Результат интеллектуальной деятельности: Способ производства круглого проката из конструкционных легированных сталей для холодной объёмной штамповки крепёжных изделий
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к способам производства сортового круглого проката из легированных сталей для изготовления крепежных изделий холодной объемной штамповкой.
К сортовому прокату из углеродистых и легированных стали для холодной объемной штамповки крепежных деталей предъявляются следующие требования: высокая технологическая пластичность в состоянии поставки и способность обеспечить заданный уровень потребительских свойств готовой продукции. В соответствии с ГОСТ10702-2016 «Прокат сортовой из конструкционной нелегированной и легированной стали для холодной объемной штамповки», горячекатанй прокат поставляют, в частности, после сфероидизирующего отжига (ТС).
Как правило, положительные результаты испытаний на холодную осадку имеет прокат с показателем относительного сужения более 60%.
Известен способ производства сфероидизованного сортового проката из борсодержащей стали для холодной объемной штамповки высокопрочных крепежных деталей, включающий выплавку стали в электропечи, выпуск металла, внепечную обработку, разливку в изложницы, горячую прокатку слитка с получением заготовки и охлаждение, при этом выплавляют сталь, содержащую, мас. %:
Углерод 0,17-0,26
Марганец 0,90-1,30
Кремний 0,01-0,20
Хром 0,005-0,35
Бор 0,0005-0,0050
Ниобий 0,001-0,02
Алюминий 0,02-0,06
Титан 0,01-0,04
Азот 0,005-0,015
Железо Остальное
при выполнении соотношений N/(10Ti+Al)≤0,039; (10B-0,01C)/N≥1,80,, горячую прокатку заканчивают при 950-1000°С, затем проводят холодную деформацию калибровкой со степенью деформации 20-25% и сфероидизирующий отжиг путем скоростного нагрева холодно-деформированного проката в межкритический интервал температур и последующего регламентированного охлаждения в интервале температур 730-650°С со скоростью 0,5-1,0°С/мин и дальнейшего охлаждения в термокамере при температуре среды 100-200°С для сокращения продолжительности процесса сфероидизации.
Технический результат заключается в одновременном обеспечении повышенных характеристик прокаливаемости стали.
(Патент RU 2238335 С1, МПК C21D 8/06, С22С 38/14, опубликован 20.10.2004)
Известен способ изготовления высокопрочного винта, с отличной прочностью и стойкостью к трещинообразованию без проведения термической обработки, по низкой цене, экономя ресурсы. Для горячекатаного стального прутка, содержащего (мас%): ≤0.15 С; ≤0.60 Si; 0.05-1.50 Mn; ≤0.030 Р; ≤0.025 S; ≤0.060 Аl остальное Fe и неизбежные примеси, применяют обработку прутка сфероидизирующем отжигом, корректируя уменьшение диаметра прутка холодным волочением или холодной обработкой давлением. С помощью холодной высадки или другим холодным способом обработки из прутка формуется высокопрочный винт без термообработки.
(Патент JP5288364(B2), МПК C21D8/06, С22С 38/00, С22С 38/06, опубликован 2013.09.11)
Наиболее близким аналогом заявленного изобретения является способ изготовления углеродистой стальной катанки для холодной высадки с улучшенной сфероидизированной структурой за счет уменьшения доли феррита при увеличении доли перлита. Обрабатывают сталь, содержащую следующие элементы (мас %): С 0.40-0.50, Si 0.10-0.35, Mn 0.60-1.50, ≤0.03 Р, ≤0.035 S, А1 0.005-0.050, остальное железо и примеси. Способ характеризуется тем, что заготовку нагревают до температуры 1100-1150°С. Горячую прокатку проводят при температуре выше 900°С, регулируют температуру начала охлаждения в диапазоне от 780-900°С, горячекатаную катанку охлаждают со скоростью 20-25°С/с в диапазоне температур 650-900°С и далее охлаждают со скоростью 10-15°С/с в диапазоне температур от 650-550°С.
(Патент KR 100336704 (В1), МПК C21D8/06, опубликован 17.05.2002 - прототип).
Настоящее изобретение направлено на решение технической проблемы, состоящей в расширении арсенала технических средств производства сортового круглого проката из легированных сталей для изготовления крепежных изделий холодной объемной штамповкой. Технический результат изобретения состоит в создании способа производства круглого проката из легированных сталей для изготовления крепежных изделий холодной объемной штамповкой.
Заявленный технический результат достигается тем, что в способе производства круглого сортового проката из конструкционной легированной стали для холодной объемной штамповки крепежных изделий, включающем получение заготовки из стали, содержащей, мас. %:
|
Железо и неизбежные примеси остальное
нагрев заготовки до температуры 1080-1200°С, горячую прокатку с температурой конца прокатки в диапазоне 900-1020°С и регламентируемое охлаждение, при этом, охлаждение после прокатки ведут со скоростью 0,1-5°С/с до Тохл=541,1-144,3[С]-94,5[Si]-24,6[Mn]-9,6[Cr]-4,84[Ni]-52,0[Мо]±20°С, последующее окончательное охлаждение ведут с произвольной скоростью, затем прокат подвергают сфероидизирующему отжигу при Тотж=688,8+20,4[Si]-13,5[Mn]+17,7[Cr]-13,8[Ni]+6,5[Мо]±10°С.
Сущность изобретения заключается в следующем.
Высокая скорость охлаждения после прокатки (0,1-5°С/с) до температуры Тохл, которая должна выбираться, исходя из химического состава стали и должна соответствовать протеканию бейнитного превращения. Полученная структура будет наиболее оптимальной для проведения сфероидизирующего отжига, температура которого Тотж определяют в зависимости от химического состава стали, позволит за небольшой промежуток времени (4 ч) получить равномерную сфероидизированную структуру. Использование скоростей охлаждения ниже 0,1°С/с приведет к значительному увеличению доли чистых ферритных зерен и снизит показатели пластичности, а использование скоростей охлаждения более 5°С/с труднореализуемо и нецелесообразно, поскольку не приведет к значительному улучшению. Температура отжига назначают в соответствии с зависимостью:
Тотж=688,8+20,4[Si]-13,5[Mn]+17,7[Cr]-13,8[Ni]+6,5[Mo]±10°С.
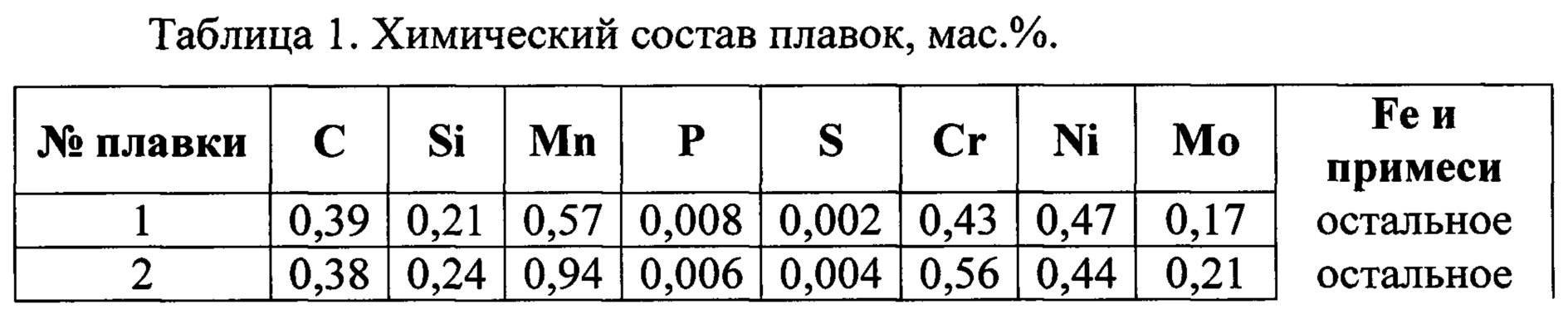
Примеры конкретного выполнения способа. В вакуумной индукционной печи получено 2 плавки с химическим составом, представленным в таблице 1.
Из полученных слитков изготавливали круглый прокат диаметром 16 мм по следующему режиму: нагрев до 1170°С, выдерживали при этой температуре в течении 15 минут, затем прокатывали с температурой конца прокатки в аустенитной области, равной 970°С. Охлаждение полученного проката производили по следующему режиму:
Ускоренное охлаждение (2°С/с) до температур, рассчитанных в зависимости от химического состава, Тохл, указанных в таблице 2. Последующее охлаждение проводили на воздухе.
Тохл=541,1-144,3[С] - 94,5[Si] - 24,6[Мn] - 9,6[Cr] - 4,84[Ni] - 52,0[Мо]±20°С,

От полученного проката вырезаны продольные образцы для проведения отжига в течение 4 ч при температуре, зависящей от химического состава Тотж, приведенной в таблице 3, длиной 100 мм для механических испытаний.
Тотж=688,8+20,4[Si] - 13,5[Mn]+17,7[Cr] - 13,8[Ni]+6,5[Мо]±10°С.
Проведены механические испытания образцов отожженного проката от каждой плавки. Результаты приведены в таблице 3.

Полученный прокат после сфероидизирующего отжига во всех случаях обладает рекомендуемым уровнем относительного сужения выше 60%.
Таким образом, заявленная совокупность признаков обеспечивает достижение технического результата - создания способа производства круглого проката из легированных сталей для изготовления крепежных изделий холодной объемной штамповкой.
Промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла
Высокопрочная сталь
Состав расплава на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением
Устройство для испытаний на контактную выносливость
Способ получения биметаллических слитков с износостойким наплавленным слоем
Способ получения биметаллических листов с износостойким наплавленным слоем
Способ азотирования деталей и устройство для его осуществления
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ изготовления рабочих органов почвообрабатывающих машин
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ получения биметаллического слитка
Способ получения металлического покрытия на режущих кромках почвообрабатывающей техники
Способ производства холоднокатаной стали для глубокой вытяжки
Способ получения биметаллических слитков с износостойким наплавленным слоем
Способ получения биметаллических листов с износостойким наплавленным слоем
Способ контроля стойкости трубных сталей против коррозионного растрескивания под напряжением
Способ производства особонизкоуглеродистой стали
Сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее
Способ эксплуатации электрохимических конденсаторов
Нанокомпозит на основе никель-хром-молибден

