Результат интеллектуальной деятельности: Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Вид РИД
Изобретение
Изобретение относится к области прокатного производства, а точнее к конструкции трехвалковых клетей станов продольной прокатки для производства бесшовных труб и сортового проката круглого сечения.
Известна трехвалковая клеть продольной прокатки, см. патент РФ №79057, кл. В21В 13/10, 17/14, заявл. 27.07.2008 г., опубл. 20.12.2008 г.
Известная клеть содержит разъемную станину, размещенные в ней через 120° три рабочих валка на подшипниковых опорах, механизмы установки валков, взаимодействующие с подшипниковыми опорами валков и установленные в стаканах, размещенных в расточках станины, механизмы уравновешивания валков, а плоскость разъема станины проходит через оси стаканов.
Недостатком клети является использование в ее конструкции плоскостных пар скольжения, которые образуют направляющие станины и перемещающиеся по ним подшипниковые опоры рабочих валков. Под воздействием охлаждающей воды, смеси окалины со смазкой, закоксовавшейся от высоких температур прокатки, и динамических нагрузок плоскостные пары скольжения быстро изнашиваются. Это приводит к уменьшению жесткости конструкции клети, потере виброустойчивости, точности установки валков в очаге деформации и в конечном счете к снижению качества поверхности и точности проката.
Кроме того, большие габаритные размеры стаканов с нажимными гайками, воспринимающие усилия прокатки, и складывающиеся линейные и угловые допуски взаимного, под 120°, расположения валков, для обеспечения совпадения посадочных мест стаканов неподвижной части станины и ее съемной части при перевалках, требуют наличия гарантированных для их сборки зазоров. Наличие этих зазоров при динамическом процессе прокатки неизбежно приводит к их разбиению, снижению точности установки валков, жесткости и виброустойчивости клети и усугубляют ухудшение качественных параметров процесса прокатки указанных выше.
Известен способ перевалки валков трехвалковой клети стана продольной прокатки, см. патент РФ №2438807, кл. В21В 13/10, заявл. 29.12.2009 г., опубл. 10.01.2012 г.
При перевалке изношенных валков одна часть разъемной станины снимается, узлы валков в сборе с двуплечими рычагами и осями, на которых установлены рычаги, извлекаются и заменяются на новые.
Недостатком такого способа перевалки является наличие дополнительных операций по извлечению и установке рычагов с закрепленными на них узлами валков и их замене, ведущих к затратам времени на их исполнение, непроизводительным простоям оборудования и снижению производительности.
Из известных наиболее близкой по технической сущности является трехвалковая клеть стана продольной прокатки, описанная в патенте РФ №2438807, кл. В21В 13/10, заявл. 29.12.2009 г., опубл. 10.01.2012 г., содержащая разъемную станину в виде трех соединенных под углом 120° корпусов, в каждом из которых размещен поворотный на оси рычаг с узлом валка, механизмы установки и уравновешивания узлов валков.
Каждый поворотный рычаг выполнен двуплечим. На одном плече рычага расположен узел валка, причем это плечо установлено в контакте с механизмом установки валка, выполненным в виде нажимных винтов.
Второе плечо каждого поворотного рычага установлено в контакте с механизмом уравновешивания узла валка, выполненным в виде гидроцилиндра. Разъем станины происходит по плоскости осей качания поворотных рычагов.
Недостатком такой конструкции является то, что один из силовых элементов клети, воспринимающий усилия прокатки, ось двуплечего поворотного рычага с узлом валка, размещен в разъеме клети. Такое размещение при перевалках, в процессе частого демонтажа и монтажа массивных рычагов с валками приводит к разбиению в станине посадочных мест осей поворотных рычагов. Наличие возникающих от этого разбиения дополнительных зазоров ведет к утрате жесткости клети, снижению виброустойчивости, точности установки валков в очаге деформации и к ухудшению качественных характеристик проката.
Недостатком клети является также невозможность настройки очага деформации на образование симметричного калибра, являющегося фактором, определяющим точность прокатываемых труб. Эта невозможность вызвана отсутствием механизма осевого перемещения бочки валка в очаге деформации.
Кроме того, выполнение механизмов уравновешивания валков в виде контактирующих с гидроцилиндрами Г-образных плеч поворотных рычагов требует при перевалке обязательного демонтажа этих рычагов для замены в них узлов валков и последующей установки в клеть. Использование конструкции клети с требующимся при перевалке демонтажем ее силовых элементов ведет к значительным затратам времени на процесс перевалки, непроизводительным простоям оборудования и снижению производительности.
Из известных способов перевалки валков трехвалковой клети стана продольной прокатки наиболее близким по технической сущности является способ перевалки валков трехвалковой клети стана продольной прокатки, описанный в патента ЕР №1064107, кл. В21В 17/04, заявл. 02.03.1999 г., опубл. 03.07.2002 г.
Этот способ перевалки валков трехвалковой клети стана продольной прокатки включает перемещение каждого узла валка, закрепленного на расположенном в станине поворотном рычаге, в зону свободного доступа к нему путем вращения поворотного рычага на оси, извлечение валка и установку нового. Извлечение узла валка осуществляют в два этапа: сначала в горизонтальном направлении, выводя его из поворотного рычага, затем осуществляют его подъем вертикально вверх.
Недостатком известного способа перевалки заключается в том, что разворот рычагов, несущих узлы валков, осуществляется в плоскости, перпендикулярной оси прокатки, и зона их вращения занимает пространство возможного размещения элементов станины, способных воспринимать усилия прокатки. Поэтому данный способ используется в несиловых клетях, то есть клетях, передающих усилия прокатки для восприятия другим элементам прокатного стана. Это существенно усложняет и утяжеляет весь прокатный стан, затрудняет доступ к очагу деформации, удлиняет процесс настройки и обслуживания стана, что ведет к непроизводительным простоям и снижению производительности.
Кроме того, закрепленные на оси поворотные рычаги с узлами валков, имеют только одну степень свободы - возможность вращения вокруг этой оси. Для настройки клети, которая обеспечивается точной установкой валков в очаге деформации, может быть использована только эта траектория их вращательного перемещения. То есть, валки в очаге деформации перемещаются по дуге в плоскости, перпендикулярной оси прокатки.
Такое перемещение не обеспечивает симметричность очага деформации и ведет к повышенной разностенности прокатываемых труб и ухудшению качества их поверхности.
Еще одним недостатком данного способа перевалки является то, что перемещение валков в зону доступа, осуществляемое поворотом рычагов от действия гидроцилиндров, имеет кинематические ограничения по углу поворота этих рычагов. Эти ограничения не позволяют повернуть рычаги таким образом, чтобы замена валков осуществлялась одним движением, например, вертикальным движением крана. Необходимость осуществления нескольких движений при манипулировании габаритными, тяжеловесными узлами валков затрудняет и удлиняет процесс их замены, ведет к дополнительным затратам времени и непроизводительным простоям, что снижает производительность стана.
Задача настоящего изобретения состоит в создании трехвалковой клети стана продольной прокатки и способа перевалки валков трехвалковой клети стана продольной прокатки, позволяющего повысить точность и качество получаемого проката за счет повышения жесткости конструкции клети и увеличить производительность стана путем уменьшения непроизводительных простоев, связанных с заменой изношенного инструмента.
Поставленная задача достигается тем, что в трехвалковой клети стана продольной прокатки, содержащей разъемную станину, одна часть которой выполнена в виде основания, образованного тремя соединенными под углом 120° корпусами, в каждом из которых размещен на оси поворотный рычаг с узлом валка, механизмы установки и уравновешивания узлов валков, согласно изобретению, оси поворотных рычагов и механизмы установки узлов валков смонтированы совместно в основании разъемной станины, а вторая часть станины выполнена в виде объединяющей корпуса съемной крышки, имеющей с ними цилиндрический разъем. Ось поворотного рычага с закрепленным на нем узлом валка снабжена механизмом ее осевого перемещения. Механизм уравновешивания узла валка, выполненный в виде контактирующих с поворотным рычагом гидроцилиндров, расположен в съемной крышке станины. В способе перевалки валков трехвалковой клети стана продольной прокатки, включающем перемещение каждого узла валка, закрепленного на расположенном в станине поворотном рычаге, в зону свободного доступа к нему путем вращения поворотного рычага на оси в плоскости оси прокатки, извлечение узла валка и установку нового, согласно изобретению, съемную крышку станины демонтируют, клеть располагают горизонтально, затем после перемещения каждого узла валка, закрепленного на расположенном в станине поворотном рычаге, в зону свободного доступа к нему путем вращения поворотного рычага на оси в плоскости оси прокатки, фиксируют их в вертикальном положении, перпендикулярно плоскости разъема станины клети, освобождают узел валка от элементов крепления с поворотным рычагом, вертикальным перемещением извлекают узел валка и устанавливают новый.
Такое конструктивное выполнение трехвалковой клети стана продольной прокатки и способа перевалки валков трехвалковой клети стана продольной прокатки позволит повысить точность и качество получаемого проката и увеличить производительность стана.
Это достигается за счет того, что оси поворотных рычагов и механизмы установки узлов валков смонтированы совместно в одной из частей разъемной станины в ее основании, а вторая часть станины выполнена в виде объединяющей корпуса съемной крышки, имеющей с ними цилиндрический разъем «а», при этом механизм уравновешивания узла валка расположен в съемной крышке станины.
Благодаря тому, что разъем станины происходит по крышке, исключается демонтаж и монтаж массивных поворотных рычагов, а также разбиение в станине посадочных мест осей поворотных рычагов, повышается жесткость клети, ее виброустойчивость, точность и качество проката, увеличивается производительность.
Кроме того, в предлагаемой конструкции ось поворота рычага с закрепленным на нем узлом валка снабжена механизмом ее осевого перемещения, что позволило создать возможность регулировки положения бочки валка в очаге деформации, повысить качество проката и увеличить производительность.
Расположение клети горизонтально, перемещение узлов валков в зону свободного доступа и их фиксация в положении, перпендикулярном плоскости разъема клети обеспечили возможность их замены, причем эта замена осуществляется одним вертикальным движением. Это позволило облегчить процесс перевалки валков, снизить непроизводительные простои и повысить производительность.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
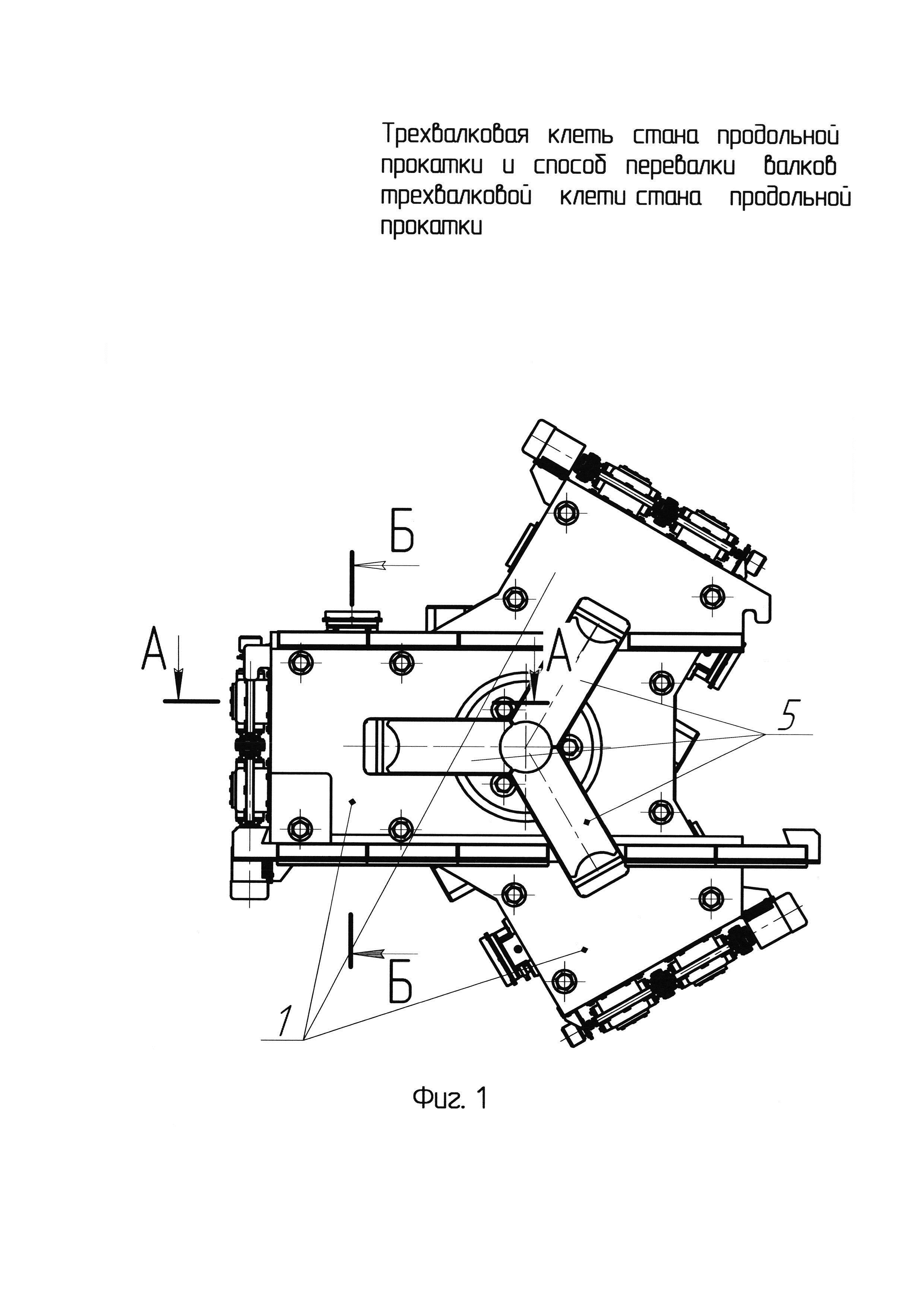
на фиг. 1 - изображена трехвалковая клеть стана продольной прокатки, общий вид;
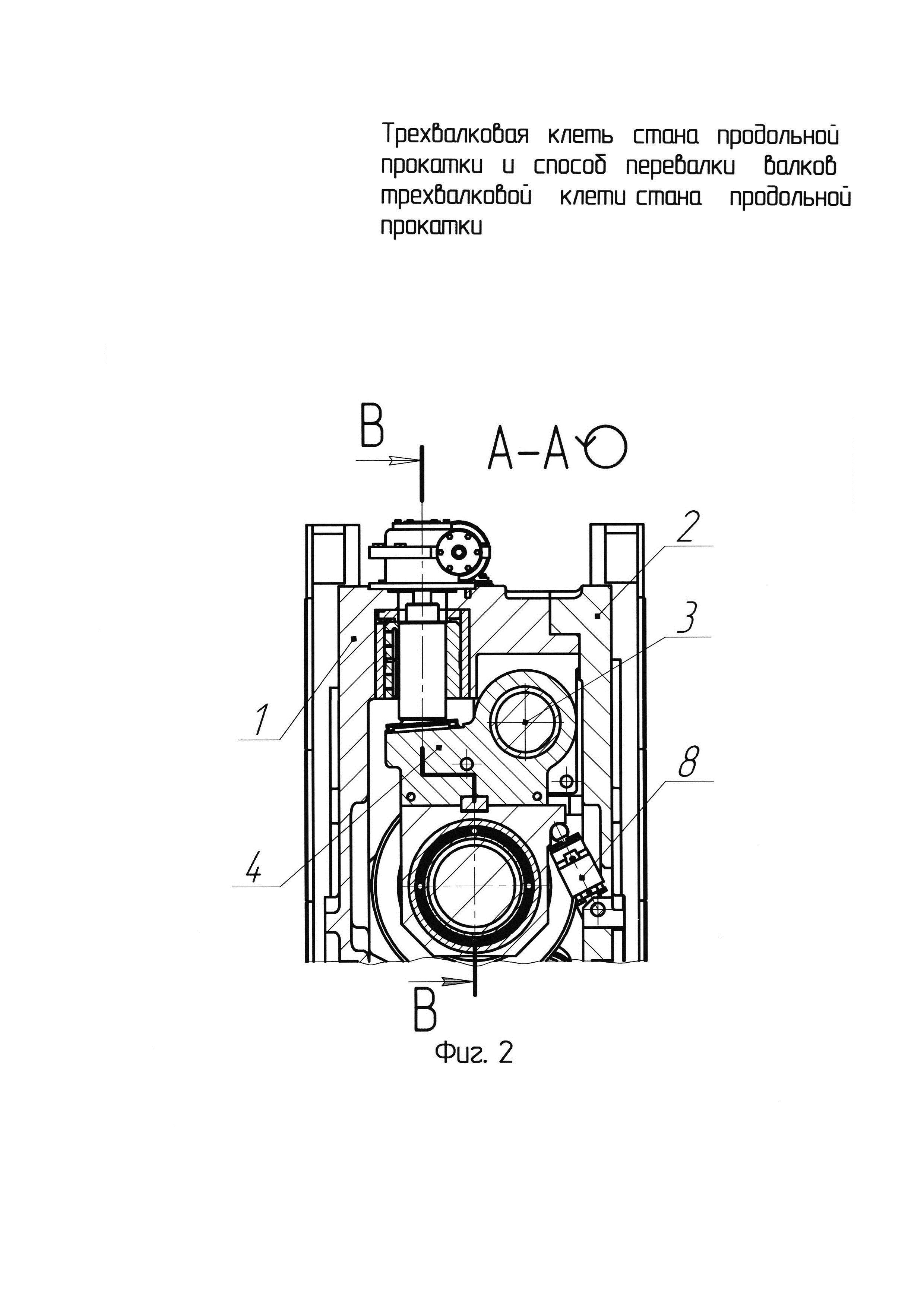
на фиг. 2 - то же, разрез на фиг. 1;
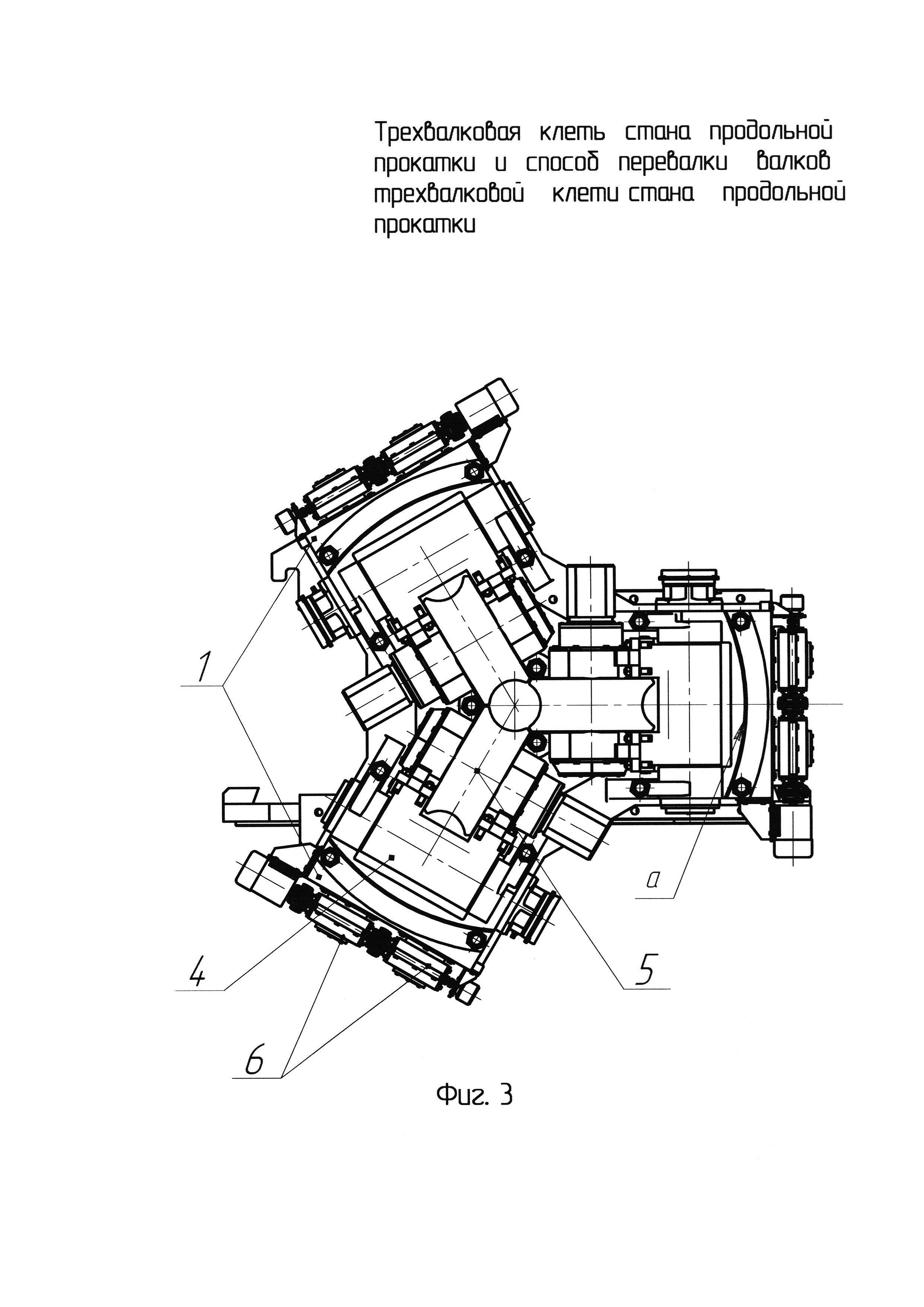
на фиг. 3 - то же, со снятой крышкой;
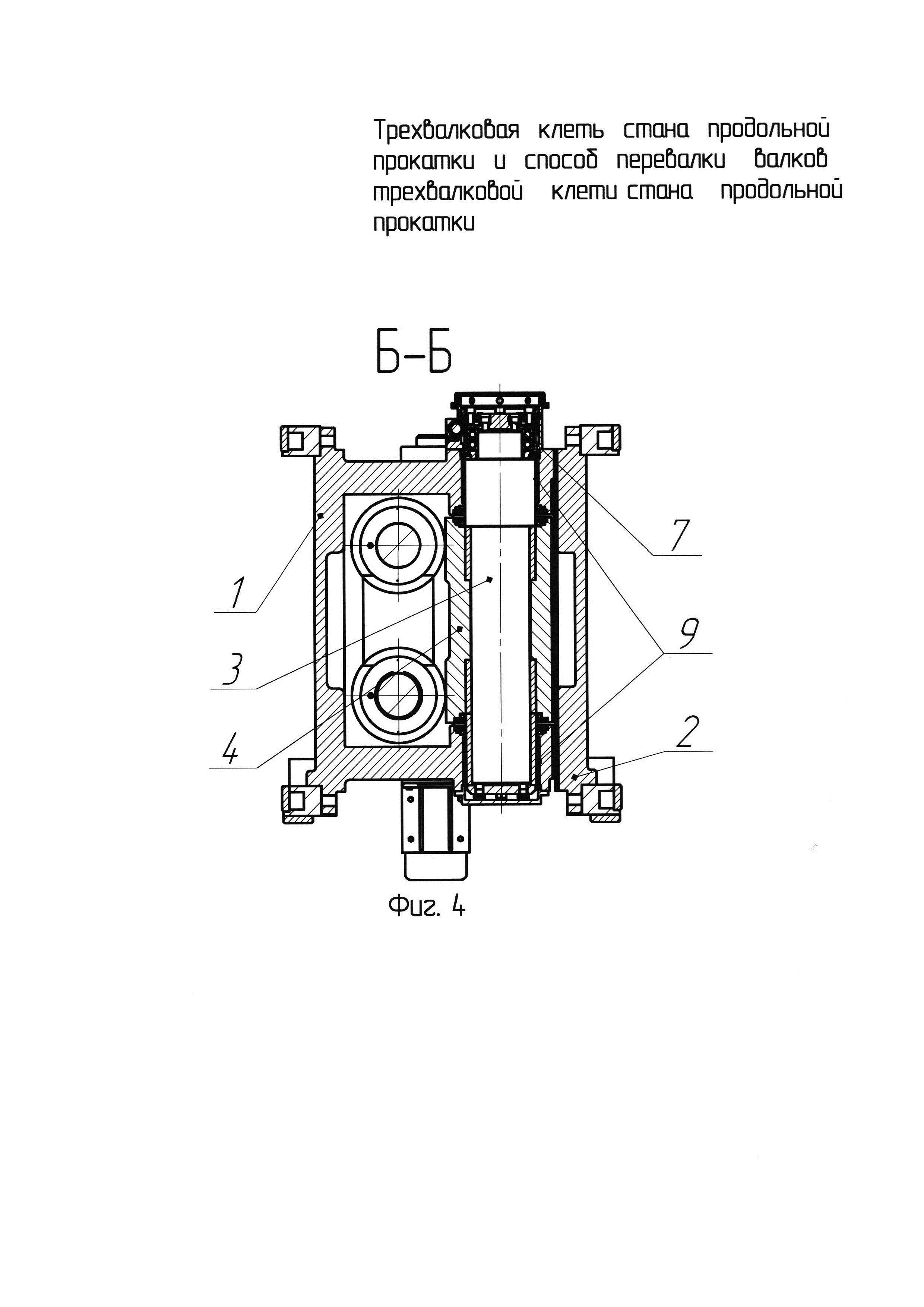
на фиг. 4 - то же, разрез Б-Б на фиг. 1;
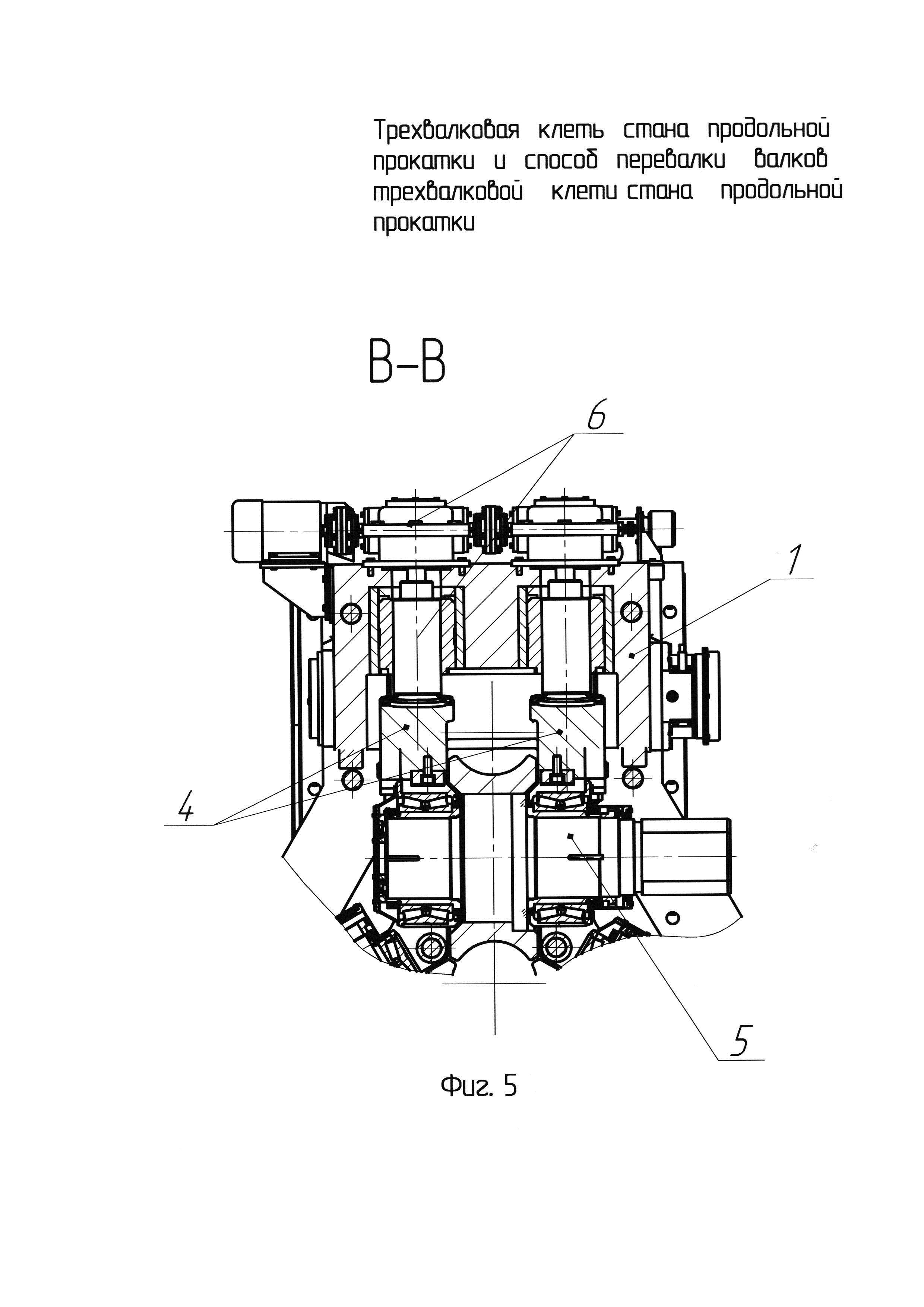
на фиг. 5 - то же, разрез В-В на фиг. 2;
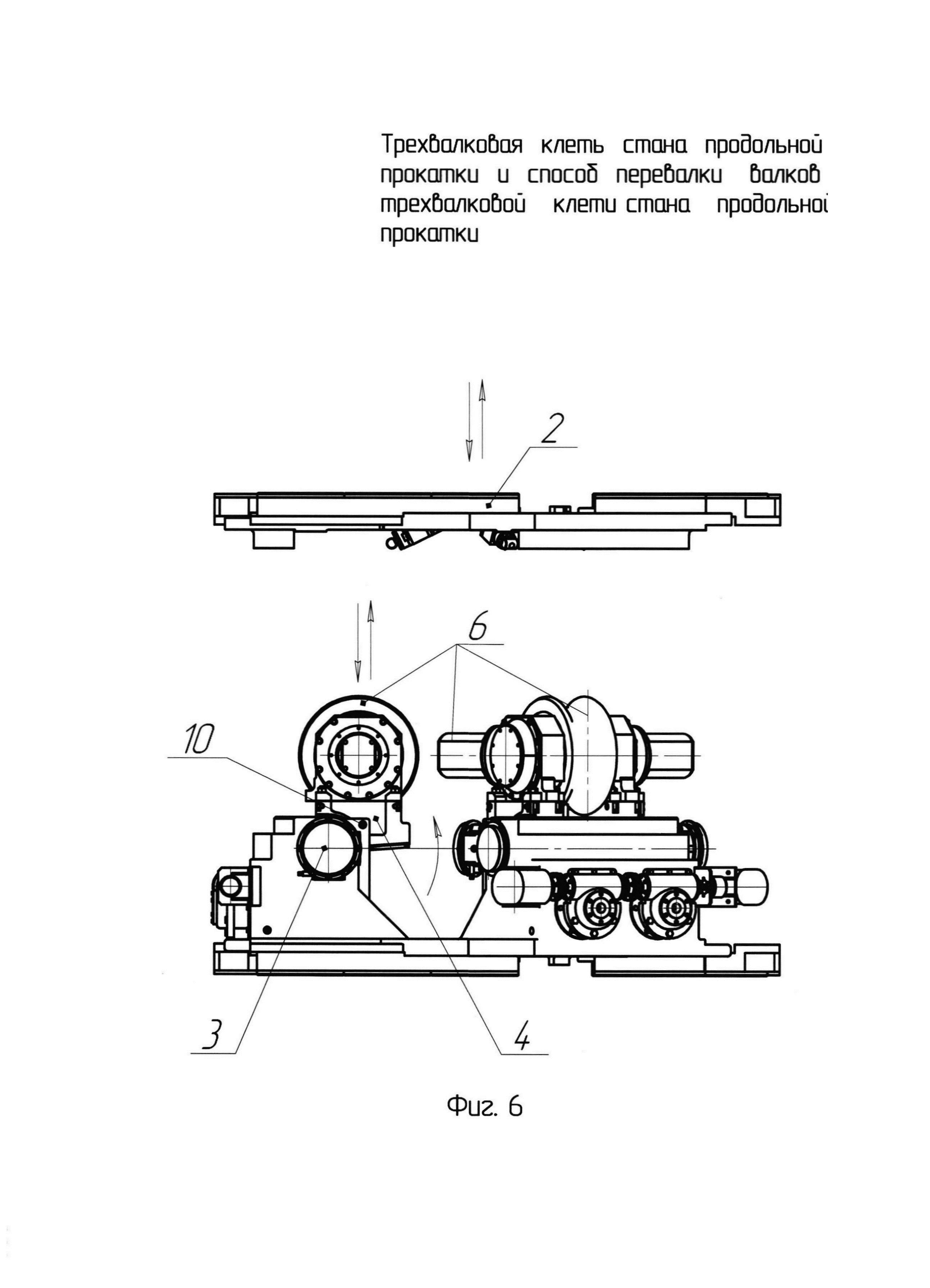
на фиг. 6 - то же, в положении перевалки валков.
Трехвалковая клеть стана продольной прокатки содержит разъемную станину, одна часть которой выполнена в виде основания, образованного тремя, соединенными под углом 120° корпусами 1. Вторая часть станины выполнена в виде объединяющей корпуса 1 съемной крышки 2, имеющей с ними цилиндрический разъем «а».
В каждом корпусе 1 размещен на оси 3 поворотный рычаг 4 с узлом валка 5. Оси 3 поворотных рычагов 4 и механизмы 6 установки узлов валков 5 смонтированы совместно в основании разъемной станины. Ось 3 поворотного рычага 4 снабжена механизмом 7 ее осевого перемещения. Механизм уравновешивания, выполненный в виде контактирующих с поворотным рычагом 4 гидроцилиндров 8, расположен в съемной крышке 2, что исключит необходимость разборки и сборки этого механизма при перевалках, поскольку он демонтируется вместе с крышкой. Для обеспечения точности сборки, простоты изготовления и облегчения монтажа и демонтажа крышка с корпусом имеют цилиндрический разъем «а».Ось 3 поворотного рычага 4 установлена в расточке 9 основания станины. Для фиксации поворотного рычага 4 с узлом валка 5 предусмотрен штырь 10.
Клеть работает следующим образом.
Точная настройка калибра клети осуществляется механизмом 6 установки узлов валков 5, при этом каждый поворотный рычаг 4, вращаясь вокруг оси 3, изменяет величину калибра в нужную сторону. Механизм уравновешивания постоянно выбирает зазоры в механизме 6 установке узлов валков 5 и в расточке 9 основания станины, в которой размещена ось 3. При прокатке давление металла от узла валка 5 передается на поворотный рычаг 4, ось 3, механизм 6 установки узла валка и замыкается в основании станины. При этом механизм уравновешивания постоянно включен и выбирает зазоры как в механизме 6 установки узла валка, так и между осью 3 и расточкой 9 основания станины, что исключает возникновение в них динамических нагрузок.
Способ перевалки валков трехвалковой клети стана продольной прокатки осуществляется следующим образом.
Клеть располагают горизонтально, поворачивая станину. Съемную крышку 2 демонтируют. Затем вращают каждый поворотный рычаг 4 на оси 3 вместе с закрепленным на нем узлом валка 5 до перемещения узла валка 5 в зону свободного доступа к нему. Поворотный рычаг 4 вместе с закрепленным на нем узлом валка 5 фиксируют штырем 10 в вертикальном положении, перпендикулярно плоскости разъема станины клети. Узел валка 5 освобождают от элементов крепления с поворотным рычагом 4. Вертикальным перемещением извлекают узел валка 5 и устанавливают новый.
Предложенная трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки по сравнению с известными позволит повысить точность и качество получаемого проката и увеличить производительность стана.
Рабочая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Устройство для формовки и сварки продольных швов труб
Кантователь прямоугольного проката
Устройство для промывки внутренней поверхности труб в технологическом потоке
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ получения бактериородопсина
Рабочая клеть стана поперечно-винтовой прокатки
Устройство для установки стержня с оправкой на трубопрокатном стане
Установка для съема рулонов с накопителя и передачи их на разматыватель
Способ и устройство для перестройки клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую и обратно
Стан холодной прокатки труб
Способ получения многогранных труб
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Устройство для центрирования и перемещения цилиндрических профилей

