Результат интеллектуальной деятельности: Способ неинвазивной очистки металлических деталей от антиадгезионных покрытий на основе полимеров
Вид РИД
Изобретение
Предлагаемое техническое решение относится к области лазерной очистки металлических деталей от антиадгезионных покрытий и может быть использовано в машиностроении, приборостроении и спецхимии для увеличения времени бездефектной эксплуатации деталей, снижения доли ручного труда, обеспечения экологической безопасности ведения технологического процесса.
Известен способ лазерной очистки поверхности промышленных и технологических объектов (Пат. №RU 2538161 приоритет от 28.12.2012.), заключающийся в формировании пучка лазерного излучения и сканирования сформированным пучком в многоимпульсном режиме по корродированной поверхности объекта с регистрацией спектра плазмы. Предложенный способ не обеспечивает сохранности размеров очищаемой детали, так как лазер используется в режиме абляции по отношению как к загрязнению, так и материалу промышленного или технологического объекта.
Наиболее близким по физической сущности и принятым в качестве прототипа является способ лазерной обработки поверхности материалов от нежелательных слоев и загрязнений, придания заданных свойств поверхности конструктивных материалов и устройство для его осуществления (Пат. №RU 2445175 приоритет 28.06.2010). Способ заключается в воздействии на обрабатываемую металлическую поверхность, покрытую нежелательными слоями материалов и загрязнениями, сканирующим пучком импульсно-периодического лазерного излучения. В результате воздействия лазерного излучения на металлический образец на его поверхности возникают процессы испарения и абляции нежелательных слоев материалов, загрязнений и металла образца. Перемещение лазерного пучка вдоль обрабатываемой поверхности осуществляется за счет поворота зеркала двухкоординатной сканирующей системы, которое отражает лазерное излучение.
Недостатком способа и устройства для его осуществления является использование лазерного пучка в режиме абляции, при котором происходит унос металла очищаемой детали и нарушение ее размеров. Конструкция устройства не позволяет обрабатывать осесимметричные детали вращения и детали большой длины.
Технической задачей предлагаемого изобретения является обеспечение неинвазионной очистки металлических деталей от антиадгезионных покрытий на основе полимеров без изменения их размеров. Предложено два способа решения поставленной технической задачи.
Первый способ неинвазивной очистки металлических деталей от антиадгезионных покрытий на основе полимеров, отличается тем, что формируется пучок лазерного излучения с длиной волны излучения, на которой покрытие является прозрачным. Этим пучком облучается деталь с полимерным покрытием по заданной траектории сканирования, при этом отделение покрытия происходит вследствие различия коэффициентов теплового расширения покрытия и металла при сохранении рельефа металлической детали неизменным (доабляционное воздействие).
Второй способ неинвазивной очистки металлических деталей от покрытий на основе полимеров, отличается тем, что формируется лазерный пучок с длиной волны излучения, находящейся в области фундаментального поглощения покрытия на основе полимера. Как правило, для этого необходимы лазерные источники, работающие в ультрафиолетовой области спектра, такие, как эксимерные лазеры ХеСl (длина волны излучения 308 нанометров) и KrF (длина волны излучения 248 нанометров). Удаление покрытия происходит путем его абляции при плотности энергии лазерного излучения меньшей, чем порог абляции металлической поверхности.
Первый способ неинвазивной очистки металлических деталей антиадгезионного покрытия на основе полимеров заключается в том, что формируется пучок лазерного излучения с длиной волны, на которой антиадгезионное покрытие является прозрачным. Мощность лазерного излучения выбирается достаточной для локального нагрева металла детали и создания необратимой деформации соединения на границе полимер-металл, однако такой, что температура плавления металла при этом не достигается. Этим пучком облучается металлическая деталь, покрытая антиадгезионным покрытием. Вследствие различных коэффициентов температурного расширения у полимерного покрытия и металла (у стали коэффициент теплового расширения при данных условиях равен (10-14)⋅10-6°С-1, у полимерного покрытия - (100-300)⋅10-6 С-1) при локальном нагреве возникает механическое напряжение, ведущее к деформации покрытия и его отделению от поверхности металла.
Второй способ неинвазивной очистки металлических деталей от покрытий на основе полимеров заключается в том, что формируется пучок лазерного излучения с длиной волны, находящейся в области фундаментального поглощения покрытия на основе полимера. Удаление покрытия происходит путем его абляции при плотности энергии лазерного излучения меньшей, чем порог абляции металлической поверхности.
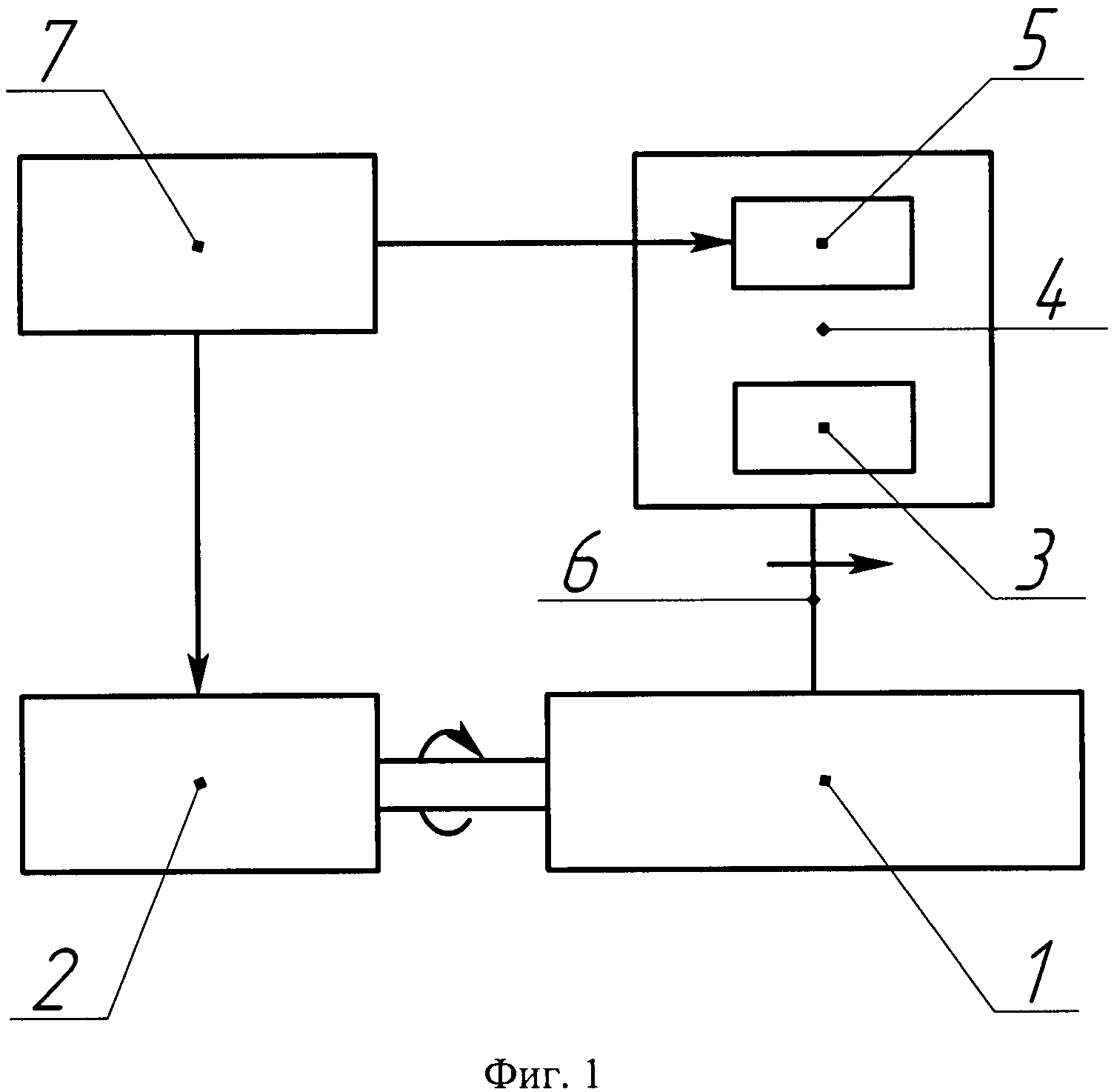
Сущность изобретения поясняется Фиг. 1, где представлена схема процесса неинвазивной очистки металлических деталей от покрытия на основе полимера. Установка для реализации предлагаемого способа содержит обрабатываемую металлическую деталь 1, имеющую форму вращения, с нанесенным антиадгезионным покрытием, систему вращения 2 цилиндрических изделий, волоконный лазер 5 и сканаторную головку 3, установленных на системе позиционирования сканаторных головок, программно-аппаратный комплекс 7 (компьютер). Обработка цилиндрического изделия происходит по программе, записанной в программно-апаратном комплексе 7. Обрабатываемое изделие приводится во вращение электроприводом, входящим в состав системы 2 вращения цилиндрических изделий. На обрабатываемое изделие 1 расположенное на системе 2 вращения цилиндрических изделий падает пучок лазерного излучения 6, при этом лазерный луч 6 перемещается по поверхности обрабатываемого изделия вдоль его оси (направление движения пучка лазерного излучения показано стрелкой). Сканирование пучком лазерного излучения 6 осуществляется посредством сканаторных головок 3, которые располагаются над обрабатываемым изделием с помощью системы позиционирования сканаторных головок 4. При этом отделение покрытия происходит вследствие селективной абляции полимерного покрытия при сохранении рельефа металлической детали неизменным (доабляционное воздействие).
Таким образом, поставленная техническая задача обеспечения неинвазивной очистки металлических деталей от антиадгезионного покрытия на основе полимеров решена.
Способ неинвазивной очистки металлических деталей от антиадгезионных покрытий на основе полимеров, отличающийся тем, что формируется лазерный пучок с длиной волны излучения, на которой покрытие является прозрачным, и этим пучком облучается деталь с полимерным покрытием по заданной траектории сканирования, при этом отделение покрытия происходит в доабляционном режиме вследствие различия коэффициентов теплового расширения покрытия и металла при сохранении рельефа металлической детали неизменным.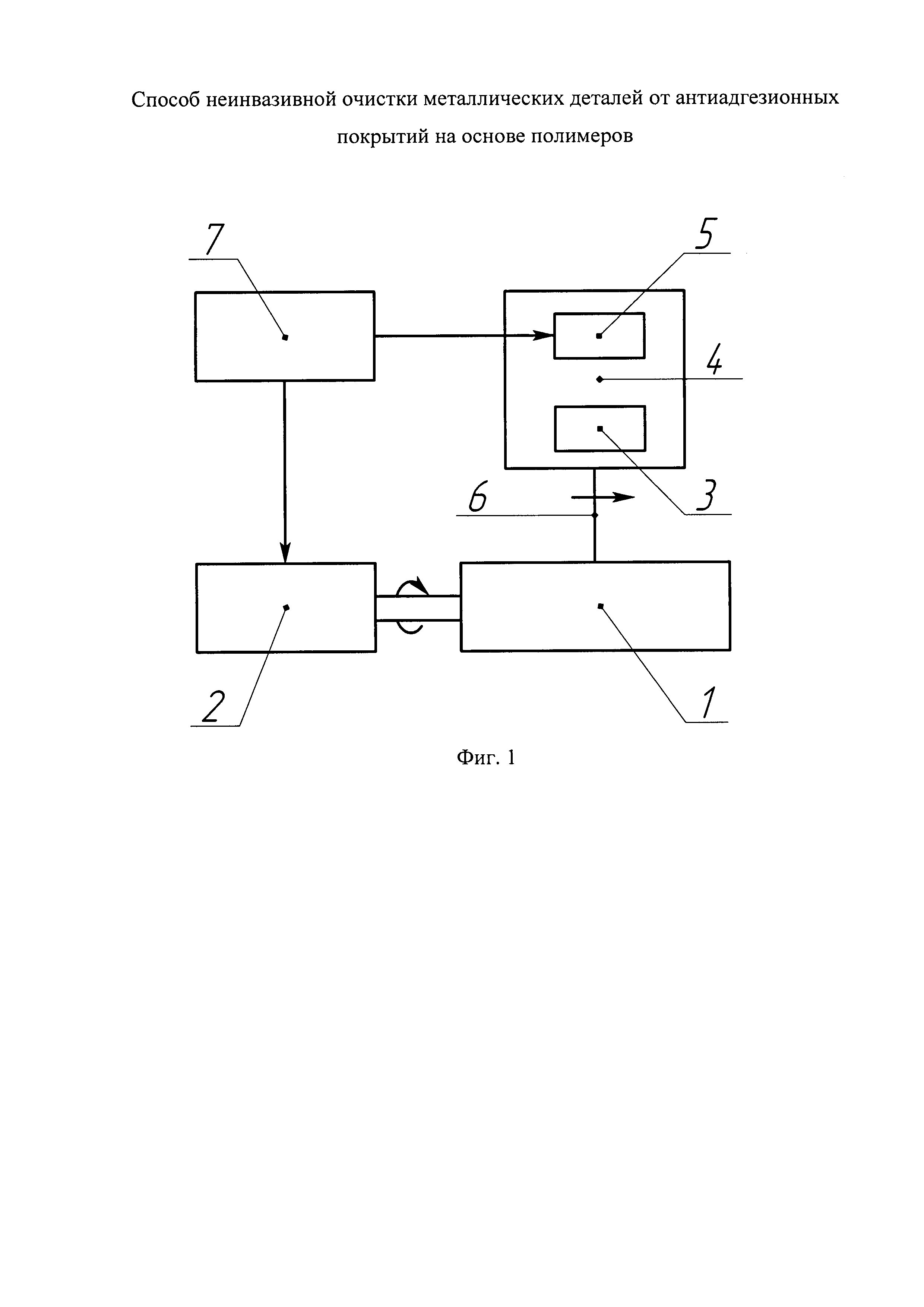
Универсальный катализатор горения баллиститных твердых ракетных топлив (бтрт)
Способ обработки поверхности карбида кремния с помощью ультрафиолетового лазерного излучения
Способ лазерной фрагментации микро- и наночастиц в протоке и устройство для его осуществления
Способ получения наночастиц металлов, насыщенных водородом, и устройство для его осуществления
Способ обработки поверхности боеприпасов
Способ изготовления заряда смесевого ракетного твердого топлива
Вибрационный контейнер с подвижными стенками для высокодисперсных трудносыпучих пожаро-взрывоопасных порошков в производстве зарядов из смесевого твердого ракетного топлива
Универсальный катализатор горения баллиститных твердых ракетных топлив (бтрт)

