающего размер фокального пятна лазера, приведёт к несплавлению при лазерной сварке.
Известен из патентной заявки CN 103252589 способ комбинированной лазерной и дуговой сварки для толстых высокопрочных стальных пластин, в котором применяют гибридную лазерно-дуговую сварку с подогревом.
Однако данный способ не применим для производства труб большого диаметра ввиду коробления кромок из-за нагрева и сварки. Кроме того, в данном способе требуется соблюсти зазор между кромками, что затруднено при производстве труб большого диаметра, а коробление кромок приведет к проваливанию лазерного луча и несплавлению.
Наиболее близким аналогом заявляемого изобретения является способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой, известный из патента RU 2609609, согласно которому применяют гибридную лазерно-дуговую сварку для производства труб большого диаметра.
Недостатками данного способа является малый диаметр фокального пятна лазерного луча равный 0,4 мм и наличие только одной действующей дуги, что приводит к недостаточному тепловложению и, как следствие, быстрому остыванию и росту твердости, что в свою очередь может привести к возможному образованию холодных трещин и снижению ударной вязкости при сварке высокопрочных сталей.
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в выборе оптимальной оптической системы фокусировки лазерного луча.
Техническим результатом заявляемого изобретения является получение качественного сварного шва методом гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали с обеспечением высокого уровня ударной вязкости не менее 80 Дж/см2 при температуре испытания 400С на U-образном и V-образном концентраторах.
Заявляемый технический результат достигается за счёт того, что в способе гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок сталей рабочий шов выполняют гибридной лазерно-дуговой сваркой, при которой на кромки воздействуют электрической дугой, после чего воздействуют лазерным лучом, после которого воздействуют электрической дугой, при этом лазерный луч направляют с помощью оптической системы, состоящей из последовательно расположенных: источника лазерного излучения, коллимирующего зеркала с фокусным расстоянием 130-240 мм и фокусирующей линзы с фокусным расстоянием 500-1000 мм.
Перед рабочим швом могут выполнять сборочный шов, а после рабочего шва – наружный и внутренний облицовочные швы.
Разделка кромок может быть выполнена в виде двусторонней симметричной X-образной разделки.
Источник лазерного излучения может быть выполнен с мощностью 35 кВт.
Заявляемый способ поясняется с помощью фиг. 1-8, на которых изображены:
Фиг. 1 – схема оптической системы;
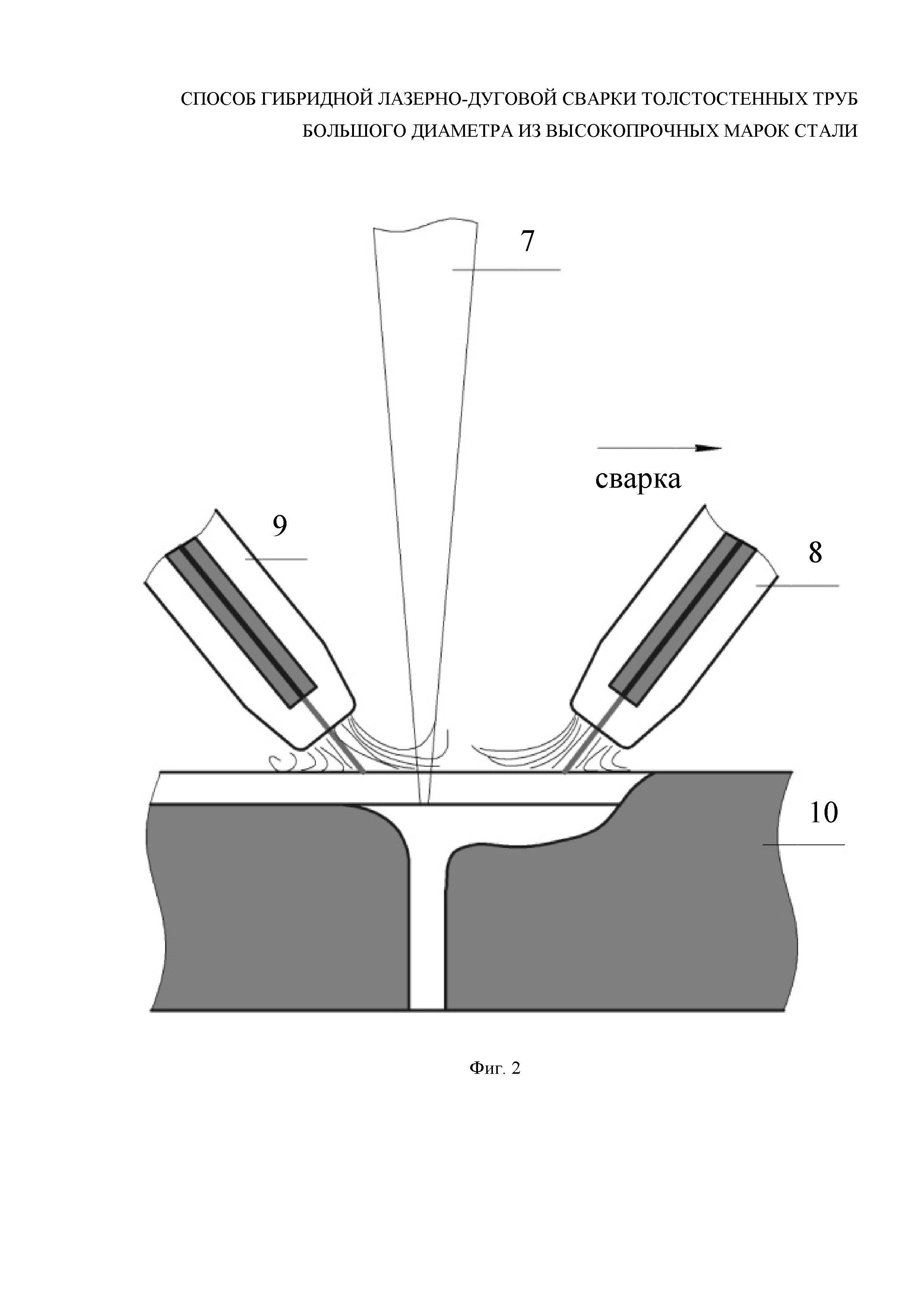
Фиг. 2 – схематическое изображение процесса гибридной лазерно-лучевой сварки по заявляемому способу;
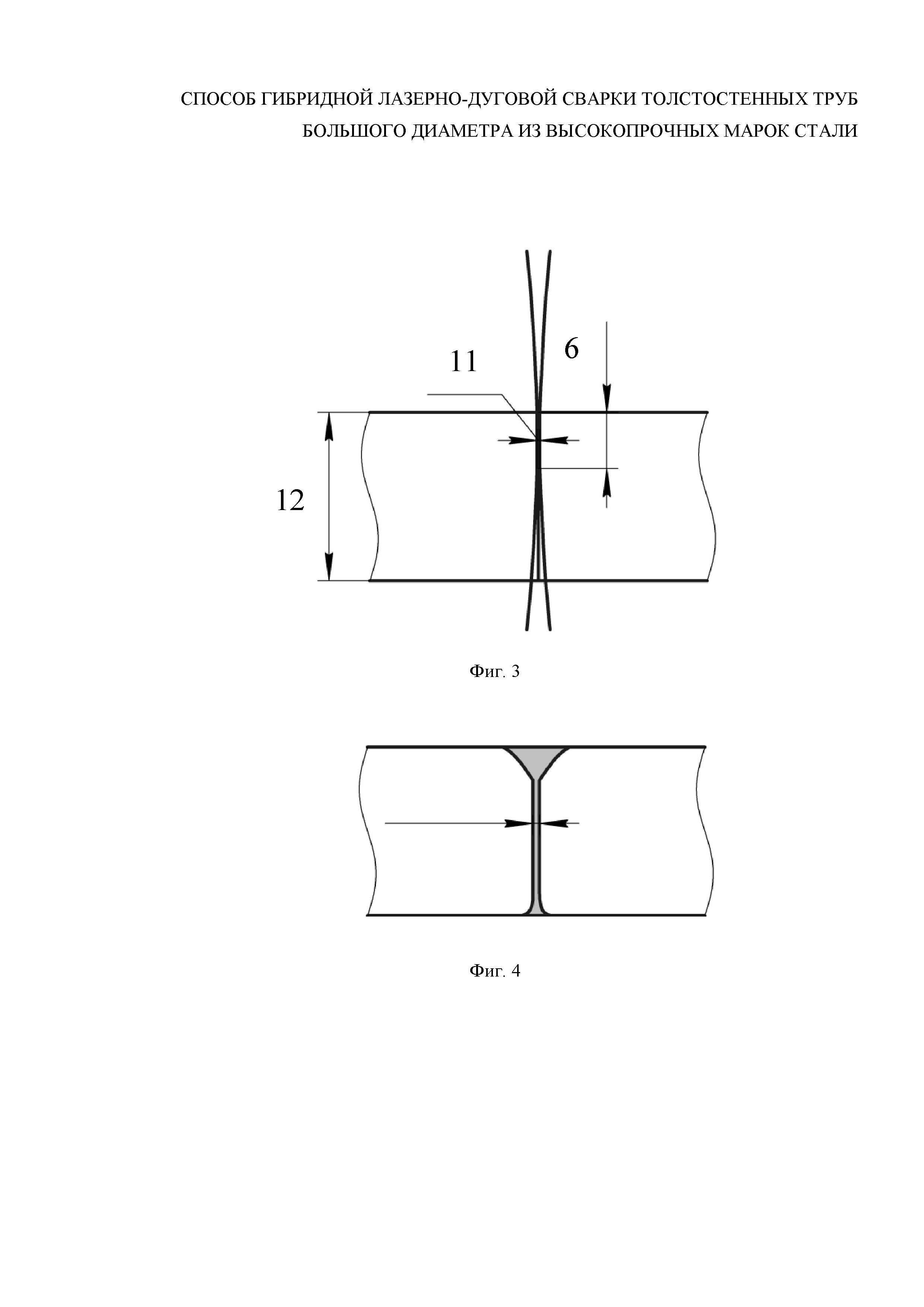
Фиг. 3-4 – вид на свариваемые поверхности по первому примеру;
Фиг. 5-6– вид на свариваемые поверхности по второму примеру;
Фиг. 7-8 – вид на свариваемые поверхности по третьему примеру.
На фиг. 1-8 позициями 1-13 показаны:
1 – оптическое волокно;
2 – коллимирующее зеркало;
3 – фокусирующая линза;
4 – фокусное расстояние коллимирующего зеркала;
5 – фокусное расстояние фокусирующей линзы;
6 – глубина фокуса (перетяжка);
7 – лазерный луч;
8 – первая дуговая сварочная горелка;
9 – вторая дуговая сварочная горелка;
10 – трубная заготовка;
11 – диаметр фокального пятна;
12 – толщина стенки трубной заготовки;
13 – минимальная ширина сварного шва.
Способ осуществляют следующим образом.
На стык свариваемой трубной заготовки 10 (фиг. 2) воздействуют электрической дугой, направляя первую дуговую сварочную горелку 8 с присадочной проволокой. Проволока плавится за счёт электродугового процесса и тем самым расплавляет поверхностный металл, вносит легирующие элементы, выполняя функцию предварительного подогрева. Кроме того, благодаря применению электрической дуги перед лазерным лучом 7 удаётся увеличить глубину проплавления, т.к. лазерный луч 7 светит не в твёрдый металл, а в расплавленный металл углубления, образованного электрической дугой. За электрической дугой на расстоянии 3-7 мм следует лазерный луч 7, обеспечивающий сквозное проплавление и перемешивание основного металла и присадочного материала. После чего осуществляют воздействие электрической дугой: за лазерным лучом 7 на расстоянии 10-15 мм следует вторая дуговая сварочная горелка 9, которая снижает скорость охлаждения металла сварного шва.
Лазерный луч 7 подают по оптическому волокну 1 диаметром 200 мкм в оптическую систему фокусировки (фиг. 1), состоящую из коллимирующего зеркала 2 и фокусирующей линзы 3. При этом фокусное расстояние 4 коллимирующего зеркала 2 снижено до 130-240 мм, а фокусное расстояние 5 фокусирующей линзы 3 увеличено до 500-600 мм. Такая система фокусировки позволяет получать на выходе лазерный луч 7 с диаметром фокального пятна порядка 800 мкм (0,8 мм) и глубиной фокуса – перетяжкой около 30 мм. Способ можно использовать и при большем фокусном расстоянии 5 фокусирующей линзы 3 – до 600-1000 мм. В этом случае диаметр фокального пятна будет 0,9-1,0 мм. В свою очередь длинная перетяжка от 20 мм и выше также является отличительной чертой способа. Она позволяет разместить практически на всей толщине металла максимальную плотность мощности лазерного луча, что позволяет скомпенсировать потери в плотности мощности из-за использования увеличенного фокального пятна.
Диаметр фокального пятна на свариваемой поверхности можно также увеличить расфокусировкой лазерного луча путём поднятия (положительный расфокус), либо опусканием оптической головки (отрицательный расфокус). Однако в этом случае минимальный диаметр лазерного луча все равно сохранится в перетяжке, которая будет либо частично, либо полностью располагаться в толщине свариваемого материала, поэтому в любом случае узкое фокальное пятно, даже если его расфокусировать, будет формировать сварной шов очень малой ширины. Расфокусировка луча не поможет решить техническую проблему, указанную в заявляемом способе. Сварной шов по всей высоте можно расширить, только расширив диаметр фокального пятна в зоне перетяжки.
На первой дуговой горелке 8, расположенной перед лазерным лучом 7, в качестве присадки используют сварочную проволоку с повышенным содержанием легирующих элементов, обеспечивающих высокие показатели ударной вязкости, таких как Ni, Mn, Si и др.
Примеры.
Для оценки работы способа проводили эксперименты на лазерном источнике мощностью 35 КВт с диаметром оптического волокна 200 мкм. Сваривались встык без зазора пластины класса прочности Х100 толщиной 20 мм без разделки кромок. В работе использовались несколько вариантов исполнения оптических систем фокусировки лазерного луча.
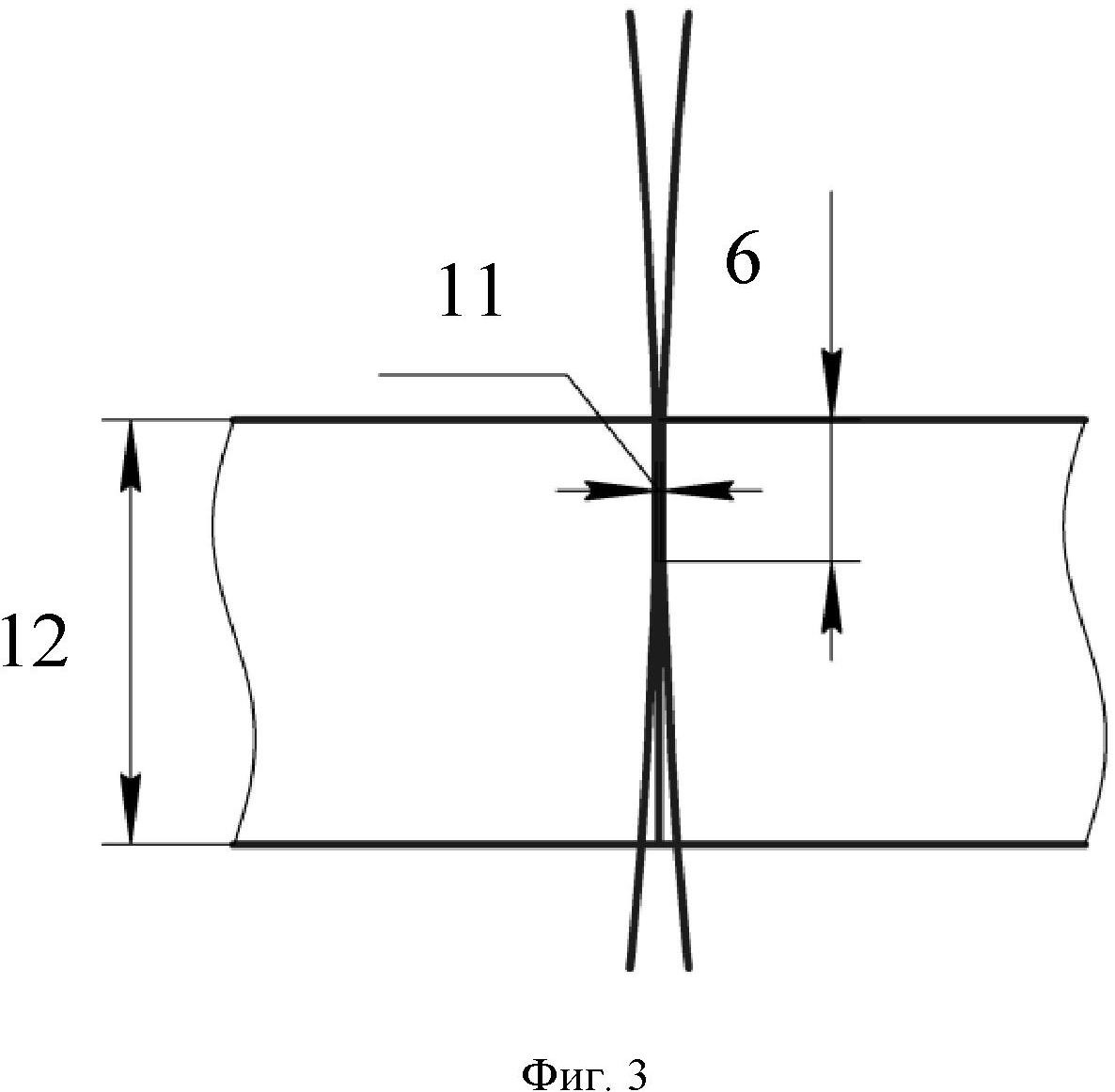
Первая система – короткофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 150 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 350 мм, диаметр 11 фокального пятна – 0,4 мм, перетяжка 6 – 10 мм.
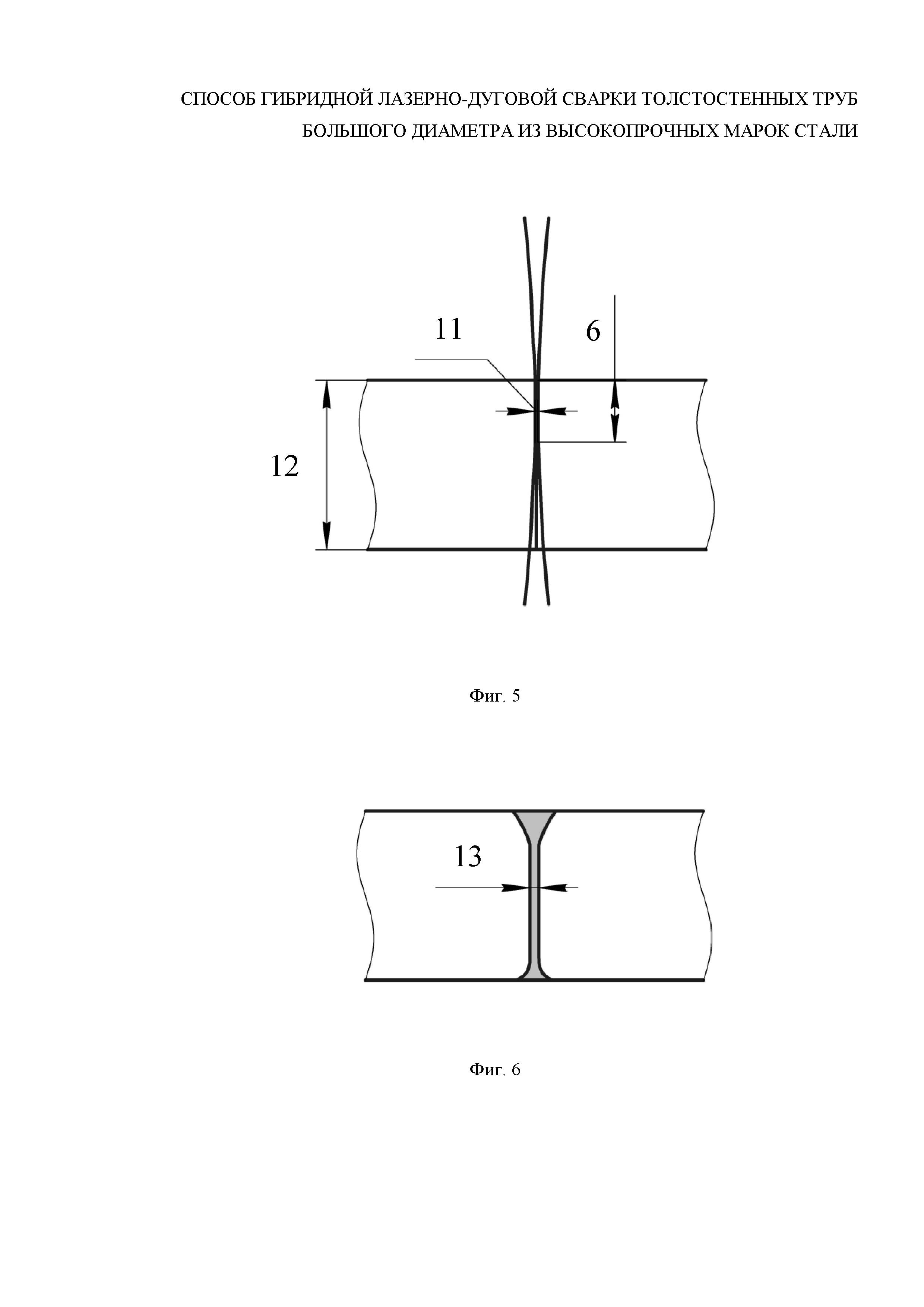
Вторая система – длиннофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 250 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 600 мм, диаметр 11 фокального пятна – 0,5 мм, перетяжка 6 – 11 мм.
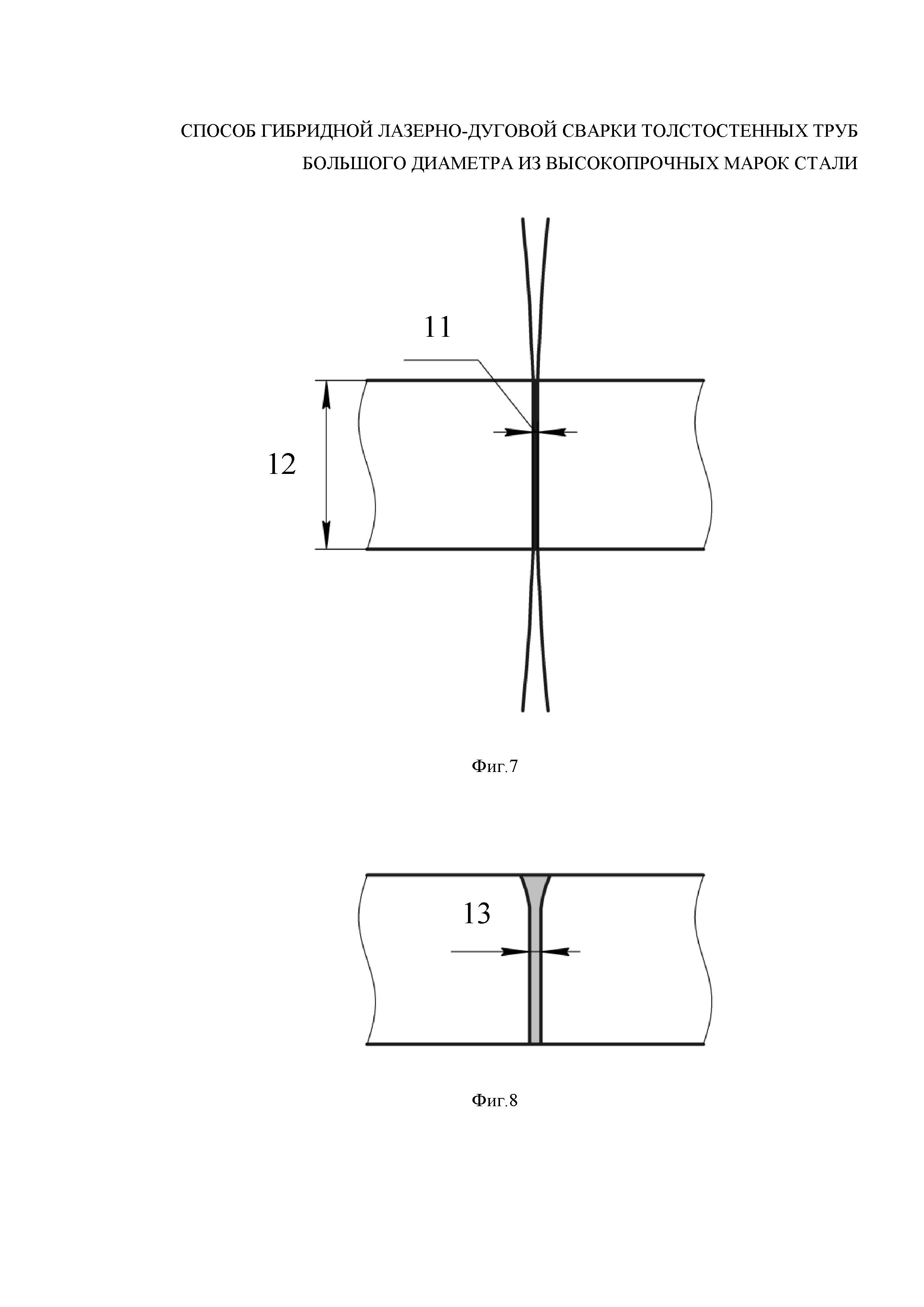
Третья система – длиннофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 150 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 600 мм, диаметр 11 фокального пятна – 0,8 мм, перетяжка 6 – 30 мм.
Четвертая система – короткофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 120 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 400 мм, диаметр 11 фокального пятна – 0,6 мм, перетяжка 6 – 21 мм.
Пятая система – длиннофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 120 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 1100 мм, диаметр 11 фокального пятна – 1,8 мм, перетяжка 6 – 160 мм.
Шестая система – короткофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 250 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 400 мм, диаметр 11 фокального пятна – 0,3 мм, перетяжка 6 – 4,8 мм.
Седьмая система – длиннофокусная оптическая система, в которой фокусное расстояние 4 коллимирующего зеркала 2 составляло 250 мм, фокусное расстояние 5 фокусирующего зеркала 3 – 1100 мм, диаметр 11 фокального пятна – 0,9 мм, перетяжка 6 – 37 мм.
По итогам экспериментов установлено, что при использовании первой системы (фиг. 3-4) наблюдалась максимальная глубина проплавления. При этом перетяжка 6 была незначительна по длине, но плотности мощности было достаточно для проплавления всей толщины металла. Сварной шов имел выраженную форму «рюмки»: наблюдались значительное расширение шва в верхней части и чуть меньшее – в нижней части, а в середине толщины 13 стенки сварной шов имел вид узкой полоски шириной 1-1,2 мм. Данная схема является типовой схемой фокусировки, которая применяется при лазерной и лазерно-гибридной сварке металла большой толщины. Такую форму шва нельзя назвать удачной при сварке металла высокого класса прочности, т.к. узкий шов остывает максимально быстро, твёрдость сварного шва вследствие этого становится очень высокой, и происходит снижение вязкопластических характеристик. При фокусном расстоянии 350 мм защитное стекло загрязняется от брызг сварки. Сварочная головка при такой схеме находится очень близко к свариваемой поверхности, и до неё долетают брызги металла несмотря на подачу сжатого воздуха, который должен удалять сварочные аэрозоли и брызги.
При использовании второй системы (фиг. 5-6) фокусное расстояние составляло 600 мм, достаточное для защиты оптической головки от брызг металла при сварке. Глубина проплавления при такой схеме фокусировки незначительно снижалась, а шов имел форму «рюмки»: сверху шов заметно расширялся, переходил в форму узкой полоски и в нижней части снова незначительно расширялся. В середине толщины стенки трубной заготовки ширина 13 сварного шва не превышает 1,5 мм. Такая геометрия сварного шва способствует повышению твёрдости и снижению пластических свойств, если речь идет о сварке высокопрочных сталей. Так при определении твердости по методу HV, было установлено, что в верхней расширенной части шва твердость составляла 270-280 HV/10, в центре лазерно-гибридного шва в самой узкой части твердость выросла до 320 HV/10 и в корне шва твердость составляла 300-315 HV/10. Полученные значения твердости свидетельствуют о том, что чем уже сварной шов, тем выше в нем показатели твердости, а пластические характеристики наоборот снижены. Таким образом узкий лазерный луч в зоне перетяжки, полученный при такой схеме фокусировки, обуславливает заметное сужение сварного шва в центральной части и провоцирует образование закалочных структур, имеющих высокую твердость и низкую пластичность. Эта особенность была подтверждена испытаниями на ударный изгиб при пониженной температуре. Ударная вязкость сварного шва, выполненного по данному варианту, составила в среднем 60-70 Дж/см2 при испытании KCV -40°C.
При использовании третьей системы (фиг. 7-8) наблюдалось максимальное отличие от стандартного метода фокусировки лазерного луча в форме лазерного луча и в геометрических параметрах сварного шва. Использование коллимирующего зеркала с фокусным расстоянием 150 мм в связке с фокусирующей линзой, у которой фокусное расстояние – 600 мм, обеспечивало диаметр 11 фокального пятна 0,8 мм, перетяжка при этом фактически была равна толщине свариваемых пластин и составляла 30 мм. При данном способе сварке наблюдалось снижение глубины проплавления металла на несколько миллиметров, что вызвано широким фокальным пятном и снижением в нём плотности мощности лазерного излучения. Однако эти потери в глубине проплавления можно компенсировать за счёт использования более мощного лазерного источника — 35 КВт и выше. Сварной шов при данной схеме фокусировки вытягивался и расширялся. Форма «рюмки» не наблюдалась, а сам сварной шов имел ширину 13 в самой узкой зоне 2 мм. Твёрдость сварного шва заметно ниже, чем при первом и втором вариантах сварки из-за того, что широкий фронт сварного шва медленнее отводит тепло в толщу металла, скорость охлаждения снижается. Также при данной схеме сварки были получены самые высокие значения ударной вязкости. Проведенные испытания показали, что твердость сварного шва во всех его зонах варьировалась от 260 до 280 HV/10, а уровень ударной вязкости составил 150 Дж/см2 (при испытании KCV -40°C).
При использовании четвертой, пятой и шестой систем заявленный технический результат достичь не удалось по следующим причинам.
При использовании четвёртой и шестой систем фокальное пятно слишком мало, поэтому сварной получался узким, вследствие чего наблюдались высокие показатели твёрдости и снижение пластических свойств. Также ввиду небольшого фокусного расстояния наблюдалось постоянное загрязнение защитного стекла от сварочных брызг и требовалась его замена.
При использовании пятой системы фокальное пятно имело слишком большой диаметр, что не позволяло достичь требуемой величины проплавления даже при увеличении мощности до 35 КВт. Также большое фокусное расстояние вызывало трудности с позиционированием сварочной головки ввиду его очень большого расстояния от свариваемой поверхности.
При использовании седьмой системы заявленный технический результат достигался, однако очень большое фокусное расстояние вызывало большие трудности в позиционировании сварочной головки относительно свариваемой поверхности. Данное ограничение особенно в условиях серийного производства труб на действующих трубосварочных станах вызовет серьезные технические ограничения в способе, снизит его технологичность и гибкость процесса сварки.
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Комплекс роботизированный для ремонта дефектов продольных швов труб, изготовленных с применением технологии лазерной сварки
Шлакообразующая смесь для непрерывной разливки стали
Способ сварки труб большого диаметра
Способ лазерно-дуговой сварки труб
Способ гибридной лазерно-дуговой сварки труб большого диаметра с ультразвуковой обработкой
Роботизированный портал для лазерной резки и сварки трубных цилиндрических заготовок
Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений
Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений
Способ лазерной сварки труб
Способ производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10гн2мфа с внутренним плакирующим слоем из стали 08х18н10т
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства холоднокатаных товарных труб размером 170×3×370 мм из стали марки 16х12мвсфбр-ш (эп823-ш) для реакторов нового поколения на быстрых нейтронах
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш для реакторов аэс на быстрых нейтронах
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Способ производства длинномерных многослойных металлических труб большого диаметра для транспортировки углеводородов и установка для его осуществления
Способ производства холоднокатаных товарных труб размером 170±1,5×3±0,25×370 мм повышенной точности по стенке из стали марки 16х12мвсфбр-ш для реакторов нового поколения на быстрых нейтронах

