Результат интеллектуальной деятельности: Способ изготовления труб
Вид РИД
Изобретение
Изобретение относится к металлургии, к изготовлению стальных горячедеформированных труб и может использоваться при производстве труб горячей прокаткой на трубопрокатных агрегатах.
Известны способы изготовления труб (см. патент РФ №2442670, опубл. 20.02.12, бюл. №5; А.с. СССР №657880, опубл. 25.04.79, бюл. №15), предусматривающие формирование утоненных концов трубы перед редуцированием с натяжением. Недостатком этих способов является использование ступенчатой оправки для формирования утоненных концов, что удорожает процесс в связи с необходимостью изготовления оправки более сложной конфигурации. Также в первом аналоге (патент РФ №2442670) деформация гильзы на оправке осуществляется прессованием, что может привести к повышенной поперечной разностенности трубы и не позволит получить утоненные концы равной длины в связи с различной толщиной стенки участков трубы.
Наиболее близким по технической сущности к предлагаемому (прототип) является способ изготовления труб, включающий нагрев и прошивку заготовки с получением толстостенной гильзы, деформацию гильзы на оправке с увеличением длины и уменьшением толщины стенки, формирование концевых участков с меньшей толщиной стенки, чем в середине, соответствующей увеличению толщины стенки на этих участках при последующем редуцировании, подогрев и редуцирование трубы (см. А.с. СССР №260578, опубл. 06.01.1970, бюл. №4).
Достоинством прототипа, в отличие от аналогов, является использование цилиндрической оправки, более простой в изготовлении, чем ступенчатая. Недостатком прототипа остается отсутствие размеров концевых участков, на которых планируется уменьшить толщину стенки. Это может привести либо к избыточному, либо недостаточному обжатию, что не позволит получить концы с ровной толщиной стенки, повысить точность труб и уменьшить концевую обрезь.
Проблема, решаемая изобретением, заключается в том, что в процессе редуцирования труб с натяжением на концах труб образуются утолщенные концы, выводящие толщину стенки труб за пределы допускаемых отклонений. Утолщенные концы подлежат обрезке, что приводит к повышенному расходу металла.
Техническим результатом предполагаемого изобретения является уменьшение массы концевой обрези труб и экономия металла за счет получения более равностенных концов труб после редуцирования с натяжением, что обеспечивается определением длины концевых участков, подвергаемых утонению, и расчетом величины утонения.
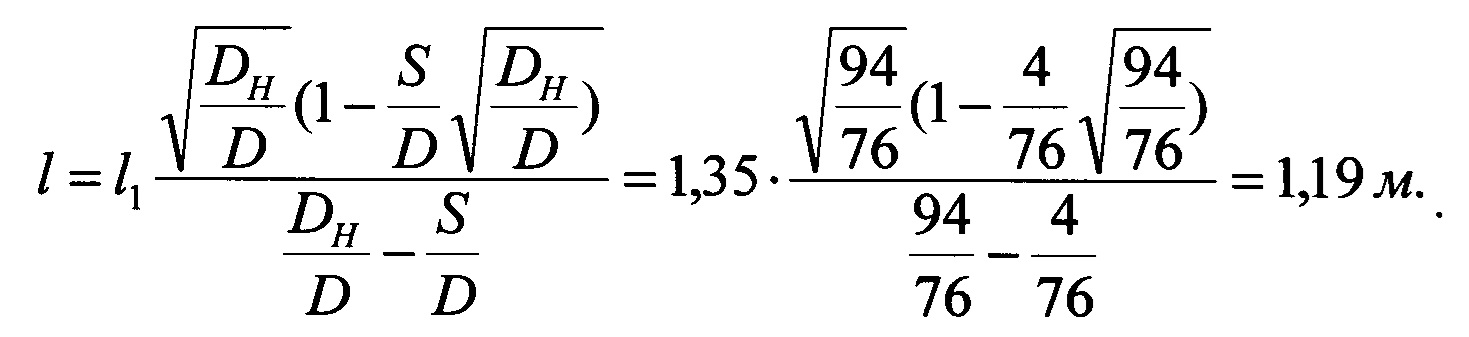
Технический результат достигается тем, что в способе изготовления труб, включающем нагрев и прошивку заготовки с получением толстостенной гильзы, деформацию гильзы на оправке с увеличением длины и уменьшением толщины стенки, формирование концевых участков с меньшей толщиной стенки, чем в середине, соответствующей увеличению толщины стенки на этих участках при последующем редуцировании, подогрев и редуцирование трубы, причем формирование концевых участков с меньшей толщиной стенки производят путем обжатия соответствующих участков исходной длины
где  - длина утолщенного конца после редуцирования;
- длина утолщенного конца после редуцирования;
D, S - диаметр и толщина стенки готовой трубы;
DH - диаметр трубы после обжатия на оправке,
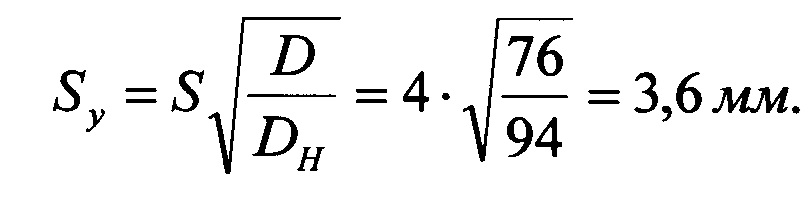
а толщину стенки Sy определяют по формуле:

Сущность изобретения заключается в том, что установлены размеры концевых участков, подвергаемых обжатию для утонения стенки, и толщина стенки после утонения, что позволяет получить ровную стенку на тех участках, где происходило бы избыточное утолщение стенки при редуцировании с натяжением и производилась обрезка этих утолщенных концов.
На чертеже изображен передний концевой участок трубы после деформации гильзы на оправке (а) например, на непрерывном стане, и после редуцирования (б) с получением заданных номинальных размеров (б). На чертеже обозначено: D, S - номинальные размеры готовой трубы; Dн - диаметр трубы после деформации гильзы на оправке;  Sy - соответственно, длина и толщина стенки концевого участка после обжатия; S+ - толщина стенки утолщенного конца после редуцирования;
Sy - соответственно, длина и толщина стенки концевого участка после обжатия; S+ - толщина стенки утолщенного конца после редуцирования;  - длина утолщенного конца после редуцирования по опытным данным.
- длина утолщенного конца после редуцирования по опытным данным.
Формула (1) для расчета длины концевых участков  для последующего обжатия получена из условия постоянства объема этих участков (см. чертеж):
для последующего обжатия получена из условия постоянства объема этих участков (см. чертеж):

где D, S - номинальные размеры готовой трубы; Dн - диаметр трубы после деформации гильзы на оправке; , Sy - соответственно, длина и толщина стенки концевого участка после обжатия; S+ - толщина стенки утолщенного конца после редуцирования; - длина утолщенного конца после редуцирования по опытным данным.
После элементарных преобразований из формулы (3) получаем:
Считая, что формирование утолщенных концов происходит без натяжения, толщину стенки S+ находим по формуле В.Л. Колмогорова (см. кн. Технология непрерывной безоправочной прокатки труб. Под. ред. Г.И. Гуляева. М.: Металлургия, 1978, с. 47):

После подстановки (5) в (4) и деления числителя и знаменателя на D получаем окончательно формулу (1).
Утоненную толщину стенки при формировании концевого участка длиной  находим также с использованием зависимости (5) путем обратного расчета:
находим также с использованием зависимости (5) путем обратного расчета:
Приведенные формулы могут использоваться для расчетов размеров как переднего, так и заднего утоняемых концов.
В качестве примера реализации предлагаемого способа рассмотрим получение труб номинального размера D×S=76×4 мм из сплошной заготовки диаметром 120 мм. После нагрева заготовки и прошивки на стане винтовой прокатки получают гильзу 124×15 мм. Далее гильзу прокатывают на непрерывном стане на длинной оправке до размера Dн×S=94×4 мм. Для определения длины концевых участков, на которых надо сформировать меньшую толщину стенки Sy, чем в середине, используют формулу (1), где по опытным данным принимают длину, например, переднего утолщенного конца после редуцирования 
Толщину стенки утоненного конца определяют по формуле (2):
Формирование концевых участков с меньшей толщиной стенки, чем в середине, соответствующей увеличению толщины стенки на этих участках при последующем редуцировании Sy=3,6 мм, производят, например, путем сближения валков непрерывного стана или другим способом, в момент, когда длина прокатываемого конца составляет рассчитанную выше величину  Аналогично рассчитывается и формируется задний конец трубы. Далее производят подогрев трубы и ее редуцирование в многоклетьевом стане продольной прокатки с натяжением, обеспечивающим постоянство толщины стенки трубы S=4 мм на всей длине, кроме концевых участков, которые прокатываются с меньшим натяжением, снижающимся до 0 на самом конце. Если бы прокатка велась без предварительного утонения концов, толщина стенки на концах трубы составляла бы в соответствии с формулой (5):
Аналогично рассчитывается и формируется задний конец трубы. Далее производят подогрев трубы и ее редуцирование в многоклетьевом стане продольной прокатки с натяжением, обеспечивающим постоянство толщины стенки трубы S=4 мм на всей длине, кроме концевых участков, которые прокатываются с меньшим натяжением, снижающимся до 0 на самом конце. Если бы прокатка велась без предварительного утонения концов, толщина стенки на концах трубы составляла бы в соответствии с формулой (5):
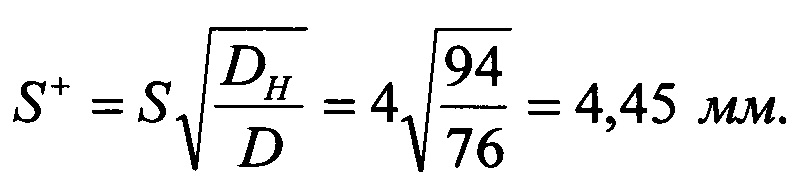
Так как номинальная толщина стенки составляет 4 мм, то концевые участки подлежали бы обрезке, так как их толщина стенки выходит за пределы допускаемых отклонений.
Техническим результатом заявляемого изобретения является получение труб с минимальной продольной разностенностью и экономия металла за счет исключения обрезки концов трубы с утолщенной стенкой.


Способ выплавки многокомпонентной латуни
Устройство для производства воды из воздуха
Способ токарной обработки
Проволока для сварки среднеуглеродистых среднелегированных броневых сталей
Инструментальный материал на основе карбидов
Способ контроля температуры монолитного бетона в перекрытии при его выдерживании и устройство для его осуществления
Способ контроля геометрических параметров резьбы
Способ извлечения урана из подземной урансодержащей воды
Интеллектуальный преобразователь
Способ монтажа сборной части ригеля и монтажное приспособление для его осуществления
Сталь для изготовления кованых прокатных валков
Способ ковки раскатных колец
Способ получения шихты для пеностеклокерамики

