Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ ОБЛАСТЕЙ ОБРАЗОВАНИЯ ДЕФЕКТА ФОРМЫ ПОВЕРХНОСТИ, СПОСОБ ОЦЕНКИ ОБЛАСТЕЙ ИСТОЧНИКОВ ДЕФЕКТА ФОРМЫ ПОВЕРХНОСТИ, УСТРОЙСТВО ОЦЕНКИ ОБЛАСТЕЙ ОБРАЗОВАНИЯ ДЕФЕКТА ФОРМЫ ПОВЕРХНОСТИ, УСТРОЙСТВО ОЦЕНКИ ОБЛАСТЕЙ ИСТОЧНИКОВ ДЕФЕКТА ФОРМЫ ПОВЕРХНОСТИ, ПРОГРАММА И НОСИТЕЛЬ ЗАПИСИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу, устройству, программе и носителю записи для оценки областей образования или областей источников дефекта формы поверхности, образующегося при осуществлении обработки деформированием в отношении заготовки.
Приоритет испрашивается по заявке № 2015-012325 на патент Японии, поданной 26 января 2015 г., содержание которой включено в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Производство большинства таких элементов транспортных средств, как дверь или бампер, элементов бытовой электроники и строительных материалов осуществляется посредством штамповки листовой стали. В последние годы возросло требование уменьшения веса в отношении элементов (штампованного изделия), и чтобы реализовать это требование, предложено делать стальной материал тонким за счет использования стального материала, обладающего высокой прочностью.
[0003]
Вместе с тем, когда прочность листовой стали увеличивается, возникает необходимость принятия жестких организационных мер по гарантии формы элементов, изготавливаемых посредством штамповки. При организации производства важны такие моменты, как образование пружинения, которая представляет собой деформацию из-за упругого восстановления при упругой деформации листовой стали и представляет собой деформацию, которой сопутствует использование остаточного напряжения в качестве движущей силы, генерируемой в листовой стали во время штамповки, и образование складок, обуславливаемых гибкой во время штамповки.
[0004]
В частности, в последнее время возникла тенденция к достижению такой цели, как сокращение количества разрабатываемых процессов изготовления и объема затрат на разработку транспортного средства или аналогичной продукции, заключающаяся в том, что стадию планирования исследований способа формирования формируемого элемента начинают одновременно со стадией проектирования. Вместе с тем, когда проект на стадии проектирования изменяется, одновременно с этим на стадии проектирования изменяется и формируемое изделие, и поэтому количество процессов и объем затрат на стадии планирования исследований способа формирования формируемого элемента являются серьезными проблемами с точки зрения разрабатываемых процессов или объема затрат на разработку транспортного средства или аналогичной продукции.
В связи с вышеизложенным, за последние годы выяснилось, что желателен способ, которым можно будет оценивать области образования или области источников «пружинения» или «складок», описанных выше, на стадии планирования исследований способа формирования, то есть на стадии, предшествующей практическому осуществлению формирования.
[0005]
В патентных документах 1-3, в качестве способа задания областей источников пружинения описан способ задания областей источников пружинения путем разделения напряженного состояния на множество задаваемых областей в нижней мертвой точке формирования, арифметического вычисления напряжения задаваемых областей и осуществления вычисления пружинения методом конечных элементов.
Известные документы
Патентные документы
[0006]
Патентный документ 1: Патент Японии № 5068783
Патентный документ 2: Патент Японии № 4894294
Патентный документ 3: Первая публикация № 2009-286351 не проходившей экспертизу заявки на патент Японии
Раскрытие изобретения
Задачи, решаемые изобретением
[0007]
Как описано в патентных документах 1-3, в известном уровне техники исследован способ оценки областей образования или областей источников «пружинения» по объективным показателям, таким, как остаточное напряжение, но способ количественной оценки областей образования или областей источников дефекта формы поверхности, такого, как «складки» или «отклонение поверхности», образующееся во время штамповки, еще не исследован, и потребовалось разработать такой способ.
Аналогичные проблемы не ограничиваются областью штамповки листовой стали, а существуют также в случае профилирования листового стального материала, имеющего продольный профиль, или гидроформования стальной трубы. Кроме того, материал заготовки тоже не ограничивается сталью, и аналогичные проблемы существуют даже в случае такого металлического материала, как алюминий или титан, армированного стекловолокном полимерного материала, такого, как пластик, армированный стекловолокном (ПАС), или термопластик, армированный стекловолокном (ТАС), и материала, представляющего собой композицию этих материалов.
[0008]
С учетом вышеописанной ситуации, задача данного изобретения состоит в том, чтобы разработать способ, устройство, программу и носитель записи для оценки областей образования и областей источников дефекта формы поверхности, образующегося при осуществлении обработки деформированием в отношении заготовки.
Средства решения задачи
[0009]
Сущность данного изобретения применительно к решению задачи заключается в следующем.
[0010]
(1) В соответствии с одним аспектом данного изобретения, предложен способ оценки областей образования дефекта формы поверхности, предназначенный для оценки областей образования дефекта формы поверхности продукта, подвергнутого обработке деформированием, полученного путем осуществления обработки деформированием в отношении заготовки с момента Tнач времени начала обработки деформированием до момента Tоконч времени окончания обработки деформированием, заключающийся в том, что: проводят процесс определения распределения первого напряжения, предусматривающий получение распределения σ(T1) первого напряжения, которое представляет собой распределение напряжения заготовки в первый рабочий момент T1 времени, который наступает после момента Tнач времени начала обработки деформированием и перед моментом Tоконч времени окончания обработки деформированием, методом конечных элементов; проводят процесс определения распределения второго напряжения, предусматривающий получение распределения σ(T2) второго напряжения, которое представляет собой распределение напряжения заготовки во второй рабочий момент T2 времени, который наступает после первого рабочего момента T1 времени и перед моментом Tоконч времени окончания обработки деформированием, или одновременно с ним, методом конечных элементов; проводят процесс определения распределения сравнительного напряжения, предусматривающий получение распределения σ(T1, T2) сравнительного напряжения, которое представляет собой распределение сравнительного напряжения заготовки на основе сравнения распределения σ(T1) первого напряжения и распределения σ(T2) второго напряжения; проводят процесс определения распределения раздельного сравнительного напряжения, предусматривающий получение распределения σDIV(T1, T2) раздельного сравнительного напряжения, которое представляет собой распределение сравнительных напряжений каждой из отдельных областей DK, путем разделения распределения σ(T1, T2) сравнительного напряжения на множество отдельных областей DK; и проводят процесс оценки областей образования дефекта формы поверхности, предусматривающий оценку того, является ли каждая из отдельных областей DK областью образования дефекта формы поверхности, на основе показателя α оценки образования дефекта формы поверхности, получаемого в отношении каждой из отдельных областей DK, путем использования распределения σDIV(T1, T2) раздельного сравнительного напряжения.
(2) В способе оценки областей образования дефекта формы поверхности по п.(1), показатель α оценки образования дефекта формы поверхности может представлять собой минимальное значение сравнительного напряжения.
(3) В способе оценки областей образования дефекта формы поверхности по п.(1), показатель α оценки образования дефекта формы поверхности может представлять собой максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга.
(4) В способе оценки областей образования дефекта формы поверхности по п.(1), показатель α оценки образования дефекта формы поверхности может представлять собой максимальное значение градиента разности, получаемое путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние.
[0011]
(5) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(4), в процессе определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя элемент, сравнительное напряжение которого является минимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, а вторую отдельную область D2, включающую в себя элемент, сравнительное напряжение которого является минимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
(6) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(4), в процессе определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя два элемента, которые представляют собой совокупность, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится максимальной, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, а вторую отдельную область D2, включающую в себя два элемента, которые представляют собой совокупность, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится максимальной, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
(7) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(4), в процессе определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя два элемента, которые представляют собой совокупность, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние, становится максимальным, можно определить как одну из множества отдельных областей DK в распределении сравнительного напряжения, σ(T1, T2), а вторую отдельную область D2, включающую в себя два элемента, которые представляют собой совокупность, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние, становится максимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
[0012]
(8) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(7), второй рабочий момент Т2 времени может представлять собой момент Tоконч времени окончания обработки деформированием.
(9) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(8), заготовка может быть металлической.
(10) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(9), обработка деформированием может представлять собой штамповку.
(11) В способе оценки областей образования дефекта формы поверхности по любому из пп.(1)-(10), дефект формы поверхности может представлять собой складки.
[0013]
(12) В соответствии со вторым аспектом данного изобретения, предложен способ оценки областей источников дефекта формы поверхности, заключающийся в том, что: проводят процесс разделения на области, предусматривающий задание областей образования дефекта формы поверхности, оцениваемых посредством способа оценки областей образования дефекта формы поверхности по любому из пп.(1)-11) как эталонной области m0, и разделение периферии эталонной области m0 на множество периферийных областей mk (k = 1, 2, 3, … n); проводят процесс определения распределения скорректированного первого напряжения, предусматривающий получение для каждой из периферийных областей mk распределения σʹ(T1) скорректированного первого напряжения в случае изменения значения напряжения произвольной периферийной области mn среди множества периферийных областей mk в первом распределении σ(T1) напряжения; проводят процесс определения скорректированного распределения второго напряжения, предусматривающий получение распределения σʹ(T2) скорректированного второго напряжения для каждой из периферийных областей mk путем проведения анализа формирования в отношении распределения σʹ(T1) скорректированного первого напряжения методом конечных элементов для второго рабочего момента Т2 времени; проводят процесс определения распределения скорректированного сравнительного напряжения, предусматривающий получение распределения σʹ(T1, T2) скорректированного сравнительного напряжения, которое представляет собой распределение скорректированного сравнительного напряжения заготовки, на основе сравнения распределения σʹ(T1) скорректированного первого напряжения и распределения σʹ(T2) скорректированного второго напряжения в отношении каждой из периферийных областей mk; и проводят процесс оценки областей источников дефекта формы поверхности, предусматривающий оценку того, является ли каждая из периферийных областей mk областью источника дефекта формы поверхности, на основе сравнительного значения β(mk, m0) показателя β(mk) оценки источника дефекта формы поверхности в эталонной области m0, получаемого путем использования распределения σʹ(T1, T2) скорректированного сравнительного напряжения каждой периферийной области mk, и показателя β(m0) оценки источника дефекта формы поверхности в эталонной области m0, получаемого путем использования распределения σ(T1, T2) сравнительного напряжения.
(13) В способе оценки областей источников дефекта формы поверхности по п.(12), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой минимальные значения скорректированного сравнительного напряжения.
(14) В способе оценки областей источников дефекта формы поверхности по п.(12), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой максимальные значения разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга.
(15) В способе оценки областей источников дефекта формы поверхности по п.(12), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой максимальные значения градиента разности, полученные путем деления разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние.
[0014]
(16) В соответствии с третьим аспектом данного изобретения, предложено устройство оценки областей образования дефекта формы поверхности, которое оценивает область образования дефекта формы поверхности продукта, подвергнутого обработке деформированием, полученного путем осуществления обработки деформированием в отношении заготовки с момента Tнач времени начала обработки деформированием до момента Tоконч времени окончания обработки деформированием, включающее в себя: модуль определения распределения первого напряжения, который получает первое распределение σ(T1) напряжения, которое представляет собой распределение напряжения заготовки в первый рабочий момент T1 времени, который наступает после момента Tнач времени начала обработки деформированием и перед моментом Tоконч времени окончания обработки деформированием, методом конечных элементов; модуль определения распределения второго напряжения, который получает второе распределение σ(T2) напряжения, которое представляет собой распределение напряжения заготовки во второй рабочий момент T2 времени, который наступает после первого рабочего момента T1 времени и перед моментом Tоконч времени окончания обработки деформированием, или одновременно с ним, методом конечных элементов; модуль определения распределения сравнительного напряжения, который получает распределение σ(T1, T2) сравнительного напряжения, которое представляет собой распределение сравнительного напряжения заготовки на основе сравнения распределения σ(T1) первого напряжения и распределения σ(T1, T2) второго напряжения; модуль определения распределения раздельного сравнительного напряжения, который получает распределение σDIV(T1, T2) раздельного сравнительного напряжения, которое представляет собой распределение сравнительного напряжения каждой из отдельных областей DK, путем разделения распределения σ(T1, T2) сравнительного напряжения на множество отдельных областей DK; и модуль оценки областей образования дефекта формы поверхности, который оценивает, является ли каждая из отдельных областей DK областью образования дефекта формы поверхности, на основе показателя α оценки образования дефекта формы поверхности, получаемого в отношении каждой из отдельных областей DK, путем использования распределения σDIV(T1, T2) раздельного сравнительного напряжения.
(17) В устройстве оценки областей образования дефекта формы поверхности по п.(16), показатель α оценки образования дефекта формы поверхности может представлять собой минимальное значение сравнительного напряжения.
(18) В устройстве оценки областей образования дефекта формы поверхности по п.(16), показатель α оценки образования дефекта формы поверхности может представлять собой максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга.
(19) В устройстве оценки областей образования дефекта формы поверхности по п.(16), показатель α оценки образования дефекта формы поверхности может представлять собой максимальное значение градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние.
[0015]
(20) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(19), в модуле определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя элемент, сравнительное напряжение которого является минимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, а вторую отдельную область D2, включающую в себя элемент, сравнительное напряжение которого является минимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
(21) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(19), в модуле определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя два элемента, которые представляют собой совокупность, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится максимальной, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, а вторую отдельную область D2, включающую в себя два элемента, которые представляют собой совокупность, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится максимальной, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
(22) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(19), в модуле определения распределения раздельного сравнительного напряжения, первую отдельную область D1, включающую в себя два элемента, которые представляют собой совокупность, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние, становится максимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения, а вторую отдельную область D2, включающую в себя два элемента, которые представляют собой совокупность, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние, становится максимальным, можно определить как одну из множества отдельных областей DK в распределении σ(T1, T2) сравнительного напряжения), полученную путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения.
[0016]
(23) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(22), второй рабочий момент Т2 времени, может представлять собой момент времени окончания обработки деформированием, Tоконч.
(24) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(23), заготовка может быть металлической.
(25) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(24), обработка деформированием может представлять собой штамповку.
(26) В устройстве оценки областей образования дефекта формы поверхности по любому из пп.(16)-(25), дефект формы поверхности может представлять собой складки.
[0017]
(27) В соответствии с четвертым аспектом данного изобретения, предложено устройство оценки областей источников дефекта формы поверхности, включающее в себя: модуль разделения на области, который задает области образования дефекта формы поверхности, оцениваемые устройством оценки областей образования дефекта формы поверхности по любому из пп.(16)-(26), как эталонную область m0, и разделяет периферию эталонной области m0 на множество периферийных областей mk (k = 1, 2, 3, … n); модуль определения распределения скорректированного первого напряжения, который получает распределение σʹ(T1) скорректированного первого напряжения для каждой из периферийных областей mk в случае изменения значения напряжения произвольной периферийной области mn среди множества периферийных областей mk в первом распределении σ(T1) напряжения; модуль определения распределения скорректированного второго напряжения, который получает распределение σʹ(T2) скорректированного второго напряжения для каждой из периферийных областей mk путем проведения анализа формирования в отношении распределения σʹ(T1) скорректированного первого напряжения методом конечных элементов для второго рабочего момента Т2 времени; модуль определения распределения скорректированного сравнительного напряжения, который получает распределение σʹ(T1, T2) скорректированного сравнительного напряжения, которое представляет собой распределение скорректированного сравнительного напряжения заготовки, на основе сравнения распределения σʹ(T1) скорректированного первого напряжения и распределения σʹ(T2) скорректированного второго напряжения, в отношении каждой из периферийных областей mk; и модуль оценки областей источников дефекта формы поверхности, который оценивает, является ли каждая из периферийных областей mk областью источника дефекта формы поверхности, на основе сравнительного значения β(mk, m0) показателя β(mk) оценки источника дефекта формы поверхности в эталонной области m0, полученного путем использования распределения σʹ(T1, T2) скорректированного сравнительного напряжения каждой периферийной области mk, и показателя β(m0) оценки источника дефекта формы поверхности в эталонной области m0, полученного путем использования распределения σ(T1, T2) сравнительного напряжения.
(28) В устройстве оценки областей источников дефекта формы поверхности по п.(27), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой минимальные значения скорректированного сравнительного напряжения.
(29) В устройстве оценки областей источников дефекта формы поверхности по п.(27), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой максимальные значения разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга.
(30) В устройстве оценки областей источников дефекта формы поверхности по п.(27), показатели β(mk) и β(m0) оценки источника дефекта формы поверхности могут представлять собой максимальные значения градиента разности, полученные путем деления разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние.
[0018]
(31) В соответствии с пятым аспектом данного изобретения, предложена программа, которая осуществляет способ оценки областей образования дефекта формы поверхности по п.(1).
(32) В соответствии с шестым аспектом данного изобретения, предложена программа, которая осуществляет способ оценки областей источников дефекта формы поверхности по п.(12).
(33) В соответствии с седьмым аспектом данного изобретения, предложен носитель записи, который считывается компьютером и на котором записана программа по п.(31).
(34) В соответствии с восьмым аспектом данного изобретения, предложен носитель записи, который считывается компьютером и на котором записана программа по п.(32).
Полезные эффекты изобретения
[0019]
В соответствии с данным изобретением, оказывается возможной разработка способа, устройства, программы и носителя записи для оценки областей образования или областей источников дефекта формы поверхности изделия, подвергнутого обработке деформированием, образуемого при проведении обработки деформированием в отношении заготовки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020]
На фиг.1 представлен схематический вид, иллюстрирующий модель пресс-формы, которая используется при численном анализе способа оценки областей образования дефекта формы поверхности в соответствии с первым вариантом осуществления данного изобретения и способа оценки областей источников дефекта формы поверхности в соответствии со вторым вариантом осуществления данного изобретения.
На фиг.2 представлена блок-схема последовательности операций, иллюстрирующая порядок обработки согласно способу оценки областей образования дефекта формы поверхности в соответствии с первым вариантом осуществления данного изобретения.
На фиг.3 представлен контурный вид распределения σ(T1) первого напряжения стального листа S в первый рабочий момент T1 времени.
На фиг.4 представлен контурный вид распределения σ(T2) второго напряжения стального листа S во второй рабочий момент T2 времени.
На фиг.5 представлен контурный вид распределения σ(T1, T2) сравнительного напряжения, полученного на основе разности между распределением σ(T1) первого напряжения и распределением σ(T2) второго напряжения.
На фиг.6 представлен вид, иллюстрирующий положения отдельных областей D0-D10 на контурном виде распределения σ(T1, T2) сравнительного напряжения, проиллюстрированного на фиг.5.
На фиг.7 представлен вид, соответственно иллюстрирующий распределение σDIV(T1, T2) раздельного сравнительного напряжения в отношении отдельных областей D0-D10, проиллюстрированных на фиг.6.
На фиг.8 представлена блок-схема последовательности операций, иллюстрирующая порядок обработки согласно способу оценки областей источников дефекта формы поверхности в соответствии со вторым вариантом осуществления изобретения.
На фиг.9 представлен вид, на котором отдельная область D0, оцененная как область образования дефекта формы поверхности, задана как эталонная область m0, а ее периферия разделена на периферийные области m1-m10.
На фиг.10 представлен контурный вид распределения σʹ(T1) скорректированного первого напряжения, полученного путем аппроксимации значения напряжения периферийной области m1 до 0 в первом распределении σ(T1) напряжения.
На фиг.11 представлен контурный вид распределения σʹ(T2) скорректированного второго напряжения, полученного путем продолжения анализа формирования от состояния распределения σʹ(T1) скорректированного первого напряжения, проиллюстрированного на фиг.10, для второго рабочего момента Т2 времени.
На фиг.12 представлен контурный вид распределения σʹ(T1, Т2) скорректированного сравнительного напряжения, полученного на основе разности между распределением σʹ(T1) скорректированного первого напряжения σʹ(T1) и распределением σʹ(T2) скорректированного второго напряжения.
На фиг.13 представлен схематический вид, иллюстрирующий устройство 10 оценки областей образования дефекта формы поверхности в соответствии с третьим вариантом осуществления данного изобретения.
На фиг.14 представлен схематический вид, иллюстрирующий устройство 20 оценки областей источников дефекта формы поверхности в соответствии с четвертым вариантом осуществления данного изобретения.
На фиг.15 представлен вид, иллюстрирующий системную шину, которая обеспечивает работу компьютерной программы.
На фиг.16А представлен вид, на котором стальной лист S затенен в первый рабочий момент T1 времени.
На фиг.16B представлен вид, на котором стальной лист S затенен во второй рабочий момент T2 времени.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0021]
Сначала будет описан способ оценки областей образования складок, применяемый в известных технических решениях.
На фиг.16A и 16B иллюстрируются виды затененного штампованного изделия (стального листа S), в отношении которого осуществляют штамповку путем использования модели пресс-формы согласно фиг.1, которая будет описана позже. На фиг.16А представлен вид затененного стального листа S, когда верхняя часть 101 штампа находится в 5 миллиметрах перед нижней мертвой точкой, а на фиг.16B представлен вид затененного стального листа S, когда верхняя часть 101 штампа находится в нижней мертвой точке.
На фиг.16A, часть, в которой свет и тень совпадают, представляет собой часть, в которой форма стального листа S изменяется между положениями передней части пресса в нижней мертвой точке и в 5 миллиметрах перед нижней мертвой точкой. Иными словами, можно также оценить, что в этой части образуется изгибаемый участок, который является первопричиной складок, но часть, имеющая свет и тень, - это просто часть, в которой форма стального листа S изменяется и которую можно оценить как участок изгиба или можно оценить как форму продукта.
Помимо этого, как проиллюстрировано на фиг.16B, из затененного вида, полученного, когда верхняя часть 101 штампа находится в нижней мертвой точке, свет и тень не ясны, и трудно оценить области образования складок.
Иными словами, в способе оценки, предусматривающем использование затененного вида, описанного выше, трудно количественно оценить области образования складок. В частности, в случае, где форма продукта усложнена, из затененного вида исключительно трудно распознать, является упомянутая часть участком изгиба или складок, или достигается ли форма (профиль), которую (который) надлежит получить в результате обработки.
[0022]
Кроме того, в качестве способа определения распределения напряжения в стальном листе применяется способ анализа штамповки стального листа, который предусматривает использование способа анализа методом конечных элементов (МКЭ). При осуществлении способа анализа возможно получение распределения напряжения в стальном листе путем разделения стального листа на множество конечных элементов и путем оценки напряжения для каждого из конечных элементов. Вместе с тем, трудно спрогнозировать области образования складок исходя непосредственно из распределения напряжения. В качестве причины образования распределения напряжения рассматриваются различные факторы и помимо образования складок, вследствие чего выясняется, что образование распределения напряжения не обязательно связано с образованием складок.
[0023]
Авторы изобретения обнаружили, что важно сравнить распределения напряжения стального листа в разные моменты времени обработки, когда образование складок прогнозируют с учетом того, что складки, образующиеся в стальном листе, вероятно, должны образовываться по мере увеличения рабочего объема стального листа и, вероятно, должны образовываться в ближайший момент непосредственно перед тем, как верхняя часть штампа достигает нижней мертвой точки.
Помимо этого, авторы изобретения обнаружили, что важнее сравнивать распределение напряжения стального листа перед достижением нижней мертвой точки и распределение напряжения стального листа после достижения нижней мертвой точки для точного прогнозирования образования складок с учетом того, что участок изгиба, который является первопричиной складок, прессуется матрицей, а в результате выясняется, что распределение напряжения образуется, когда верхняя часть штампа достигает нижней мертвой точки и штамповка заканчивается.
[0024]
Ниже будет приведено составленное на основе вариантов осуществления подробное описание способа оценки областей образования дефекта формы поверхности, способа оценки областей источников дефекта формы поверхности, устройства оценки областей образования дефекта формы поверхности, устройства оценки областей источников дефекта формы поверхности, программы и носителя записи в соответствии с данным изобретением, которое сделано на основе вышеописанных сведений.
[0025]
Помимо этого, чтобы описать данное изобретение, делая его легко понятным в любом из вариантов осуществления, в качестве примера будет описан случай, где проводят численный анализ в отношении штамповки, предусматривающей использование модели пресс-формы, которая будет описана позже, методом конечных элементов и прогнозирование областей образования складок или областей источников складок в отношении используемого в качестве заготовки стального листа S, который представляет собой холоднокатаный стальной лист S класса 440 МПа, имеющий предел прочности при растяжении, составляющий 462 МПа, и предел напряжение текучести, составляющий 360 МПа.
Конкретно, проводят численный анализ путем использования модели пресс-формы, включающей в себя верхнюю часть 101 штампа (пуансон), держатель 102 и нижнюю часть 103 штампа (матрицу), которые проиллюстрированы на фиг.1. Модель пресс-формы представляет собой модель для проведения штамповки путем относительного опускания верхней части 101 штампа в состояние, в котором стальной лист S кладут на нижнюю часть 103 штампа, опускают держатель 102 и удерживают стальной лист S между нижней частью 103 штампа и держателем 102.
[0026]
Кроме того, в этом описании имеется в ввиду, что:
(1) момент времени, когда пластическая деформация заготовки начинается, определяется как момент Tнач времени начала обработки деформированием;
(2) момент времени, когда пластическая деформация заготовки оканчивается, определяется как момент Tоконч времени окончания обработки деформированием;
(3) момент времени после наступления момента Tнач времени начала обработки деформированием и перед наступлением момента Tоконч времени окончания обработки деформированием определяется как первый рабочий момент Т1 времени; и
(4) момент времени после наступления первого рабочего момента Т1 времени и перед наступлением момента Tоконч времени окончания обработки деформированием, или одновременно с ним, определяется как второй рабочий момент Т2 времени.
Помимо этого, на чертежах, иллюстрации которых будут описаны ниже, рассматривается случай, в котором форма или типоразмер и размер иллюстрируемых элементов отличается от реального размера и т.п. этих элементов.
Термин «область» обозначает мелкую область, конфигурация которой обуславливает наличие одного или нескольких элементов в методе конечных элементов, или совокупность, в которой элементы непрерывны по отношению друг к другу.
[0027]
Первый вариант осуществления
Первый вариант осуществления данного изобретения представляет собой способ оценки областей образования дефекта формы поверхности, предназначенный для оценки областей образования складок (областей образования дефекта формы поверхности) штампованного изделия (обработанного деформированием продукта), получаемого путем штамповки стального листа S с начального момента времени штамповки (момента Tнач времени начала обработки деформированием) до конечного момента времени штамповки (момента Tоконч времени окончания обработки деформированием).
Как проиллюстрировано на фиг.2, способ оценки областей образования дефекта формы поверхности в соответствии с рассматриваемым вариантом осуществления включает в себя процесс S11 определения распределения первого напряжения, процесс S12 определения распределения второго напряжения, процесс S13 определения распределения сравнительного напряжения, процесс S14 определения распределения раздельного сравнительного напряжения и процесс S15 оценки областей образования дефекта формы поверхности.
Далее будет приведено подробное описание каждого процесса.
[0028]
Процесс S11 определения распределения первого напряжения
В процессе S11 определения распределения первого напряжения, получают распределение σ(T1) первое напряжения, которое представляет собой распределение напряжения стального листа S, который является целью штамповки, в первый рабочий момент T1 времени путем численного анализа методом конечных элементов. Конкретно, получают распределение σ(T1) первого напряжения путем проведения численного анализа в соответствии с методом конечных элементов в отношении распределения напряжения стального листа S в первый рабочий момент T1 времени, то есть, в момент времени, наступающий после того, как верхняя часть 101 штампа вступает в контакт со стальным листом S и начинается деформация стального листа S, и перед тем, как верхняя часть 101 штампа достигает нижней мертвой точки.
На фиг.3 иллюстрируется контурный вид (диаграмма с изолиниями) распределения σ(T1) первого напряжения, полученного в соответствии с процессом S11 определения распределения первого напряжения.
[0029]
Процесс S12 определения распределения второго напряжения
В процессе S12 определения распределения второго напряжения, получают второе распределение σ(T2) напряжения, которое представляет собой распределение напряжения стального листа S, который является целью штамповки, во второй рабочий момент T2 времени путем численного анализа в соответствии с методом конечных элементов. Конкретно, получают распределение σ(T2) второго напряжения путем проведения численного анализа в соответствии с методом конечных элементов в отношении распределения напряжения стального листа S во второй рабочий момент T2 времени, то есть, в момент времени после наступления первого рабочего момента Т1 времени и перед наступлением момента Tоконч времени окончания обработки деформированием, или одновременно с ним.
На фиг.4 иллюстрируется контурный вид распределения σ(T2) второго напряжения, полученного в соответствии с процессом S12 определения распределения второго напряжения.
[0030]
Как иллюстрируется на фиг.3 и 4, в первый рабочий момент T1 времени и во второй рабочий момент T2 времени можно выявить часть, в которой остаточное напряжение частично увеличивается (см., например, стрелку, проиллюстрированную на фиг.4). Эта часть представляет собой часть, в которой рабочее отношение является высоким и проводится избыточное формирование, и представляет собой часть, в которую материал втекает из периферийной части. Иными словами, также нельзя исключить возможность образования складок (или участка изгиба) в этой части, но аналогично способу оценки в соответствии с затененным видом согласно известным техническим решениям, невозможно распознать, является упомянутая часть участком складок, или достигается ли форма (профиль), которую (который) надлежит получить в результате обработки. Кроме того, даже когда оценка свидетельствует, что складки образуются, трудно количественно оценить размер и т.п. складок.
[0031]
Кроме того, численный анализ методом конечных элементов можно провести путем использования коммерческой системы анализа методом конечных элементов (МКЭ) (например, коммерческого программного обеспечения PAM-STAMP, LS-DYNA, Autoform, OPTRIS, ITAS-3D, ASU/P-FORM, ABAQUS, ANSYS, MARC, HYSTAMP, Hyperform, SIMEX, Fastform3D и Quikstamp). Путем использования систем анализа методом конечных элементов (МКЭ), на основе таких свойств стального листа, как данные формы (толщина, длина или ширина листа) штампованного стального листа S, а также его прочность или удлинение, можно задать условие формирования, такое, как форма штампа (форма матрицы и пуансона, кривизна и условие смазки), или давление прессования (температура или давление) для проведения анализа штамповки, и количественно оценить распределение напряжения сформированного изделия после штамповки.
[0032]
Процесс S13 определения распределения сравнительного напряжения
В процессе S13 определения распределения сравнительного напряжения, на основе сравнения распределения σ(T1) первого напряжения и распределения σ(T2) второго напряжения получают распределение σ(T1, T2) сравнительного напряжения, которое представляет собой распределение сравнительного напряжения согласно первому напряжению и второму напряжению.
Конкретнее, сравнивая первое распределение σ(T1) напряжения и второе распределение σ(T2) напряжения и получая разность или коэффициент изменения напряжения каждого конечного элемента, можно получить распределение σ(T1, T2) сравнительного напряжения.
На фиг.5 иллюстрируется контурный вид распределения σ(T1, T2) сравнительного напряжения, полученного в соответствии с процессом S13 определения распределения сравнительного напряжения.
[0033]
Поскольку участок изгиба прессуется по мере протекания обработки деформированием, в части, в которой образуются складки, возникает сжимающее остаточное напряжение, а в части, периферийной по отношению к упомянутой, возникает растягивающее остаточное напряжение. Следовательно, как проиллюстрировано на фиг.5, вычисляя разность или коэффициент изменения значения напряжения между распределением σ(T1) первого напряжения стального листа S в первый рабочий момент T1 времени и распределением σ(T2) второго напряжения стального листа S во второй рабочий момент T2 времени, в который обработка деформированием продолжилась дольше, чем в первый рабочий момент Т1 времени, и отображая результат вычисления посредством контурного вида, можно ясно наблюдать ту часть, в которой образуются складки (проиллюстрированные стрелками на чертеже).
[0034]
Процесс S14 определения распределения раздельного сравнительного напряжения
В процессе S14 определения распределения раздельного сравнительного напряжения, путем разделения распределения σ(T1, T2) сравнительного напряжения на множество отдельных областей DK (k = 1, 2, 3, … n) получают распределение σDIV(T1, T2) раздельного сравнительного напряжения, которое представляет собой распределение сравнительного напряжения в каждой из отдельных областей DK.
На фиг.6 иллюстрируется пример случая, в котором распределение σ(T1, T2) сравнительного напряжения разделяют на отдельные области D0-D10.
Кроме того, на фиг.7 иллюстрируется распределение σDIV(T1, T2) раздельного сравнительного напряжения каждой из отдельных областей D0-D10, проиллюстрированных на фиг.6.
Помимо этого, отметим, что на фиг.7 «Мин» обозначает «минимальное значение (ГПа) сравнительного напряжения», «Макс» обозначает «максимальное значение (ГПа) сравнительного напряжения», «Макс - Мин» обозначает «максимальное значение (ГПа) разности в сравнительном напряжении между двумя элементами, отделенными друг от другаʺ, а «Град. Макс.» обозначает «максимальное значение (ГПа/мм) градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние».
Помимо этого, на способ определения отдельной области DK конкретных ограничений нет, а можно использовать способ, который будет описан позже.
[0035]
Процесс S15 оценки областей образования дефекта поверхности
В процессе S15 оценки областей образования дефекта формы поверхности, путем использования распределения σDIV(T1, T2) раздельного сравнительного напряжения, на основе показателя α оценки образования дефекта формы поверхности, получаемого в отношении каждой из отдельных областей DK, оценивают, является ли каждая из отдельных областей DK областью образования складок.
В качестве показателя α оценки образования дефекта формы поверхности можно использовать, например, следующий показатель оценки.
Показатель α1 оценки образования дефекта формы поверхности: минимальное значение сравнительного напряжения.
Показатель α2 оценки образования дефекта формы поверхности: максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга.
Показатель α3 оценки образования дефекта формы поверхности: максимальное значение градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние.
[0036]
Показатель α1 оценки образования дефекта формы поверхности
В случае использования показателя α1 оценки образования дефекта формы поверхности, отдельную область DK, в которой «минимальное значение сравнительного напряжения» меньше, чем пороговое значение в каждом из раздельных распределений σDIV(T1, T2) сравнительных напряжений, оценивают как область образования складок.
Участок изгиба, который является первопричиной складок, образуется в первый рабочий момент T1 времени, а после этого, участок изгиба прессуется по мере протекания процесса формирования. Следовательно, во второй рабочий момент T2 времени возникает сжимающее остаточное напряжение, обуславливаемое участком изгиба (складкой), подвергшимся прессованию, или участком изгиба (складкой), подвергающимся прессованию.
Следовательно, можно сказать, что в отдельной области DK, в которой сжимающее остаточное напряжение велико, вероятность, что образуются складки, высока.
Благодаря этому, можно оценить отдельную область DK, в которой «минимальное значение сравнительного напряжения» меньше, чем пороговое значение, как область образования складок.
[0037]
Чтобы привести конкретный пример, рассматривая значение «Мин», проиллюстрированное на фиг.7, например, в случае, в котором пороговое значение задано равным -0,700 (ГПа), можно оценить отдельную область D0, отдельную область D5 и отдельную область D7 как области образования складок.
[0038]
Пороговое значение в случае использования показателя α1 оценки образования дефекта формы поверхности может определяться тем, допустима ли складка, имеющая любую высоту, в готовом продукте (штампованном изделии). Иными словами, например, в случае штампованного изделия, используемого в более неблагоприятной окружающей среде, поскольку даже небольшая складка оказывает значительное воздействие на рабочие характеристики продукта, задавая пороговое значение «низким», можно строже оценивать образование складок.
[0039]
Показатель α2 оценки образования дефекта формы поверхности
В случае использования показателя α2 оценки образования дефекта формы поверхности, отдельную область DK, в которой «максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга», больше, чем пороговое значение в каждом из раздельных распределений σDIV(T1, T2) сравнительных напряжений, оценивают как область образования складок.
Как описано выше, участок изгиба, который является первопричиной складок, образуется в первый рабочий момент T1 времени, а после этого участок изгиба прессуется по мере протекания формирования, и во второй рабочий момент T2 времени возникает сжимающее остаточное напряжение, обуславливаемое участком изгиба (складкой), подвергшимся прессованию, или участком изгиба (складкой), подвергающимся прессованию. Помимо этого, вокруг сжимающего остаточного напряжения генерируется растягивающее остаточное напряжение.
Следовательно, можно сказать, что в отдельной области DK, в которой разность между максимальным значением и минимальным значением остаточного напряжения велика, вероятность образования складок высока.
Из-за этого, предпочтительно оценивать отдельную область DK, в которой «максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга» больше, чем пороговое значение, как область образования складок.
[0040]
Чтобы привести конкретный пример, рассматривая значение «Мин-Макс», проиллюстрированное на фиг.7, например, в случае, в котором пороговое значение задано равным 1,500 (ГПа), можно оценить отдельную область D0, отдельную область D5 и отдельную область D7 как области образования складок.
[0041]
Пороговое значение в случае использования показателя α2 оценки образования дефекта формы поверхности тоже может определяться тем, допустима ли складка, имеющая любую высоту, в готовом продукте (штампованном изделии), аналогично показателю α1 оценки образования дефекта формы поверхности. В случае использования показателя α2 оценки образования дефекта формы поверхности, задавая пороговое значение «высоким», можно строже оценивать образование складок.
[0042]
Помимо этого, в случае использования показателя α2 оценки образования дефекта формы поверхности, по сравнению со случаем использования показателя α1 оценки образования дефекта формы поверхности, также учитывается значение растягивающего остаточного напряжения вокруг складок, и поэтому можно оценивать область образования складок точнее, чем в случае использования показателя α1 оценки образования дефекта формы поверхности.
[0043]
Показатель α3 оценки образования дефекта формы поверхности
В случае использования показателя α3 оценки образования дефекта формы поверхности, отдельную область DK, в которой «максимальное значение градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние» больше, чем пороговое значение в каждом из раздельных распределений σDIV(T1, T2) сравнительных напряжений, оценивают как область образования складок.
Как описано выше, в отдельной области DK, в которой разность между максимальным значением и минимальным значением остаточного напряжения велика, вероятность образования складок высока. Вместе с тем, в соответствии со способом определения отдельной области DK, существует случай, в котором в одной отдельной области DK заключено множество частей, где образуются складки. В этом случае существует возможность вычисления разности максимального значения остаточного напряжения, обуславливаемого частью, где образуются складки, и минимальным значением остаточного напряжения обуславливаемого другими частями, где образуются складки.
Следовательно, можно сказать, что для более надежного проведения оценивания областей образования складок предпочтительно учитывать разность сжимающего остаточного напряжения и растягивающего остаточного напряжения, которые обуславливаются «одной» частью, где образуются складки, как показатель оценки.
Поэтому предпочтительнее оценивать отдельную область DK, в которой «максимальное значение градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние» больше, чем пороговое значение, как область образования складок.
[0044]
Чтобы привести конкретный пример, рассматривая значение «Град. Макс», проиллюстрированное на фиг.7, например, в случае, в котором пороговое значение задано равным 0,260 (ГПа/мм), можно оценить отдельную область D0, отдельную область D9 и отдельную область D10 как области образования складок.
[0045]
Пороговое значение в случае использования показателя α3 оценки образования дефекта формы поверхности тоже может определяться тем, допустима ли складка, имеющая любую высоту, в готовом продукте (штампованном изделии), аналогично показателям α1 и α2 оценки образования дефекта формы поверхности. В случае использования показателя α3 оценки образования дефекта формы поверхности, аналогично показателю α2 оценки образования дефекта формы поверхности, задавая пороговое значение «высоким», можно строже оценивать образование складок.
[0046]
Помимо этого, в случае использования показателя α3 оценки образования дефекта формы поверхности, по сравнению со случаем использования показателей α1 и α2 оценки образования дефекта формы поверхности, учитывается градиент разности, и поэтому можно оценивать область образования складок точнее, чем в случае использования показателей α1 и α2 оценки образования дефекта формы поверхности.
[0047]
Помимо этого, что касается вышеописанного процесса S14 определения распределения раздельного сравнительного напряжения, то в отношении способа определения отдельной области DK автоматически, можно сказать, что применимо деление с одинаковой вероятностью (например, как с помощью игральной кости), или можно определить способ на основе прогноза оценки места, в котором вероятно образуется складка, и места, в котором образование складки маловероятно, исходя из приобретенного опыта.
Вместе с тем, для дальнейшего повышения точности, учитывая вышеописанные показатели α1-α3 оценки образования дефекта формы поверхности, отдельную область DK можно определить следующим образом.
[0048]
Способ 1 определения отдельной области
При осуществлении способа 1 определения отдельной области, сначала в распределении σ(T1, T2) сравнительного напряжения определяют первую отдельную область D1, включающую в себя «элемент, сравнительное напряжение которого является минимальным», как одну из множества отдельных областей DK.
Кроме того, в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения, определяют вторую отдельную область D2, включающую в себя «элемент, сравнительное напряжение которого является минимальным», как одну из множества отдельных областей DK.
[0049]
Повторяя аналогичный способ определения, можно автоматически определять отдельную область DK. На количество раз повторения аналогичного способа определения конкретных ограничений нет, а можно повторять, например, вышеописанный способ до тех пор, пока «минимальное значение сравнительного напряжения» в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия уже определенной области DK, не оказывается в два или более раз меньшим, чем «минимальное значение сравнительного напряжения» первой отдельной области D1.
[0050]
Способ 2 определения отдельной области
При осуществлении способа 2 определения отдельной области, сначала в распределении σ(T1, T2) сравнительного напряжения определяют первую отдельную область D1, включающую в себя «два элемента совокупности, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится минимальной», как одну из множества отдельных областей DK.
Кроме того, в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения, определяют вторую отдельную область D2, включающую в себя «два элемента совокупности, в которой разность в сравнительном напряжении между двумя элементами, отделенными друг от друга, становится минимальной», как одну из множества отдельных областей DK.
[0051]
Повторяя аналогичный способ определения, можно автоматически определять отдельную область DK. На количество раз повторения аналогичного способа определения конкретных ограничений нет, а можно повторять, например, вышеописанный способ до тех пор, пока «максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга» в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия уже определенной области DK, не оказывается составляющим 50 % или менее от «максимального значения разности в сравнительном напряжении между двумя элементами, отделенными друг от друга» первой отдельной области D1.
[0052]
Способ 3 определения отдельной области
При осуществлении способа 3 определения отдельной области, сначала в распределении σ(T1, T2) сравнительного напряжения определяют первую отдельную область D1, включающую в себя «два элемента совокупности, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние, становится максимальным», как одну из множества отдельных областей DK.
Кроме того, в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия первой отдельной области D1 из распределения σ(T1, T2) сравнительного напряжения, определяют вторую отдельную область D2, включающую в себя «два элемента совокупности, в которой градиент разности, полученный путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние становится максимальным», как одну из множества отдельных областей DK.
[0053]
Повторяя аналогичный способ определения, можно автоматически определять отдельную область DK. На количество раз повторения аналогичного способа определения конкретных ограничений нет, а можно повторять, например, вышеописанный способ до тех пор, пока «максимальное значение градиента разности, в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние» в распределении σ(T1, T2) сравнительного напряжения, полученном путем изъятия уже определенной области DK, не оказывается составляющим 50 % или менее от «максимального значения градиента разности, в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние» первой отдельной области D1.
[0054]
Помимо этого, способ 1 определения отдельной области представляет собой способ, в котором учитывается показатель α1 оценки образования дефекта формы поверхности, способ 2 определения отдельной области представляет собой способ, в котором учитывается показатель α2 оценки образования дефекта формы поверхности, а способ 3 определения отдельной области представляет собой способ, в котором учитывается показатель α3 оценки образования дефекта формы поверхности. Следовательно, в случае определения отдельной области путем использования способа 1 определения отдельной области предпочтительно использовать показатель α1 оценки образования дефекта формы поверхности.
[0055]
Помимо этого, в варианте осуществления, первый рабочий момент Т1 времени можно определять надлежащим образом на основе формы штампованного стального листа S, свойств стального листа, формы матрицы, и условий прессования. Например, первый рабочий момент Т1 времени может представлять собой рабочий момент времени, в который разделительное расстояние от нижней мертвой точки верхней части 101 штампа оказывается в диапазоне от 0 мм до 5 мм или менее, или может представлять собой рабочий момент времени, в который разделительное расстояние от нижней мертвой точки верхней части 101 штампа оказывается соответствующим высоте, которая в 1-5 раз больше высоты складок, допустимой для каждой части штампованного изделия.
Кроме того, второй рабочий момент T2 времени предпочтительно представляет собой рабочий момент времени, в который верхняя часть 101 штампа приходит в нижнюю мертвую точку, то есть момент Tоконч времени окончания обработки деформированием.
[0056]
В соответствии с каждым из вышеописанных этапов, оказывается возможной количественная оценка областей образования складок штампованного изделия и сокращение количества процессов или объема затрат на стадии планирования исследований способа формирования штампованного изделия.
[0057]
Второй вариант осуществления
Второй вариант осуществления данного изобретения представляет собой способ оценки областей источников дефекта формы поверхности, предназначенный для оценки областей источников областей образования складок, оцениваемых посредством «способа оценки областей образования дефекта формы поверхности».
Как проиллюстрировано на фиг.8, способ оценки областей источников дефекта формы поверхности в соответствии с вариантом осуществления включает в себя процесс S21 разделения на области, процесс S22 определения распределения скорректированного первого напряжения, процесс S23 определения распределения скорректированного второго напряжения, процесс S24 определения распределения скорректированного сравнительного напряжения и процесс S25 оценки областей источников дефекта формы поверхности.
Далее будет приведено подробное описание каждого процесса.
[0058]
Процесс S21 разделения на области
В процессе S21 разделения на области задают одну из областей образования складок, оцениваемых посредством вышеописанного «способа оценки областей образования дефекта формы поверхности», как эталонную область m0, а периферию эталонной области m0 разделяют на множество периферийных областей mk (k = 1, 2, 3, … n).
Ниже будет описан конкретный пример на основе случая, в котором отдельная область D0, проиллюстрированная на фиг.6, задана как эталонная область m0 а ее периферия разделена на периферийные области m1-m10.
Помимо этого, в данном примере, аналогично отдельным областям D1-D10, проиллюстрированным на фиг.6, определяются периферийные области m1-m10, но на способ определения периферийной области mk конкретных ограничений нет, и применимо деление с одинаковой вероятностью (например, как с помощью игральной кости), или можно определить способ на основе прогноза оценки места, в котором вероятно образуется складка, и места, в котором образование складки маловероятно, исходя из приобретенного опыта. Кроме того, периферийную область mk можно определять в ходе осуществления способов 1-3 определения отдельных областей, описанных в вышеизложенном первом варианте осуществления.
Помимо этого, точно определяя область периферийной области mk в окрестности области образования складок (путем ограничения конечного элемента как являющегося малым), можно точно оценивать области источников складок.
[0059]
Процесс S22 определения распределения скорректированного первого напряжения
В процессе S22 определения распределения скорректированного первого напряжения, в распределении σ(T1) первого напряжения стального листа S в первый рабочий момент T1 времени получают для каждой из периферийных областей mk распределение σʹ(T1) скорректированного первого напряжения, которое представляет собой распределение напряжения в случае изменения значения напряжения произвольной периферийной области mk до 0 в каждой из периферийных областей mk.
Помимо этого, термин «распределение σʹ(T1) скорректированного первого напряжения периферийной области m1» означает распределение σʹ(T1) скорректированного первого напряжения, полученное путем изменения напряжения в отношении периферийной области m1. Аналогичным образом, термин «распределение σʹ(T1) скорректированного первого напряжения периферийной области m2» означает распределение σʹ(T1) скорректированного первого напряжения, полученное путем изменения напряжения в отношении периферийной области m2. В рассматриваемом варианте осуществления, поскольку существуют десять периферийных областей m1-m10, получаются десять распределений σʹ(T1) скорректированного первого напряжения.
На фиг.10 проиллюстрирован контурный вид распределения σʹ(T1) скорректированного первого напряжения периферийной области m1, полученного путем изменения значения напряжения периферийной области m1 до 0.
[0060]
Помимо этого, в рассматриваемом варианте осуществления, изменяют значение напряжения до 0 в отношении каждой из периферийных областей m1-m10, а значение напряжения может представлять собой заранее определенное значение, отличное от 0, и может быть изменено, например, до значения, приближающегося к 0. Кроме того, значение напряжения может быть изменено, например, до значения, в 10 раз превышающего максимальное значение, которое может принимать значение сравнительного напряжения, или может быть изменено до значения, составляющего одну десятую значения сравнительного напряжения. Помимо этого, значение сравнительного напряжения каждого элемента периферийной области mk может быть увеличено или уменьшено при постоянном усилении. Хотя это будет описано позже, отметим что, изменяя значение сравнительного напряжения каждого элемента периферийной области mk таким образом, можно удостовериться в степени влияния на значение напряжения эталонной области m0 в соответствии с этим изменением.
[0061]
Процесс S23 определения распределения скорректированного второго напряжения
В процессе S23 определения распределения скорректированного второго напряжения, получают распределение σʹ(T2) скорректированного второго напряжения, которое представляет собой распределение напряжения, полученное путем проведения анализа формирования методом конечных элементов для второго рабочего момента Т2 времени на основе распределения σʹ(T1) скорректированного первого напряжения для каждой из периферийных областей mk. Иными словами, продолжая численный анализ исходя из напряженного состояния, в котором значение напряжения каждой из периферийных областей mk изменяют до заранее определенного значения, и проводя анализ формирования до тех пор, пока не достигается второй рабочий момент Т2 времени, получают распределение σʹ(T2) скорректированного второго напряжения для каждой из периферийных областей mk.
Помимо этого, термин «распределение σʹ(T2) скорректированного второго напряжения периферийной области m1» означает распределение σʹ(T2) скорректированного второго напряжения, полученное путем проведения анализа формирования методом конечных элементов для второго рабочего момента Т2 времени на основе распределения σʹ(T1) скорректированного первого напряжения периферийной области m1. Аналогичным образом, термин «распределение σʹ(T2) скорректированного второго напряжения периферийной области m2» означает распределение σʹ(T2) скорректированного второго напряжения, полученное путем проведения анализа формирования методом конечных элементов для второго рабочего момента Т2 времени на основе распределения σʹ(T1) скорректированного первого напряжения периферийной области m2. В рассматриваемом варианте осуществления, поскольку существуют десять периферийных областей m1-m10, получаются десять распределений σʹ(T2) скорректированного второго напряжения.
На фиг.11 проиллюстрирован контурный вид распределения σʹ(T2) скорректированного второго напряжения периферийной области m1, полученного путем проведения анализа формирования методом конечных элементов для второго рабочего момента Т2 времени на основе распределения скорректированного первого напряжения σʹ(T1) периферийной области m1, проиллюстрированного на фиг.10.
[0062]
Процесс S24 определения распределения скорректированного сравнительного напряжения
В процессе S24 определения распределения скорректированного сравнительного напряжения, для каждой из периферийных областей mk получают распределение σʹ(T1, T2) скорректированного сравнительного напряжения, которое представляет собой распределение скорректированного сравнительного напряжения, полученное на основе сравнения распределения σʹ(T1) скорректированного первого напряжения, полученного в процессе S22 определения распределения скорректированного первого напряжения, и распределения σʹ(T2) скорректированного второго напряжения, полученного в процессе S23 определения распределения скорректированного второго напряжения.
Конкретнее, сравнивая распределение σʹ(T1) скорректированного первого напряжения каждой из периферийных областей mk и распределение σʹ(T2) скорректированного второго напряжения и получая разность или коэффициент изменения напряжения для каждого из конечных элементов, можно получить распределение σʹ(T1, T2) скорректированного сравнительного напряжения.
Помимо этого, термин «распределение σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области m1» означает распределение σʹ(T1, T2) скорректированного сравнительного напряжения, полученное на основе сравнения распределения σʹ(T1) скорректированного первого напряжения периферийной области m1 и распределения скорректированного второго напряжения σʹ(T2) периферийной области m1. Аналогичным образом, термин «распределение скорректированного сравнительного напряжения σʹ(T1, T2) периферийной области m2» означает распределение σʹ(T1, T2) скорректированного сравнительного напряжения, полученное на основе сравнения распределения σʹ(T1) скорректированного первого напряжения периферийной области m2 и распределения σʹ(T2) скорректированного второго напряжения периферийной области m2. В рассматриваемом варианте осуществления, поскольку существуют десять периферийных областей m1-m10, получаются десять распределений σʹ(T1, T2) скорректированного сравнительного напряжения.
На фиг.12 проиллюстрирован контурный вид распределения σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области m1, полученного путем сравнения распределения σʹ(T1) скорректированного первого напряжения периферийной области m1, проиллюстрированного на фиг.10, и распределения σʹ(T2) скорректированного второго напряжения периферийной области m1, проиллюстрированного на фиг.11, и путем определения разности в скорректированном сравнительном напряжении каждого из конечных элементов. На фиг.12 проиллюстрированы нижеследующие данные в эталонной области m0 распределения σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области m1.
Мин: «минимальное значение (ГПа) скорректированного сравнительного напряжения»
Макс: «максимальное значение (ГПа) скорректированного сравнительного напряжения»
Макс-Мин: «максимальное значение (ГПа) разности в сравнительном напряжении между двумя элементами, отделенными друг от друга»
Град. Макс.: «максимальное значение (ГПа/мм) градиента разности, полученное путем деления разности в сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние»
[0063]
Процесс S25 оценки областей источников дефекта формы поверхности
В процессе S25 оценки областей источников дефекта формы поверхности оценивают, является ли каждая из периферийных областей mk областью источника складок, на основе сравнительного значения β(mk, m0) значения показателя β(mk) оценки источника дефекта формы поверхности эталонной области m0 в распределении σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области mk и значения показателя β(m0) оценки источника дефекта формы поверхности эталонной области m0 в распределения σ(T1, T2) сравнительного напряжения.
В рассматриваемом варианте осуществления, поскольку существуют десять периферийных областей m1-m10, значение показателя β(mk) оценки источника дефекта формы поверхности получают в отношении каждой из существующих десяти периферийных зон.
[0064]
В предпочтительном варианте «показатель β(m0) оценки источника дефекта формы поверхности» и «показатель β(mk) оценки источника дефекта формы поверхности» представляют собой показатель оценки источника дефекта формы поверхности одного и того же типа. В качестве типа показателя оценки источника дефекта формы поверхности, можно использовать «минимальное значение скорректированного сравнительного напряжения», «максимальное значение разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга», или «максимальное значение градиента разности, полученное путем деления разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга, на разделительное расстояние».
[0065]
Сравнительное значение β(mk, m0) может представлять собой значение разности или коэффициент изменения значения показателя β(mk) оценки источника дефекта формы поверхности эталонной области m0 в распределении σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области mk» и значение показателя β(m0) оценки источника дефекта формы поверхности эталонной области m0 в распределении σ(T1, T2) сравнительного напряжения».
Кроме того, периферийную область mk оценивают как область источника складок на основе того, больше или меньше сравнительное значение, чем заранее определенное пороговое значение.
[0066]
Помимо этого, в отношении периферийной области mk, оцененной как область источника складок, важно принять контрмеры против образования складок, устанавливая подушку на соответствующее место матрицы, планируя изменение материала и изменяя матрицу, в которой ожидается образование складок.
[0067]
Далее, в качестве примера, будет описан случай, в котором «максимальное значение разности в скорректированном сравнительном напряжении между двумя элементами, отделенными друг от друга» используется в качестве показателей β(m0) и β(mk) оценки источника дефекта формы поверхности.
[0068]
В таблице 1 иллюстрируются значения Мин, Макс и Макс-Мин в отношении каждой из периферийных областей m1-m10. Например, поле на пересечении строки Макс и столбца m1 означает максимальное значение (ГПа) скорректированного сравнительного напряжения эталонной области m0 в распределении σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области m1.
В таблице 1 также проиллюстрированы сравнительные значения. В данном случае, поскольку в качестве показателей β(m0) и β(mk) оценки источника дефекта формы поверхности используется «максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга», в качестве коэффициента изменения вычисляется значение (= 1,528 ГПа), получаемое путем деления (1) «максимального значения разности в сравнительном напряжении между двумя элементами, отделенными друг от друга,ʺ эталонной области m0 в распределении σʹ(T1, T2) скорректированного сравнительного напряжения периферийной области mk на (2) «максимальное значение разности в сравнительном напряжении между двумя элементами, отделенными друг от друга» эталонной области m0 в распределения σ(T1, T2 сравнительного напряжения.
Помимо этого, в данном случае, коэффициент изменения обоих значений считается сравнительным значением, но считать сравнительным значением можно и их разность.
[0069]
Таблица 1
|
[0070]
Кроме того, периферийную область mk, в которой сравнительное значение (коэффициент изменения) больше, чем пороговое значение, оценивают как область источника складок. Например, в случае задания порогового значения равным 1,10 (110 %), периферийную область m2 оценивают как область источника складок.
[0071]
Кроме того, аналогично первому варианту осуществления, «пороговое значение», которое представляет собой эталон оценки, предназначенный для оценки области источника складок, может определяться тем, допустима ли складка, имеющая любую высоту, в готовом продукте (штампованном изделии).
[0072]
Как описано выше, в способе оценки областей источников дефекта формы поверхности в соответствии с вариантом осуществления, можно количественно оценить, насколько периферийная область mk, напряжение которой изменяется до заранее определенного значения, влияет на область образования складок, обращая внимание на вариацию остаточного напряжения эталонной области m0, включающей в себя часть, образующую складки, во второй рабочий момент T2 времени, и оценить, какая периферийная область mk является областью источника складок штампованного изделия. В результате, появляется возможность количественно оценить область источника складок штампованного изделия и сократить количество процессов или объем затрат на стадии планирования исследований способа формирования штампованного изделия.
[0073]
Третий вариант осуществления
Третий вариант осуществления данного изобретения представляет собой устройство 10 оценки областей образования дефекта формы поверхности, которое оценивает области образования складок (область образования дефекта формы поверхности) штампованного изделия (обработанного деформированием продукта), полученного путем штамповки стального листа с момента времени, в который штамповка начинается (момента времени Tнач начала обработки деформированием), до тех пор, пока не достигается момент времени, в который штамповка оканчивается (момент Tоконч времени окончания обработки деформированием).
Как проиллюстрировано на фиг.13, устройство 10 оценки областей образования дефекта формы поверхности в соответствии с рассматриваемым вариантом осуществления включает в себя модуль 11 определения распределения первого напряжения, модуль 12 определения распределения второго напряжения, модуль 13 определения распределения сравнительного напряжения, модуль 14 определения распределения раздельного сравнительного напряжения и модуль 15 оценки областей образования дефекта формы поверхности.
Поскольку описание каждого элемента конфигурации аналогично описанию каждого элемента конфигурации согласно способу оценки областей образования дефекта формы поверхности в соответствии с первым вариантом осуществления, дублирующее описание будет опущено.
[0074]
В модуле 11 определения распределения первого напряжения получают методом конечных элементов распределение σ(T1) первого напряжения, которое представляет собой распределение напряжения заготовки в первый рабочий момент T1 времени, который наступает после момента Tнач времени начала обработки деформированием и перед моментом Tоконч времени окончания обработки деформированием.
[0075]
В модуле 12 определения распределения второго напряжения получают методом конечных элементов распределение σ(T2) второго напряжения, которое представляет собой распределение напряжения заготовки во второй рабочий момент T2 времени, который наступает после первого рабочего момента T1 времени и до наступления момента Tоконч времени окончания обработки деформированием, или одновременно с ним.
[0076]
В модуле 13 определения распределения сравнительного напряжения получается распределение σ(T1, T2) сравнительного напряжения, которое представляет собой распределение сравнительного напряжения заготовки, получаемое на основе сравнения распределения σ(T1) первого напряжения и распределения σ(T2) второго напряжения.
[0077]
В модуле 14 определения распределения раздельного сравнительного напряжения получается распределение σDIV(T1, T2) раздельного сравнительного напряжения, которое представляет собой распределение σ(T1, T2) сравнительного напряжения каждой из отдельных областей DK, получаемое путем разделения распределения сравнительного напряжения σ(T1, T2) на множество отдельных областей DK.
[0078]
В модуле 15 оценки областей образования дефекта формы поверхности оценивается, является ли каждая из отдельных областей DK областью образования складок, на основе показателя α оценки образования дефекта формы поверхности, получаемого в отношении каждой из отдельных областей DK путем использования распределения ασDIV(T1, T2) раздельного сравнительного напряжения.
[0079]
В устройстве 10 оценки областей образования дефекта формы поверхности в соответствии с рассматриваемым вариантом осуществления, аналогично способу оценки областей образования дефекта формы поверхности, описанному в первом варианте осуществления, можно количественно оценивать часть, образующую складки, штампованного изделия и сокращать количество процессов или объем затрат на стадии планирования исследований способа формирования штампованного изделия.
[0080]
Четвертый вариант осуществления
Четвертый вариант осуществления данного изобретения представляет собой устройство 20 оценки областей источников дефекта формы поверхности, которое оценивает область источника области образования складок, оцененной посредством вышеописанного «устройства 10 оценки областей образования дефекта формы поверхности».
Как проиллюстрировано на фиг.13, устройство 20 оценки областей источников дефекта формы поверхности в соответствии с рассматриваемым вариантом осуществления включает в себя процесс S21 разделения на области, процесс S22 определения распределения скорректированного первого напряжения, процесс S23 определения распределения скорректированного второго напряжения, процесс S24 определения распределения скорректированного сравнительного напряжения и процесс S25 оценки областей источников дефекта формы поверхности.
Поскольку описание каждого элемента конфигурации аналогично описанию каждого элемента конфигурации согласно способу оценки областей источников дефекта формы поверхности в соответствии со вторым вариантом осуществления, дублирующее описание будет опущено.
[0081]
В модуле 21 разделения на области, область образования складок, оцениваемая посредством устройства 10 оценки областей образования дефекта формы поверхности, описанного в третьем варианте осуществления, задается как эталонная область m0, а периферия эталонной области m0 разделяется на множество периферийных областей mk.
[0082]
В модуле 22 определения распределения скорректированного первого напряжения, в распределении σ(T1) первого напряжения для каждой из периферийных областей mk получают распределение σʹ(T1) скорректированного первого напряжения в случае, в котором значение напряжения произвольной периферийной области mn среди множества периферийных областей mk изменяется.
[0083]
В модуле 23 определения распределения скорректированного второго напряжения, распределение σʹ(T2) скорректированного второго напряжения σʹ(T2) получают для каждой из периферийных областей mk путем проведения анализа формирования методом конечных элементов для второго рабочего момента Т2 времени в отношении распределения σʹ(T1) скорректированного первого напряжения.
[0084]
В модуле 24 определения распределения скорректированного сравнительного напряжения, распределение σʹ(T1, T2) скорректированного сравнительного напряжения получается путем сравнения распределения σʹ(T1) скорректированного первого напряжения и распределения σʹ(T2) скорректированного второго напряжения в отношении каждой из периферийных областей mk.
[0085]
В модуле 25 оценки областей источников дефекта формы поверхности оценивается, является ли каждая из периферийных областей mk областью источника дефекта формы поверхности, на основе сравнительного значения β(mk, m0) показателя β(mk) оценки источника дефекта формы поверхности в эталонной области m0, полученного путем использования распределения σʹ(T1, T2) скорректированного сравнительного напряжения каждой из периферийных областей mk и показателя β(m0) оценки источника дефекта формы поверхности в эталонной области m0, полученного путем использования распределения σ (T1, T2) сравнительного напряжения.
[0086]
В устройстве 20 оценки областей источников дефекта формы поверхности в соответствии с рассматриваемым вариантом осуществления, аналогично способу оценки областей источников дефекта формы поверхности, описанному во втором варианте осуществления, можно количественно оценивать часть, являющуюся источником складок штампованного изделия, и сокращать количество процессов или объем затрат на стадии планирования исследований способа формирования штампованного изделия.
[0087]
На фиг.15 проиллюстрирована системная шина, которая обеспечивает работу компьютерной программы.
[0088]
Функцию каждого блока, который придает конфигурацию вышеописанному устройству 10 оценки областей образования дефекта формы поверхности или устройству 20 оценки областей источников дефекта формы поверхности, можно реализовать за счет работы программы, хранимой в оперативном запоминающем устройстве (ОЗУ) или постоянном запоминающем устройстве (ПЗУ) компьютера. Аналогичным образом, каждый этап способа оценки областей образования дефекта формы поверхности и способа оценки областей источников дефекта формы поверхности можно реализовать по мере работы программы, хранимой в ОЗУ или ПЗУ компьютера. Данное изобретение включает в себя носитель данных, считываемый программой, и компьютер, в котором эта программа записана.
[0089]
Конкретно, программа записана на носителе записи, таком, как ПЗУ на компакт-диске (CD-ROM), или предоставляется в компьютер через различные среды передачи. Помимо CD-ROM, в качестве носителя записи, на котором записана программа, можно использовать гибкий диск, жесткий диск, магнитную ленту, магнитооптический диск или энергонезависимую плату памяти. Кстати, в качестве среды передачи программы можно использовать среду связи в системе компьютерной сети для распространения и предоставления информации программы в виде несущей волны. В данном случае, примеры компьютерной сети включают в себя локальную вычислительную сеть (ЛВС), глобальную сеть (ГС), такую, как Internet, или сеть беспроводной связи, а примеры среды связи включают в себя проводную линию или беспроводную линию, такую, как оптическое волокно.
[0090]
Кроме того, программа, входящая в состав данного изобретения, не ограничивается программой, которая реализует функции согласно вышеописанным вариантам осуществления, когда компьютер исполняет предоставленную ему программу. Например, даже в случае, в котором функции согласно вышеописанным вариантам осуществления реализуются во взаимодействии с операционной системой (ОС) или иными приложениями, которые приводятся в действие программой в компьютере, данное изобретение включает в себя такую программу. Кроме того, даже в случае, в котором функции согласно вышеописанным вариантам осуществления реализуются, когда обработка согласно предоставленной программе проводится во всей полноте или частично платой функционального расширения или блоком функционального расширения компьютера, данное изобретение включает в себя связанную с этим программу.
[0091]
Например, на фиг.15 представлен схематический вид, иллюстрирующий внутреннюю конфигурацию персонального оконечного устройства пользователя. На фиг.15, позиция 1200 обозначает персональный компьютер (ПК), снабженный центральным процессором (ЦП) 1201. ПК 1200 исполняет программное обеспечение управления устройствами, которое хранится в ПЗУ 1202 или на жестком диске (ЖД) 1211, или которое поставляется в виде гибкого диска (ГД) 1212. ПК 1200 осуществляет всеобъемлющее управление каждым устройством, соединенным с системной шиной 1204.
[0092]
Каждый порядок действий в варианте осуществления реализуется посредством программы, хранимой в ЦП 1201 и ПЗУ 1202 или на жестком диске (ЖД) 1211 в ПК 1200.
[0093]
Позиция 1203 обозначает ОЗУ, которое функционирует как основная память или рабочая зона ЦП 1201. Позиция 1205 обозначает контроллер клавиатуры (КК), а клавиатура (К) 1209 управляет вводом команд из устройств или аналогичных средств, которые не проиллюстрированы.
[0094]
Позиция 1206 обозначает контроллер электронно-лучевой трубки (КЭЛТ), который управляет отображением на дисплее 1210 на основе электронно-лучевой трубки (ЭЛТ). Позиция 1207 обозначает контроллер устройств (КУ). КУ 1207 управляет доступом к жесткому диску (ЖД) 1211, на котором хранятся загрузочная программа, множество приложений, файл редактирования, файл пользователя и программа управления сетью, и к гибкому диску (ГД) 1212. В данном случае, загрузочная программа представляет собой инициирующую программу, то есть, программу для запуска исполнения (работы) аппаратного обеспечения или программного обеспечения персонального компьютера.
[0095]
Позиция 1208 обозначает плату сетевого интерфейса (ПСИ), которая осуществляет двухсторонний обмен данными с сетевым принтером, другими сетевыми устройствами или другими ПК через ЛВС 1220.
[0096]
В соответствии с вышеописанным персональным оконечным устройством пользователя, можно количественно оценивать область образования складок и область источника складок штампованного изделия.
Таким образом, данное изобретение включает в себя программу для осуществления способа оценки областей образования дефекта формы поверхности, описанного в первом варианте осуществления, программу для осуществления способа оценки областей образования дефекта формы поверхности, описанного во втором варианте осуществления, а также носитель записи, который считывается компьютером и на котором записаны программы.
[0097]
Выше приведено подробное описание данного изобретения на основе вариантов осуществления, но вышеописанные варианты осуществления являются лишь конкретными примерами реализации данного изобретения, а техническая область данного изобретения неограниченно интерпретируется только вариантами осуществления.
Например, в описании вышеизложенных вариантов осуществления в качестве примера рассмотрена штамповка стального листа, но данное изобретение ею не ограничивается, и возможно применение данного изобретение при профилировании стального листа, имеющего продольный профиль, или гидроформовании стальной трубы. Кроме того, материал заготовки тоже не ограничивается сталью, и можно использовать такой металлический материал, как алюминий или титан, армированный стекловолокном полимерный материал, такой, как пластик, армированный стекловолокном (ПАС), или термопластик, армированный стекловолокном (ТАС), и материал, представляющий собой композицию этих материалов.
Кроме того, в качестве примера дефекта формы поверхности описаны складки, но данное изобретение применимо также при осуществлении способа оценки такого дефекта формы поверхности, как отклонение поверхности.
Промышленная применимость
[0098]
В соответствии с данным изобретением, можно предложить способ, устройство, программу и носитель записи для оценки областей образования или областей источников дефекта формы поверхности изделия, подвергнутого обработке деформированием, образующегося при осуществлении обработки деформированием в отношении заготовки.
Краткое описание позиций чертежей
[0099]
S Стальной лист
101 Верхняя часть штампа (пуансон)
102 Держатель
103 Нижняя часть штампа (матрица)
S11 Процесс определения распределения первого напряжения
S12 Процесс определения распределения второго напряжения
S13 Процесс определения распределения сравнительного напряжения
S14 Процесс определения распределения раздельного сравнительного напряжения
S15 Процесс определения оценки областей образования дефекта формы поверхности
S21 Процесс разделения на области
S22 Процесс определения распределения скорректированного первого напряжения
S23 Процесс определения распределения скорректированного второго напряжения
S24 Процесс определения распределения скорректированного сравнительного напряжения
S25 Процесс оценки областей источников дефекта формы поверхности
11 Модуль определения распределения первого напряжения
12 Модуль определения распределения второго напряжения
13 Модуль определения распределения сравнительного напряжения
14 Модуль определения распределения раздельного сравнительного напряжения
15 Модуль определения оценки областей образования дефекта формы поверхности
21 Модуль разделения на области
22 Модуль определения распределения скорректированного первого напряжения
23 Модуль определения распределения скорректированного второго напряжения
24 Модуль определения скорректированного сравнительного напряжения
25 Модуль оценки областей источников дефекта формы поверхности.
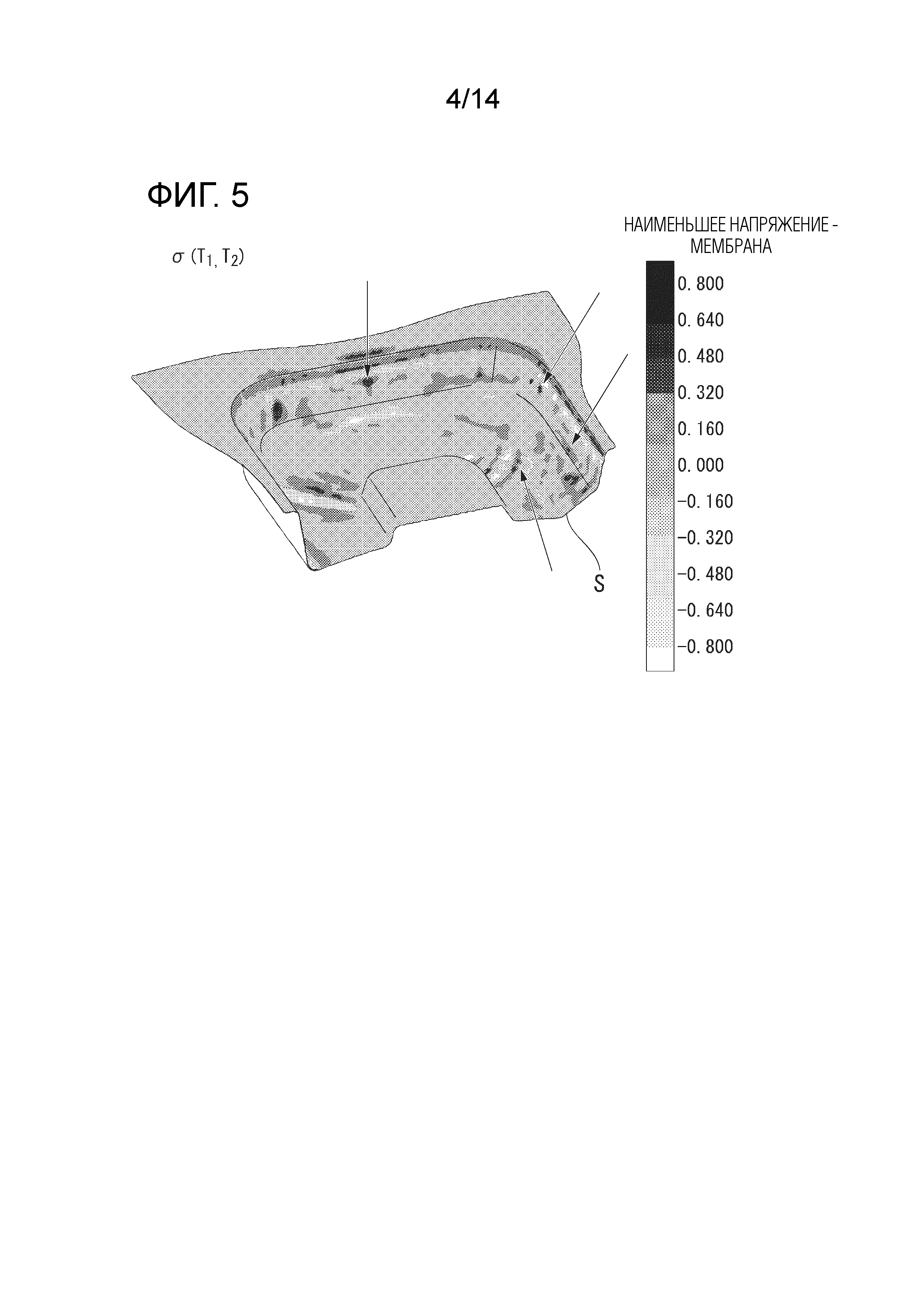
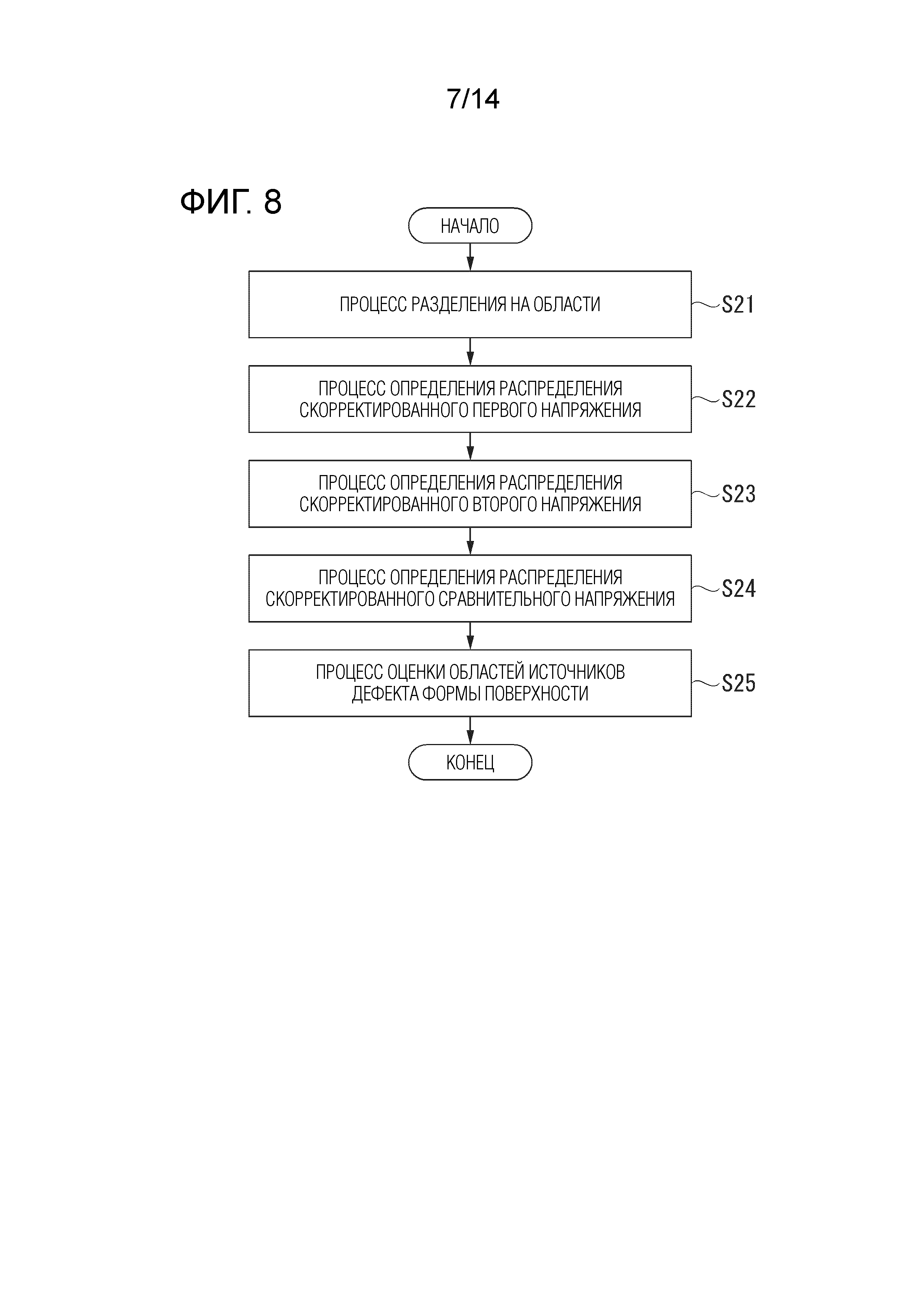
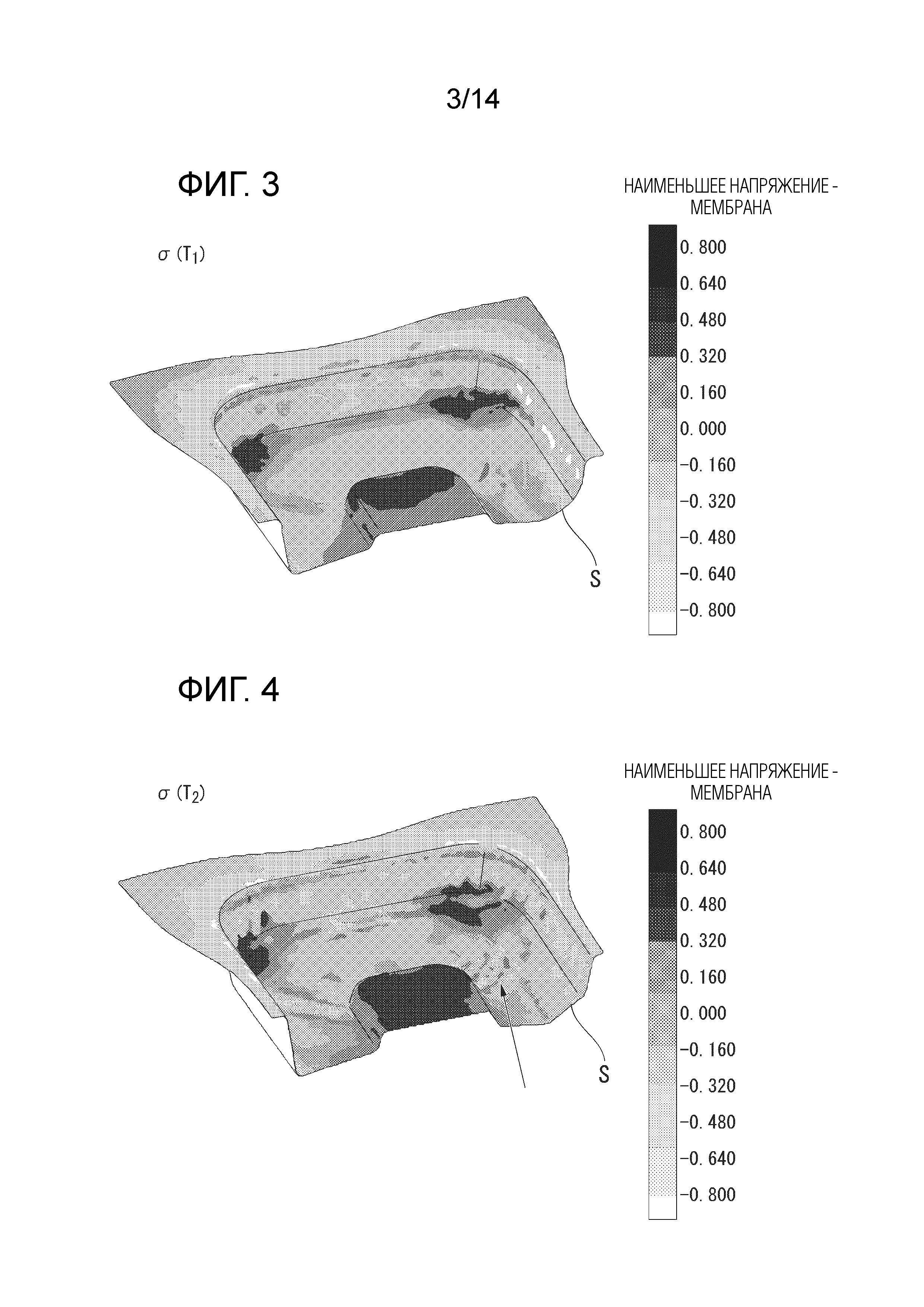
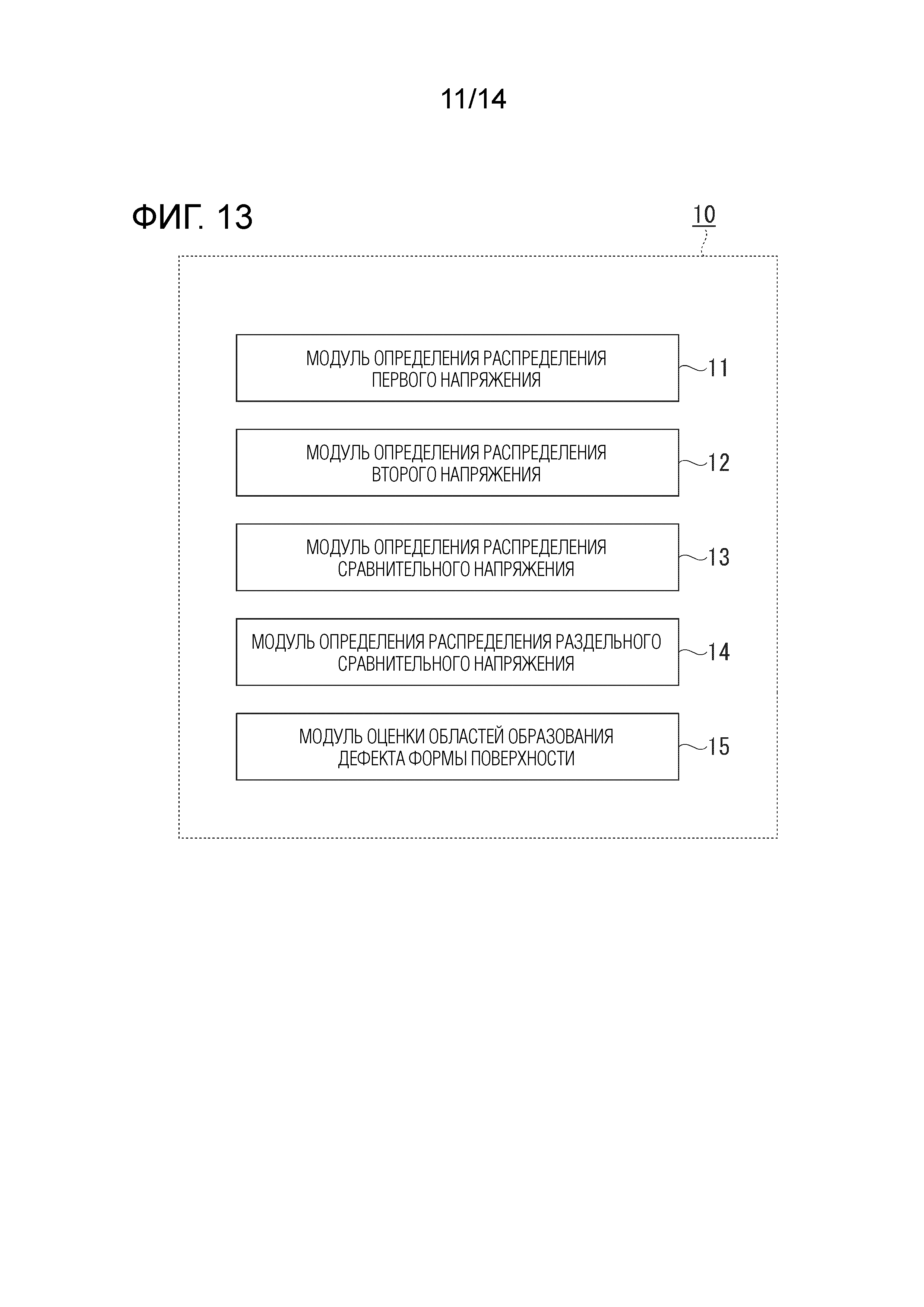
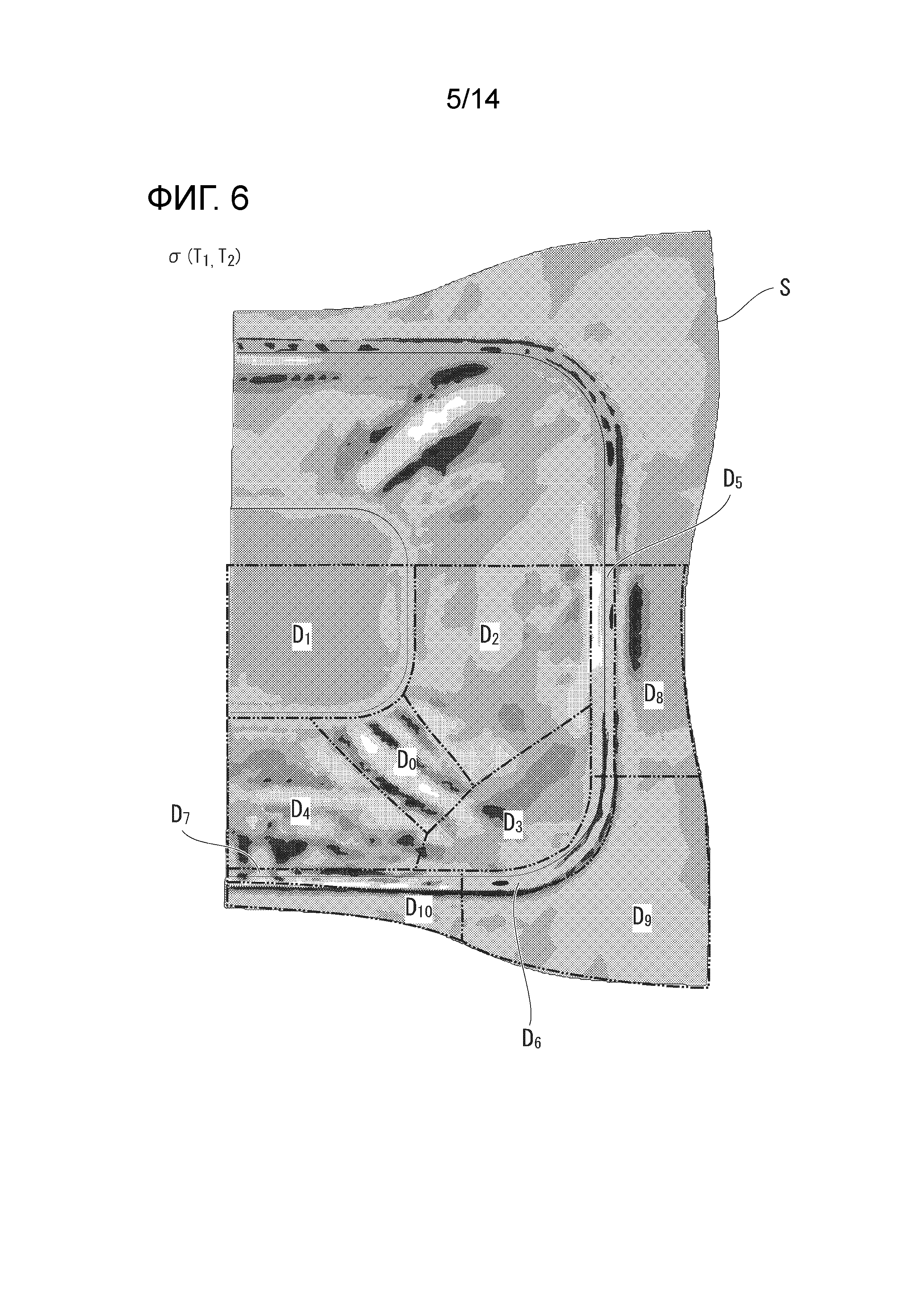
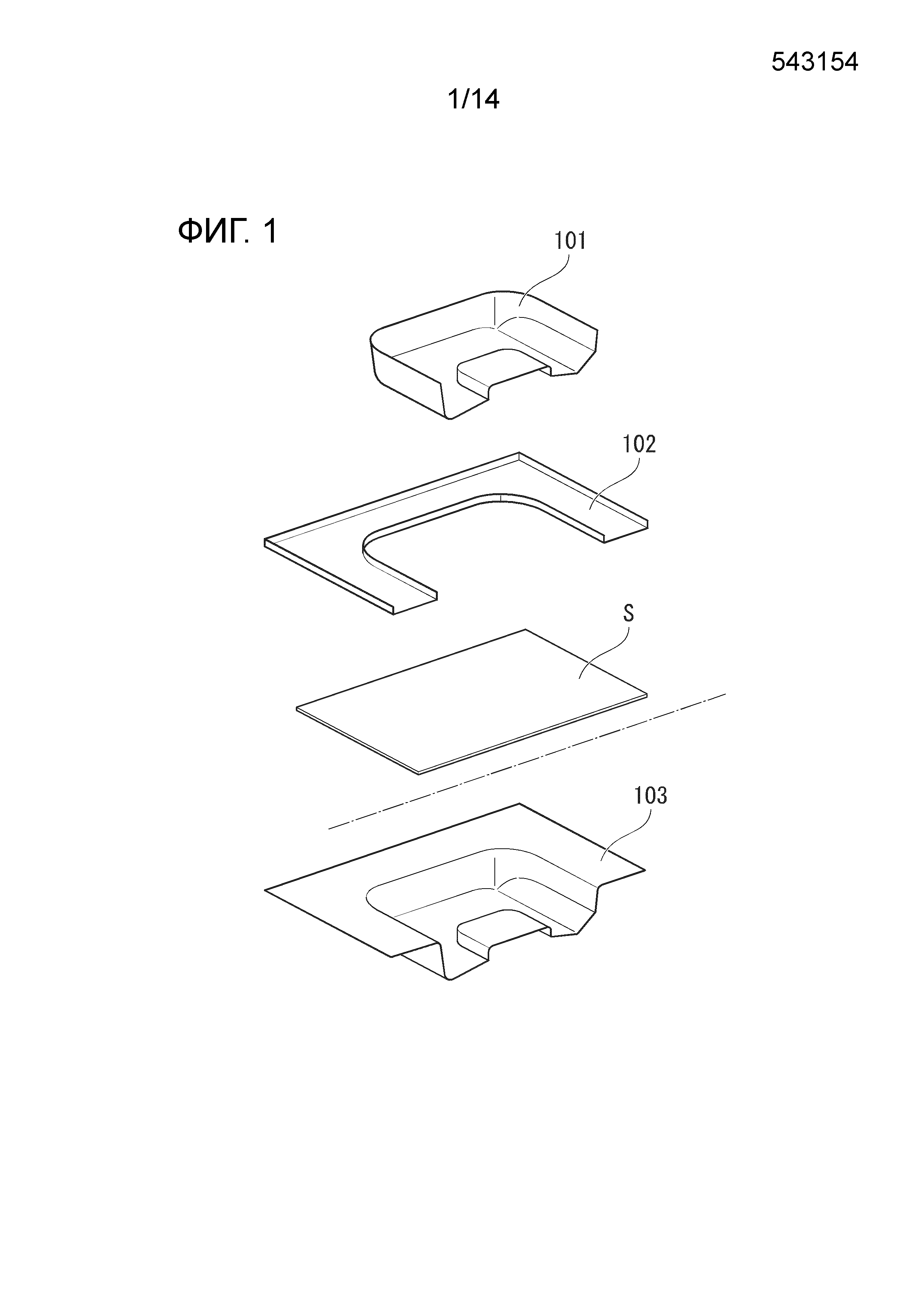
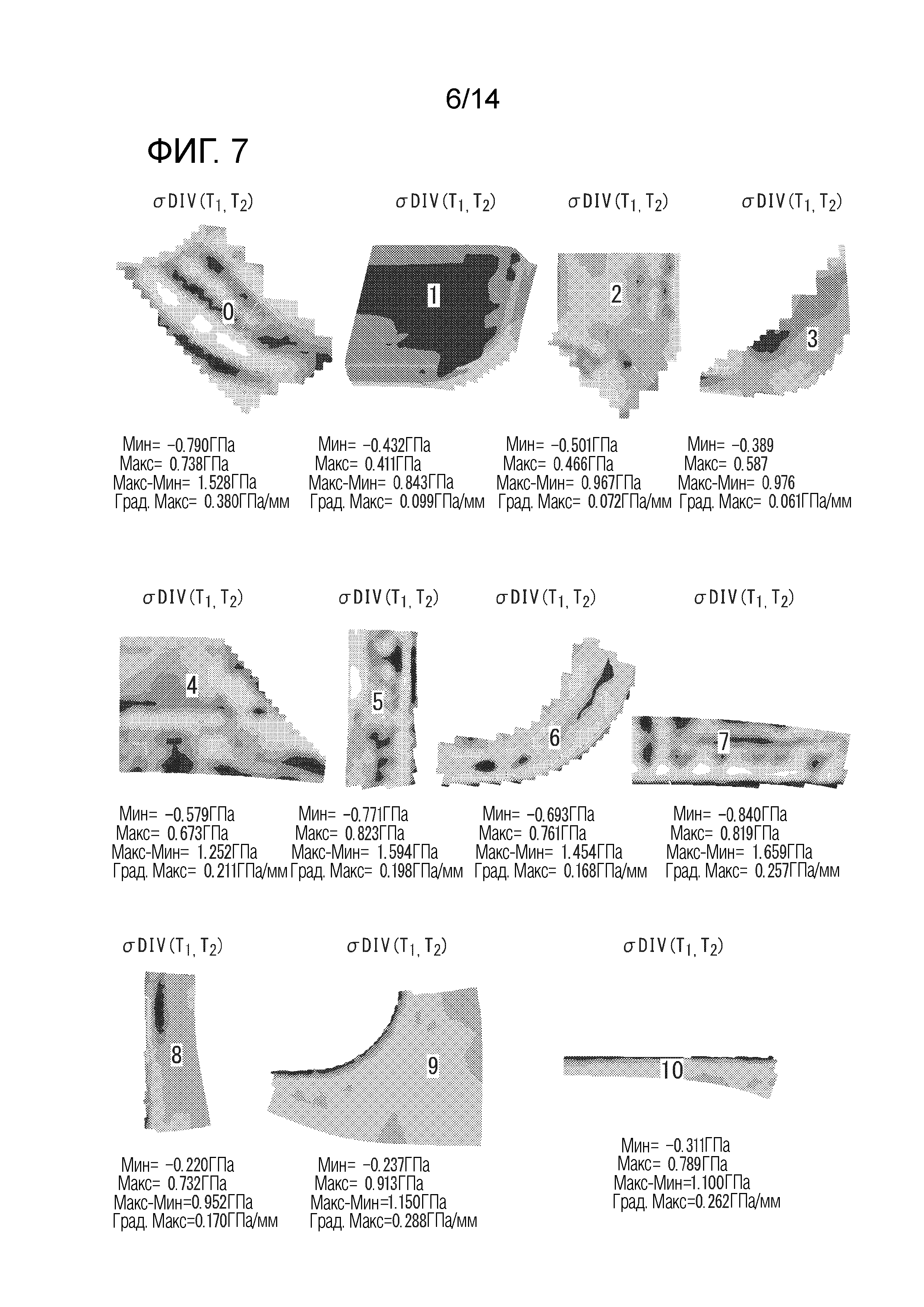
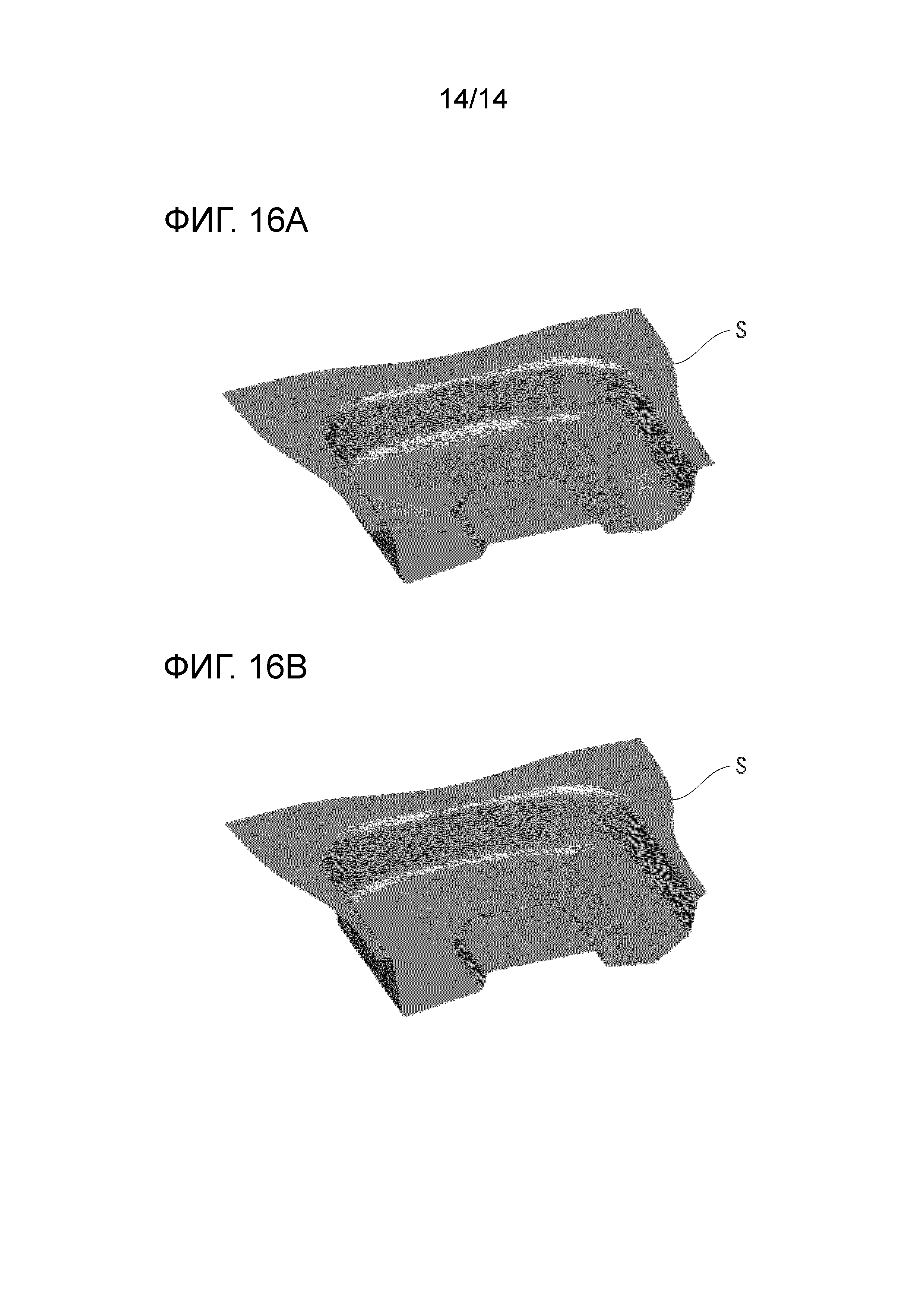
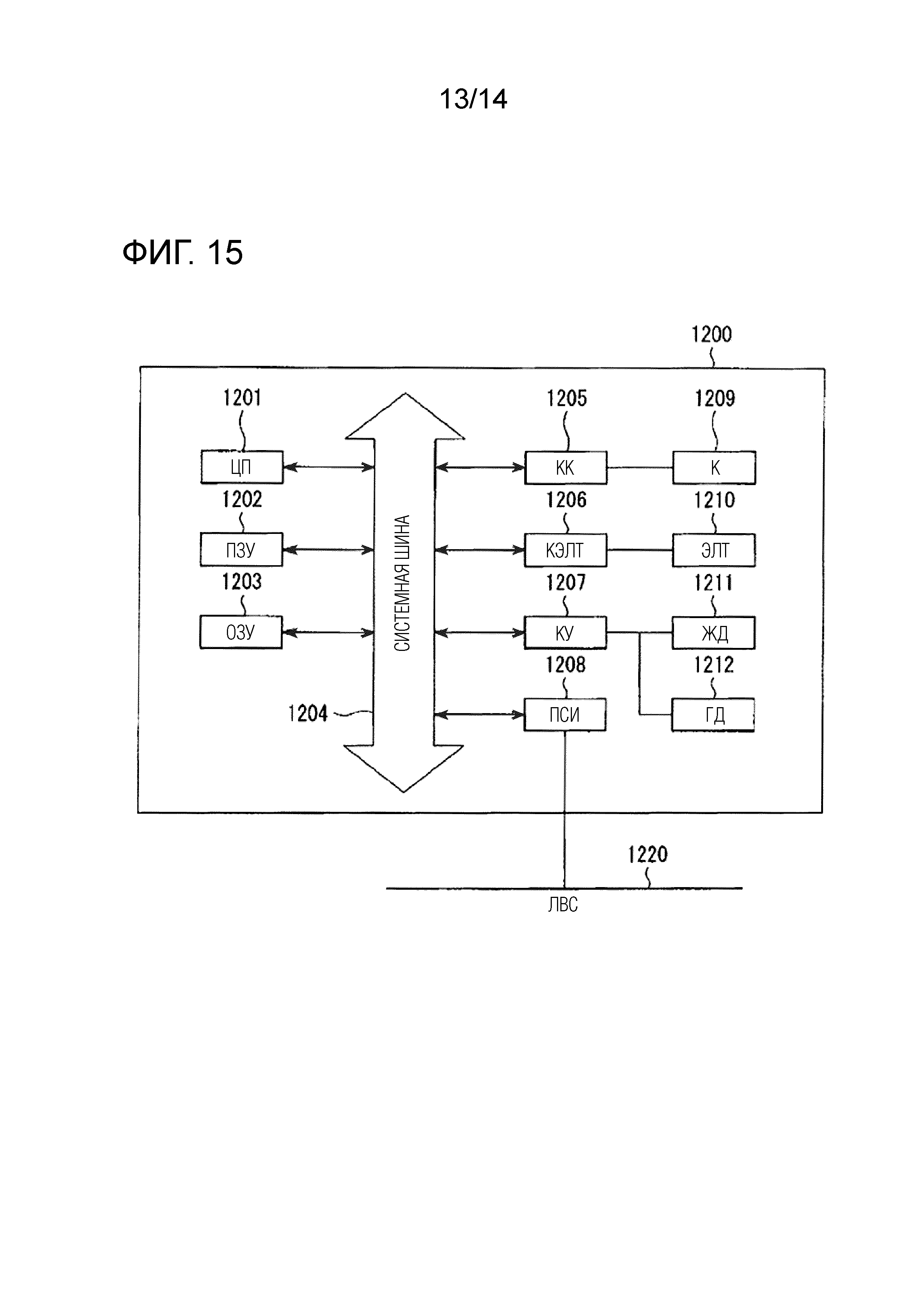
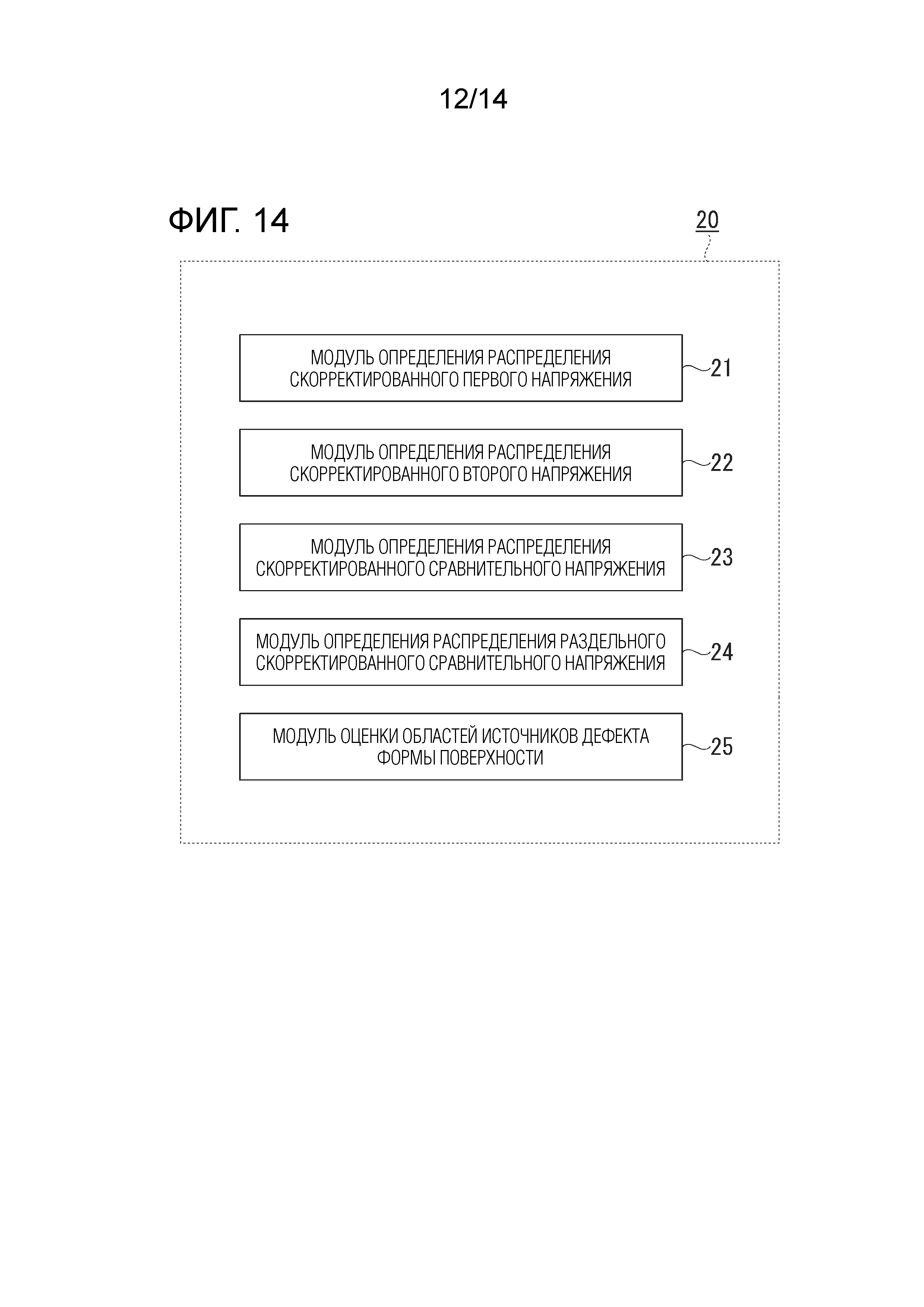
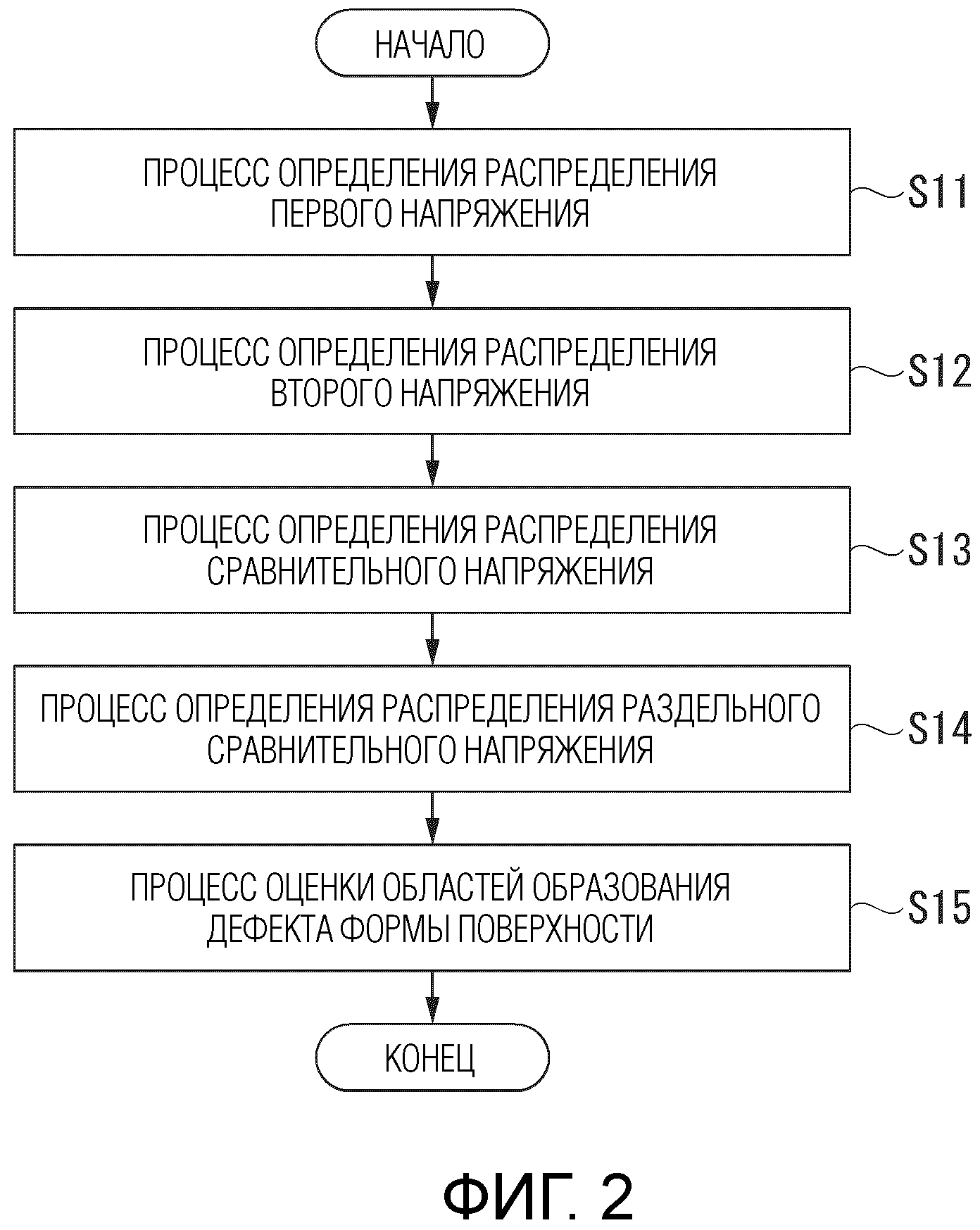
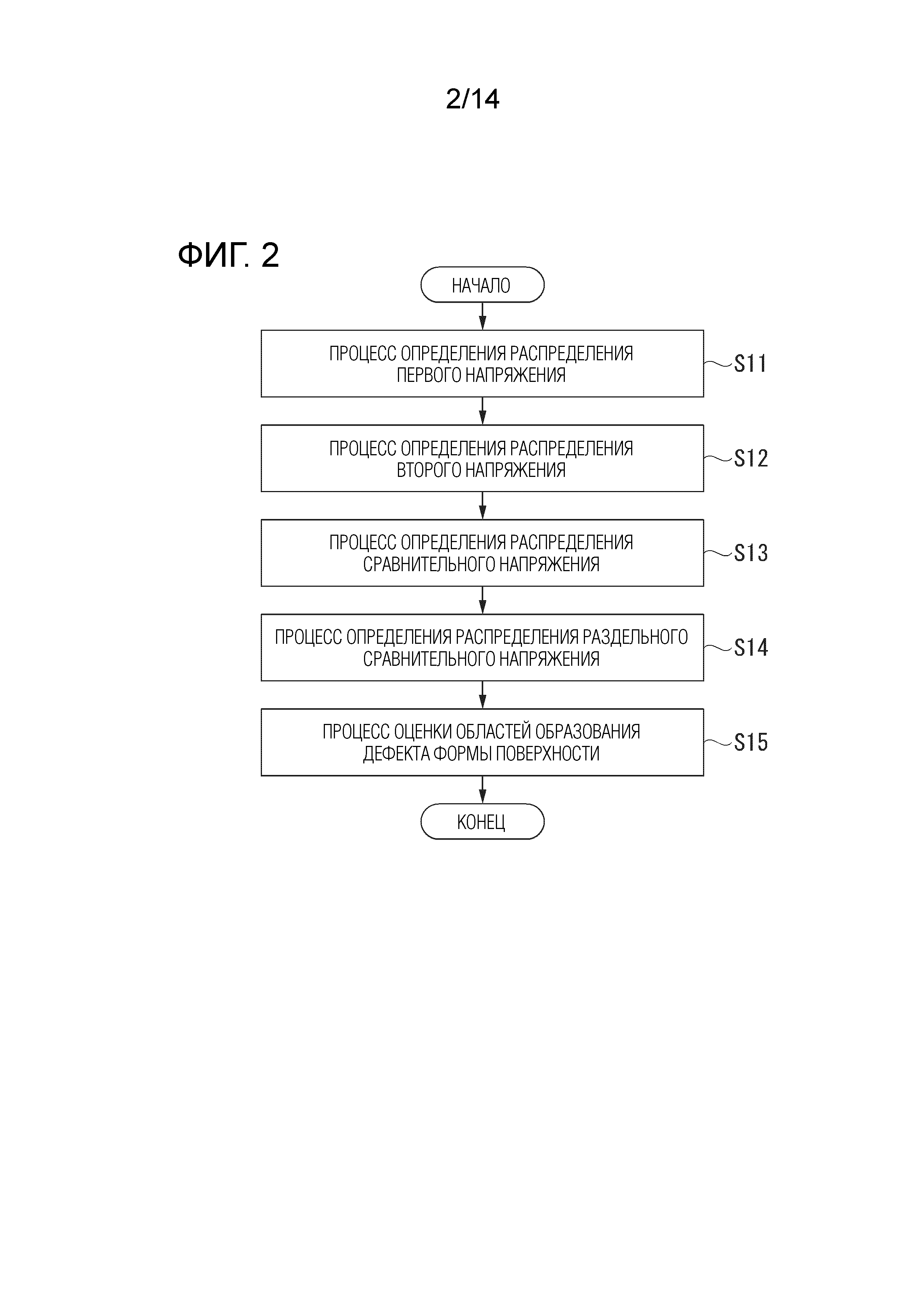
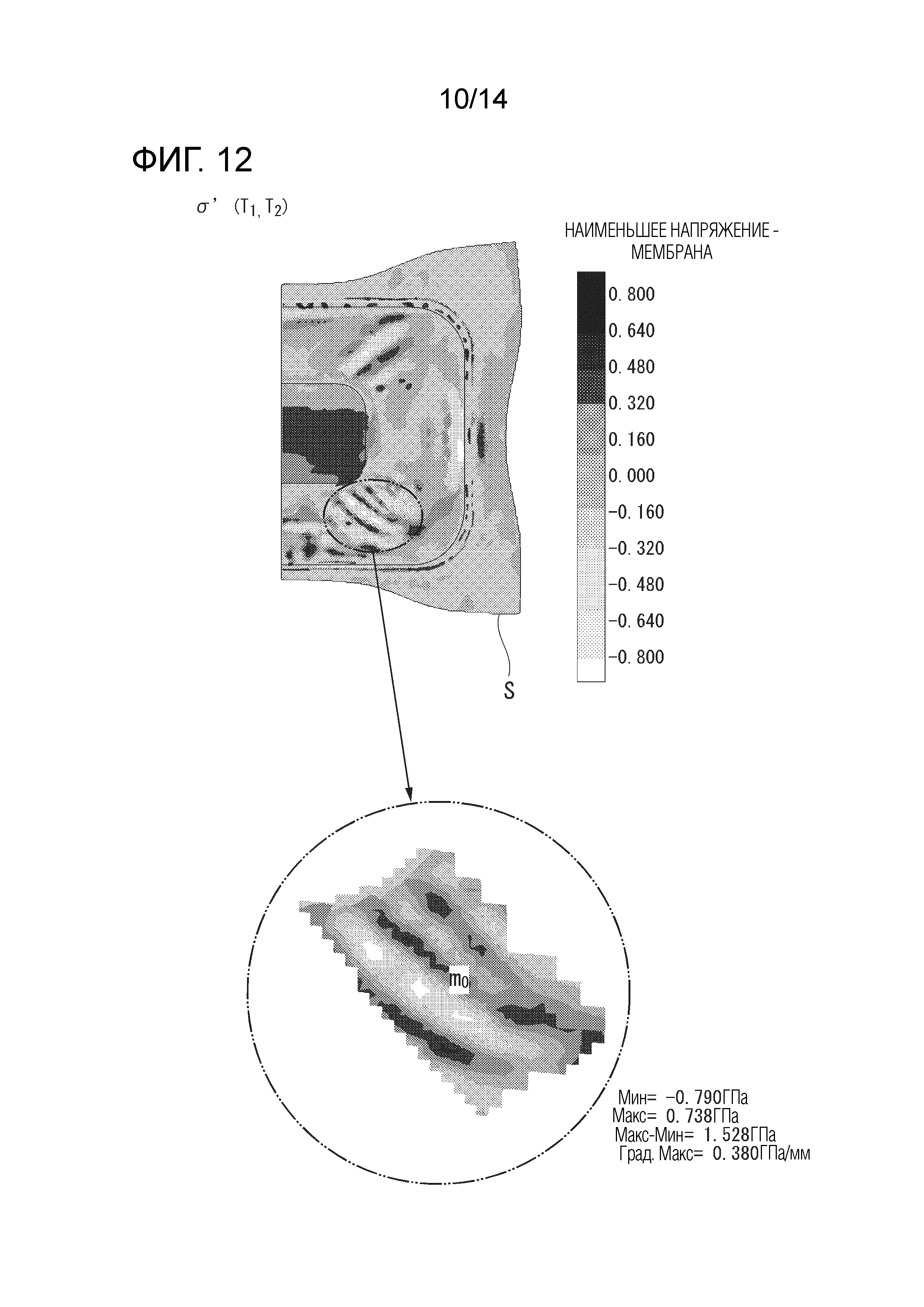
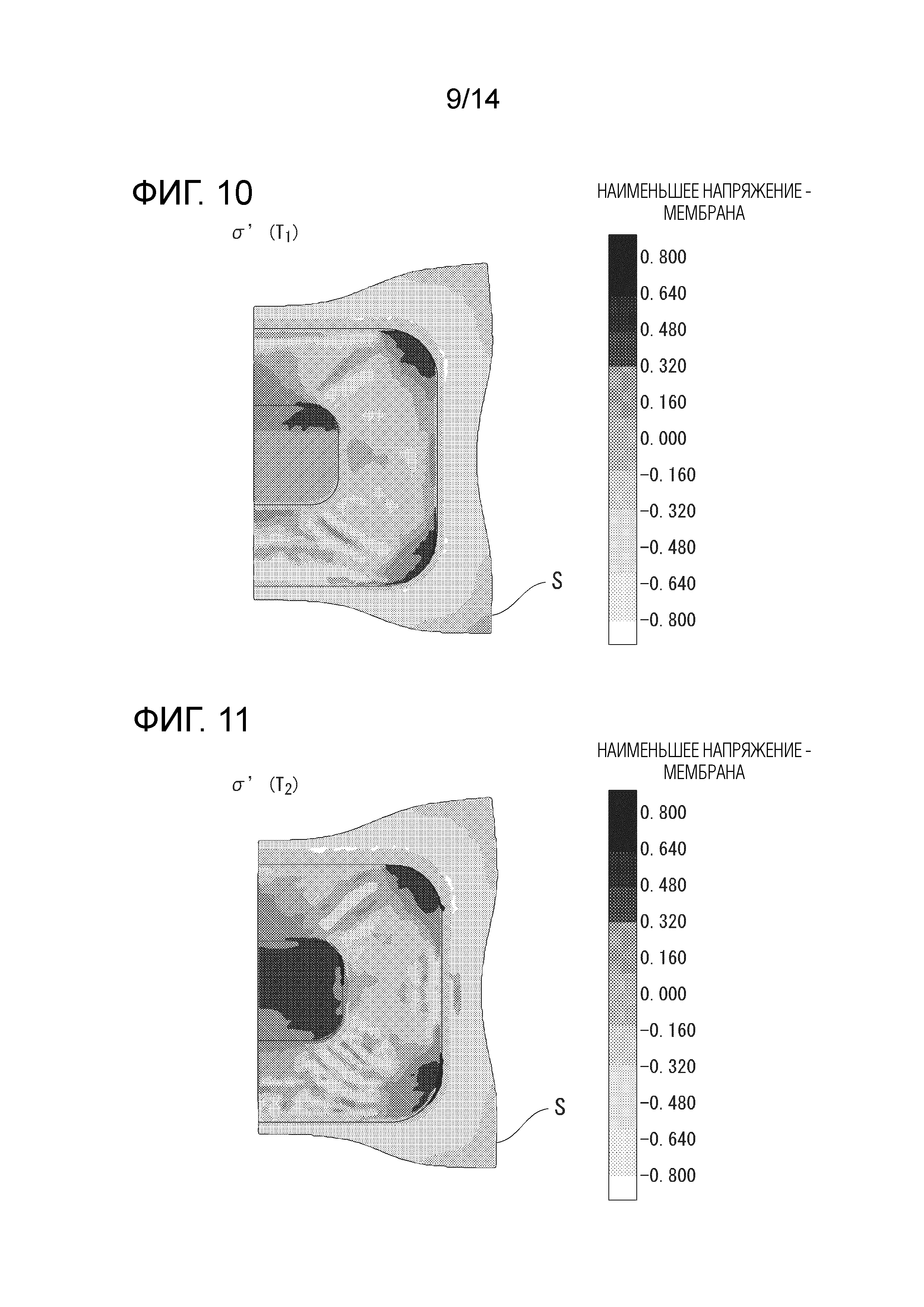
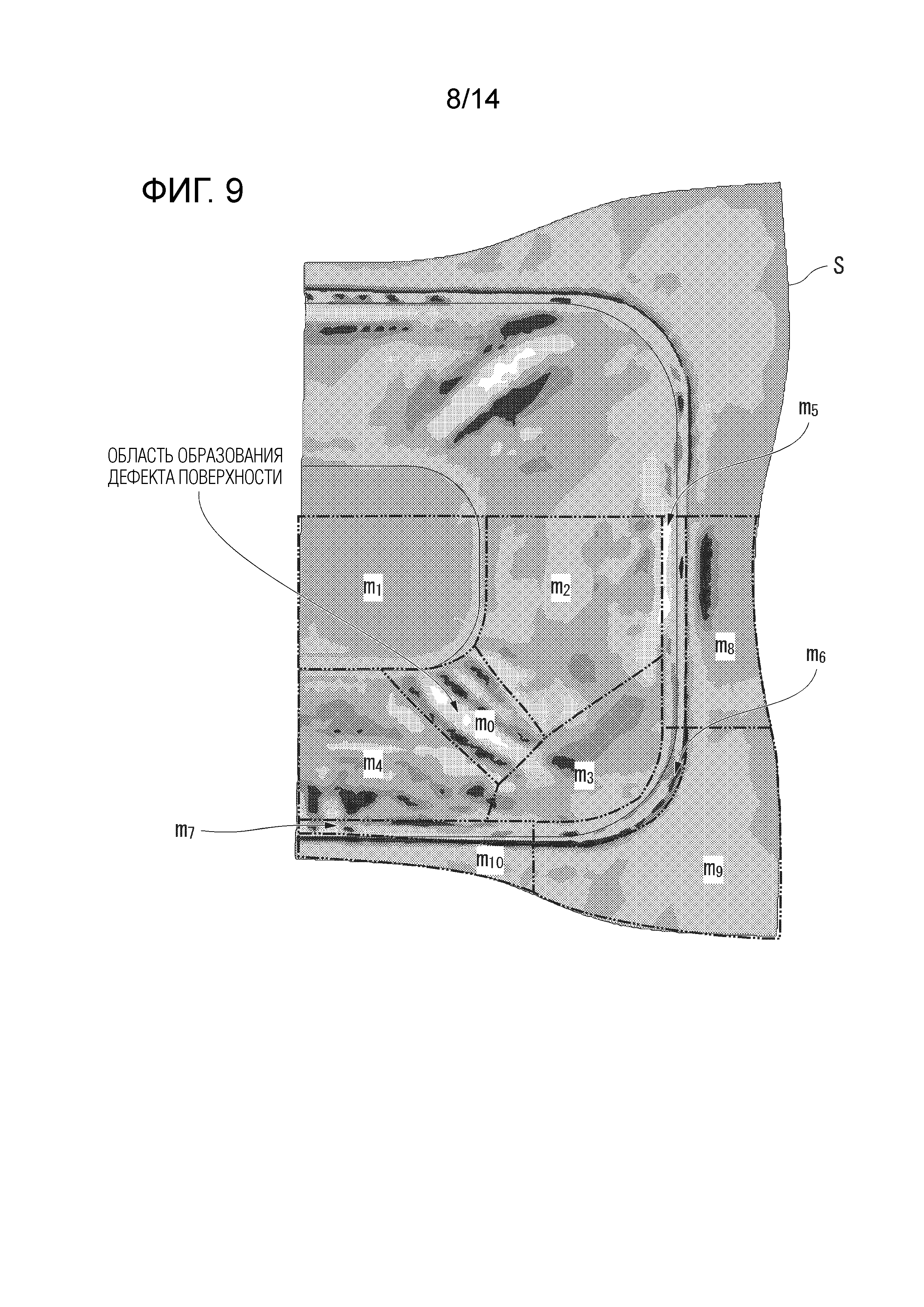
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Металлический полый призматический элемент
Структура рамного элемента транспортного средства с отличными характеристиками устойчивости к удару
Способ прогнозирования трещинообразования, устройство обработки, программный продукт и носитель записи

