Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ
Вид РИД
Изобретение
Изобретение относится к технологии восстановления деталей газотурбинных двигателей с тонкостенными элементами и может быть использовано в турбомашиностроении. Реализация данного способа позволяет обеспечить высокое качество восстановления деталей турбомашин, а также минимальный припуск на последующую механическую обработку.
Известен способ ремонта гребешков лабиринтных уплотнений рабочих лопаток газотурбинного двигателя методом высокотемпературной пайки (Патент RU №2354523, МПК В23Р 6/00, публ. 10.05.2009), по которому на подготовленную к восстановлению поверхность гребешка лабиринтного уплотнения лопатки монтируют присоединяемый элемент в виде пластины, площадь которой больше площади восстанавливаемой поверхности, наносят пастообразный припой и осуществляют высокотемпературную пайку присоединяемого элемента в вакуумной или челночной печи и окончательную механическую обработку бандажной полки после ее остывания. Недостаток данного способа заключается в низкой производительности и необходимости удаления присоединяемого элемента при повторном ремонте.
Известен также способ восстановления гребешков лабиринтных уплотнений лопаток турбомашин автоматической аргонодуговой наплавкой неплавящимся электродом с импульсной подачей присадочной проволоки (Патент RU №2317182, МПК: В23К 9/04, В23Р 6/00, публ. 20.02.2008), по которому между гребешками лабиринтных уплотнений устанавливают пластины, прихватывают лопатки турбомашин с пластинами для создания единого блока, а автоматическую аргонодуговую наплавку гребешков лабиринтных уплотнений производят в едином блоке.
Данный способ ремонта не обеспечивает качественного ремонта гребешков лабиринтного уплотнения рабочих лопаток турбины с Z-образными бандажными полками, так как сложен и не исключает появления горячих трещин в зоне прихватки пластин к бандажным полкам лопатки.
Наиболее близким по техническому решению является способ восстановления тонкостенного элемента детали газотурбинного двигателя (журнал «Автоматическая сварка». Авторы: Жеманюк П.Д. и др. «Опыт внедрения технологии восстановительной микроплазменной порошковой наплавки при ремонте лопаток турбин высокого давления в условиях серийного производства». №8, 2015. стр. 43-46.), по которому подготовленные к восстановлению тонкостенные элементы детали подвергают вакуумному обезгаживающему отжигу. После остывания проводят наплавку тонкостенных элементов деталей порошком жаростойкого сплава методом микроплазменной порошковой наплавки, для снятия сварочных напряжений, проводят вакуумный отжиг деталей и механическую обработку наплавленных поверхностей до необходимых геометрических размеров после остывания.
При данном способе наплавки тонкостенных элементов деталей турбомашин получается широкий наплавочный валик толщиной 3-3,5 мм, при этом соотношение толщин наплавленной и восстанавливаемой поверхности составляет порядка 3 к 1, что значительно повышает трудоемкость механической обработки после наплавки, возникает опасность возникновения шлифовочных трещин и не обеспечивается минимальный припуск на последующую механическую обработку, и, следовательно, увеличенный расход порошка.
Технической задачей заявляемого изобретения является повышение качества восстановления деталей турбомашин из жаропрочных сплавов с тонкостенными элементами, снижение расхода порошка, минимальный припуск для последующей механической обработки.
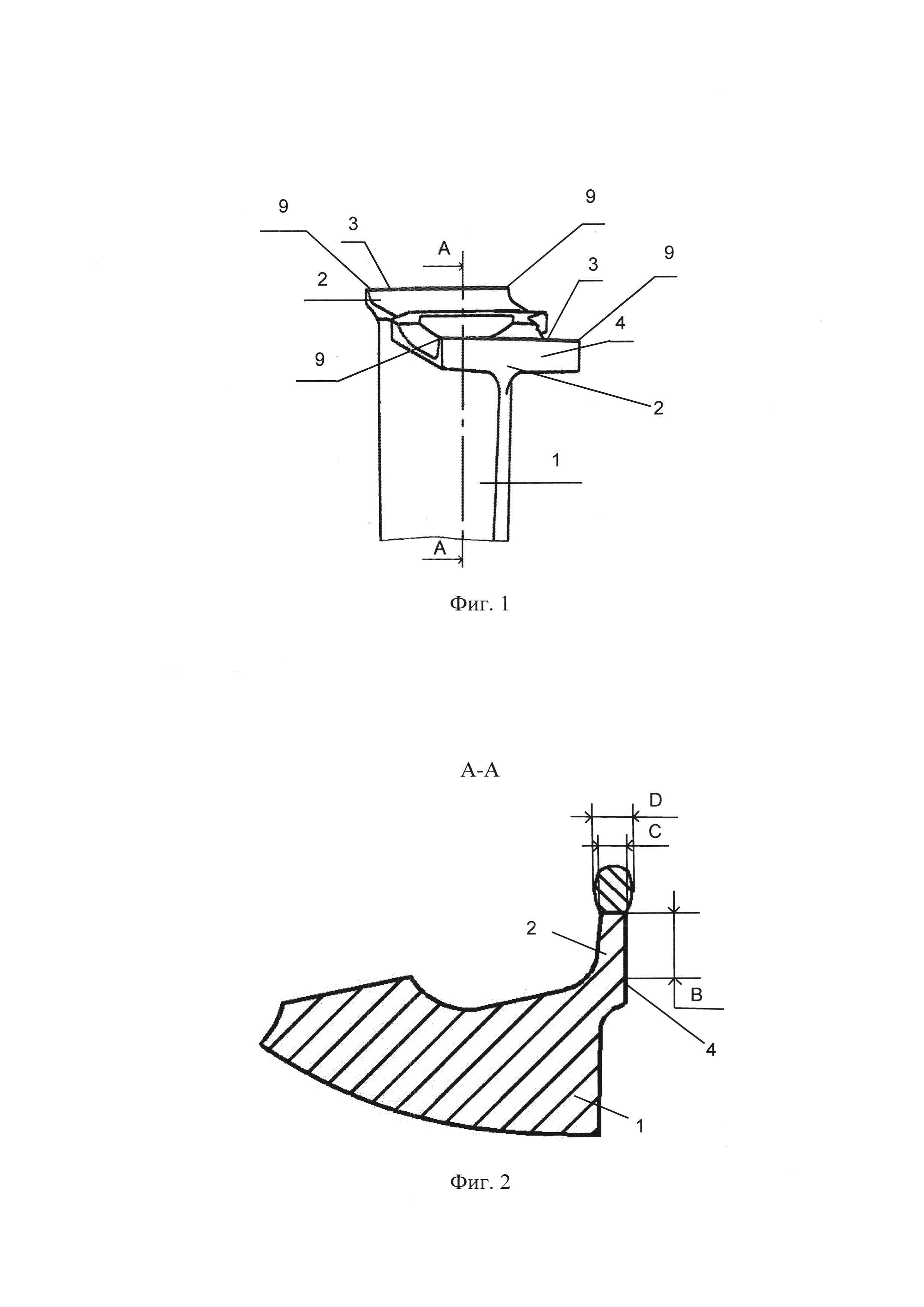
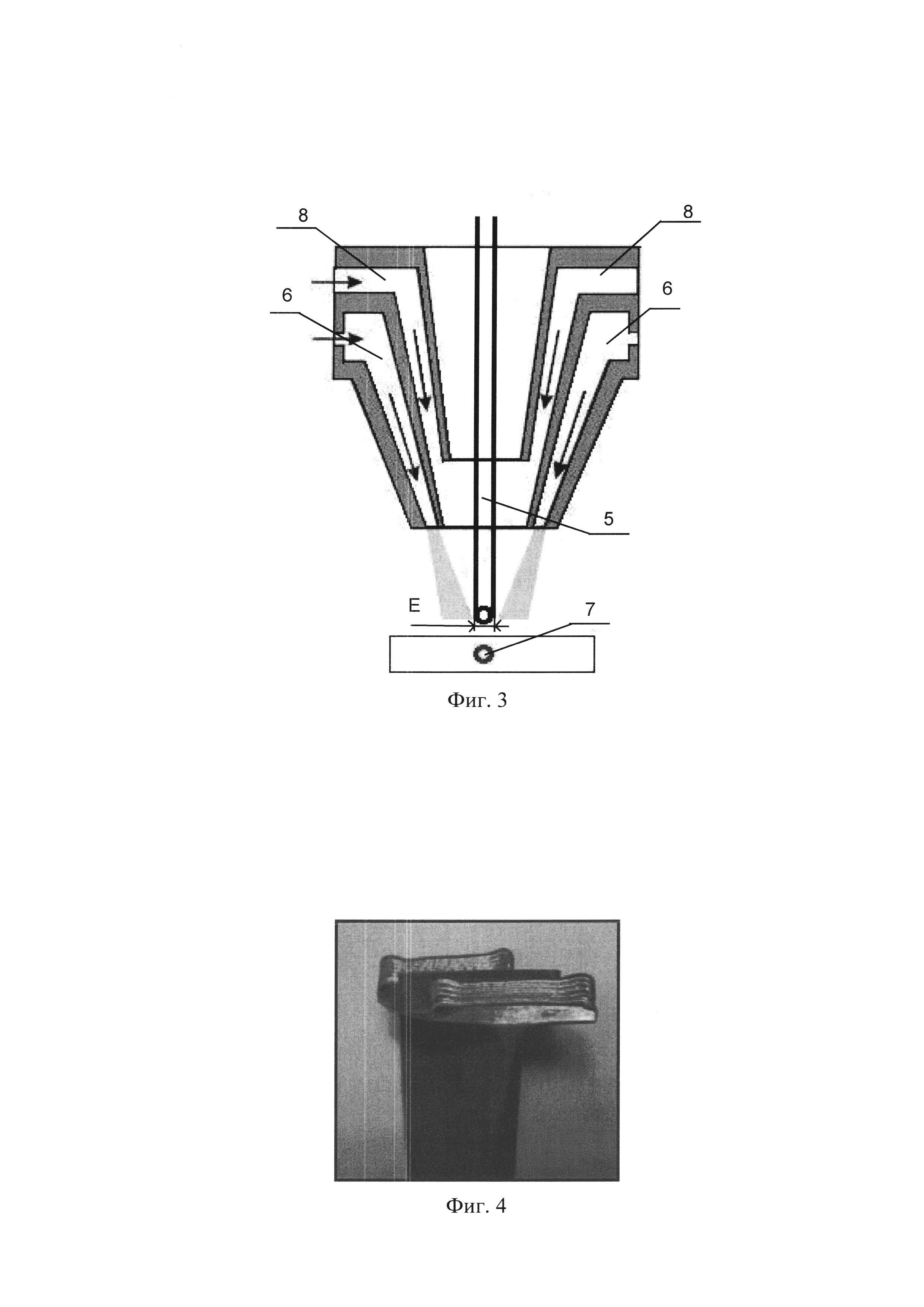
Техническая задача решается тем, что в способе восстановления детали газотурбинного двигателя с тонкостенным элементом, включающем предварительное удаление следов приработки с торца тонкостенного элемента детали, зачистку боковых поверхностей тонкостенного элемента, установку и фиксирование его в приспособлении, наплавку металлического порошка в среде защитного газа, механическую обработку тонкостенного элемента, термическую обработку в вакууме и проведение капиллярного контроля, согласно изобретению, боковые поверхности тонкостенного элемента зачищают на высоту В, равную 1-2 ширины наплавляемой поверхности С тонкостенного элемента, при этом наплавку осуществляют лазерным лучом в импульсном режиме с подачей металлического порошка в зону наплавки соосно лазерному лучу и локальной защитой зоны наплавки, причем отношение ширины наплавки Д к ширине наплавляемой поверхности С равно 1,0-1,2, а отношение диаметра пятна лазерного луча Е к ширине наплавляемой поверхности С составляет 0,5-0,7, при этом границы тонкостенного элемента наплавляют с помощью 1-2 дополнительных лазерных импульсов.
Кроме того, согласно изобретению, в качестве присадочного материала используют металлический порошок из жаропрочного сплава на основе никеля. Кроме того, согласно изобретению, защитный газ расходуют в объеме 6-7 л/мин.
На фиг. 1 представлена деталь газотурбинного двигателя, на фиг. 2 представлен разрез А-А детали газотурбинного двигателя, на фиг. 3 представлена схема наплавки восстановления детали газотурбинного двигателя с тонкостенным элементом, на фиг. 4 представлено фото детали газотурбинного двигателя. Способ осуществляется следующим образом. Предварительно удаляют у детали 1, имеющей тонкостенный элемент 2, следы приработки с торца 3 тонкостенного элемента 2, зачищают боковые поверхности 4 тонкостенного элемента 2 на высоту В, равную 1-2 ширины наплавляемой поверхности С, устанавливают и фиксируют его в приспособлении (не показано), осуществляют наплавку лазерным лучом 5 в импульсном режиме, при этом подают присадочный материал- металлический порошок 6 в зону наплавки 7 соосно лазерному лучу 5, защищают зону наплавки локально. Металлический порошок наплавляют в среде защитного газа 8. После этого проводят механическую обработку тонкостенного элемента 2 детали 1, а также термическую обработку в вакууме. Далее применяют капиллярный контроль, в частности, применен люминесцентный контроль. Отношение ширины наплавки Д к ширине наплавляемой поверхности С равно 1,0-1,2. Отношение диаметра пятна лазерного луча Е к ширине наплавляемой поверхности С составляет 0,5-0,7. Отношение ширины наплавки Д к ширине наплавляемой поверхности С, равное 1,0-1,2 обеспечивают отношением диаметра пятна лазерного луча Е к ширине наплавляемой поверхности С равным 0,5-0,7. Границы тонкостенного элемента 9 наплавляют дополнительными 1-2 лазерными импульсами. Кроме того, используют в качестве присадочного материала металлический порошок из жаропрочного сплава на основе никеля, расходуют защитный газ в объеме 6-7 л/мин.
Предлагаемый способ восстановления детали газотурбинного двигателя с тонкостенным элементом заключается в минимальной зоне термического влияния 0,10…0,15 мм, увеличении жизненного цикла восстановленных элементов при высоком качестве наплавленного металла и благодаря минимальному припуску-сокращению трудоемкости последующей механической обработки наплавленных тонкостенных элементов.
Связующее для изготовления керамических форм, используемых для равноосного литья по выплавляемым моделям жаропрочных сплавов
Способ защиты газотурбинного двигателя от многократных помпажей компрессора
Статор газовой турбины
Способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя
Способ определения погасания камеры сгорания газотурбинного двигателя
Способ контроля системы охлаждения лопаток турбины газотурбинного двигателя
Ротор компрессора газотурбинного двигателя
Способ смачивания восковых моделей
Способ настройки станка с чпу для обработки сложных контуров поверхностей
Способ получения керамической смеси и керамическая смесь
Способ изготовления антенного обтекателя из стеклокерамики литийалюмосиликатного состава
Способ получения изделий из спеченного стеклокристаллического материала литийалюмосиликатного состава
Способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя
Способ изготовления аэродинамического профиля с внутренней ячеистой структурой, аэродинамический профиль с внутренней ячеистой структурой и ячеистая структура аэродинамического профиля

