Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к сварочному производству и может быть использовано для сварки тонколистовых изделий.
В качестве аналога можно рассмотреть способ сварки Московского авиационного технологического института им. К.Э. Циолковского, патент РФ 780369. [1}
Однако этот способ не приспособлен для сварки тонколистовых изделий.
В качестве аналогов можно рассмотреть патент Японии 63212081 {2} и патент США 5743128 [3]
Но и они не решают задачу сварки тонколистовых изделий.
В качестве прототипа можно рассмотреть способ сварки тонколистовых изделий - положительное решение РФ по заявке 2016136422 в котором описан способ сварки тонколистовых изделий из металла и устройство для его осуществления.
Способ включает воздействие импульсов светового излучения с плотностью 103 -104 Вт./см2. посредством светопрозрачной колбы, заполненной инертным газом, с электродами соединенными с импульсным разрядным накопителем импульсной энергии и фокусирования световых импульсов в месте контакта двух прозрачных валков, вращающихся в противоположные стороны
Устройство содержит источник светового излучения в виде светопрозрачной колбы, заполненной инертным газом с электродами соединенными с разрядными высоковольтными конденсаторами место контакта двух прозрачных валков и отражатель,
К недостаткам способа и устройства прототипа можно отнести несовершенство используемого отражателя, отсутствие фокусирующей линзы и отсутствие системы охлаждения, которое приводит к расплавлению кварцевого стекла из которого выполнены светопрозрачные колбы после первых нескольких десятков импульсов.
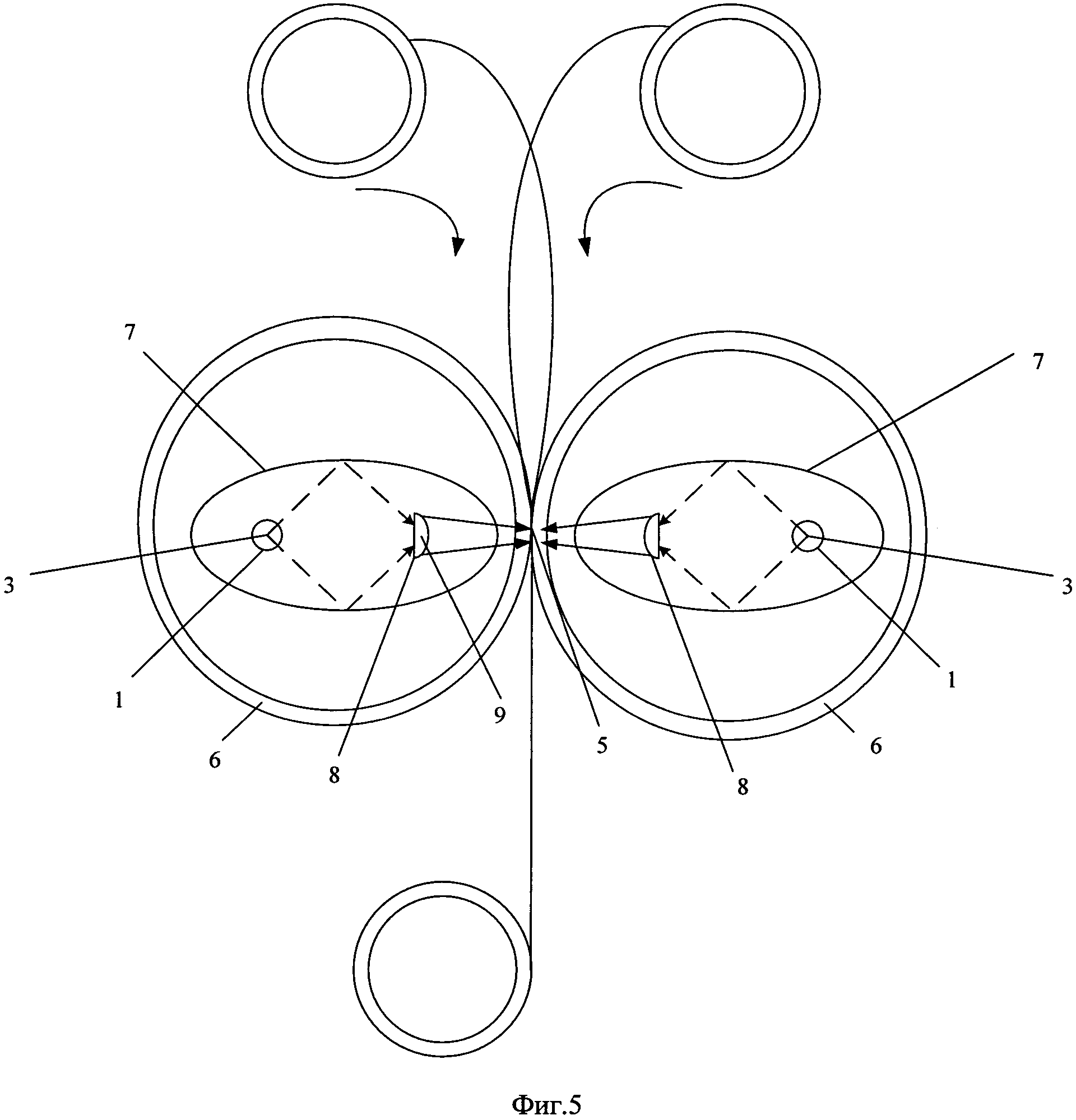
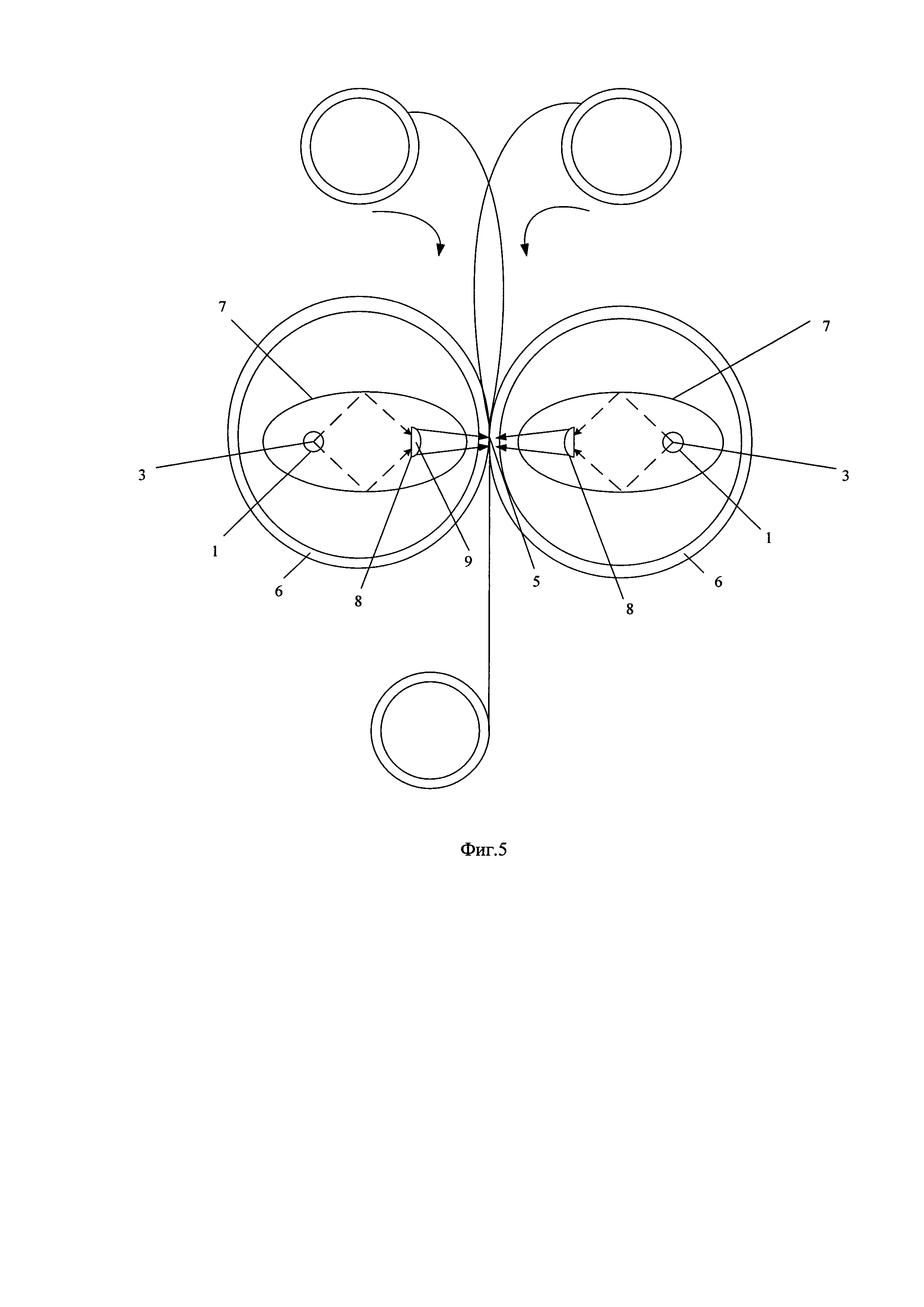
Наличие любого отражателя не обеспечивает нужной плотности излучения. Только при выполнении отражателей у которых поперечное сечение вдоль светопрозрачных колб 1 выполнено в виде эллипсоида и снабжено фокусирующей линзой 8 и расположения в одном фокусе 9 отражателей 7 светопрозрачных колбы 1, во втором фокусе 10- место контакта 5 двух прозрачных валков 6, легко достигается плотность излучения, характерные для сварки металлов. Наличие системы охлаждения светопрозрачной колбы допускает непрерывное до 10000 и выше число импульсов без признаков расплавления колбы 1.-
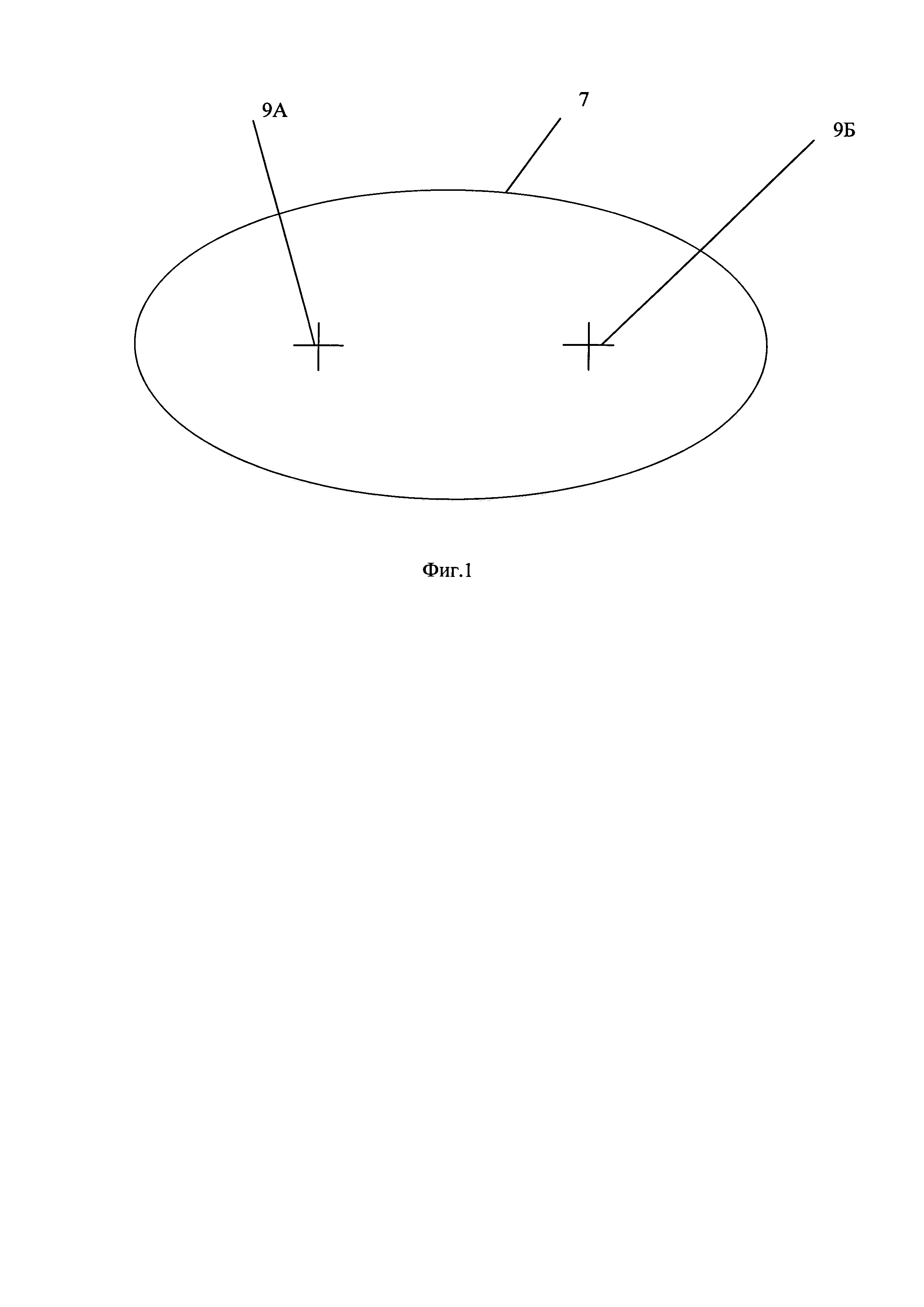
На фиг. 1 схематично изображен сечение отражателя 7 у которого есть два фокуса 9А и 9Б.
На фиг 2. Изображена линейная фокусирующая линза 8.
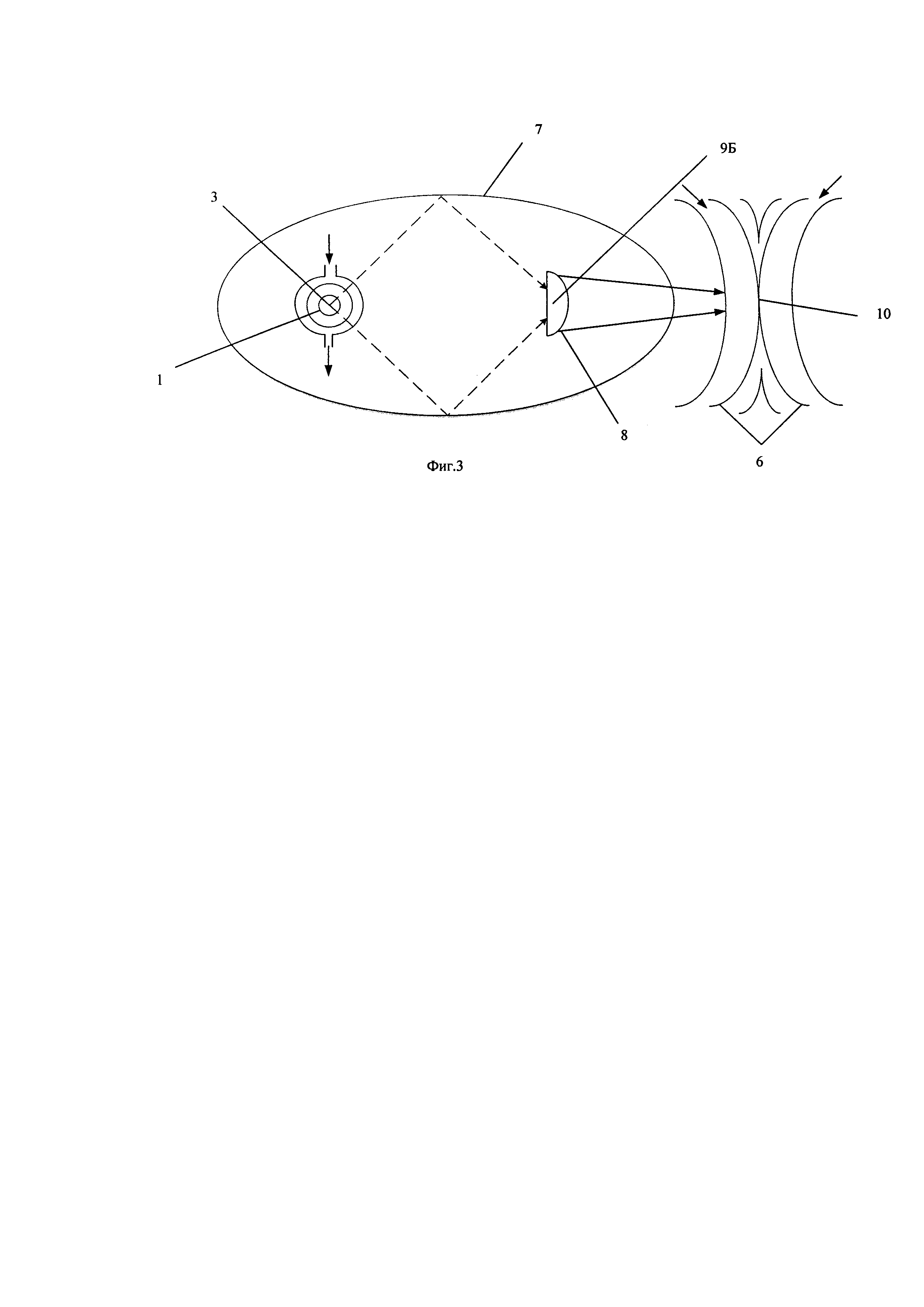
На фиг. 3 изображено поперечное сечение предлагаемого отражателя в виде эллипсоидной формы, которое при наличии фокусирующей линзы легко обеспечивает нужную плотность излучения для сварки. Такова уникальная форма эллипсоидного отражателя имеющего два фокуса. При расположении в одном фокусе источника света световой поток собирается вблизи второго фокуса, где расположена сбирающая линза 8, направляющая световой поток на тонколистовые изделия.
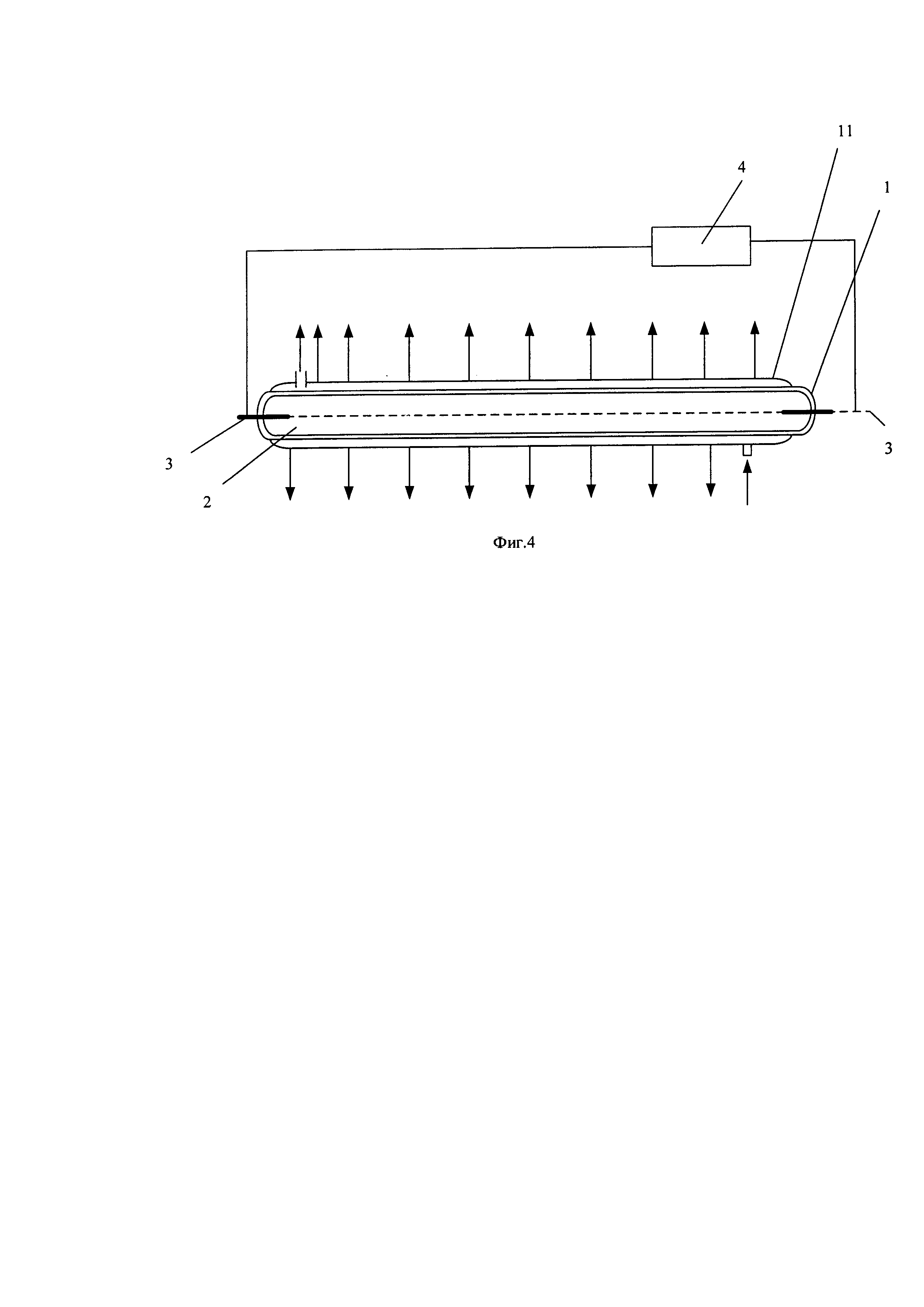
На фиг. 4 показана светопрозрачная колба 1 заполненная инертным газом 2 с электродами 3 соединенными с разрядными высоковольтными конденсаторами 4 и проточным светопрозрачным теплообменником 11. Поскольку световой поток проходит через свегопрозрачный теплоноситель, то незначительная часть световой энергии тратится на его разогрев. Часть выделяемой световой энергии при этом тратится на охлаждение светопрозрачной колбы 1, а основная часть на сварку тонколистовых изделий.
На фиг. 5 изображено устройство, работающее по предлагаемому способу при которой световую систему размещают в эллипсоидальный отражатель 7 и снабжают фокусирующей линзой 8, в одном фокусе 9Б отражателя 7 размещают светопрозрачную колбу 1, во втором фокусе 10, создаваемым уже не отражателем 7, а фокусирующей линзой 8 размещают место контакта 5 двух прозрачных волков 6, а светопрозрачную колбу 1 охлаждают проточным свегопрозрачным теплоносителем.
Работает предлагаемый способ и устройство следующим образом.
При осуществлении электрического разряда между электродами 3 в инертном газе возникает плазменный шнур с температурой от 20000 до30000 К. Световой поток проходя через светпрозрачную колбу и свегопрозрачный теплообменник 11 и свегопрозрачный теплоноситель.
Основной тепловой поток попадает на прижатые друг к другу в сфокусированном виде, с помощью эллипсоидального отражателя 7 и фокусирующей линзы 8, попадает с обеих сторон в место контакта 5 двух прозрачных валков 6, вращающихся в противоположные стороны, где, после нескольких импульсов происходит сварка тонколистовых изделий.
Особенность использования нового отражатели и фокусирующей линзы позволит сваривать тугоплавкие тонколистовые металлы с плотностью излучения от 103 до 105 Вт/ см2..
Патентные источники информации
1 патент РФ 780369. [1}
2 патент Японии 63212081 {2}
3 патент США 5743128 [3]
4. Положительное решение по заявке РФ 2016136422 на способ сварки тонколистовых изделий из металла и устройство для его осуществления.
Способ изготовления нанотехнологического штрих-кода
Способ изготовления нанотехнологического штрих-кода для металлических изделий
Способ изготовления и установки метки
Способ работы двигателя
Способ изготовления изделий из псевдосплавов вольфрам-медь
Способ изготовления изделий из псевдосплавов молибден-медь
Химический способ идентификации объекта
Способ легирования металлов и сплавов
Устройство для преобразования ветра
Тепловая труба с электрогидродинамическим генератором
Способ изготовления нанотехнологического штрих-кода
Способ изготовления нанотехнологического штрих-кода для металлических изделий
Способ изготовления и установки метки
Способ работы двигателя
Способ изготовления изделий из псевдосплавов вольфрам-медь
Способ изготовления изделий из псевдосплавов молибден-медь
Химический способ идентификации объекта
Способ легирования металлов и сплавов
Устройство для преобразования ветра
Тепловая труба с электрогидродинамическим генератором

