Результат интеллектуальной деятельности: Устройство для испытания листовых материалов (варианты)
Вид РИД
Изобретение
Изобретение относится к области листовой штамповки, а в частности, к исследованию механических свойств листовых материалов для оценки их штампуемости как возможности получения пластических деформаций без разрушения листовой заготовки, полученной из листового материала, на формоизменяющих операциях листовой штамповки, а также для использования в CAD/CAE-системах (Computer-Aided-Design/Computer-Aided-Engineering-системах) при компьютерном моделировании и проектировании формоизменяющих операций листовой штамповки перед их внедрением в автомобильной и других отраслях промышленности.
Известны устройства для испытания листовых материалов, содержащие пуансон, матрицу и прижим, в которых испытания проводят путем нанесения делительной сетки на заготовку из испытуемого листового материала, укладки заготовки в устройство, зажима края заготовки между матрицей и прижимом, формовки заготовки пуансоном до разрыва и построения точек на диаграмме предельных деформаций по результатам измерения делительной сетки после испытания (Романовский В.П. Справочник по холодной штамповке. - Л.: Издательство "Машиностроение", 1979, с. 500, рис. 397).
Известен патент 2134872 G01N 3/28 от 20.08.1999 (Осипов А.Ф. Способ построения диаграммы предельных деформаций и устройство для его реализации. Акционерное общество "АВТОВАЗ"), в котором блок, собранный из заготовки с прижимом и матрицы, установлен в контейнере, и заготовку деформируют стальной дробью диаметром 0,5-1,5 мм с помощью пуансона в силовой установке. Недостатком известного патента является то, что требуется использование специального дорогостоящего оборудования и длительный срок проведения испытаний и построения диаграммы предельных деформаций (ДПД).
Задача изобретения состоит в повышении качества оснастки для листовой штамповки и проектирования технологических процессов, позволяющей снизить трудоемкость, сроки и стоимость построения ДПД листовых материалов, а также получить экономию листового материала за счет сокращения процента брака при отладке технологических процессов, упростить выбор листового материала и оборудования для листовой штамповки деталей, например, кузовных деталей автомобилей и другой техники.
Задачу решают следующим образом. Для определения вероятности разрушения листовой заготовки на формоизменяющих операциях листовой штамповки, таких как вытяжка или формовка сложных деталей типа коробчатых или кузовных, растяжение или обтяжка листов, используют два критерия:
1) разрушение в результате деформаций: на каждом этапе деформирования листовой заготовки точки с координатами наименьшей главной деформации ε2 и наибольшей главной деформации ε1 для всех элементов листовой заготовки должны располагаться ниже ДПД листового материала ε1=ƒ(ε2) с определенным запасом Pd пластичности по деформациям; при заданной абсциссе ε2 принимают ординату ε1 до ДПД за 1;
2) разрушение в результате напряжений: точки с координатами главных напряжений σ1 и σ2 должны располагаться ниже диаграммы предельных напряжений (ДПН) листового материала σ1=ƒ(σ2) с определенным запасом Ps пластичности по напряжениям; ДПН строят с помощью ДПД по уравнениям связи между деформациями и напряжениями; ДПН соответствует предельному эллипсу пластичности σ12-σ1σ2+σ22=σs2.
Напряжение текучести σs в зависимости от интенсивности деформаций εi=ln(1+δp) рассчитывают с учетом упрочнения заготовки по формуле (Жарков В.А. Моделирование в системе Marc обработки материалов в машиностроении. Часть 7. Испытание и правка растяжением. - Вестник машиностроения, 2013, №3, с. 43-48):
σs=σ0,2+σв(1+δp)εin, n=ln{1-σт/[σв(1+δp)]}/ln[ln(1+δp)],
где предел текучести σ0,2, предел прочности σв и относительное равномерное удлинение δp для начала образования шейки на образце определяют по ГОСТ 11701-84 "Металлы. Методы испытаний на растяжение тонких листов и лент".
ДПД листового материала в виде функциональной зависимости ε1=ƒ(ε2) строят по точкам, базовые точки получают по данному способу испытания на одноосное и двухосное деформирование круглых, прямоугольных, квадратных или иной формы заготовок, вырезанных из этого же листового материала с помощью устройства, содержащего пуансон, матрицу и прижим, причем габаритные размеры заготовок превышают габаритные размеры расположенного на прижиме рифта, имеющего треугольное поперечное сечение в плане по окружности, концентричной круглому контуру пуансона, торец которого выполнен полусферическим, а на матрице выполнено соответствующее углубление под этот рифт с учетом толщины испытуемого листового материала таким образом, что после зажима боковые поверхности рифта и заготовки плотно прилегают друг к другу с наличием зазора между заготовкой и плоскостью прижима, из которой выступает рифт, либо между пуансоном и заготовкой непосредственно над торцом пуансона внутри рифта в плане расположена, по меньшей мере, одна антифрикционная пленка такого диаметра, чтобы в процессе испытания заготовка касалась поверхности пуансона только через эту пленку, либо на поверхности заготовки, обращенной к пуансону, расположена антифрикционная пленка с размерами за пределами рифта таким образом, что она после зажима рифтом совмещена с заготовкой по ее краевой части. Для различных параметров испытания получают различные точки на ДПД.
На заготовку толщиной s0 наносят ячейки делительной сетки, обычно в виде окружностей диаметром  . Диаметр ячеек подбирают таким образом, чтобы после испытания вблизи места разрыва заготовки окружности превращались в овалы или эллипсы с малой осью симметрии длиной
. Диаметр ячеек подбирают таким образом, чтобы после испытания вблизи места разрыва заготовки окружности превращались в овалы или эллипсы с малой осью симметрии длиной  и большой осью симметрии длиной
и большой осью симметрии длиной  , а толщина sf заготовки плавно увеличивалась в направлении от места разрыва контуру заготовки по нормали к линии разрыва. При этом сдвиговые деформации и касательные напряжения в направлении малой и большой осей овала равны нулю, вследствие чего линейные деформации ε1 и ε2 и напряжения σ1 и σ2 соответственно в направлении большой и малой осей овала являются главными. Третье главное напряжение σ3 в направлении толщины листового материала равно нулю. Оси овалов и измеряют и рассчитывают
, а толщина sf заготовки плавно увеличивалась в направлении от места разрыва контуру заготовки по нормали к линии разрыва. При этом сдвиговые деформации и касательные напряжения в направлении малой и большой осей овала равны нулю, вследствие чего линейные деформации ε1 и ε2 и напряжения σ1 и σ2 соответственно в направлении большой и малой осей овала являются главными. Третье главное напряжение σ3 в направлении толщины листового материала равно нулю. Оси овалов и измеряют и рассчитывают  и
и  в центре ячейки. Третью главную деформацию ε3=ln(sf/s0) рассчитывают или по результатам измерений толщины sf в центре ячейки, или из условия ε1+ε2+ε3=0 несжимаемости листового материала: ε3=-ε1-ε2. Если измеряют все три деформации ε1, ε2 и ε3, то условие несжимаемости используют для оценки точности измерений.
в центре ячейки. Третью главную деформацию ε3=ln(sf/s0) рассчитывают или по результатам измерений толщины sf в центре ячейки, или из условия ε1+ε2+ε3=0 несжимаемости листового материала: ε3=-ε1-ε2. Если измеряют все три деформации ε1, ε2 и ε3, то условие несжимаемости используют для оценки точности измерений.
Для построения ДПД на сетке прямоугольной системы координат откладывают: в положительном и отрицательном направлениях горизонтальной оси абсцисс - наименьшую деформацию ; в положительном направлении вертикальной оси ординат -наибольшую деформацию , причем из условия ε1+ε2+ε3=0 несжимаемости листового материала следует, что из трех деформаций ε1, ε2 и ε3, как минимум, одна деформация во время пластического деформирования листового материала имеет положительное значение. Так как разрушение заготовки в процессе испытания или заготовки из листового материала в процессе штамповки детали может происходить только вследствие утонения, то всегда sf<s0, и деформации δs,f=(sf-s0)/s0, ε3=ln(sf/s0)=ln(1+δs,f) ячейки вблизи места разрыва заготовки или заготовки всегда будут иметь отрицательные значения.
Левая половина ДПД при ε2<0 соответствует одноосному растяжению со сжатием элементов листового материала, ось ε2=0 - плоской деформации, правая половина ДПД при ε2>0 - двухосному растяжению элементов листового материала.
На производстве для повышения точности и качества, а также для оценки штампуемости детали, на заготовку наносят делительную сетку, после штамповки в опасных местах детали по сеткам рассчитывают деформации, сравнивают их с ДПД, определяя запас пластичности до разрушения, и, в случае необходимости, назначают меры для уменьшения деформаций в опасных местах и сокращения процента брака при отладке технологических процессов. Часто расчет деформаций заготовки по сеткам заменяют или совмещают с CAD/CAE-моделированием, например, в системе Marc корпорации MSC Software (США) или в программе AutoForm фирмы AutoForm Engineering GmbH (Швейцария), при котором также необходима ДПД.
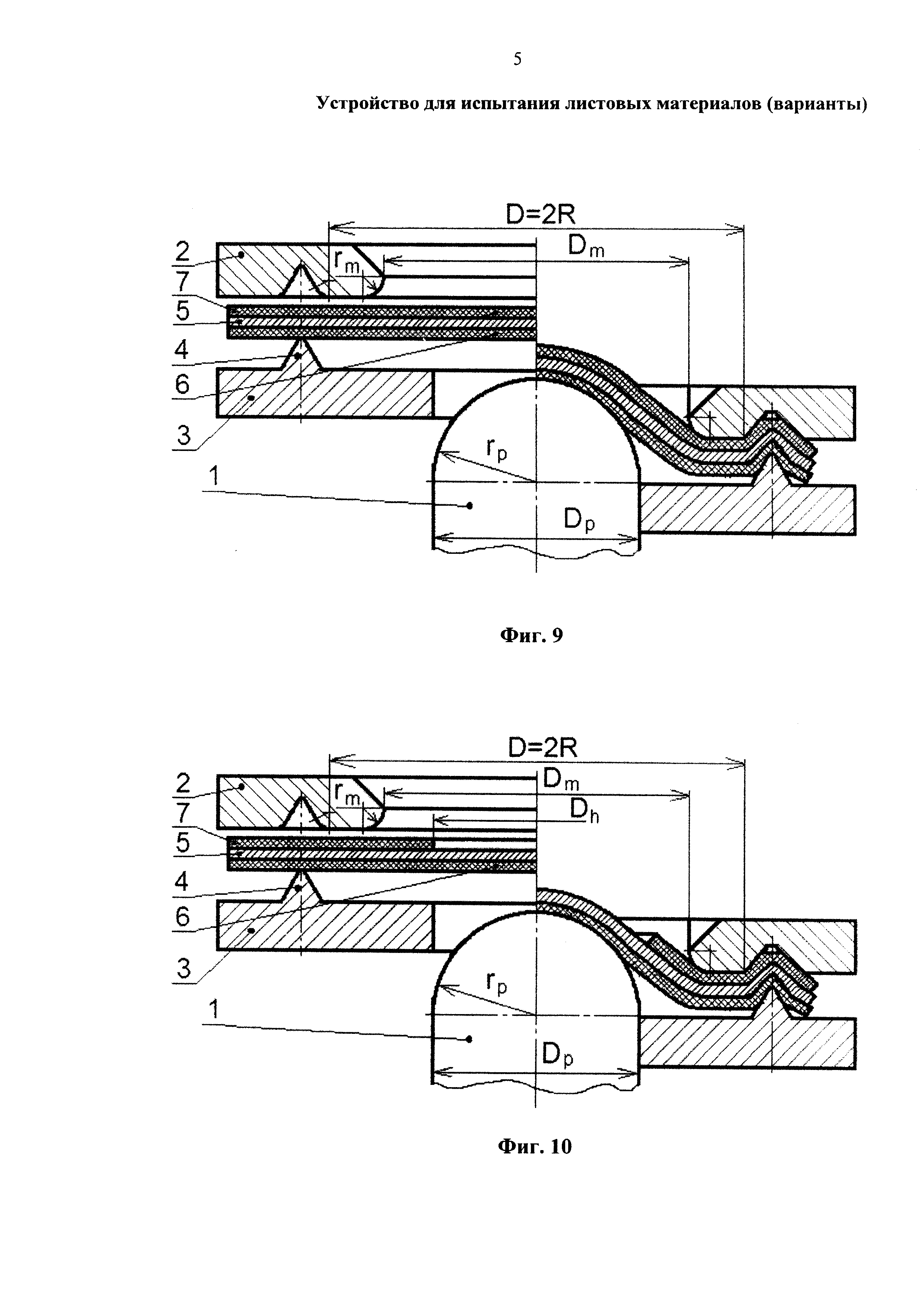
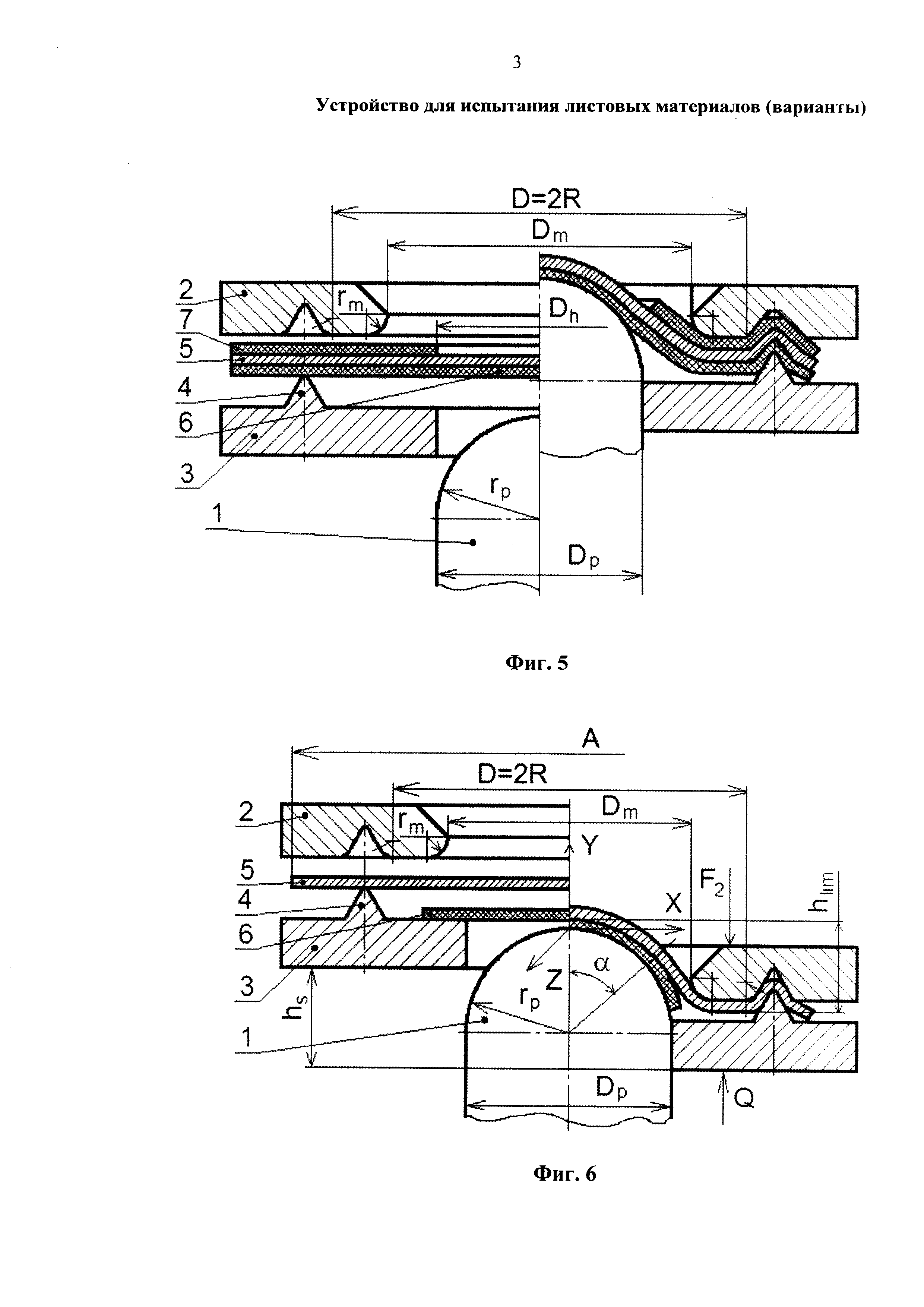
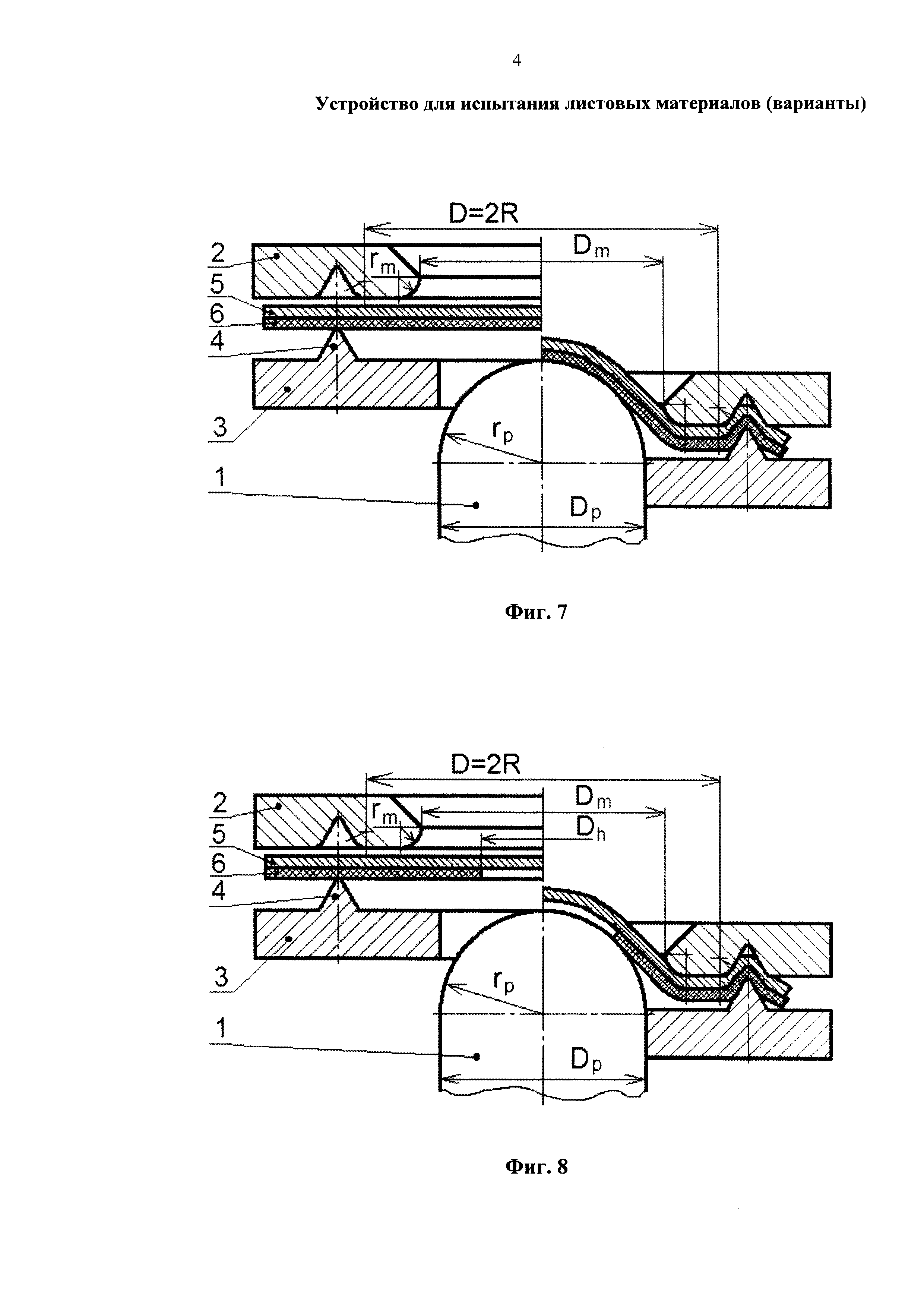
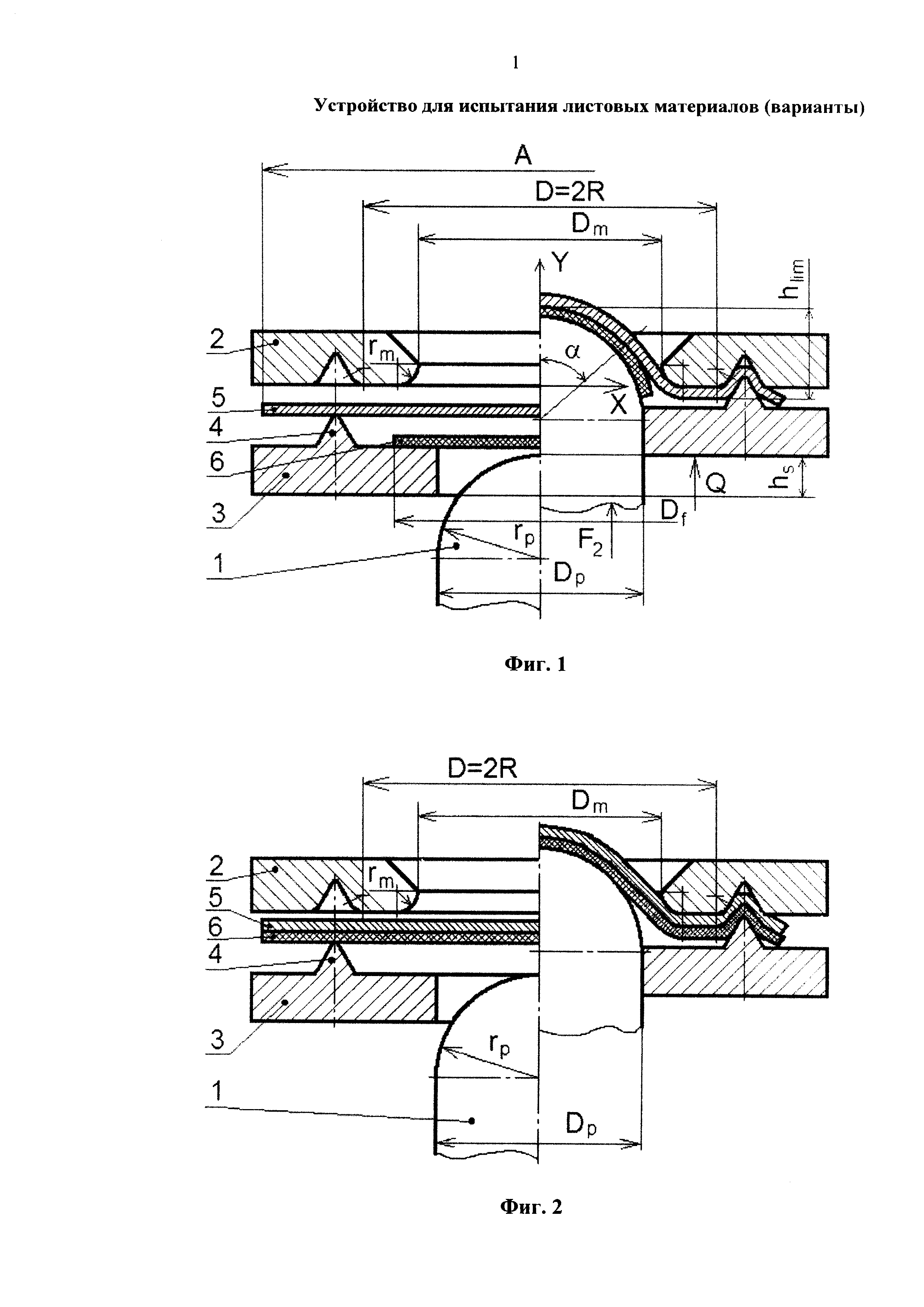
Сущность устройства для испытания листовых материалов как на испытательной машине, так и на прессе простого действия, характеризуется графическими материалами на фиг. 1-10, на каждой из которых показана: слева от вертикальной оси - перед испытанием, справа - после разрыва заготовки в виде сквозной на просвет трещины, где: 1 - полусферический пуансон, 2 - матрица, 3 - прижим, 4 - рифт треугольного поперечного сечения в плане по окружности, концентричной круглому контуру пуансона 1,5 - заготовка, 6 - антифрикционная пленка, 7 - антифрикционная пленка
Кроме критериев разрушения заготовки на основе ДПД и ДПН, по результатам испытаний в момент начала разрушения заготовки рассчитывают в системе прямоугольных координат X, Y также критерии в абсолютных или относительных величинах на основе определяемой по приборам оборудования максимальной силы F2 формовки, предельной глубины  формовки и предельного угла α охвата заготовкой инструмента (фиг. 1).
формовки и предельного угла α охвата заготовкой инструмента (фиг. 1).
По 1-му варианту (фиг. 1, фиг. 2), где в качестве примера на испытательной машине двойного действия с нижним приводом и двумя наружным и внутренним ползунами устройство для испытания листовых материалов формовкой заготовки дном вверх полусферическим пуансоном работает следующим образом. Из испытуемого листового материала вырезают заготовку 5 (круглую, прямоугольную, квадратную или иной формы) с габаритными размерами в плане на виде сверху, слева направо А и спереди назад В, превышающими габаритные размеры рифта 4 в плане. На заготовке нанесена делительная сетка для измерения ее до испытания и после испытания и расчета предельных деформаций заготовки перед разрушением. Для снижения коэффициента трения μ между заготовкой 5 и пуансоном 1 от обычно существующего на производстве значения для смазанной стальной заготовки и стального пуансона μ=0,15 до приближающихся к нулю значений, перед формовкой между пуансоном 1 и заготовкой 5 непосредственно над торцом пуансона 1 внутри рифта 4 в плане, в дополнение к смазочному материалу на заготовке, располагается зафиксированная клеем, круглая антифрикционная пленка 6, в частном случае из тефлона, такого диаметра Df, чтобы в процессе испытания заготовка 5 касалась поверхности пуансона 1 только через эту пленку 6. Жесткий зажим краевой части заготовки 5 выполнен рифтом треугольного поперечного сечения 4 на прижиме 3, в плане по окружности, концентричной круглому контуру пуансона 1. Формовку заготовки 5 до разрыва в отверстие матрицы 2 диаметром Dm осуществляют дном вверх через антифрикционную пленку 6 пуансоном 1, торец которого выполнен полусферическим радиуса rp. После зажима краевой части заготовки, при испытании деформируется только центральная часть заготовки диаметром D=2R, в то время как вне этого диаметра заготовка не деформируется. Поэтому форма контура заготовки может быть любой, например определенной из условия экономии листового материала и простоты отрезки заготовки, лишь бы контур заготовки везде выходил за контур рифта 4 в плане.
Пуансон 1 закреплен на внутреннем ползуне, а прижим 3 - на наружном ползуне испытательной машины. При ходе вверх наружного ползуна с прижимом 3 на величину hs этот прижим рифтом треугольного поперечного сечения 4 по окружности, концентричной круглому контуру пуансона 1 жестко зажимает краевую часть заготовки, после чего наружный ползун останавливается. При последующем ходе вверх внутреннего ползуна с пуансоном 1 этот пуансон выполняет формовку центральной части заготовки до разрыва. За процессом испытания наблюдают сверху через отверстие матрицы 2 визуально и при начале разрыва, который характеризуется появлением видимой на просвет трещины на всю толщину заготовки или падением фиксируемой приборами силы F2 формовки, испытание останавливают. Или перед формовкой заготовки 5 на испытательной машине, на поверхности заготовки 5, обращенной к пуансону 1, может располагаться зафиксированная клеем антифрикционная пленка 6 с размерами за пределами рифта 4, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 5 вместе с антифрикционной пленкой 6.
По первому частному случаю (фиг. 3), перед формовкой заготовки 5 на испытательной машине, на поверхности заготовки 5, обращенной к пуансону 1, располагается зафиксированная клеем антифрикционная пленка 6 с наружными размерами за пределами рифта треугольного поперечного сечения 4 по окружности, концентричной круглому контуру пуансона и центральным отверстием таких размеров, чтобы в процессе испытания пуансон 1 не касался заготовки 5, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 5 вместе с антифрикционной пленкой 6.
По второму частному случаю (фиг. 4), перед формовкой заготовки 5 на испытательной машине, на поверхности заготовки 5, обращенной к пуансону 1, располагается зафиксированная клеем первая антифрикционная пленка 6 с наружными размерами за пределами рифта 4 треугольного поперечного сечения по окружности, концентричной круглому контуру пуансона, на поверхности заготовки 5, обращенной к матрице 2, дополнительно расположена зафиксированная клеем вторая антифрикционная пленка 7 с наружными размерами за пределами рифта 4, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 5 вместе с обеими антифрикционными пленками 6 и 7.
По третьему частному случаю (фиг. 5), перед формовкой заготовки 5 на испытательной машине, на поверхности заготовки 5, обращенной к пуансону 1, располагается зафиксированная клеем первая антифрикционная пленка 6 с наружными размерами за пределами рифта треугольного поперечного сечения 4, по окружности, концентричной круглому контуру пуансона 1 на поверхности заготовки 5, обращенной к матрице 2, располагается зафиксированная клеем вторая антифрикционная пленка 7 с наружными размерами за пределами рифта 4, на антифрикционной пленке 7, обращенной к матрице 2, в центре выполнено отверстие таких размеров Dh, чтобы в процессе испытания матрица 2 касалась заготовки только через эту антифрикционную пленку 7, а жесткий зажим рифтом 4 выполнен по краевой части заготовки вместе с обеими антифрикционными пленками 6 и 7.
По 2-му варианту устройство представлено на прессе простого действия, в частности, с верхним приводом и одним ползуном, показанное на (фиг. 6), и работает следующим образом. Пуансон 1 закреплен через нижнюю плиту штампа на неподвижном столе пресса, матрицу 2 - на ползуне пресса, а прижим 3 оперт через толкатели на подушку, находящуюся под столом пресса. При ходе ползуна с матрицей 2 вниз сначала краевую часть заготовки жестко зажимают между этой матрицей 2 и прижимом 3 с помощью выполненного на прижиме рифта 4 треугольного поперечного сечения в плане по окружности, концентричной круглому контуру пуансона 1, торец которого выполнен полусферическим. При дальнейшем ходе ползуна вниз пуансоном 1 выполнена формовка центральной части заготовки до разрыва. Аналогично первому варианту устройства используется заготовка 5 (круглая, прямоугольная, квадратная или иной формы) с габаритными размерами в плане. На заготовке выполнена делительная сетка для измерения ее до испытания и после испытания и расчета предельных деформаций заготовки перед разрушением. В дополнение к смазочному материалу для снижения коэффициента трения μ между заготовкой 5 и пуансоном 1 на заготовке, располагается зафиксированная клеем круглая антифрикционная пленка 6, в частном случае из тефлона, такого диаметра Df, чтобы в процессе испытания заготовка 5 касалась поверхности пуансона 1 только через эту пленку 6 (величина μ составляет от обычно существующего на производстве значения для смазанной стальной заготовки и стального пуансона μ=0,15 до приближающихся к нулю значений) перед формовкой между пуансоном 1 и заготовкой 5 непосредственно над торцом пуансона 1 внутри рифта 4 треугольного поперечного сечения в плане по окружности, концентричной круглому контуру пуансона 1. Жесткий зажим краевой части заготовки 5 выполняют рифтом треугольного поперечного сечения 4 на прижиме 3, в плане по окружности, концентричной круглому контуру пуансона 1. Формовку заготовки 5 до разрыва в отверстие матрицы 2 диаметром Dm осуществляют дном вверх через антифрикционную пленку 6 пуансоном 1, торец которого выполнен полусферическим радиуса rp. После зажима краевой части заготовки, при испытании деформируется только центральная часть заготовки диаметром D=2R, в то время как вне этого диаметра заготовка не деформируется. Поэтому форма контура заготовки может быть любой, например определенной из условия экономии листового материала и простоты отрезки заготовки, лишь бы контур заготовки везде выходил за контур рифта 4 в плане. Или в устройстве на прессе простого действия (фиг. 7) на поверхности заготовки 5, обращенной к пуансону 1, расположена зафиксированная клеем антифрикционная пленка 6 с размерами за пределами рифта 4, имеющего треугольное поперечное сечение в плане по окружности, концентричной круглому контуру пуансона 1, таким образом, что после жесткого зажима рифтом 4 она совмещена по краевой части заготовки 5
По первому частному случаю варианта 2 (фиг. 8) устройство на прессе простого действия, перед формовкой, на поверхности заготовки 5, обращенной к пуансону 1, располагается зафиксированная клеем антифрикционная пленка 6 с наружными размерами за пределами рифта 4 треугольного поперечного сечения в плане и центральным отверстием таких размеров, чтобы в процессе испытания пуансон 1 не касался заготовки 5, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 5 вместе с антифрикционной пленкой 6.
По второму частному случаю варианта 2 (фиг. 9) устройство на прессе простого действия, перед формовкой заготовки 5, на поверхности заготовки 5, обращенной к пуансону 1, расположена зафиксированная клеем первая антифрикционная пленка 6 с наружными размерами за пределами рифта 4, имеющего треугольное поперечное сечение по окружности, концентричной круглому контуру пуансона 1, а на поверхности заготовки 5, обращенной к матрице 2, дополнительно расположена зафиксированная клеем вторая антифрикционная пленка 7 с наружными размерами за пределами рифта 4, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 5 вместе с обеими антифрикционными пленками 6 и 7.
По третьему частному случаю варианта 2 (фиг. 10), на устройстве на прессе простого действия перед формовкой заготовки 5, на поверхности заготовки 5, обращенной к пуансону 1, расположена зафиксированная клеем первая антифрикционная пленка 6 с наружными размерами за пределами рифта 4, имеющего треугольное поперечное сечение в плане по окружности, концентричной круглому контуру пуансона 1, а на поверхности заготовки 5, обращенной к матрице 2, расположена зафиксированная клеем вторая антифрикционная пленка 7 с наружными размерами за пределами рифта 4, причем на антифрикционной пленке 7, обращенной к матрице 2, в центре выполнено отверстие таких размеров Dh, чтобы в процессе испытания матрица 2 касалась заготовки только через эту антифрикционную пленку 7, а жесткий зажим рифтом 4 выполнен по краевой части заготовки 4 вместе с обеими антифрикционными пленками 6 и 7.
Данные изменения в конструкции устройства для испытания листовых материалов повышают качества оснастки для листовой штамповки и проектирования технологических процессов, позволяющей снизить трудоемкость, сроки и стоимость построения ДПД листовых материалов, а также получить экономию листового материала за счет сокращения процента брака при отладке технологических процессов, упростить выбор листового материала и оборудования для листовой штамповки деталей, например, кузовных деталей автомобилей и другой техники.
Способ малоотходной двухрядной вырубки заготовок из ленты (варианты)
Способ ковшевого сфероидизирующего модифицирования высокопрочных чугунов
Способ штамповки коробки из листовой заготовки на прессе простого действия
Способ малоотходной однорядной вырубки заготовок из ленты, широкого рулона или полосы
Устройство для крепления преимущественно кузова транспортного средства к подвеске грузонесущего конвейера
Способ изготовления припоя на основе олова
Транспортное средство
Осветительное устройство для транспортного средства
Способ многооперационной вытяжки коробчатой детали из листовой заготовки
Штамп для вытяжки, формовки и правки детали с ребрами жесткости (варианты)
Способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали (варианты)
Способ вытяжки сложной крупногабаритной детали (варианты)
Способ построения диаграммы предельных деформаций листового материала
Способ малоотходной вырубки трапециевидных заготовок из рулона, ленты или полосы (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали (варианты)
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Способ малоотходной вырубки заготовок из рулона листового материала (варианты)
Способ отрезки заготовок от рулона листового материала для штамповки крупных панелей (варианты)
Способ вырубки заготовок для штамповки крупногабаритных панелей (варианты)
Способ построения диаграммы предельных деформаций листового материала

