Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для получистовой и чистовой обработки зубьев цилиндрических зубчатых колес.
В настоящее время известно и используется на практике большое число способов обработки зубьев эвольвентных зубчатых колес. Большинство способов обработки, применяемых в серийном производстве, основаны на использовании специального зуборезного инструмента. Это зубофрезерование червячными и дисковыми модульными фрезами, зубошевингование, зуботочение и зубодолбление.
Однако на этапах подготовки производства у предприятия есть потребность в обработке небольших (опытных) партий зубчатых колес для испытаний изделий. В этом случае целесообразно обработку зубчатого венца выполнить универсальным инструментом, например дисковой фрезой.
Известен способ черновой обработки зубчатого колеса симметричным набором дисковых фрез, имитирующих исходную инструментальную поверхность, установленных на одной оправке на расстоянии друг от друга, соответствующем окружному шагу обрабатываемого колеса с учетом припуска под дальнейшую обработку, при этом используют инструмент, исходная инструментальная поверхность которого выполнена в виде двух усеченных конусов с общим основанием и различной высоты, причем высоту и угол между образующей конической исходной инструментальной поверхности и осью вращения инструмента задают в соответствии со следующими зависимостями:
ϕ1=180°(n+1)/z,


где  - высота конической поверхности с углом конуса при вершине ϕ1;
- высота конической поверхности с углом конуса при вершине ϕ1;
 - высота конической поверхности с углом конуса при вершине ϕ2;
- высота конической поверхности с углом конуса при вершине ϕ2;
z - число зубьев обрабатываемого колеса;
n - число впадин охватываемых комплектом фрез;
 - угол профиля обрабатываемого колеса;
- угол профиля обрабатываемого колеса;
Н - высота зуба обрабатываемого колеса;
δ - припуск материала у дна впадины, равный величине радиального зазора;
В - ширина впадины зуба на диаметре, заданном зависимостью:
d'=dƒ+2c;
dƒ - диаметр окружности впадин обрабатываемого колеса;
с - радиальный зазор (SU №1815024, МПК B23F 5/20 (2000.01), B23F 17/00 (2000.01), опубл. 15.05.1993).
Способ реализуется при дискретных делительных поворотах заготовки на универсальном фрезерном станке. Он позволяет осуществить быстрое снятие основного припуска во впадинах зубьев и получить зубья трапецеидального профиля. Для окончательной обработки зубьев и получения эвольвентного профиля потребуется использовать специализированный станок и инструмент.
Развитие фрезерных станков с числовым программным управлением дает возможность реализовать обкат эвольвентного профиля стандартной дисковой фрезой за счет совместного перемещения заготовки и инструмента по четырем или пяти управляемым координатам.
Так известен способ фрезерования ряда зубьев элемента зубчатой передачи с прямолинейным контуром зуба по длине с помощью фрезы, которая установлена с возможностью вращения вокруг оси фрезы и которая имеет на своей периферии сменные режущие вставки, которые расположены так, что они при подводе фрезы к элементу зубчатой передачи входят во впадины между соседними зубьями, соответственно, и создают эти впадины между зубьями, указанные вставки имеют в своем смонтированном на фрезе состоянии, по меньшей мере, одну проходящую радиально и перпендикулярно оси фрезы режущую кромку, при этом при фрезеровании профиля зуба ось фрезы ориентирована в плоскости, перпендикулярной продольной длине спинки зуба, и во время вхождения вращающихся вокруг оси фрезы режущих вставок в поверхность, соответственно, впадины между зубьями элемента зубчатой передачи поворачивается в указанной плоскости в угловом диапазоне, который перекрывает зону всех нормалей к поверхности профиля подлежащего изготовлению зуба (RU №2567073, МПК B23F 21/14 (2006.01), B23F 1/06 (2006.01), В23С 5/20 (2006.01), опубл. 27.10.2015).
Способ предусматривает движения фрезы построчно после или при вхождении в соответствующую впадину между зубьями вдоль зуба, т.е. параллельно впадинам между зубьями, при этом после такого прохождения строчки ось фрезы поворачивается с целью параллельного прохождения новой строчки. Таким образом возникают проходящие параллельно спинкам зубьев полосы профиля зубьев, зависящие от количества и плотности проходимых при этом строчек, которые образуются за счет более или менее сильно выраженного поворота оси фрезы относительно подлежащего фрезерованию зуба. Проблема получения боковой поверхности с огранкой в способе решается за счет конструкции фрезы и траектории движения. Однако такой подход имеет и свои недостатки - повышенная нагрузка на вершины режущих вставок и проходящую радиально и перпендикулярно оси фрезы одну режущую кромку.
Наиболее близким к заявляемому техническому решению по совокупности существенных признаков и достигаемому техническому результату является способ обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката, в котором режущие кромки инструмента располагают в плоскости, перпендикулярной оси его вращения, при этом при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол Δϕ дисковому лезвийному инструменту сообщают относительные перемещения по следующим формулам в отношении взаимоперпендикулярных осей X и Y, из которых ось Y параллельна оси дискового лезвийного инструмента:
по оси X: 
по оси Y:
где α - угол профиля исходного контура обрабатываемого колеса;
m - модуль обрабатываемого колеса;
z - число зубьев обрабатываемого колеса,
при этом согласование вращения обрабатываемого колеса вокруг своей оси и перемещение инструмента обеспечивают взаимосвязанными движениями рабочих органов станка в соответствии с управляющей программой от системы ЧПУ (RU №2453404, МПК B23F 5/20 (2006.01), опубл. 20.06.2012).
Способ реализуется при согласованном вращении инструмента и заготовки. Формообразование профиля по всей ширине венца обеспечивается за счет выбора диаметра фрезы и длины кромок, перекрывающих ширину венца зуба. Данный способ может быть использован для чистовой обработки зубьев цилиндрических прямозубых колес. При обработке профилирование зубьев детали осуществляется различными участками режущих кромок, что обеспечивает достаточно высокую стойкость инструмента.
К недостаткам способа можно отнести узкие технологические возможности, а именно невозможность обработки винтовых эвольвентных поверхностей зубьев на косозубых колесах. Учитывая преимущества косозубых зубчатых передач и степень их распространенности в узлах и агрегатах машин, область применения рассмотренных способов довольно ограничена.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей способа обработки зубьев для косозубых зубчатых колес, а именно получение качественной эвольвентной боковой поверхности винтовых зубьев без огранки.
Указанная задача решается тем, что в способе обработки боковых сторон профиля цилиндрических зубчатых эвольвентных колес вращающимся дисковым лезвийным инструментом по методу периодического обката, характеризующемся тем, что режущие кромки дискового лезвийного инструмента располагают в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол ϕ дисковый лезвийный инструмент перемещают в направлении взаимоперпендикулярных осей координат на расстояния ΔХ и ΔY, которые определяют следующими зависимостями:
где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении, определяется по формуле;
z - число зубьев обрабатываемого колеса, формообразующую поверхность дискового лезвийного инструмента смещают относительно оси обрабатываемого колеса на величину Y0, определяемую следующей зависимостью:
где  - диаметр граничных точек эвольвенты обрабатываемого колеса;
- диаметр граничных точек эвольвенты обрабатываемого колеса;
 - угол профиля на диаметре граничных точек, ось инструмента располагают на расстоянии А от оси обрабатываемого колеса и поворачивают относительно плоскости торца обрабатываемого колеса на угол βb, определяемые следующими зависимостями:
- угол профиля на диаметре граничных точек, ось инструмента располагают на расстоянии А от оси обрабатываемого колеса и поворачивают относительно плоскости торца обрабатываемого колеса на угол βb, определяемые следующими зависимостями:
βb=arctg(tgβ⋅cosαt)
где Х0 - расстояние от вершины зуба фрезы до оси обрабатываемого колеса в граничной точке эвольвентного профиля, определяется по формуле:
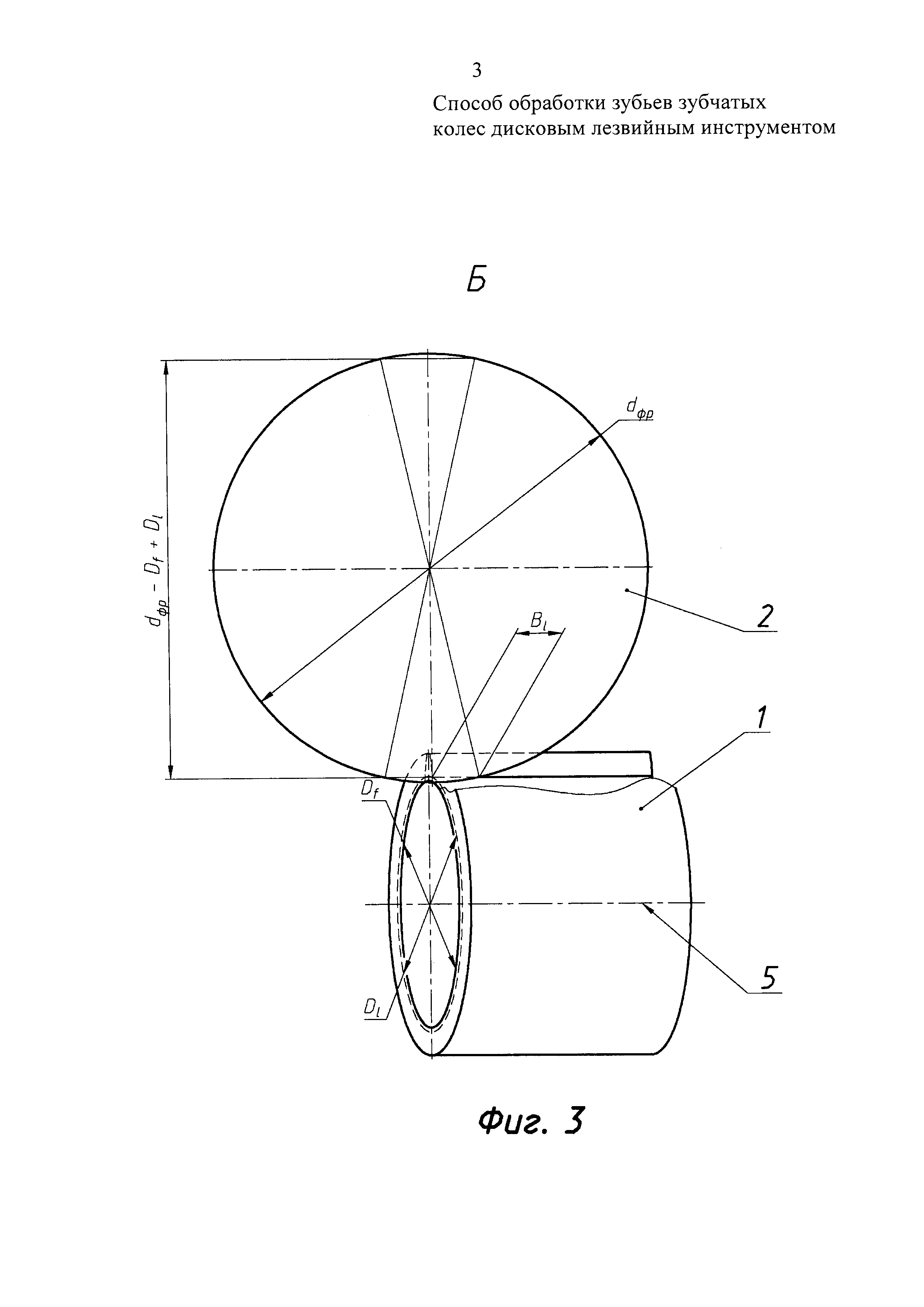
dфр - наружный диаметр дискового лезвийного инструмента;
β - угол наклона винтовой линии зубьев на делительном диаметре;
Dƒ - диаметр впадин зубьев обрабатываемого колеса, при этом обработку боковой стороны зуба выполняют за несколько совместных перемещений обрабатываемого колеса и инструмента, в пределах каждого из которых угол ϕ изменяют в пределах от 0° до ϕmax, определяемый зависимостью:
где αа - угол профиля зубьев на диаметре вершин зубьев,
кроме того, после каждого из таких перемещений выполняют совместные перемещения инструмента вдоль оси обрабатываемого колеса на величину осевой подачи ΔZ и поворот колеса на угол ψ, определяемые следующими зависимостями:
где  - ширина обработанного участка зуба на диаметре граничных точек, определяемая зависимостью:
- ширина обработанного участка зуба на диаметре граничных точек, определяемая зависимостью:
где - угол наклона винтовой линии зубьев на диаметре граничных точек эвольвенты,
причем положение обрабатываемого колеса после поворота на угол ψ является нулевым для отсчета угла ϕ на следующем совместном перемещении.
Выполнение способа обработки зубьев зубчатых колес вращающимся дисковым лезвийным инструментом по методу периодического обката, режущие кромки которого расположены в плоскости, перпендикулярной оси его вращения, при обкате эвольвентного профиля при повороте обрабатываемого колеса вокруг своей оси на некоторый угол ϕ и соответствующим ему перемещениям дискового лезвийного инструмента в направлении осей координат на величины ΔХ и ΔY в сочетании с размещением формообразующей поверхности инструмента на расстояние Y0 от оси обрабатываемого колеса, установкой межосевого расстояния A, поворотом оси инструмента относительно плоскости торца обрабатываемого колеса на угол βb и обработкой боковой стороны зуба за несколько совместных перемещений обрабатываемого колеса и инструмента, после каждого из которых выполняют совместные перемещение инструмента вдоль оси обрабатываемого колеса на величину осевой подачи ΔZ и поворот колеса на угол ψ, определяемыми указанными зависимостями, обеспечит линейный контакт формообразующей поверхности инструмента и винтовой эвольвентной поверхности зуба с перекрытием зоны контакта. Это в свою очередь обеспечивает получение качественной эвольвентной боковой поверхности винтовых зубьев без огранки.
Заявителю не известны способы обработки зубьев зубчатых колес дисковым лезвийным инструментом с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условиям «новизна» и «изобретательский уровень».
Заявляемое техническое решение поясняется чертежами, где:
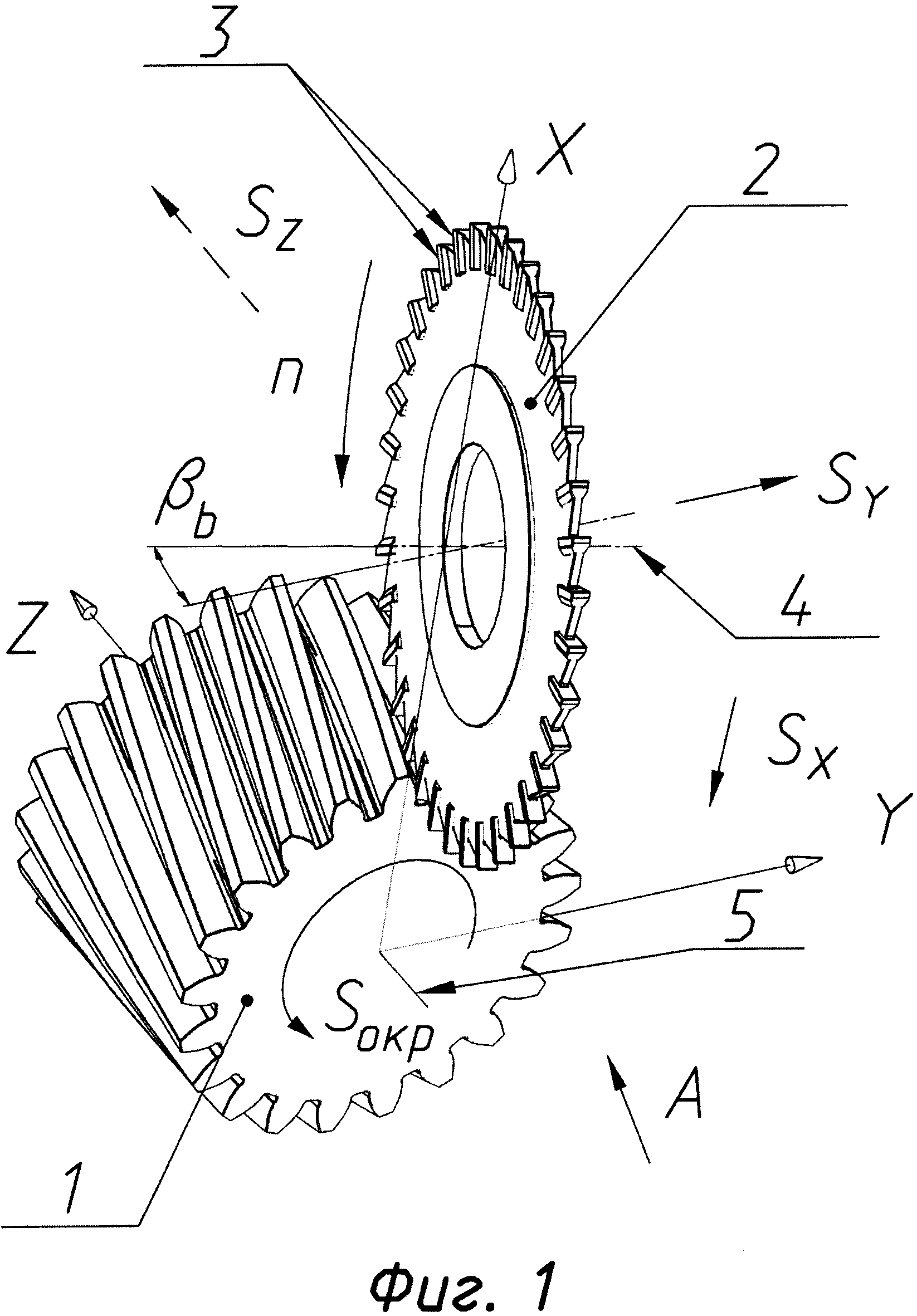
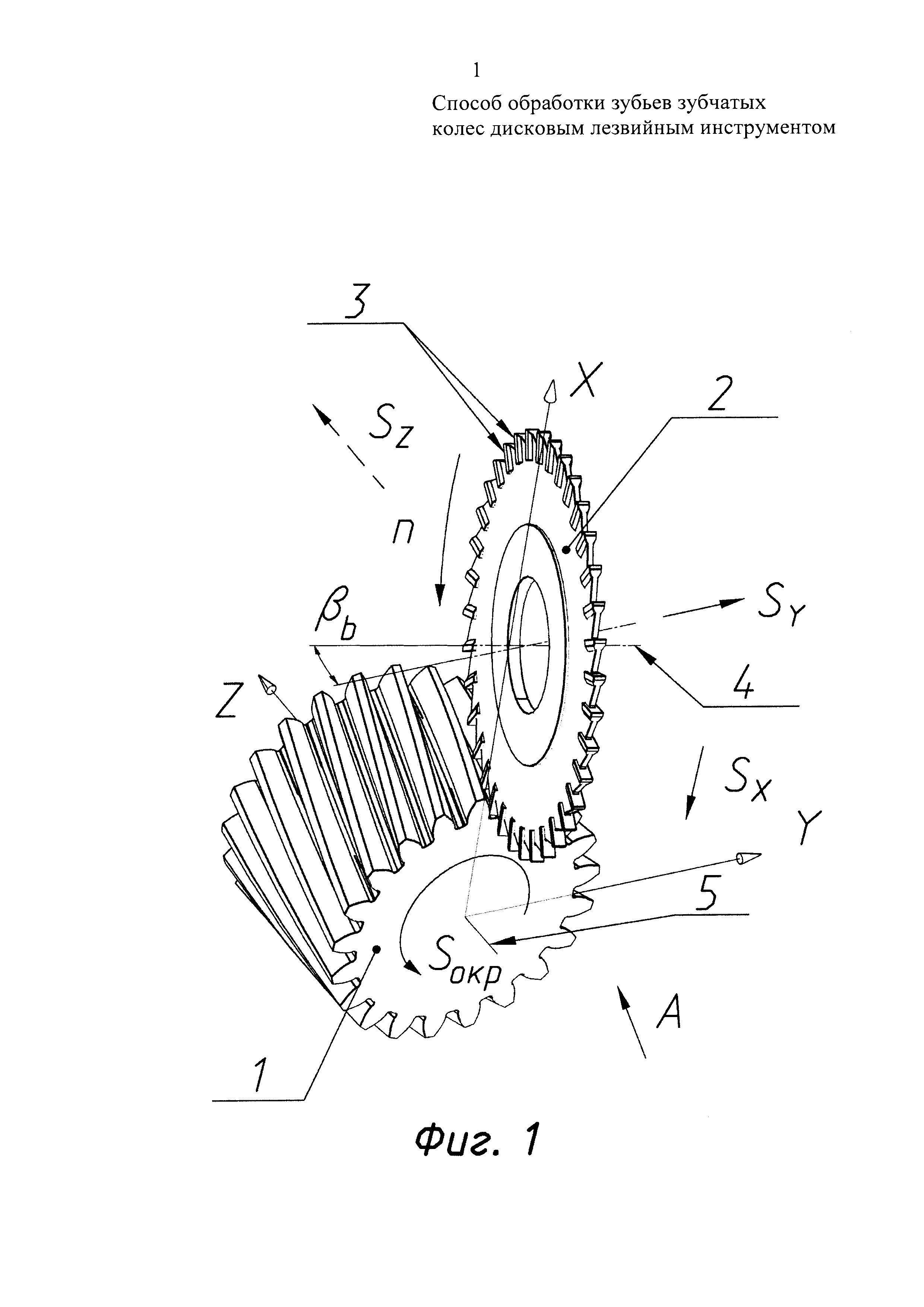
фиг. 1 - схема рабочих движений при обработке зубьев зубчатых колес дисковым лезвийным инструментом;
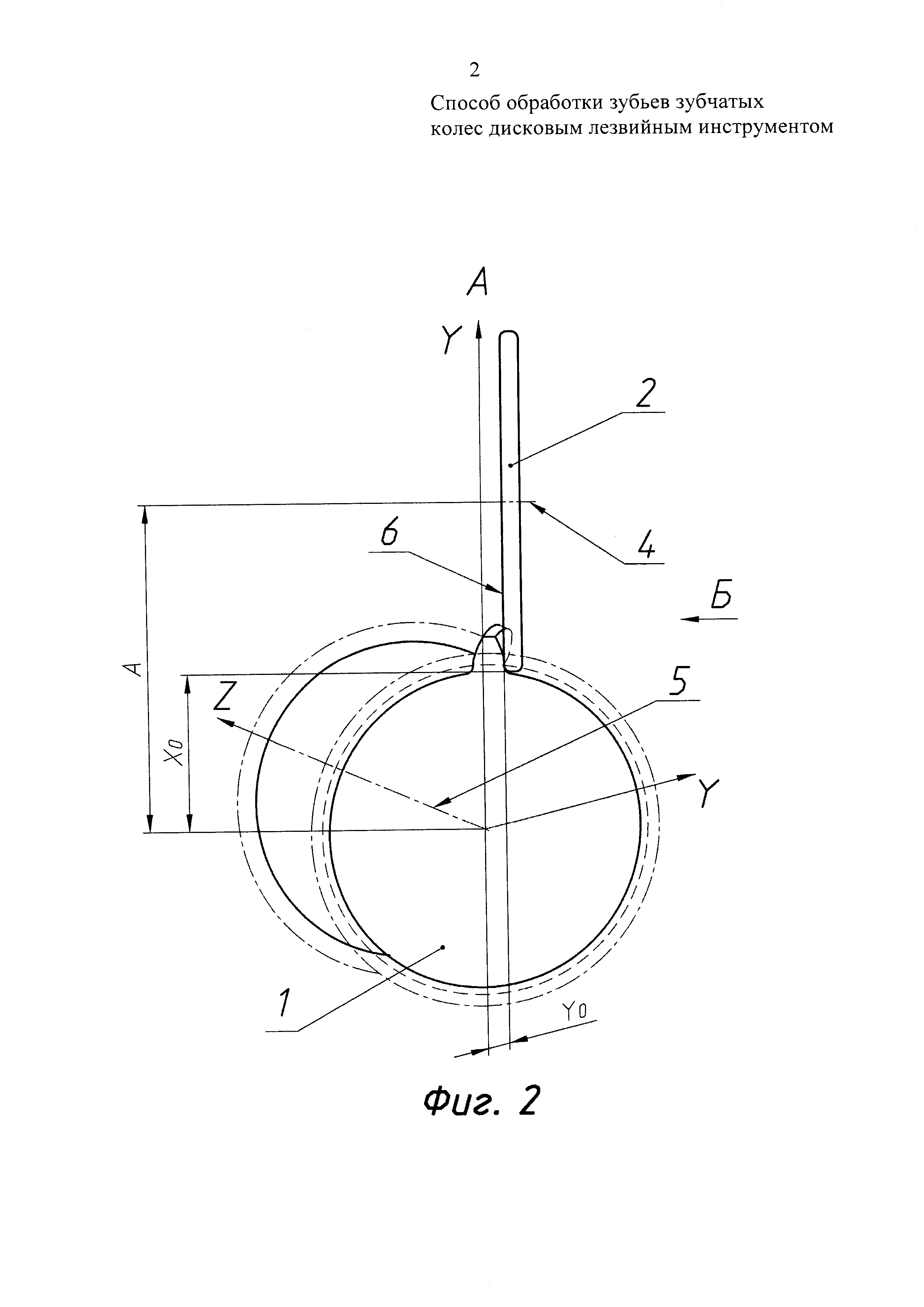
фиг. 2 - вид А на фиг 1;
фиг. 3 - вид Б на фиг. 2;
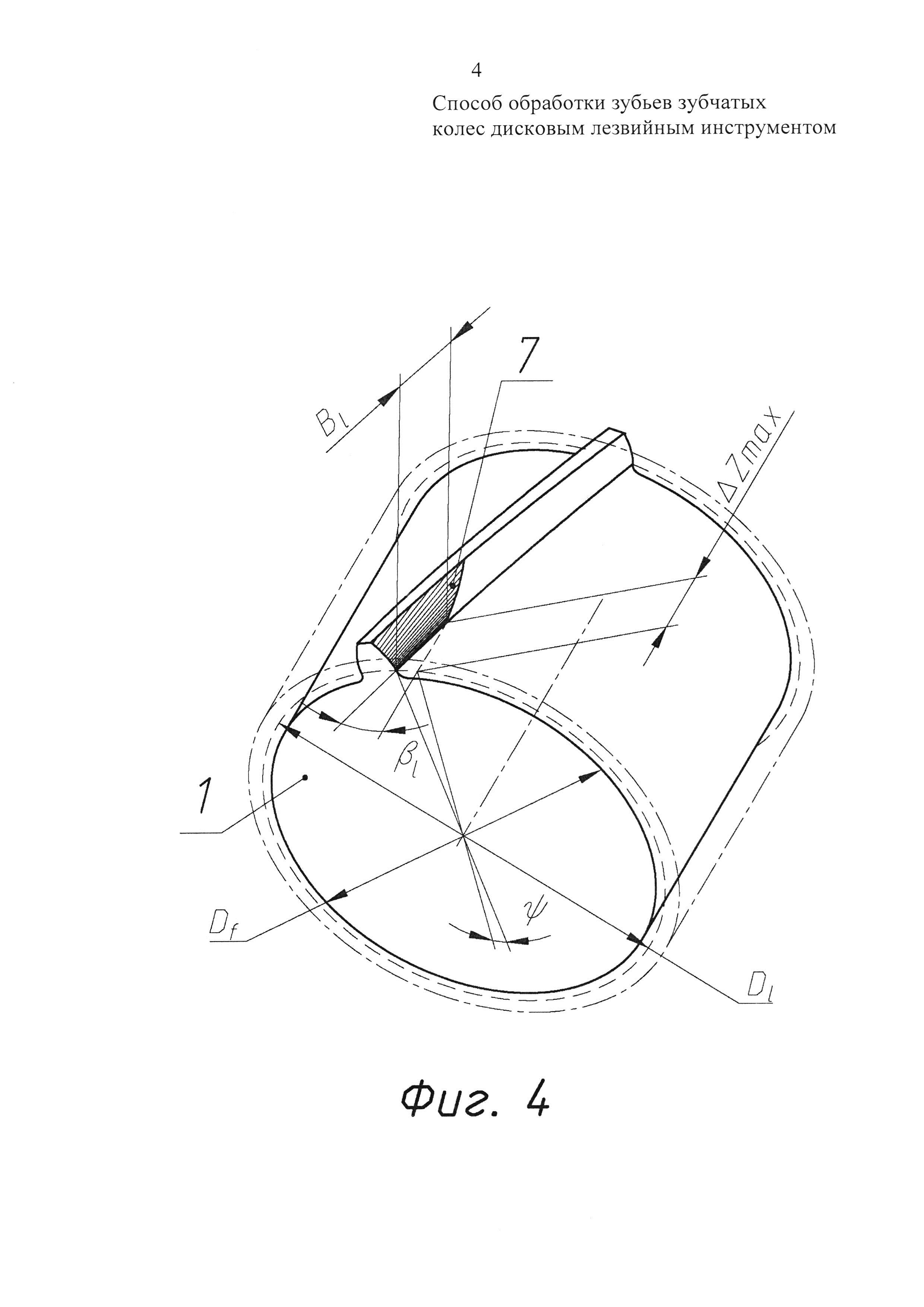
фиг. 4 - обработанный участок боковой поверхности зуба и параметры осевого смещения инструмента.
Способ обработки зубьев зубчатого колеса 1 дисковым лезвийным инструментом 2 выполняется по методу периодического обката. Режущие кромки 3 инструмента 2 расположены в плоскости, перпендикулярной оси 4 его вращения. При обкате эвольвентного профиля при повороте обрабатываемого колеса 1 вокруг своей оси 5 на некоторый угол ϕ дисковый лезвийный инструмент 2 перемещается в направлении взаимоперпендикулярных осей координат X и Y на расстояния ΔХ и ΔY соответственно, которые определяются следующими зависимостями:
где mt - модуль обрабатываемого колеса в торцовом сечении;
αt - угол профиля зубьев в торцовом сечении, определяется по формуле;
z - число зубьев обрабатываемого колеса.
Формообразующую поверхность 6 дискового лезвийного инструмента 2 смещают относительно оси 5 обрабатываемого колеса 1 на величину Y0, определяемую следующей зависимостью:
где  - диаметр граничных точек эвольвенты обрабатываемого колеса;
- диаметр граничных точек эвольвенты обрабатываемого колеса;
 - угол профиля на диаметре граничных точек.
- угол профиля на диаметре граничных точек.
Ось 4 инструмента 2 располагают на расстоянии А от оси 5 обрабатываемого колеса 1 и поворачивают относительно плоскости торца обрабатываемого колеса 1 на угол βb, определяемые следующими зависимостями:
βb=arctg(tgβ⋅cosαt),
где Х0 - расстояние от вершины зуба фрезы до оси обрабатываемого колеса в граничной точке эвольвентного профиля, определяется по формуле:
dфр - наружный диаметр дискового лезвийного инструмента;
β - угол наклона винтовой линии зубьев на делительном диаметре;
Dƒ - диаметр впадин зубьев обрабатываемого колеса.
Обработку боковой стороны зуба выполняют за несколько совместных перемещений обрабатываемого колеса 1 и инструмента 2, в пределах каждого из которых угол ϕ изменяют в пределах от 0° до ϕmax, определяемого зависимостью:
где αа - угол профиля зубьев на диаметре вершин зубьев.
После каждого из таких перемещений выполняют совместные перемещение инструмента 2 вдоль оси 5 обрабатываемого колеса 1 на величину осевой подачи ΔZ и поворот колеса 1 на угол ψ, определяемые следующими зависимостями:
где - ширина обработанного участка зуба на диаметре граничных точек, определяется зависимостью:
- угол наклона винтовой линии зубьев на диаметре граничных точек эвольвенты.
Причем положение обрабатываемого колеса после поворота на угол ψ является нулевым для отсчета угла ϕ на следующем совместном перемещении обработки зуба.
Расчет координат точек траектории инструмента рассмотрим на примере обработки зубчатого колеса коробки переключения передач.
Исходными данными для расчета являются параметры обрабатываемой детали, дисковой фрезы:
m=3,7 - модуль нормальный;
z=21 - число зубьев;
α=23° - угол профиля обрабатываемой детали;
β=18° - угол наклона винтовой линии зубьев;
S=6,1 - толщина зуба по дуге делительной окружности;
Da=87 - диаметр вершин зубьев обрабатываемого колеса;
Dƒ=71,5 - диаметр впадин зубьев обрабатываемого колеса;
 - диаметр граничных точек обрабатываемого колеса;
- диаметр граничных точек обрабатываемого колеса;
Bк=62 - ширина зубчатого венца обрабатываемого колеса;
n=20 - количество шагов по углу поворота обрабатываемого колеса при обработке участка одного зуба по всей высоте эвольвентного профиля (определяется возможностями станка и необходимой точностью обработки);
Фреза дисковая трехсторонняя d=70×4×22 (Т5К10);
dфр=70 - наружный диаметр дискового лезвийного инструмента.
Расчет параметров зубьев в торцовом сечении:
 - модуль торцовый;
- модуль торцовый;
 - угол профиля торцовый;
- угол профиля торцовый;
D=mt⋅z=3,8796-21=81,4707 - делительный диаметр;
Db=D⋅cosαt=81,4707⋅cos23,9926°=74,4314 - диаметр основной окружности;
Углы профиля зубьев на различных диаметрах:
 - на диаметре граничных точек;
- на диаметре граничных точек;
 - на диаметре вершин;
- на диаметре вершин;
Параметры определяющие относительное положением инструмента и обрабатываемого колеса в начале обработки:
 - расстояние между формообразующей поверхностью 6 дискового лезвийного инструмента и осью 5 обрабатываемого колеса;
- расстояние между формообразующей поверхностью 6 дискового лезвийного инструмента и осью 5 обрабатываемого колеса;
 - расстояние от вершины зуба дискового лезвийного инструмента до оси обрабатываемого колеса в граничной точке эвольвентного профиля;
- расстояние от вершины зуба дискового лезвийного инструмента до оси обрабатываемого колеса в граничной точке эвольвентного профиля;
 - расстояние между осью 4 инструмента и осью 5 обрабатываемого колеса;
- расстояние между осью 4 инструмента и осью 5 обрабатываемого колеса;
βb=arctg(tgβ⋅cosαt)=arctg(tg17,5°⋅cos23,9926°)=16,0694° - угол поворота оси инструмента относительно торца обрабатываемого колеса (угол наклона винтовой линии зубьев на основном диаметре).
Угол поворота обрабатываемого колеса, обеспечивающий обработку участка одного зуба по всей высоте эвольвентного профиля:

Шаг угла поворота обрабатываемого колеса:
Ширина обработанного участка боковой стороны зуба на диаметре граничных точек в пределах одного совместного перемещения по углу ϕ и координатам X и Y:

Угол наклона винтовой линии зубьев на диаметре граничных точек:

Максимальная осевая подача:

Принимаем величину осевой подачи меньшую полученного значения ΔZmax:
ΔZ=9;
Количество совместных перемещений обрабатываемого колеса и инструмента для полной обработки боковой стороны одного зуба на всю ширину обрабатываемого колеса:
Полученное значение округлим до ближайшего большего целого значения: Nn=7;
Дополнительный поворот обрабатываемого колеса выполняемый совместно с осевым перемещением инструмента на величину ΔZ:

Знак минус в данном значении показывает, что направление поворота должно быть противоположным повороту колеса на угол ϕ при обработке участка боковой стороны зуба.
Координаты точек траектории инструмента при обработке на станке с ЧПУ участка боковой стороны зуба представлены в табл. 1.
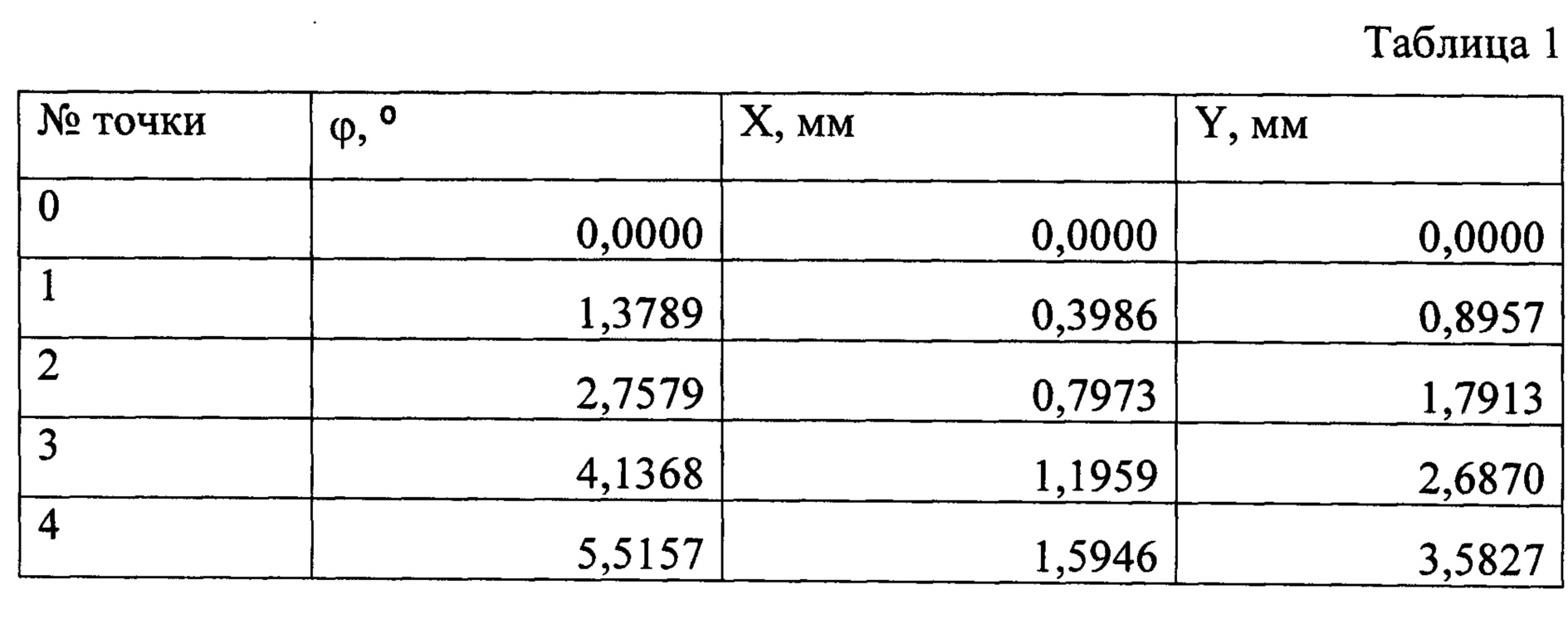
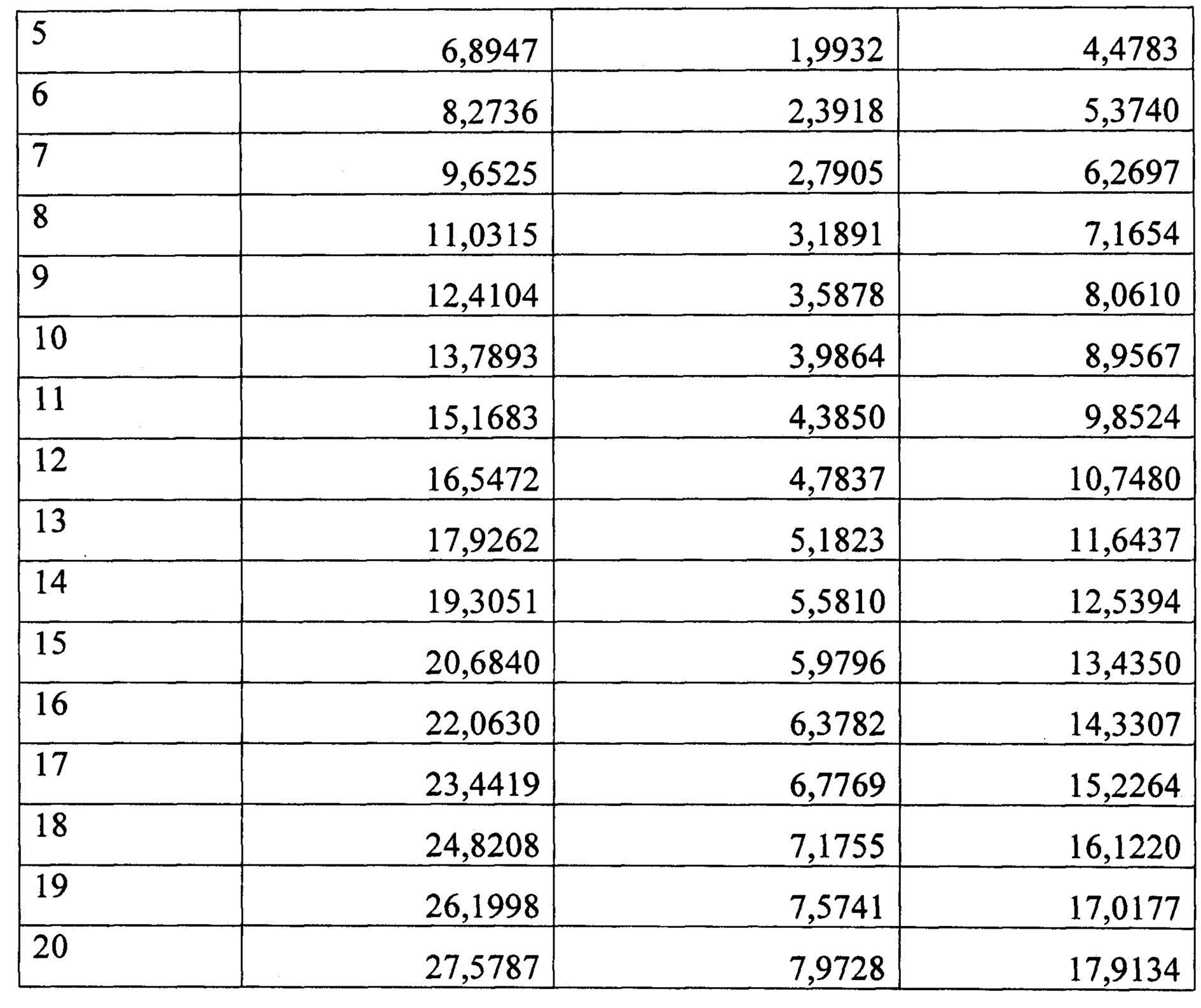
После поворота обрабатываемого колеса на угол ϕ=27,5787° выполняют совместное перемещение, включающее поворот заготовки на угол ψ=23,5874° в направлении, противоположном повороту по углу ϕ, и перемещение инструмента вдоль оси обрабатываемого колеса на величину осевой подачи ΔZ. Текущее значение угла поворота обрабатываемого колеса ϕ=27,5787°-23,5874°=3,9913° обнуляется: ϕ=0°. По координатам X и Y инструмент перемещается в точки с нулевыми координатами для обработки следующего участка боковой стороны зуба.
Процесс обработки зубьев зубчатых колес дисковым лезвийным инструментом выглядит следующим образом. Заготовка обрабатываемого колеса с предварительно прорезанными пазами трапецеидальной или эвольвентной формы крепится в поворотном устройстве фрезерного станка с ЧПУ. Дисковый лезвийный инструмент крепится на оправке. Обработка может выполняться как на пяти координатном, так и на четырех координатном фрезерном станке с ЧПУ. Поворот оси 4 дискового лезвийного инструмента 2 относительно плоскости торца обрабатываемого колеса 1 обеспечивают либо за счет одной поворотной координаты на пяти координатном станке, либо за счет установки поворотного устройства на столе станка под углом к оси шпинделя на четырех координатном станке. Дальнейший процесс обработки выполняют по управляющей программе. Включают вращение шпинделя и подачу СОЖ в зону резания. Инструмент подводят к нижней точке эвольвенты на торце обрабатываемого колеса, выдерживая расстояние от его формообразующей поверхности 6 до оси 5 Y0 и межосевое расстояние А. Совместно вращают обрабатываемое колесо 1 вокруг оси 5 и перемещают инструмент 2 по осям X и Y. После поворота колеса 1 на угол ϕmax и завершения обработки участка 7 боковой стороны одного зуба (фиг. 4) выполняют совместный поворот колеса 1 на угол ψ и смещение инструмента 2 на расстояние осевой подачи ΔZ. Инструмент подводят к нижней точке эвольвенты зуба и процесс обработки участков боковых поверхностей зубьев повторяют. После обработки боковой стороны зуба на всю ширину вдоль оси колеса 1 инструмент 2 поднимают на безопасное расстояние, обрабатываемое колесо поворачивают для обработки следующего зуба, а инструмент подводят к нижней точке эвольвенты следующего зуба. Процесс повторяют в количестве, равном числу зубьев обрабатываемого колеса 1. После обработки одной боковой стороны всех зубьев инструмент 2 подводят к нижней точке эвольвенты на торце обрабатываемого колеса 1 на противоположной стороне зуба, и процесс обработки повторяют до полной обработки зубьев. После завершения работы станка по управляющей программе, обработанное колесо 1 снимают.
Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом может быть реализован на существующем оборудовании с числовым программным управлением с применением известных инструментов, что соответствует критерию «промышленная применимость».




Зубофрезерный станок для изготовления глобоидного червяка
Смазочно-охлаждающая жидкость на масляной основе
Способ лазерного восстановления режущей кромки зубьев фрезы
Концентрат водосмешиваемой смазочно-охлаждающей жидкости
Концентрат водосмешиваемой смазочно-охлаждающей жидкости
Концентрат водосмешиваемой смазочно-охлаждающей жидкости
Автономный мобильный многофункциональный роботизированный комплекс
Система термостатирования батарейного модуля и инвертора гибридного автомобиля
Крестовина дифференциала транспортного средства
Муфта блокировки дифференциала
Концентрат водосмешиваемой смазочно-охлаждающей жидкости
Концентрат водосмешиваемой смазочно-охлаждающей жидкости
Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом

