Результат интеллектуальной деятельности: СТРАТЕГИЯ ВОССТАНОВЛЕНИЯ КОРОНЧАТОГО ХВОСТА ЛОПАТКИ ТУРБИНЫ И ЛОПАТКА ТУРБИНЫ
Вид РИД
Изобретение
Изобретение относится к стратегии восстановления при наплавке корончатого хвостовика лопатки турбины и к изготовленной таким образом лопатке турбины с задевающей кромкой на корончатом хвостовике.
В частности, вершина рабочей лопатки турбины подвержена более сильному износу и для повторного использования ремонтируется, причем приходится снова наносить материал, чтобы восстановить первоначальную геометрию, так называемую задевающую кромку, которая представляет собой огибающую стенку вдоль внешнего контура пера лопатки.
Способы наплавки, такие как способы лазерной наплавки, являются уровнем техники.
Восстановленная турбина лопатки в зоне корончатого хвостовика должна быть свободной от дефектов и пор, не должна иметь макрозерен, наплавленный материал должен быть нанесен на перо лопатки с избытком, а, кроме того, лопатка должна быть недорогой в изготовлении.
При этом помимо параметров лазера, таких как подогрев, мощность, массовый поток флюса и скорость подачи, роль играет также соответствующая стратегия перемещения сварочной головки.
Задачей изобретения является создание стратегии восстановления, с которой могут быть выполнены названные требования.
Эта задача решается посредством способа по п. 1 и лопатки турбины по п. 9 формулы.
В зависимых пунктах формулы приведены другие предпочтительные меры, которые могут произвольно комбинироваться между собой для достижения других преимуществ.
На чертежах изображают:
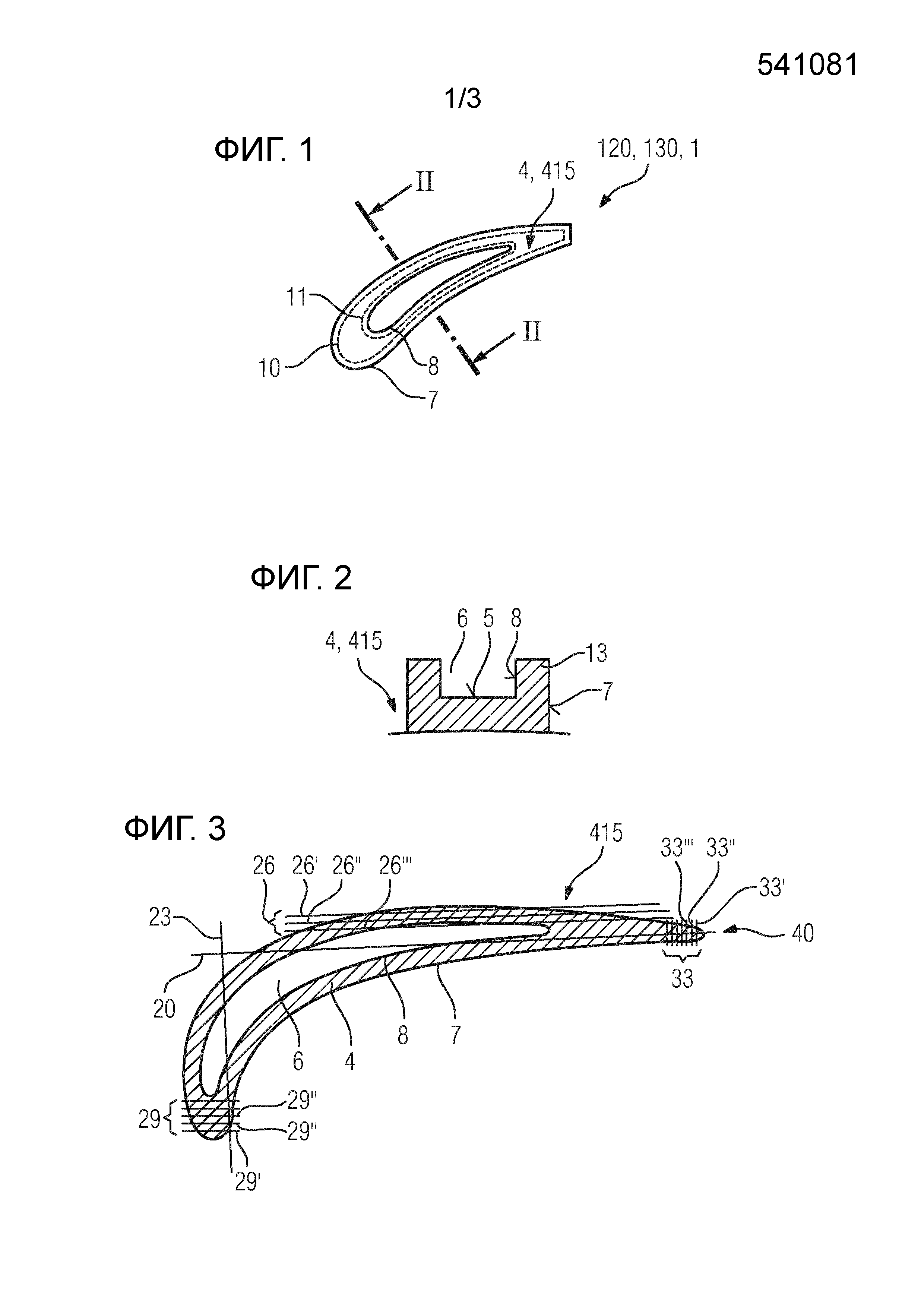
фиг. 1 - вид сверху на поверхность лопатки турбины, на которую наносится материал,
фиг. 2 - сечение заданной геометрии вершины лопатки,
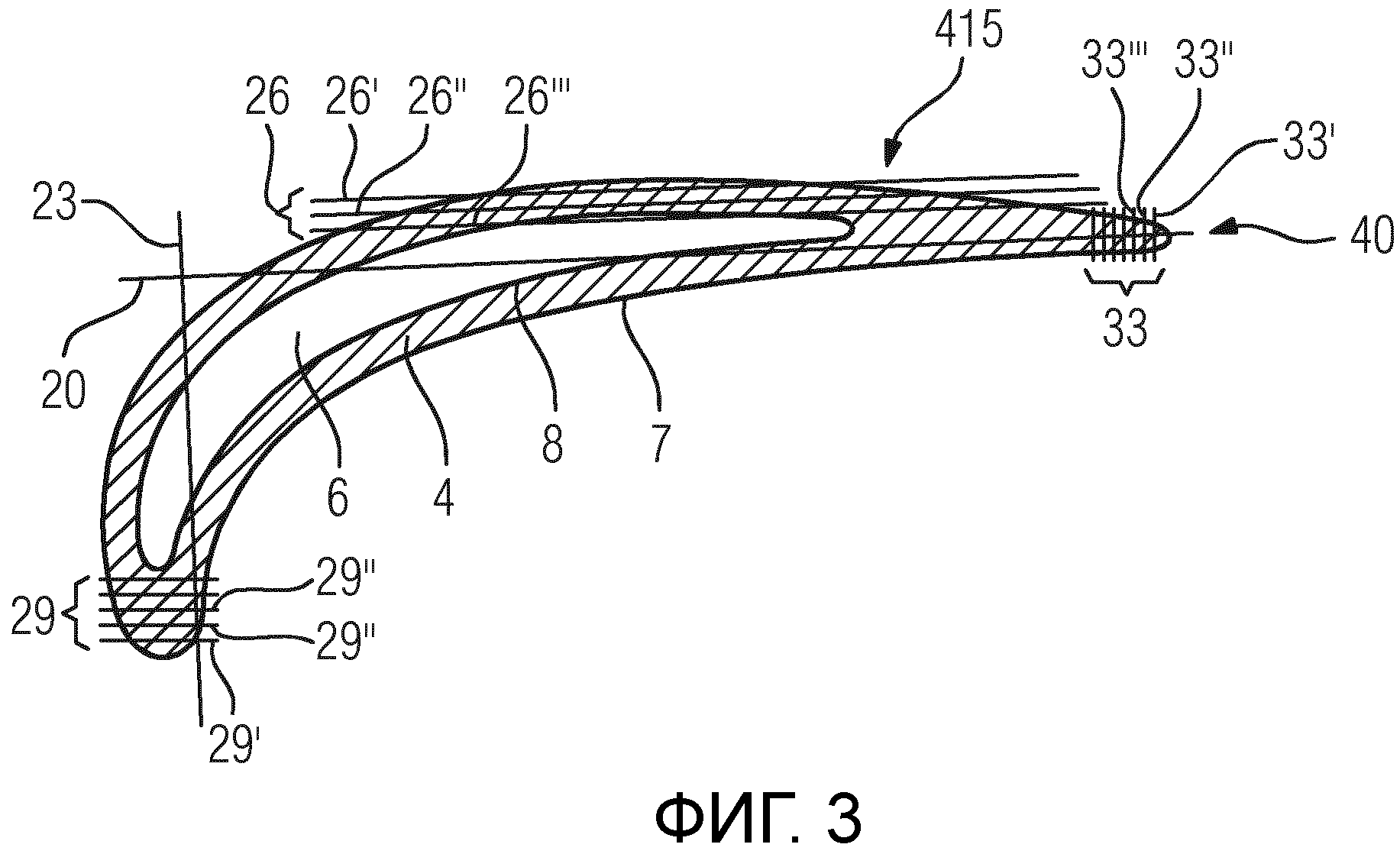
фиг. 3 - принцип стратегии восстановления,
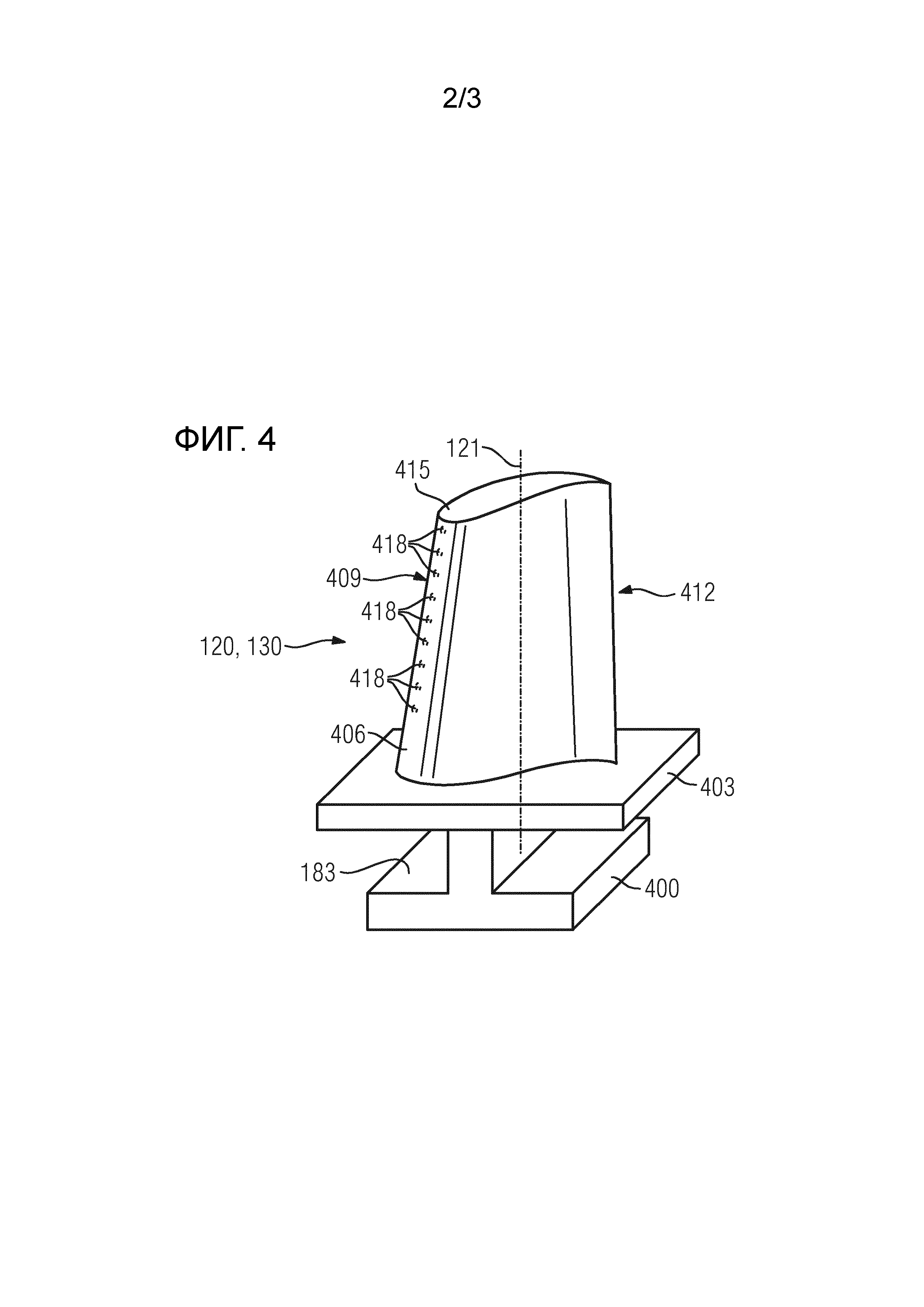
фиг. 4 - лопатку турбины,
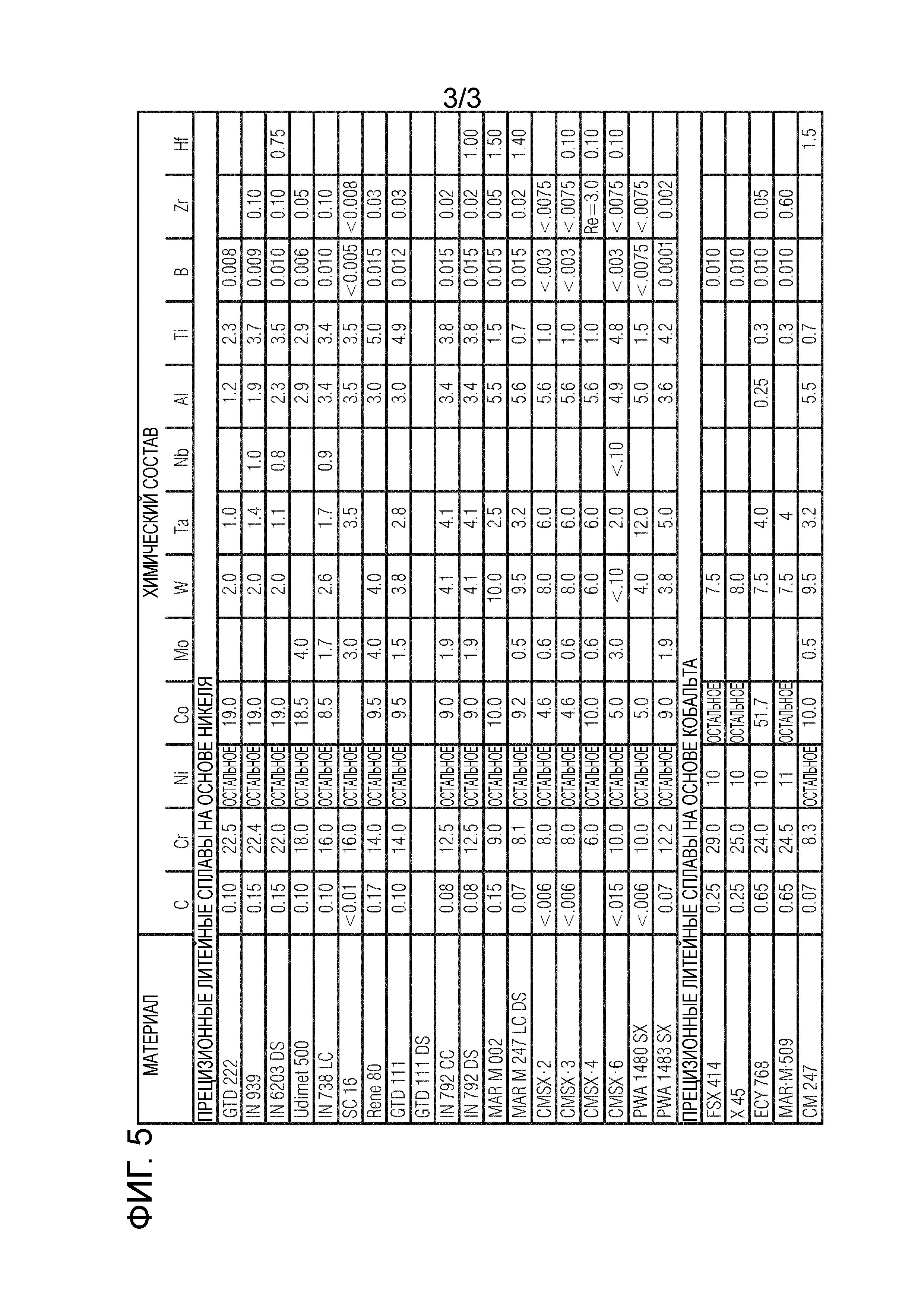
фиг. 5 - перечень суперсплавов.
Описание и фигуры представляют собой лишь примеры осуществления изобретения.
На фиг. 1 изображен вид сверху на поверхность 4, в частности на вершину 415 лопатки 120, 130 турбины (фиг. 4), или, вообще, в качестве детали 1.
Поверхность 4, 415 преимущественно плоская.
В сечении видна продолговатая изогнутая форма или типичная геометрия пера 406 лопатки (фиг. 4). На поверхность 4, 415, представляющую собой, в частности, соответственно подготовленную поверхность уже использованной лопатки 120, 130 турбины, должен быть нанесен материал, чтобы достичь в сечении заданной геометрии, как на фиг. 2.
Перо лопатки 120, 130 турбины имеет внешний контур 7.
Преимущественно на первом этапе вдоль контура 7 кладется внешний огибающий наплавляемый валик 10, прежде чем будут наплавлены первые наплавляемые валики для наплавляемых слоев.
Если наплавляется огибающая стенка 13, то вдоль создаваемого внутреннего контура 8 преимущественно также кладется внутренний огибающий наплавляемый валик 11, прежде чем между контурами 7, 8 будут наплавлены первые наплавляемые валики для наплавляемых слоев.
На фиг. 2 изображено сечение заданной геометрии корончатого хвостовика 4 с огибающей стенкой 13, в частности задевающей кромкой лопатки турбины, так что возникает открытая вверху полость 6 с внутренним контуром 8.
Преимущественно может быть необходимым полностью покрыть также поверхность 4, 415 на первых этапах несколькими наплавляемыми слоями или создать ее в несколько наплавляемых слоев, прежде чем будет наплавлена огибающая стенка 13. Тогда сначала преимущественно не кладется внутренний огибающий наплавляемый валик 11.
Стенка 13 имеет в ширину, по меньшей мере, две ширины наплавляемых валиков.
В середине поверхности 4, 415 образуется открытая вверху полость 6 с внутренней поверхностью 5.
На фиг. 3 изображены первые этапы наплавления материала на большой поверхности, в частности для огибающей стенки 13. Наплавляемые валики 26 (26ʹ, 26ʹʹ,…,), 29 (29ʹ, 29ʹʹ,…) кладутся параллельно продольной линии 20.
Продольная линия 20 ориентирована преимущественно по продольному направлению поверхности 4, 415. В частности, продольная линия 20 может проходить через конец 40 поверхности 4, 415 и представляет собой почти самое длинное там прямолинейное очертание на поверхности 4, 415.
Наплавляемые валики 26, 29 начинаются преимущественно на одном конце, в частности 26ʹ поверхности 4, 415, и проходят прямолинейно. Когда наплавляемый валик покидает внешний контур 7, то процесс наплавления смещается в следующий, смещенный на определенное расстояние наплавляемый валик.
В зонах, где возникает полость 6, материал не наплавляется, так что продольная линия 20 или параллели ей представляют собой лишь ход относительного движения между подложкой 120 и сварочной головкой (не показана).
В первом наплавляемом слое поверхность 4, 415, которая должна быть покрыта материалом, полностью создается параллельно проходящими наплавляемыми валиками 26, 29. Наплавляемые валики кладутся преимущественно непрерывно от одной стороны, здесь 26ʹ, к другой стороне, здесь 29ʹ.
На втором этапе второй наплавляемый слой создается наплавляемыми валиками, которые кладутся параллельно поперечной линии 23 (33ʹ, 33ʹʹ,…). Поперечная линия 23 проходит поперек продольной линии 20, в частности под углом 70-110°, особенно, в частности, 80-100° к продольной линии 20.
Преимущественно поперечная линия 23 проходит перпендикулярно продольной линии 20.
Второй наплавляемый слой покрывает первый наплавленный слой. Также здесь линии 33ʹ, 33ʹʹ,… представляют собой лишь относительное движение между вершиной лопатки и сварочной головкой, т.е. если создается внутренняя поверхность 5, то там материал не наплавляется за счет того, что его подача в этой зоне прекращается.
Второй наплавляемый слой начинается преимущественно на конце 40 поверхности 4, 415, а затем покрывается непосредственно примыкающими друг к другу или преимущественно перекрывающимися наплавляемыми валиками.
Последовательность может быть также обратной.
Наплавляемые валики 33 (33ʹ, 33ʹʹ,…) кладутся параллельно поперечной линии 23.
Поперечная линия 23 ориентирована преимущественно поперек продольного направления 20 поверхности 4, 415.
Наплавляемые валики 33ʹ, 33ʹʹ начинаются преимущественно на одном конце, например 40, поверхности 4, 415 и проходят прямолинейно. Когда наплавляемый валик покидает внешний контур 7, то процесс наплавления смещается в следующий, смещенный на определенное расстояние наплавляемый валик.
В зонах, где возникает полость 6, материал не наплавляется, так что поперечная линия 23 или параллели ей представляют собой лишь ход относительного движения между подложкой 120 и сварочной головкой (не показана).
В первом наплавляемом слое поверхность 4, 415, которая должна быть покрыта материалом, полностью создается параллельно проходящими наплавляемыми валиками 33. Наплавляемые валики кладутся преимущественно непрерывно от одной стороны, здесь 40, 412, к другой стороне, здесь 409 (фиг. 4).
На втором этапе второй наплавляемый слой создается наплавляемыми валиками, которые кладутся параллельно продольной линии 20 (26, 29), причем продольная линия 20 проходит поперек поперечной линии 23, в частности под углом 70-110°, особенно, в частности, 80-100° к поперечной линии 23.
Преимущественно продольная линия 20 проходит перпендикулярно поперечной линии 23.
Второй наплавляемый слой покрывает первый наплавленный слой.
Также здесь линии 26, 29, … представляют собой лишь относительное движение между вершиной лопатки и сварочной головкой, т.е. если создается внутренняя поверхность 5, то там материал не наплавляется за счет того, что его подача в этой зоне прекращается.
Второй наплавляемый слой начинается преимущественно с одной стороны поверхности 4, 415, а затем покрывается непосредственно примыкающими друг к другу или преимущественно перекрывающимися наплавляемыми валиками.
Нужная высота стенки 13 достигается за счет того, что процесс на фиг. 3 повторяют до тех пор, пока не будет достигнута нужная высота стенки 13.
Лопатка 120, 130 турбины содержит суперсплав на основе никеля или кобальта, в частности сплав на фиг. 5.
Наплавляемый материал представляет собой также сплав на основе никеля или кобальта и преимущественно отличается от материала детали 1, 120, 130. Отличие означает, что, по меньшей мере, один легирующий элемент имеет на 10% более высокую или более низкую долю этого легирующего элемента.
Способы и устройства для обработки расширенного элемента прокси информации
Устройство и способ для разрешения неоднозначности из оценки направления прихода
Вч генератор
Короткозамкнутый ротор с пусковым стержнем
Устройство для выделения ферромагнитных частиц из суспензии
Устройство и способ для оценки уровня кодированных аудио кадров в области битового потока
Схема управления для электромагнитного реле
Способ и устройство для определения локальной пространственной протяженности фазы минерала ценного материала в породе
Способ и устройство для увеличения добычи на месторождении
Компонент из жаропрочного сплава и суспензионная композиция для компонента из жаропрочного сплава
Способ сварки заготовок из высокожаропрочных суперсплавов с особой массовой скоростью подачи сварочного присадочного материала
Сплав на основе никеля, применение и способ
Система слоев с двойным металлическим mcraly-покрытием
Способ колебательной сварки
Улучшенная износостойкость высокотемпературной конструкционной детали, придаваемая кобальтовым покрытием
Способ оплавления трещин

