Результат интеллектуальной деятельности: СПОСОБ ПЛАСТИЧЕСКОГО ОБРАЗОВАНИЯ КОНУСНЫХ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий с глухими или сквозными конусными отверстиями коллекторов СВЧ-устройств, а также корпусов крылатых ракет, снарядов и орудийных стволов.
Известен способ получения изделий типа втулок со сквозными или глухими конусными отверстиями (Патент RU 2422232, МПК: B21D 53/20), при котором конусные отверстия получают обратным выдавливанием конусным пуансоном, где угол конуса и пуансона равен углу конуса изделия, или обратным выдавливанием цилиндрическим пуансоном с коническим наружным диаметром. При этом конусное отверстие получают продавливанием через калибрующий поясок, сквозное отверстие получают подкладыванием второй заготовки, а первая продавливается насквозь.
Недостатком данного способа является небольшая длина изделия, зависящая от длины пуансона, так как процесс осуществляется обратным выдавливанием. Длина пуансона ограничена его прочностью, и длина изделия не может превышать рабочей части пуансона. Также к недостаткам данного способа относится то, что угол конуса изделия равен углу конуса инструмента.
Наиболее близким аналогом данного изобретения является способ изготовления заготовки с дном и стенкой переменной величины (RU 2507025, МПК: В21К 21/14, В21С 23/14), при котором конусное отверстие в детали получают конусным пуансоном обратным выдавливанием, где угол пуансона равен углу изделия. Способ включает в себя элемент прямого выдавливания заготовки, что обеспечивает ее удлинение для образования зазора между внутренней поверхностью заготовки и внешней поверхностью пуансона. Зазор позволяет отделить заготовку от пуансона.
Недостатком указанного способа является небольшая длина изделия, а также то, что угол конуса изделия равен углу конуса инструмента.
Задачей предложенного изобретения является получение угла конусного отверстия в заготовке инструментом, имеющим большую величину угла, для изготовления изделий с глухими или сквозными конусными отверстиями большой длины.
Техническим результатом настоящего изобретения является расширение технических возможностей способа создания длинных конических отверстий в деталях, повышение производительности и снижение расхода материала.
Технический результат достигается при помощи получения конусных отверстий в изделиях инструментом, имеющим большую величину угла в ступенчатой матрице. Для этого размещают исходную заготовку в приемной части, прессуют ее ниже ступени, производят смену инструмента. Затем осуществляют формообразование пуансонами, вставленными один в другой. Формообразование осуществляется сначала конусным пуансоном до положения нижней его части на уровне ступени в матрице, причем их верхние торцы находятся на одном уровне, а нижний торец наружного пуансона упирается в заготовку. Затем производят прямое прессование заготовки обеспечивающее удлинение конической части заготовки до вхождения большего диаметра конусного пуансона в отверстие ступенчатой части матрицы и уменьшения угла конуса изделия.
Предложенный способ позволяет получать коротким, тупым и прочным инструментом не только короткие, но и длинные трубчатые изделия с пологим внутренним глухим или сквозным конусным отверстием.
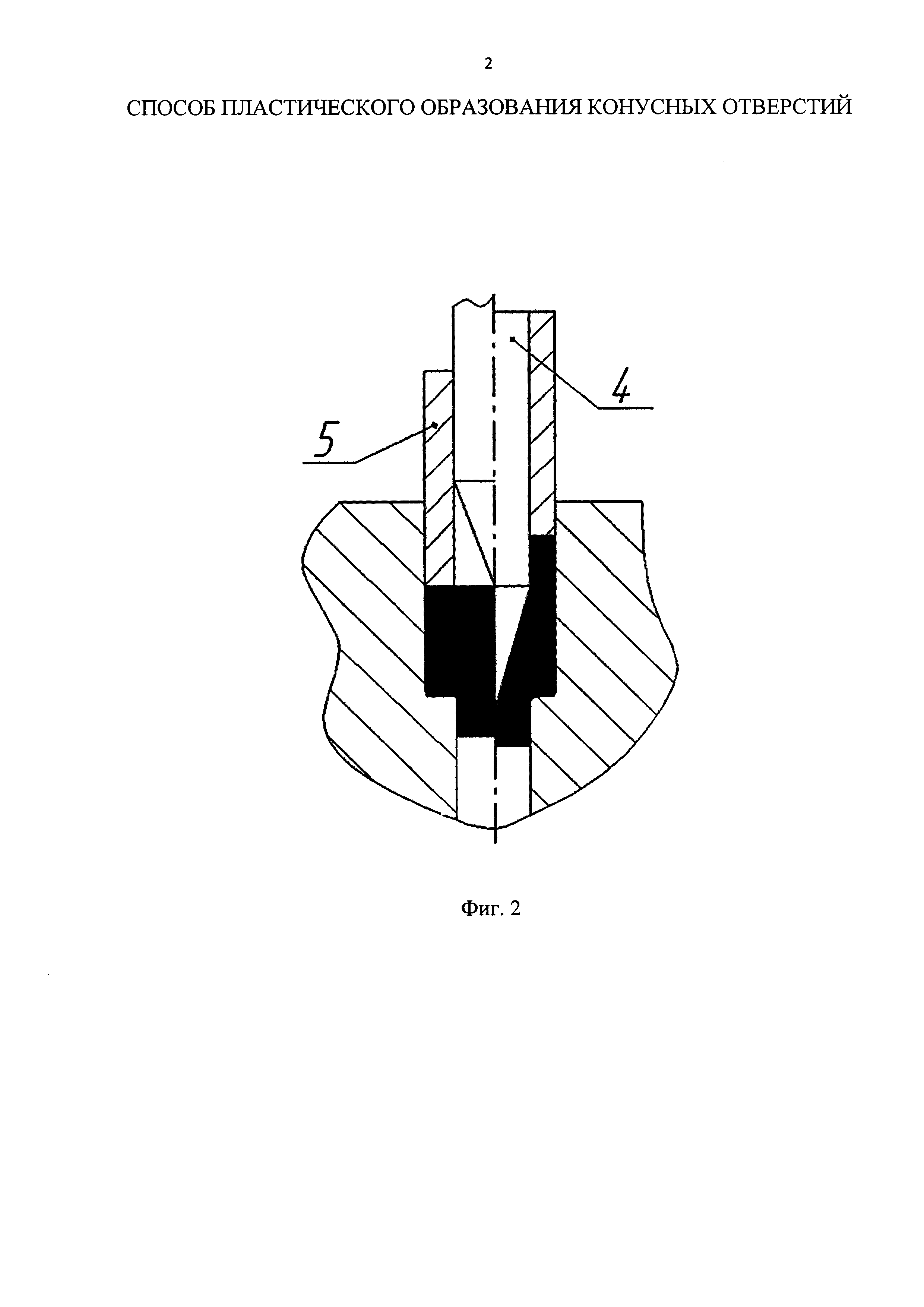
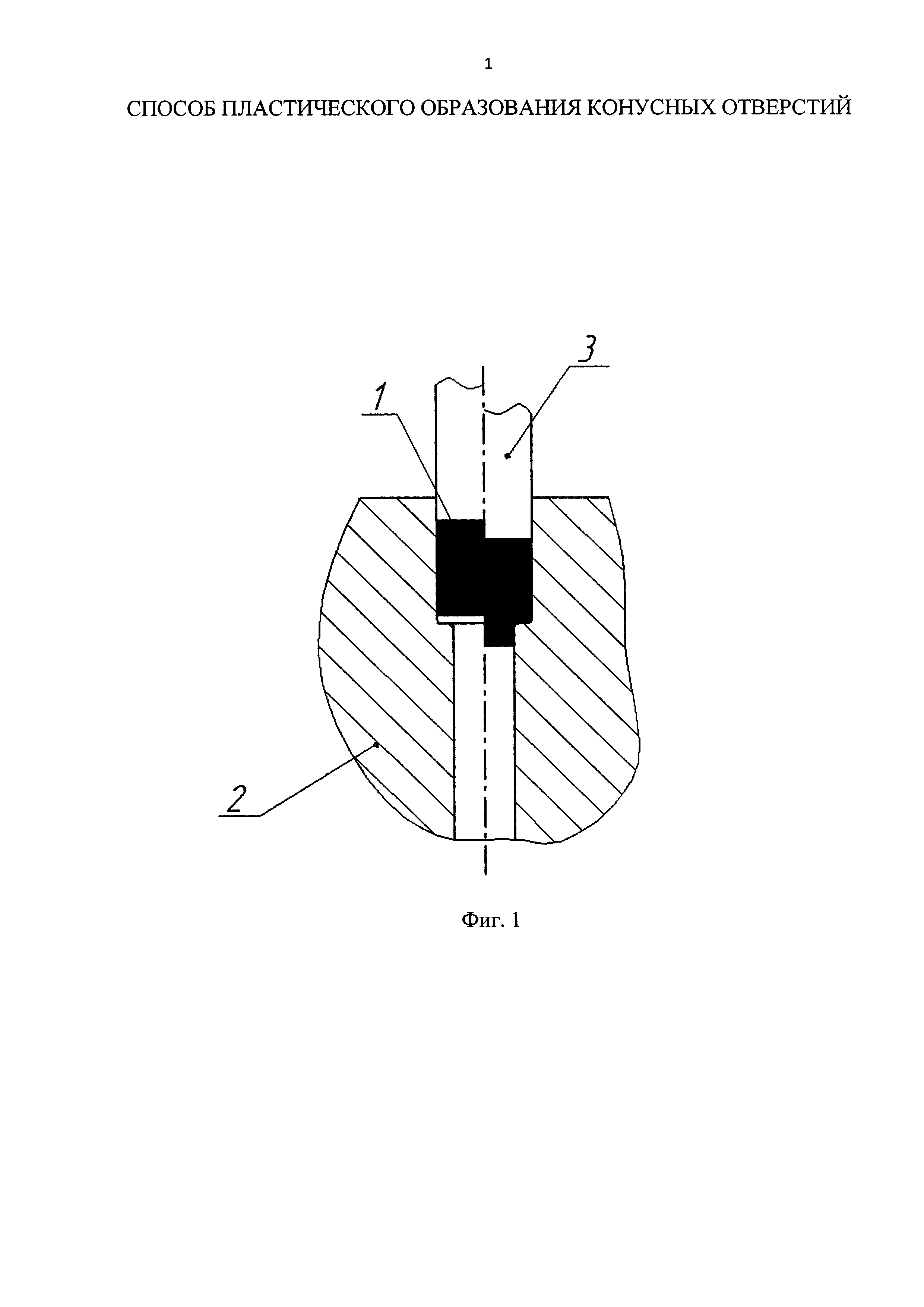
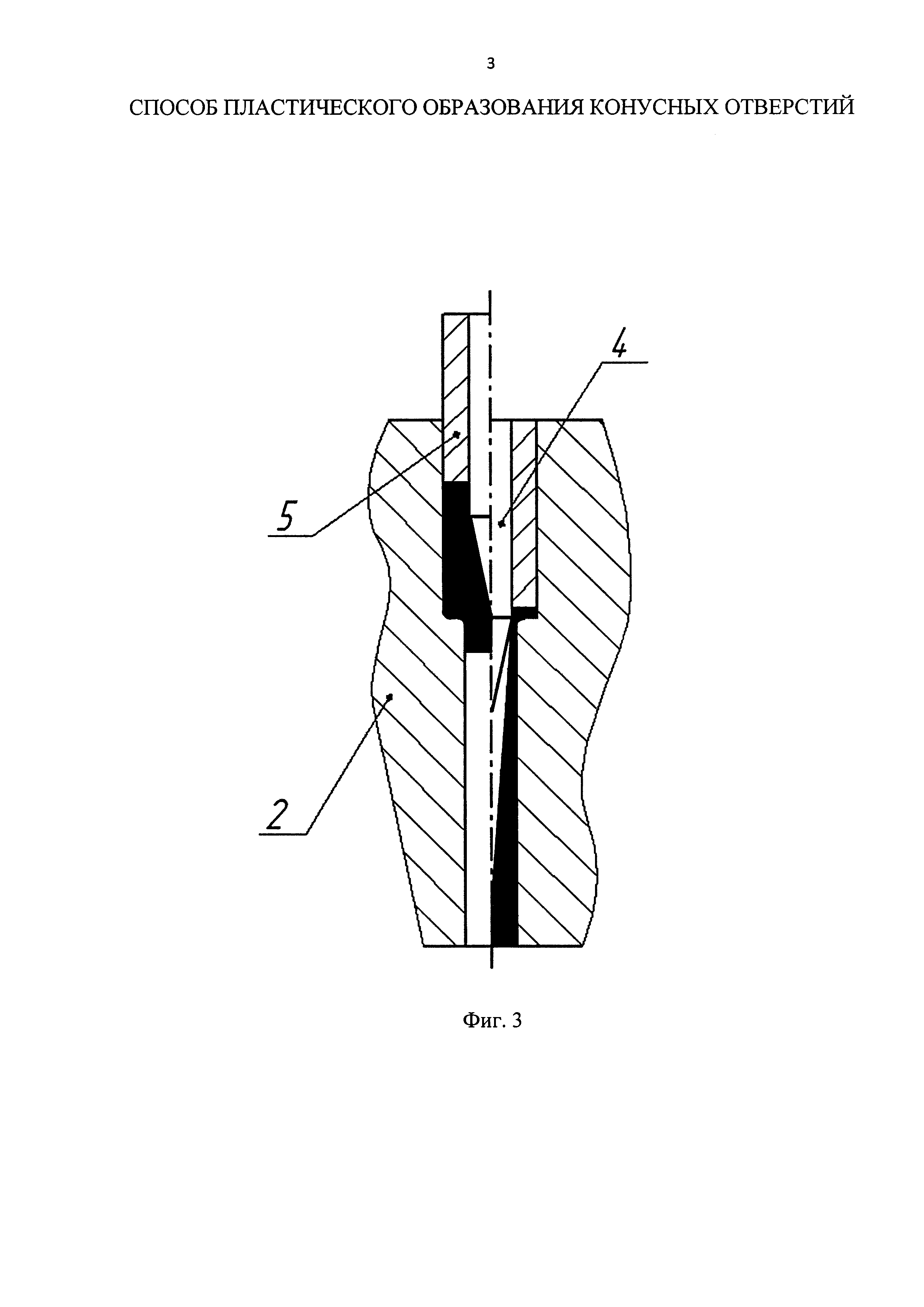
Сущность изобретения поясняется чертежами, где на фиг. 1 цилиндрическая заготовка 1 устанавливается в приемную часть матрицы 2 слева и пуансоном 3 вдавливается в ступенчатую часть матрицы справа на определенную величину с целью получения в дальнейшем заданной величины дна или прошивки сквозного отверстия. Далее производится смена инструмента. Вместо пуансона 3 устанавливаются вставленные один в другой пуансоны 4 и 5 (фиг. 2). Исходное положение слева: верхний торец пуансона 4 выше верхнего торца пуансона 5 на величину вдавливания его в заготовку и величину обратного истечения металла вверх.
При воздействии внутреннего пуансона 4 на заготовку происходит двухстороннее истечение материала, а нижняя его часть пуансона доходит до уступа матрицы (положение справа). К этому моменту верхние торцы пуансонов 4 и 5 устанавливаются на одном уровне (в одной плоскости), и дальнейшее воздействие на заготовку происходит одновременно двумя пуансонами 4 и 5. До этого положения конус на инструменте равен конусу на заготовке. Слева нижняя часть пуансона 4 находится на уровне уступа в матрице (фиг. 3), верхние торцы пуансонов 4 и 5 находятся на одном уровне, а нижний торец пуансона 5 упирается в заготовку. При воздействии на заготовку двумя пуансонами 4 и 5 с этого момента происходит прямое выдавливание заготовки в образовавшийся зазор между матрицей и пуансоном 4 и отделение материала заготовки от пуансона, увеличивается длина конуса заготовки, это происходит до момента вхождения большего диаметра пуансона в диаметр уступа матрицы. Способ можно осуществлять как в горячем, так и в холодном состоянии заготовки.
Источники информации
1. Патент RU 2422232, МПК: B21D 53/20;
2. RU 2507025, МПК: В21К 21/14, В21С 23/14.
Способ изготовления изделий с конусным отверстием, включающий формообразование исходной заготовки в матрице, отличающийся тем, что используют матрицу, имеющую приемную и ступенчатую части, в которой осуществляют формообразование путем воздействия на размещенную в приемной части исходную заготовку пуансоном с обеспечением ее прессования ниже ступени матрицы и последующего воздействия установленными один в другой пуансонами, внутренний из которых выполнен конусным с углом конуса, превышающим угол конуса отверстия в изделии, а его верхний торец в исходном положении расположен над верхним торцом наружного пуансона, при этом сначала обеспечивают двустороннее течение материала заготовки путем воздействия на нее внутренним конусным пуансоном до расположения его нижней части на уровне ступени матрицы, верхних торцов наружного и внутреннего пуансонов на одном уровне, а нижнего торца наружного пуансона с упором в заготовку, после чего на заготовку одновременно воздействуют наружным и внутренним пуансонами с обеспечением прямого ее выдавливания в зазор между матрицей и внутренним пуансоном с удлинением части заготовки с конусным отверстием и уменьшением угла конуса указанного отверстия.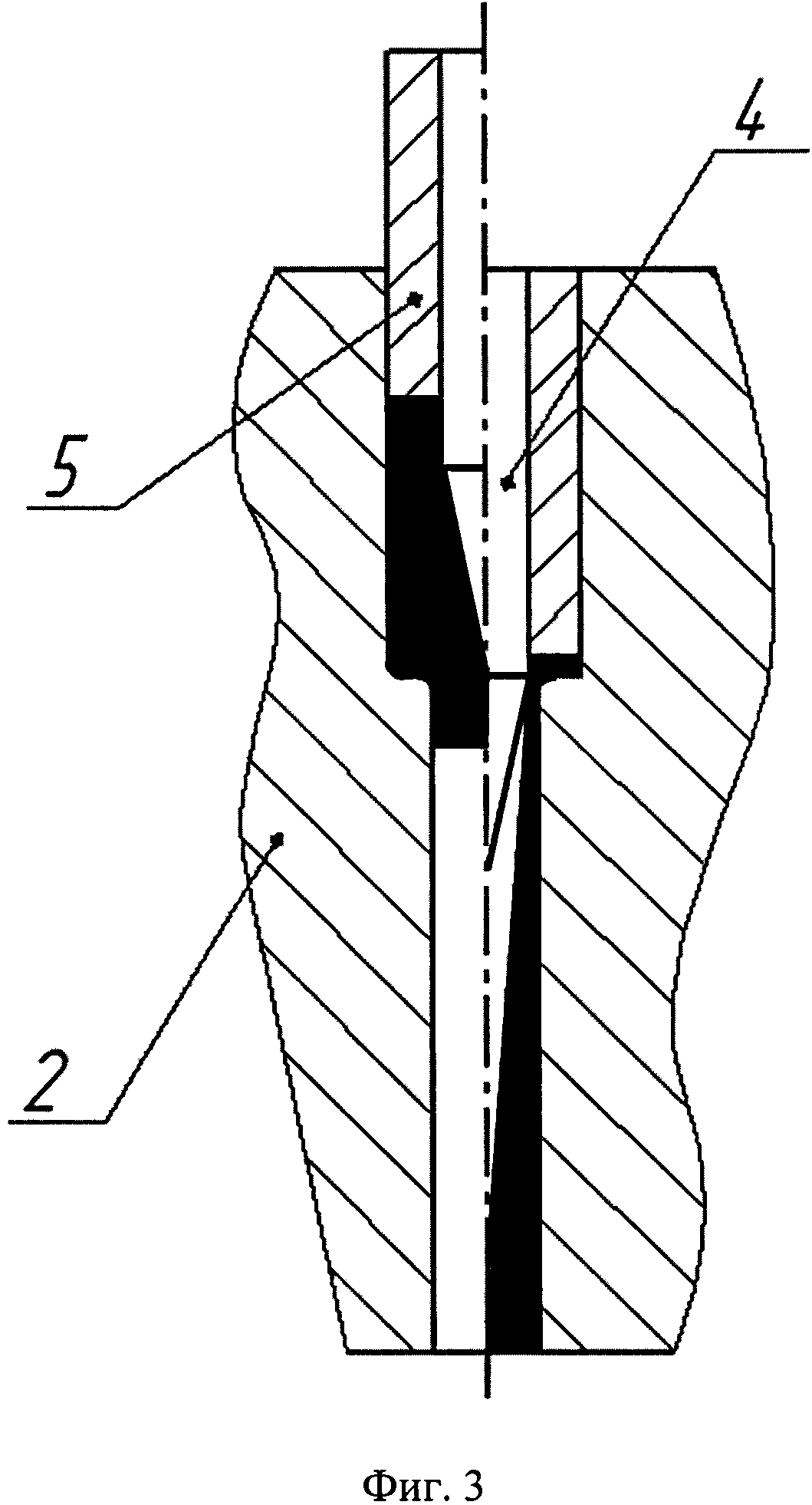
Способ дискретного измерения дифференциального затухания электромагнитной волны в плёночных локальных поглотителях замедляющих систем приборов свч с длительным взаимодействием
Катодно-сеточный узел с пространственно-развитым аксиально-симметричным автоэмиссионным катодом
Катодно-сеточный узел с автоэмиссионным катодом и управляющей сеткой, разделённой на элементы
Способ изготовления катодно-сеточного узла с встроенной в катод теневой сеткой
Способ изготовления катодно-сеточного узла с углеродными автоэмиттерами
Лампа бегущей волны для линейных усилителей свч мощности спутников связи
Устройство для виброуплотнения заливки катодно-подогревательных узлов
Способ изготовления катодно-сеточного узла с автоэмиссионным катодом
Способ измерения рабочей температуры катода в пушке или в составе электронного прибора
Миниатюрный многолучевой клистрон
Способ повышения плотностей тока автоэмиссии и деградационной стойкости автоэмисионных катодов
Способ повышения плотности и стабильности тока матрицы многоострийного автоэмиссионного катода
Способ коррекции состояния больного бруцеллезом
Способ изготовления спирали для замедляющей системы лбв

