Результат интеллектуальной деятельности: ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к листообразному изделию, подлежащему использованию во впитывающем изделии, и к способу изготовления листообразного изделия. Изобретение также относится к впитывающему изделию, такому как одноразовый подгузник.
Предшествующий уровень техники
[0002]
Впитывающие элементы, используемые во впитывающих изделиях, таких как одноразовые подгузники, гигиенические прокладки и урологические прокладки, обычно изготавливают посредством: переноса материала для впитывающего элемента, включающего в себя целлюлозное волокно и водопоглощающий полимер, в воздушном потоке и всасывания и осаждения материала в углублении, образованном на наружной окружной периферийной поверхности вращающегося барабана, и последующего закрытия стопы волокон, скопившейся в углублении, водопроницаемым листовым материалом. Однако масса водопоглощающего полимера значительно больше массы целлюлозных волокон. Таким образом, имеет место тенденция к неравномерному распределению водопоглощающего полимера. В таких неоднородных впитывающих элементах существует вероятность возникновения препятствия, вызванного набуханием, такого как блокирование гелем, что делает невозможным обеспечение полного использования впитывающей способности водопоглощающего полимера.
[0003]
В патентном литературном источнике 1 описан элемент для впитывания выделяемой организмом, текучей среды, в котором: два листа прикреплены друг к другу посредством множества фиксирующих частей, в результате чего между соседними фиксирующими частями образуются зоны каналов, которые являются непрерывными вдоль продольного направления, и впитывающий компонент, в котором материал, впитывающий выделяемую организмом, текучую среду и включающий в себя полимер с высокой впитывающей способностью, объединен в одно целое со стягивающимся материалом, размещен в каждой зоне канала. При элементе для впитывания выделяемой организмом, текучей среды, раскрытом в патентном литературном источнике 1, все впитывающее изделие может эффективно использоваться.
[0004]
В патентном литературном источнике 2 описано впитывающее изделие, включающее в себя впитывающий элемент, включающий в себя: зону с прорезями выделительной части в зоне, противоположной по отношению к выделительной зоне, при этом зона с прорезями выделительной части имеет продольные прорези, проходящие вдоль продольного направления и образованные в распределенном состоянии, и центральную зону с прорезями в части, центральной в боковом направлении и продольном направлении зоны с прорезями выделительной части. Впитывающее изделие, раскрытое в патентном литературном источнике 2, имеет повышенную комфортность при ношении.
[0005]
В патентном литературном источнике 3 описано впитывающее изделие, включающее в себя впитывающий элемент, имеющий четыре или более рядов прорезей, выполненных с интервалами между ними. Впитывающее изделие, раскрытое в патентном литературном источнике 3, может обеспечить уменьшение жесткости впитывающего элемента и улучшение впитывающих свойств.
[0006]
Ранее Заявитель предложил одноразовый подгузник, включающий в себя впитывающий комплект, который включает в себя впитывающую сердцевину, в которой центральный впитывающий элемент и два боковых впитывающих элемента разделены в промежностной зоне, при этом эластичные элементы для обеспечения подъема соответствующих боковых впитывающих элементов предусмотрены вдоль продольного направления на соответствующих боковых сторонах впитывающей сердцевины (патентный литературный источник 4).
[0007]
Помимо вышеупомянутого одноразового подгузника, в патентных литературных источниках 3 и 5 раскрыты впитывающие элементы, в которых образовано множество прорезей с заданной длиной, в качестве впитывающих элементов для впитывающих изделий.
Перечень ссылок
Патентная литература
[0008]
Патентный литературный источник 1: JP 2002-224162 A
Патентный литературный источник 2: JP 2015-42244 A
Патентный литературный источник 3: JP S63-18122 U
Патентный литературный источник 4: JP 2006-341061 A
Патентный литературный источник 5: JP H01-87720 U
Сущность изобретения
[0009]
Изобретение относится к листообразному изделию для впитывающего изделия, при этом листообразное изделие включает в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя: длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части, при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении. Перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частям длинной базовой части, которые проходят вдоль продольного направления. При впитывании жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера разбухают за пределы боковых краевых частей длинной базовой части, и положение длинной базовой части в направлении толщины отличается от ее положения перед впитыванием жидкости.
[0010]
Изобретение также относится к способу изготовления листообразного изделия для впитывающего изделия, при этом листообразное изделие включает в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части, при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении, при этом: перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частям длинной базовой части, которые проходят вдоль продольного направления, и при впитывании жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера разбухают за пределы боковых краевых частей длинной базовой части, и положение длинной базовой части в направлении толщины отличается от ее положения перед впитыванием жидкости. Способ изготовления листообразного изделия включает: этап диспергирования частиц водопоглощающего полимера для диспергирования частиц водопоглощающего полимера на поверхности одной стороны непрерывного базового листа и этап разрезания для разрезания базового листа, на котором были диспергированы частицы водопоглощающего полимера, для образования множества впитывающих секций посредством этого.
[0011]
Изобретение также относится к впитывающему изделию, включающему в себя впитывающий комплект, который включает в себя верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом, при этом впитывающее изделие имеет продольное направление изделия, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление изделия, ортогональное к продольному направлению изделия. Впитывающий элемент включает в себя впитывающую сердцевину, образованную из листообразного изделия, включающего в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя: длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части, при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении. Впитывающая сердцевина включает в себя центральную зону в части, центральной в боковом направлении изделия, и две боковые зоны, предусмотренные дальше снаружи в боковом направлении изделия, чем центральная зона. В каждой боковой зоне впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано в боковом направлении изделия. Верхний лист закрывает обращенную к коже поверхность впитывающего элемента и включает в себя выступающие части, проходящие наружу в боковом направлении изделия от соответствующих боковых краевых частей впитывающего элемента, при этом выступающие части загнуты по направлению к стороне не обращенной к коже поверхности впитывающего элемента и соответственно закрывают не обращенную к коже поверхность впитывающего элемента, расположенную в соответствующих боковых зонах впитывающей сердцевины. Концевая часть каждой выступающей части верхнего листа расположена ближе к стороне поверхности, не обращенной к коже, чем выступающая часть, и прикреплена к составляющему элементу впитывающего изделия, расположенному рядом с выступающей частью.
Краткое описание чертежей
[0012]
Фиг.1 представляет собой вид в разрезе, схематически иллюстрирующий вариант осуществления листообразного изделия для впитывающего изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера.
Фиг.2 представляет собой вид в разрезе, схематически иллюстрирующий состояние, в котором частицы водопоглощающего полимера в листообразном изделии, проиллюстрированном на фиг.1, набухли за счет впитывания жидкости.
Фиг.3 представляет собой вид в перспективе, если смотреть со стороны верхней поверхности листообразного изделия, проиллюстрированного на фиг.1.
Фиг.4 представляет собой схематическое изображение, иллюстрирующее вариант осуществления устройства для изготовления листообразного изделия, проиллюстрированного на фиг.1.
Фиг.5 представляет собой схематический вид в перспективе устройства разрезания базового листа, которое предусмотрено в устройстве для изготовления, проиллюстрированном на фиг.4.
Фиг.6 представляет собой вид в разрезе, схематически иллюстрирующий другой вариант осуществления листообразного изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (соответствующее фиг.1).
Фиг.7 представляет собой вид в разрезе, схематически иллюстрирующий еще один вариант осуществления листообразного изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (соответствующее фиг.1).
Фиг.8 представляет собой схематическое изображение, иллюстрирующее вариант осуществления устройства для изготовления листообразного изделия, проиллюстрированного на фиг.7.
Фиг.9 представляет собой вид в разрезе, схематически иллюстрирующий еще один вариант осуществления листообразного изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (соответствующее фиг.1).
Фиг.10 представляет собой вид в разрезе, схематически иллюстрирующий еще один вариант осуществления листообразного изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (соответствующее фиг.1).
Фиг.11 представляет собой вид в перспективе, если смотреть со стороны верхней поверхности еще одного варианта осуществления листообразного изделия по изобретению, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (соответствующее фиг.3).
[0013]
Фиг.12 представляет собой вид в перспективе натягиваемого одноразового подгузника, который представляет собой вариант осуществления впитывающего изделия по изобретению.
Фиг.13 представляет собой выполненный с частичным вырывом вид в плане, иллюстрирующий состояние, в котором подгузник по фиг.12 был развернут (раскрыт) посредством раздирания по боковым швам и был растянут и расширен до плоского состояния.
Фиг.14 представляет собой выполненный с частичным вырывом вид в перспективе впитывающего элемента, предусмотренного в подгузнике, проиллюстрированном на фиг.12.
Фиг.15 представляет собой вид в разрезе, схематически иллюстрирующий вариант осуществления листообразного изделия, которое представляет собой впитывающую сердцевину впитывающего элемента, проиллюстрированного на фиг.14, при этом фигура иллюстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера.
Фиг.16 представляет собой вид в разрезе, схематически иллюстрирующий состояние, в котором частицы водопоглощающего полимера в листообразном изделии, проиллюстрированном на фиг.15, набухли за счет впитывания жидкости.
Фиг.17 представляет собой вид в разрезе, выполненном по линии VI-VI, показанной на фиг.13.
Фиг.18 представляет собой вид в разрезе подгузника, проиллюстрированного на фиг.17, в состоянии при ношении подгузника.
Фиг.19 представляет собой схематическое изображение, иллюстрирующее вариант осуществления устройства для изготовления листообразного изделия, которое представляет собой впитывающую сердцевину подгузника, проиллюстрированного на фиг.12.
Фиг.20 представляет собой схематический вид в перспективе устройства для разрезания базового листа, которое расположено с входной стороны и предусмотрено в устройстве для изготовления, проиллюстрированном на фиг.19.
Фиг.21 представляет собой схематический вид в перспективе устройства для разрезания базового листа, которое расположено с выходной стороны и предусмотрено в устройстве для изготовления, проиллюстрированном на фиг.19.
Описание вариантов осуществления
[0014]
Во впитывающем элементе, раскрытом в патентном литературном источнике 1, впитывающий материал, включающий в себя полимер с высокой впитывающей способностью, размещен внутри каждой зоны канала, образованной посредством фиксации с помощью фиксирующих частей, что затрудняет перемещение впитывающего материала в направлении толщины, даже когда полимер с высокой впитывающей способностью впитывает выделяемую организмом, текучую среду и набухает. Это делает невозможным обеспечение полного использования впитывающей способности полимера с высокой впитывающей способностью.
[0015]
в патентных литературных источниках 2 и 3 отсутствует описание взаимного расположения частиц водопоглощающего полимера и прорезей, когда частицы водопоглощающего полимера впитывают жидкость.
[0016]
Следовательно, согласно настоящему изобретению предложено листообразное изделие, позволяющее преодолеть вышеупомянутые недостатки обычного уровня техники. Согласно настоящему изобретению также предложен способ изготовления листообразного изделия, позволяющего преодолеть вышеупомянутые недостатки обычного уровня техники.
[0017]
В одноразовом подгузнике, раскрытом в патентном литературном источнике 4, впитывающая сердцевина разделена на центральный впитывающий элемент и два боковых впитывающих элемента, и эластичные элементы для обеспечения подъема соответствующих боковых впитывающих элементов предусмотрены на соответствующих боковых сторонах впитывающей сердцевины. Таким образом, боковые впитывающие элементы могут легко подниматься, в результате чего улучшается прилегаемость и повышается эффективность предотвращения утечек в промежностной зоне. Однако полагают, что при ношении подгузника стоячие боковые впитывающие элементы могут «сталкиваться» с кожей носителя и вызывать дискомфорт. Намерение авторов изобретения также состоит в устранении любого дискомфорта, вызываемого стоячими боковыми впитывающими элементами.
[0018]
В патентных литературных источниках 3 и 5 раскрыты только впитывающие элементы с прорезями и не описано что-либо, относящееся к обеспечению подъема впитывающего элемента в боковых частях на обеих боковых сторонах впитывающего элемента.
[0019]
Следовательно, согласно настоящему изобретению предложено впитывающее изделие, позволяющее преодолеть вышеупомянутые недостатки обычного уровня техники.
[0020]
Листообразное изделие по изобретению описано ниже в соответствии с предпочтительными вариантами его осуществления со ссылкой на чертежи.
Листообразное изделие по изобретению используется для впитывающих изделий. В общем случае впитывающие изделия используются для впитывания и удерживания выделенной организмом, текучей среды, такой как моча или менструальная кровь. Впитывающие изделия включают, например, одноразовые подгузники, гигиенические прокладки и урологические прокладки, но не ограничены ими, и охватывают в широком смысле изделия, используемые для впитывания жидкостей, выделенных из тела человека.
[0021]
Впитывающее изделие, как правило, включает в себя: удерживающий жидкости, впитывающий элемент, верхний лист, расположенный со стороны обращенной к коже поверхности впитывающего элемента, и задний лист, расположенный со стороны не обращенной к коже поверхности впитывающего элемента. Впитывающий элемент включает в себя: листообразное изделие по изобретению и проницаемый для жидкостей лист для обертывания сердцевины, который закрывает листообразное изделие. Другими словами, листообразное изделие по изобретению используется во впитывающем изделии, например, в качестве впитывающего элемента, закрытого проницаемым для жидкостей листом для обертывания сердцевины. Впитывающее изделие может включать в себя лист, образующий так называемый подслой, на одной или обеих из обращенной к коже поверхности и не обращенной к кожей поверхности впитывающего элемента.
[0022]
Различные материалы, обычно используемые в данной области техники, могут быть использованы без особого ограничения для верхнего листа, заднего листа и листа для обертывания сердцевины. Например, для верхнего листа можно использовать проницаемый для жидкостей лист, к примерам которого относятся различные гидрофилизированные нетканые материалы и пористые пленки. Для заднего листа можно использовать проницаемый для жидкостей или водоотталкивающий лист, к примерам которого относятся пленки из термопластичной смолы и ламинаты из таких пленок и нетканых материалов. Задний лист может быть паропроницаемым. Для листа для обертывания сердцевины можно использовать, например, бумажную кальку (санитарно-гигиеническую бумагу), изготовленную мокрым способом изготовления бумаги, или проницаемый для жидкостей, нетканый материал. Впитывающее изделие может дополнительно включать в себя различные компоненты в зависимости от конкретного применения впитывающего изделия. Такие компоненты известны специалистам в данной области техники. Например, в случаях использования впитывающего изделия в качестве одноразового подгузника или гигиенической прокладки одна или более пар манжет, защищающих от утечки, могут быть расположены как с левой, так и с правой боковых сторон на верхнем листе.
[0023]
Фиг.1 и 2 представляют собой виды в разрезе, схематически иллюстрирующие листообразное изделие 1 согласно предпочтительному варианту осуществления листообразного изделия по изобретению (в дальнейшем также называемое просто «листообразным изделием 1»). Листообразное изделие 1 по фиг.1 демонстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (в дальнейшем также называемое просто «состоянием перед использованием»). Листообразное изделие 1 по фиг.2 демонстрирует состояние, в котором частицы водопоглощающего полимера набухли за счет впитывания жидкости, (в дальнейшем также называемое просто «состоянием после набухания»). В данном документе «состояние после набухания» относится к состоянию частиц водопоглощающего полимера после погружения листообразного изделия 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°, на 60 минут. Фиг.3 показывает вид в перспективе листообразного изделия 1 в состоянии перед использованием.
[0024]
Листообразное изделие 1, проиллюстрированное на фиг.1, включает в себя множество впитывающих секций 4, при этом каждая впитывающая секция включает в себя: длинную базовую часть 2, имеющую протяженность в боковом направлении (направлении Х), протяженность в продольном направлении (направлении Y), которая больше протяженности в боковом направлении (направлении Х), и направление толщины (направление Z), и частицы 3 водопоглощающего полимера (также называемые в дальнейшем просто «водопоглощающим полимером 3»), которые прикреплены к поверхности одной стороны длинной базовой части 2. Листообразное изделие 1 образовано посредством размещения впитывающих секций 4 так, чтобы их продольное направление (направление Y) было ориентировано, по меньшей мере, в одном направлении. Боковое направление (направление Х), продольное направление (направление Y) и направление толщины (направление Z) длинной базовой части 2 совпадают с боковым направлением (направлением Х), продольным направлением (направлением Y) и направлением толщины (направлением Z) впитывающей секции 4 и в данном варианте осуществления также совпадают с боковым направлением (направлением Х), продольным направлением (направлением Y) и направлением толщины (направлением Z) листообразного изделия 1 (см. фиг.3). Продольное направление (направление Y) листообразного изделия 1 также совпадает с направлением от передней стороны к задней стороне носителя при ношении впитывающего изделия, включающего в себя листообразное изделие 1.
[0025]
Как проиллюстрировано на фиг.1, листообразное изделие 1 образовано посредством размещения множества впитывающих секций 4 так, чтобы продольное направление (направление Y) впитывающих секций 4 было ориентировано в продольном направлении (направлении Y) листообразного изделия 1 (см. фиг.3). По соображениям, связанным с легким перемещением впитывающих секций 4, между впитывающими секциями 4, 4, соседними друг с другом в боковом направлении (направлении Х) длинных базовых частей 2 (впитывающих секций 4), отсутствует какой-либо промежуточный элемент. Другими словами, каждая впитывающая секция 4 находится в состоянии, в котором она не обернута каким-либо промежуточным элементом. На фиг.1 и 2 верхняя поверхность, которая представляет собой данную одну сторону длинной базовой части 2, представляет собой обращенную к коже поверхность, обращенную к коже носителя, и нижняя поверхность, которая представляет собой другую сторону длинной базовой части 2, представляет собой не обращенную к коже поверхность, обращенную к заднему листу. Другими словами, поверхность на стороне, противоположной по отношению к данной одной стороне, представляет собой другую сторону.
[0026]
В состоянии перед использованием впитывающая секция 4 листообразного изделия 1 образована с непрерывной конфигурацией, удлиненной в продольном направлении Y. Как дополнительно описано ниже, в состоянии перед использованием каждая впитывающая секция 4 может включать в себя частицу 3b водопоглощающего полимера, которая выступает за боковую краевую часть 2s длинной базовой части 2 (см. фиг.1); таким образом, длина Lx в боковом направлении Х образуется несколько большей, чем описанная позднее ширина (W2) длинной базовой части 2. Более конкретно, длина Lx впитывающей секции 4 в боковом направлении Х предпочтительно составляет приблизительно от 0,5 до 10 мм, более предпочтительно приблизительно от 1 до 5 мм. Длина Ly впитывающей секции 4 в продольном направлении Y превышает длину Lx в боковом направлении Х предпочтительно приблизительно в 20-200 раз, более предпочтительно в 40-80 раз. При условии, что данный коэффициент масштабирования обеспечивается, длина Ly впитывающей секции 4 в продольном направлении Y предпочтительно составляет приблизительно от 10 до 500 мм, более предпочтительно приблизительно от 200 до 400 мм. Как описано выше, впитывающая секция 4 имеет чрезвычайно длинную, узкую форму.
В состоянии перед использованием соотношение размеров между шириной W2 длинной базовой части 2 и длиной Lx впитывающей секции 4 в боковом направлении (направлении Х) предпочтительно составляет 0 мкм < (Lx-W2) < 1400 мкм, более предпочтительно 200 мкм < (Lx-W2) < 1000 мкм.
[0027]
В данном варианте осуществления листообразное изделие 1 образовано с прямоугольной формой, которая является удлиненной в продольном направлении (направлении Y) в состоянии перед использованием. Длина листообразного изделия 1 в продольном направлении (направлении Y) составляет приблизительно от 100 до 1000 мм и длина листообразного изделия 1 в боковом направлении (направлении Х) составляет приблизительно от 50 до 300 мм.
[0028]
В состоянии перед использованием листообразное изделие 1 включает в себя впитывающую зону АТ, в которой множество впитывающих секций 4 расположены так, чтобы они были ориентированы, по меньшей мере, в одном направлении. По соображениям, связанным с облегчением впитывания жидкости в зоне, в которой прикреплены частицы 3 водопоглощающего полимера, на виде в плане листообразного изделия 1 в состоянии перед использованием выраженная в процентах доля впитывающей зоны АТ по отношению ко всему листообразному изделию 1 предпочтительно составляет 20% или более, более предпочтительно 50% или более и предпочтительно 100% или менее, более предпочтительно 90% или менее и, более конкретно, предпочтительно от 20 до 100%, более предпочтительно от 50 до 90%. В данном документе выражение «выраженная в процентах доля впитывающей зоны АТ составляет 100%» относится к конфигурации, при которой в случаях, когда, например, множество впитывающих секций 4 расположены рядом друг с другом в боковом направлении (направлении Х) листообразного изделия 1 так, что продольное направление (направление Y) впитывающих секций 4 ориентировано в продольном направлении (направлении Y) листообразного изделия 1, впитывающие секции 4 расположены во всей зоне между обеими частями листообразного изделия 1, концевыми в продольном направлении (направлении Y). В альтернативном варианте в случаях, когда множество впитывающих секций 4 расположены рядом друг с другом в продольном направлении (направлении Y) листообразного изделия 1 так, что продольное направление (направление Y) впитывающих секций 4 ориентировано в боковом направлении (направлении X) листообразного изделия 1, вышеприведенное выражение относится к конфигурации, при которой впитывающие секции 4 расположены во всей зоне между обеими боковыми сторонами листообразного изделия 1, проходящими вдоль продольного направления (направления Y). Следует отметить, что на виде в плане листообразного изделия 1 зоны, отличные от впитывающей зоны АТ, образуют зоны NT без прорезей, дополнительно описанные ниже.
[0029]
В случаях, когда продольное направление (направление Y) впитывающих секций 4 проходит так, чтобы оно было ориентировано в продольном направлении (направлении Y) листообразного изделия 1, предпочтительно, чтобы 3 единицы или более, более предпочтительно 50 единиц или более и предпочтительно 1000 единиц или менее, более предпочтительно 500 единиц или менее и, более конкретно, предпочтительно от 3 до 1000 единиц, более предпочтительно от 50 до 500 единиц впитывающих секций 4 были размещены в одном листообразном изделии. В случаях, когда продольное направление (направление Y) впитывающих секций 4 проходит так, чтобы оно было ориентировано в боковом направлении (направлении Х) листообразного изделия 1, предпочтительно, чтобы 3 единицы или более, более предпочтительно 50 единиц или более и предпочтительно 3500 единиц или менее, более предпочтительно 2000 единиц или менее и, более конкретно, предпочтительно от 3 до 3500 единиц, более предпочтительно от 50 до 2000 единиц впитывающих секций 4 были размещены в одном листообразном изделии.
[0030]
По соображениям, связанным с легкостью транспортирования во время изготовления, предпочтительно, чтобы листообразное изделие 1 в состоянии перед использованием было выполнено с такой конфигурацией, чтобы множество впитывающих секций 4 были расположены так, чтобы их продольное направление (направление Y) было ориентировано в продольном направлении (направлении Y) листообразного изделия 1, и более предпочтительно, чтобы впитывающие секции 4 были расположены в продольном направлении (направлении Y) листообразного изделия 1 параллельно продольному направлению (направлению Y) так, чтобы впитывающие секции 4 не пересекались друг с другом. Листообразное изделие 1, проиллюстрированное на фиг.1, сформировано посредством использования множества впитывающих секций 4, соответственно включающих в себя длинные базовые части 2 с одинаковой шириной, и посредством размещения впитывающих секций 4 параллельно продольному направлению (направлению Y) листообразного изделия 1 так, чтобы продольное направление (направление Y) впитывающих секций 4 было ориентировано в продольном направлении (направлении Y) листообразного изделия 1.
[0031]
Предпочтительно, чтобы листообразное изделие 1 включало в себя в обеих частях, концевых в продольном направлении (направлении Y), или на обеих боковых сторонах, проходящих вдоль продольного направления (направления Y), зоны NT без прорезей, в которых множество длинных базовых частей 2 соединены в боковом направлении (направлении Х), и, как проиллюстрировано на фиг.3, листообразное изделие 1 по данному варианту осуществления включает в себя зоны NT без прорезей в обеих частях, концевых в продольном направлении (направлении Y). Другими словами, листообразное изделие 1 по данному варианту осуществления включает в себя один базовый лист; зоны NT без прорезей предусмотрены в соответствующих частях базового листа, концевых в продольном направлении (направлении Y), и длинные базовые части, образованные посредством этапа разрезания, описанного позднее, предусмотрены между зонами NT без прорезей. Выполнение данных зон NT без прорезей предпочтительно вследствие того, что в состоянии перед использованием легко сохраняется форма листа листообразного изделия 1 и структура менее подвержена нарушениям, и лист легко транспортировать во время изготовления. Предпочтительно, если никакая частица 3 водопоглощающего полимера не размешена в зонах NT без прорезей. Когда никакие частицы 3 водопоглощающего полимера не размещены в зонах NT без прорезей, даже при впитывании жидкости уменьшается вероятность набухания частиц 3 водопоглощающего полимера в зонах NT без прорезей, и, таким образом, даже в состоянии после набухания легко сохраняется форма листа листообразного изделия 1, и структура менее подвержена нарушению. Между тем, в зонах, в которых размещены частицы 3 водопоглощающего полимера, жидкость может легко впитываться, в результате чего эффективно и легко поддерживается баланс во всем листообразном изделии 1. Кроме того, в случаях, когда листообразное изделие 1, имеющее зоны NT без прорезей, выполненные в соответствующих частях, концевых в продольном направлении (направлении Y), как проиллюстрировано на фиг.3, используется во впитывающем изделии, предпочтительно, чтобы обе части листообразного изделия 1, концевые в продольном направлении (направлении Y), были прикреплены к впитывающему изделию по соображениям, связанным с тем, что становится легко сохранять форму листа листообразного изделия 1, и структура становится менее подверженной нарушениям, а также повышается мягкость впитывающей зоны АТ, что делает менее вероятной ситуацию, когда она вызывает дискомфорт у носителя.
[0032]
По соображениям, связанным с различными факторами, такими как воспрепятствование набуханию, мягкость, воздухопроницаемость, способность к сохранению формы листа и количество удерживаемого водопоглощающего полимера, в листообразном изделии 1, проиллюстрированном на фиг.1, отношение (W2/W1) ширины (W2) (длины в боковом направлении (направлении Х)) длинной базовой части 2 к ширине (W1) листообразного изделия 1 предпочтительно составляет 0,001 или более, более предпочтительно 0,002 или более и предпочтительно 0,2 или менее, более предпочтительно 0,04 или менее и, более конкретно, предпочтительно от 0,001 до 0,2, более предпочтительно от 0,002 до 0,04.
По тем же соображениям ширина (W2) длинной базовой части 2 предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2 мм или менее, еще более предпочтительно 1,8 мм или менее и, более конкретно, предпочтительно от 0,3 до 10 мм, более предпочтительно от 0,6 до 2 мм, еще более предпочтительно от 0,6 до 1,8 мм.
[0033]
Длинные базовые части 2 (базовый лист), образующие впитывающие секции 4, предпочтительно образованы из гидрофильного листа по соображениям, связанным с легкостью диффузии жидкости во впитывающей зоне АТ и повышением эффективности использования водопоглощающего полимера 3. Примеры гидрофильных листов включают бумагу, нетканые материалы, ткани и синтетический губчатый материал, образованный вспениванием синтетических смол, и из вышеуказанных предпочтительно используются нетканые материалы по соображениям, связанным с их сравнительно высокой прочностью при растяжении, несмотря на их тонкость, и способностью к обеспечению мягкости и тонкостью. Примеры предпочтительно используемых нетканых материалов включают гидрофильные нетканые материалы, включающие в себя гидрофильные волокна в качестве составляющих волокон, и гидрофильные нетканые материалы, включающие в себя волокна, полученные путем придания гидрофильности синтетическим волокнам, в качестве составляющих волокон. Поверхностная плотность нетканого материала предпочтительно составляет от 5 до 100 г/м2, более предпочтительно от 10 до 40 г/м2.
[0034]
Различные типы полимеров, обычно используемых в технической области впитывающих изделий, могут быть использованы в качестве водопоглощающего полимера 3, подлежащего прикреплению к поверхности данной одной стороны длинных базовых частей 2. Примеры включают полиакрилат натрия, сополимер акриловой кислоты и винилового спирта, сшитый полиакрилат натрия, привитой сополимер крахмала и акриловой кислоты, сополимер изобутилена и малеинового ангидрида и продукты его омыления, полиакрилат калия и полиакрилат цезия. Один тип полимера может быть использован сам по себе, или два или более типов могут быть использованы в виде смеси. Имеются различные типы частиц 3 водопоглощающего полимера, различающиеся по форме, такие как частицы аморфного типа, блочного типа, бочкообразного типа, типа скопления шариков и сферического типа; может быть использован любой тип частиц. В листообразном изделии 1 используются частицы сферического типа.
[0035]
Примеры способов прикрепления частиц 3 водопоглощающего полимера к длинным базовым частям 2 включают способы с использованием адгезивов и способы химической фиксации, в которых используется водородная связь и т.д., и в случаях, когда длинные базовые части 2 представляют собой нетканый материал или ткань, составляющие волокна могут быть подвергнуты ворсованию, и частицы 3 водопоглощающего полимера могут быть зафиксированы между ворсованными составляющими волокнами. В листообразном изделии 1, проиллюстрированном на фиг.1 и 2, используется адгезив 5. Более конкретно, частицы 3 водопоглощающего полимера в листообразном изделии 1 прикреплены к поверхности длинных базовых частей 2 посредством адгезива 5. Прикрепление частиц 3 водопоглощающего полимера к поверхности длинных базовых частей 2 посредством адгезива 5 удерживает частицы 3 водопоглощающего полимера от выпадения в состоянии перед использованием листообразного изделия 1 и в состоянии после набухания полимера.
[0036]
Например, термоплавкий адгезив может быть предпочтительно использован в качестве адгезива 5. Примеры термоплавких адгезивов включают адгезивы на основе стирола и на основе олефинов. Примеры термоплавких адгезивов на основе стирола, которые могут быть использованы, включают блок-сополимеры стирола и бутадиена с чередованием блоков (SBS), блок-сополимеры стирола и изопрена с чередованием блоков (SIS), блок-сополимеры стирола и этилена/бутилена с чередованием блоков (SEBS), которые представляют собой продукты гидрогенизации SBS, и смеси термоплавких адгезивов, в которых смешаны вышеуказанные адгезивы двух или более типов. Из вышеуказанных, в частности, смешанный термоплавкий адгезив, включающий в себя SIS и SBS, или смешанный термоплавкий адгезив, включающий в себя SIS и SEBS, предпочтительно используется по соображениям, связанным с легкостью достижения компромиссного сочетания силы приклеивания и когезионной силы. Количество нанесенного термоплавкого адгезива предпочтительно составляет от 0,5 до 100 г/м2, более предпочтительно от 5 до 50 г/м2.
[0037]
По соображениям, связанным с легкостью сохранения формы листа листообразного изделия 1 перед использованием, обеспечением меньшей вероятности нарушения структуры и размещением частиц 3 водопоглощающего полимера в соответствующих местах, предпочтительно, чтобы в листообразном изделии 1, проиллюстрированном на фиг.1, в состоянии перед использованием, то есть перед впитыванием жидкости частицами 3 водопоглощающего полимера, длинные базовые части 2, 2 соответствующих впитывающих секций 4, соседние друг с другом в боковом направлении (направлении Х), были по меньшей мере частично прилегающими/смежными, и более предпочтительно, если длинные базовые части 2, 2, соседние друг с другом в боковом направлении (направлении Х), являются прилегающими на всей их протяженности. В листообразном изделии 1, проиллюстрированном на фиг.1, длинные базовые части 2, 2, соседние друг с другом в боковом направлении (направлении Х), являются прилегающими на всей их протяженности. В данном документе «прилегающие» означает, что соседние длинные базовые части 2, 2 примыкают друг к другу и являются непрерывными.
[0038]
В листообразном изделии 1 в состоянии перед использованием, проиллюстрированном на фиг.1, частицы 3 водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частям 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y). Другими словами, в состоянии перед использованием частицы 3 водопоглощающего полимера размещены в пределах зоны, расположенной между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2.
[0039]
В листообразном изделии 1 в состоянии после набухания, проиллюстрированном на фиг.2, частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y). В данном документе выражение «частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2» означает, другими словами, то, что в состоянии листообразного изделия 1 после набухания набухшие частицы 3 водопоглощающего полимера выступают за боковые краевые части 2s длинных базовых частей 2 подобно набухшей частице 3а водопоглощающего полимера, проиллюстрированной, например, на фиг.2.
[0040]
Кроме того, в листообразном изделии 1 в набухшем состоянии, проиллюстрированном на фиг.2, положение длинной базовой части 2 в направлении толщины (направлении Z) отличается от ее положения перед впитыванием жидкости. В данном документе выражение «в состоянии после набухания листообразного изделия 1 положение длинной базовой части 2 в направлении толщины (направлении Z) отличается от ее положения перед впитыванием жидкости» означает, что листообразное изделие образовано так, что положение длинной базовой части 2 в состоянии после набухания частиц 3 водопоглощающего полимера, проиллюстрированном на фиг.2, отличается в вертикальном направлении от положения длинной базовой части 2 в состоянии перед использованием (перед набуханием) частиц 3 водопоглощающего полимера, проиллюстрированном на фиг.1. Более конкретно, изменение положения включает случаи, когда длинные базовые части смещаются в вертикальном направлении, в наклонном направлении или как в вертикальном, так и в наклонном направлениях.
[0041]
Как описано выше, в листообразном изделии 1 по данному варианту осуществления в состоянии перед использованием, проиллюстрированном на фиг.1, частицы 3 водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частями 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y). Таким образом, когда частицы 3 водопоглощающего полимера впитывают жидкость, частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2, и положение длинной базовой части 2 в направлении толщины (направлении Z) легко изменяется по отношению к ее положению перед впитыванием жидкости, в результате чего достигается эффект предотвращения состояния, при котором имеет место воспрепятствование проникновению жидкости при набухании частиц 3 водопоглощающего полимера. Кроме того, в листообразном изделии 1 по данному варианту осуществления в состоянии после набухания, проиллюстрированном на фиг.2, частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2 (см. частицу 3а водопоглощающего полимера на фиг.2), и положение длинной базовой части 2 в направлении толщины (направлении Z) отличается от ее положения перед впитыванием жидкости. Таким образом, в случаях, когда листообразное изделие 1 используется во впитывающем изделии, даже когда частицы 3, 3 водопоглощающего полимера, которые разбухли за пределы боковых краевых частей 2s соответствующих длинных базовых частей 2 соседних впитывающих секций 4, 4, входят в контакт друг с другом, когда частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, как проиллюстрировано на фиг.2, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z), что обеспечивает возможность уменьшения столкновений между набухшими частицами 3, 3 водопоглощающего полимера и уменьшения давления, действующего на набухшие частицы 3 водопоглощающего полимера, в результате чего подавляется воспрепятствование впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера. Таким образом, в листообразном изделии 1 по данному варианту осуществления уменьшается вероятность того, что частицы 3 водопоглощающего полимера будут вызывать воспрепятствование набуханию, когда частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, и обеспечивается возможность полного использования впитывающей способности частиц 3 водопоглощающего полимера. Таким образом, характеристика впитывания легко улучшается. В частности, поскольку в листообразном изделии 1 по данному варианту осуществления между впитывающими секциями 4, 4, соседними друг с другом, отсутствует какой-либо промежуточный элемент, впитывающие секции 4 могут легко перемещаться, что в еще большей степени облегчает достижение вышеупомянутых эффектов.
[0042]
Кроме того, в листообразном изделии 1 в состоянии после набухания, проиллюстрированном на фиг.2, соответствующие положения длинных базовых частей 2, образующих соседние впитывающие секции 4, изменяются в направлении толщины (направлении Z) так, что они смещаются, например, в вертикальном направлении или наклонном направлении. Таким образом, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z), что позволяет легко уменьшить столкновения между набухшими частицами 3, 3 водопоглощающего полимера и уменьшить давление, действующее на набухшие частицы 3 водопоглощающего полимера, в результате чего подавляется воспрепятствование впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера.
[0043]
Кроме того, по соображениям, связанным с дополнительным подавлением воспрепятствования набуханию частиц 3 водопоглощающего полимера за счет обеспечения разбухания частиц 3 водопоглощающего полимера в набухшем состоянии за пределы боковых краевых частей 2s длинных базовых частей 2 и обеспечения свободного перемещения соседних впитывающих секций 4, 4 в направлении толщины (направлении Z), предпочтительно, чтобы в листообразном изделии 1 расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y), было больше среднего размера частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) и меньше среднего размера частиц 3 водопоглощающего полимера в состоянии после набухания. В данном документе «расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2» синонимично ширине (W2) длинной базовой части 2. Предпочтительно, чтобы средний размер частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) предпочтительно составлял 20 мкм или более, более предпочтительно 200 мкм или более и предпочтительно 700 мкм или менее, более предпочтительно 500 мкм или менее и, более конкретно, предпочтительно от 20 до 700 мкм, более предпочтительно от 200 до 500 мкм. С другой стороны, средний размер частиц 3 водопоглощающего полимера в состоянии после набухания предпочтительно составляет 200 мкм или более, более предпочтительно 800 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее и, более конкретно, предпочтительно от 200 до 3000 мкм, более предпочтительно от 800 до 2000 мкм. Средний размер частиц 3 водопоглощающего полимера определяют в соответствии с нижеприведенным методом измерения.
[0044]
{Метод определения среднего размера частиц водопоглощающего полимера в состоянии перед использованием}
Средний размер частиц в состоянии перед использованием может быть определен посредством использования частиц водопоглощающего полимера перед использованием путем определения диаметра или большой оси частиц водопоглощающего полимера посредством оптического микроскопа. В данном документе «диаметр» применяется для случаев, когда частица водопоглощающего полимера является сферической, и «большая ось» применяется для случаев, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц определяют как средний размер частиц водопоглощающего полимера в состоянии перед использованием.
[0045]
{Метод определения среднего размера частиц водопоглощающего полимера в состоянии после набухания}
Средний размер частиц в состоянии после набухания может быть определен посредством: погружения листообразного изделия 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°C; извлечения листообразного изделия 1 из физиологического солевого раствора через 1 час после начала погружения; стекания жидкости из листообразного изделия посредством подвешивания его в вертикальном состоянии на 30 минут и последующего определения посредством оптического микроскопа диаметра или большой оси частиц водопоглощающего полимера на поверхности длинных базовых частей 2. В данном документе «диаметр» применяется для случаев, когда частица водопоглощающего полимера является сферической, и «большая ось» применяется для случаев, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц определяют как средний размер частиц водопоглощающего полимера в состоянии после набухания.
[0046]
Далее, предпочтительный вариант осуществления способа изготовления листообразного изделия по изобретению описан со ссылкой на фиг.4 в соответствии с примером изготовления листообразного изделия 1, имеющего вышеописанную конфигурацию. Фиг.4 иллюстрирует устройство 100 для изготовления, соответственно используемое для способа изготовления по данному варианту осуществления. Устройство 100 для изготовления по данному варианту осуществления включает в себя - в нижеуказанном порядке от входной стороны к выходной стороне по отношению к этапам изготовления: устройство 120 нанесения адгезива, устройство 130 диспергирования водопоглощающего полимера и устройство 110 разрезания базового листа. Следует отметить, что, несмотря на то, что в устройстве 100 для изготовления, проиллюстрированном на фиг.4, используется устройство, в котором устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера интегрированы, устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера необязательно должны быть интегрированы. В интегрированном устройстве устройство 120 нанесения адгезива расположено с входной стороны интегрированного устройства, и устройство 130 диспергирования водопоглощающего полимера расположено с выходной стороны интегрированного устройства. В устройстве 100 для изготовления по данному варианту осуществления направление транспортирования (направление Y1) непрерывного базового листа 20, образующего длинные базовые части 2, соответствует продольному направлению (направлению Y) листообразного изделия 1, подлежащего изготовлению, и ортогональное направление (направление Х1), ортогональное к направлению транспортирования (направлению Y1) непрерывного базового листа 20, соответствует боковому направлению (направлению Х) листообразного изделия 1, подлежащего изготовлению.
[0047]
Устройство 120 нанесения адгезива представляет собой зону нанесения адгезива 5 на поверхность одной стороны (верхнюю поверхность) непрерывного базового листа 20, предназначенного для образования соответствующих длинных базовых частей 2. Как проиллюстрировано на фиг.4, устройство 100 для изготовления включает в себя аппликаторную головку 121. Любое из различных известных устройств нанесения может быть использовано без особого ограничения в качестве аппликаторной головки 121. Аппликаторная головка 121 образована с длиной в направлении Х1, соответствующей ширине (длине в боковом направлении (направлении Х)) впитывающей зоны АТ листообразного изделия 1. Аппликаторная головка 121, образованная так, как указано выше, расположена над одной стороной (верхней поверхностью) базового листа 20 на расстоянии от нее.
[0048]
Устройство 130 диспергирования водопоглощающего полимера, которое расположено по ходу за устройством 120 нанесения адгезива, представляет собой зону диспергирования частиц 3 водопоглощающего полимера на поверхности данной одной стороны (верхней поверхности) базового листа 20 и в данном устройстве 100 для изготовления представляет собой зону диспергирования частиц 3 водопоглощающего полимера и прикрепления частиц 3 водопоглощающего полимера на поверхности данной одной стороны (верхней поверхности) базового листа 20 посредством адгезива 5. Как проиллюстрировано на фиг.4, в устройстве 100 для изготовления устройство 130 диспергирования водопоглощающего полимера включает в себя устройство 131 ввода водопоглощающего полимера. В качестве устройства 131 ввода водопоглощающего полимера любое из различных известных устройств ввода может быть использовано без особого ограничения. Устройство 131 ввода водопоглощающего полимера образовано с длиной в направлении Х1, соответствующей ширине (длине в боковом направлении (направлении Х)) впитывающей зоны АТ листообразного изделия 1. Устройство 131 ввода водопоглощающего полимера с вышеуказанной конфигурацией расположено над данной одной стороной (верхней поверхностью) длинных базовых частей 2 на расстоянии от нее.
[0049]
Устройство 110 разрезания базового листа, которое расположено по ходу за устройством 130 диспергирования водопоглощающего полимера, представляет собой зону разрезания базового листа 20, который имеет частицы 3 водопоглощающего полимера, прикрепленные к его данной одной стороне (верхней поверхности), для образования множества длинных базовых частей 2 и, следовательно, формирования впитывающих секций 4. Любое из различных известных резальных устройств может быть использовано без особого ограничения для разрезания базового листа 20. Как проиллюстрировано на фиг.5, в данном устройстве 100 для изготовления используется резальное устройство 113, включающее в себя: ротационный резак 111b, имеющий множество режущих ножей 111а, 111а, 111а, …, расположенных на его окружной периферийной поверхности, и приемный ролик 112, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 111b. Каждый режущий нож 111а резального устройства 113 расположен вдоль направления вращения ротационного резака 111b, и множество режущих ножей 111a, 111a, 111a, … расположены рядом друг с другом в направлении (направлении Х1), ортогональном к направлению транспортирования (направлению Y1) непрерывного базового листа 20. Расстояние между режущими ножами 111а, 111а, соседними друг с другом в ортогональном направлении (направлении Х1), соответствует ширине (то есть длине в боковом направлении (направлении Х)) длинной базовой части 2, которая должна быть образована. Следует отметить, что для разрезания базового листа 20 можно использовать: резальное устройство, в котором используется способ резки ножницами, при котором разрезание обеспечивается посредством трения боковых поверхностей верхнего ножа и нижнего ножа друг о друга; устройство, в котором множество ножей для продольной резки расположены рядом друг с другом в ортогональном направлении (направлении Х1), или лазерное устройство, которое выполняет расплавление и разрезание посредством облучения лазерным лучом.
[0050]
В случаях, когда листообразное изделие 1 включает в себя соответствующие зоны NT без прорезей в обеих частях, концевых в продольном направлении (направлении Y), как в листообразном изделии 1, проиллюстрированном на фиг.3, на окружной периферийной поверхности каждого режущего ножа 111а может быть образовано углубление 114, как проиллюстрировано, например, на фиг.5. Длина дуги на участке углубления 114 на наружной периферии каждого вращающегося режущего ножа 111а соответствует длине, равной суммарной определяемой в продольном направлении (направлении Y) длине зон NT без прорезей, расположенных в обеих концевых частях листообразного изделия 1, как проиллюстрировано на фиг.3. Можно подготовить множество режущих ножей 111a, 111a, 111a, …, каждый из которых имеет такое углубление 114, и использовать ротационный резак 111b, в котором соответствующие углубления 114, 114 режущих ножей 111а, соседних друг с другом в направлении Х1, выровнены. Следует отметить, что длина дуги на участке, не включающем углубление 114, на наружной периферии каждого вращающегося режущего ножа 111а соответствует определяемой в продольном направлении (направлении Y) длине длинной базовой части 2 и впитывающей секции 4 листообразного изделия 1, проиллюстрированного на фиг.3. Кроме того, в случаях, когда листообразное изделие 1 включает в себя зоны NT без прорезей на обеих боковых сторонах, проходящих вдоль продольного направления (направления Y), режущие ножи 111а не должны быть предусмотрены в местах, соответствующих соответствующим зонам NT без прорезей.
[0051]
В устройстве 100 для изготовления, проиллюстрированном на фиг.4, вакуумный конвейер 141 расположен в месте напротив устройства, в котором интегрированы устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера, и со стороны нижней поверхности транспортируемого базового листа 20. Вакуумный конвейер 141 включает в себя бесконечную воздухопроницаемую ленту 144, которая охватывает ведущий ролик 142 и множество ведомых роликов 143, и вакуумную камеру 145, расположенную в месте напротив вышеупомянутого интегрированного устройства с другой стороны воздухопроницаемой ленты 144. Базовый лист 20 вводится на вакуумный конвейер 141.
[0052]
Устройство 100 для изготовления, проиллюстрированное на фиг.4, включает в себя: ведущий ролик 151, который обеспечивает разматывание базового листа 20 из исходного рулона текстильного материала непрерывного базового листа 20, и ведущий ролик 152, расположенный у самого выхода, который обеспечивает транспортирование материала-предшественника 1b листообразного изделия 1, который был изготовлен.
[0053]
Далее будет описан способ непрерывного изготовления листообразных изделий 1 при использовании вышеупомянутого устройства 100 для изготовления по данному варианту осуществления, то есть вариант осуществления способа изготовления листообразных изделий по изобретению.
Способ изготовления листообразного изделия 1 по данному варианту осуществления включает: этап диспергирования частиц водопоглощающего полимера для диспергирования частиц 3 водопоглощающего полимера на поверхности одной стороны непрерывного базового листа 20 и этап разрезания для разрезания базового листа 20, на котором были диспергированы частицы 3 водопоглощающего полимера, для образования множества впитывающих секций 4 посредством этого. В данном варианте осуществления этап нанесения адгезива для нанесения адгезива 5 на поверхность данной одной стороны непрерывного базового листа 20 предусмотрен перед диспергированием частиц 3 водопоглощающего полимера на этапе диспергирования частиц водопоглощающего полимера. Более конкретно, способ изготовления листообразного изделия 1 по данному варианту осуществления включает этап нанесения адгезива, этап диспергирования частиц водопоглощающего полимера и этап разрезания в данном порядке.
[0054]
Сначала, перед выполнением этапа нанесения адгезива, во внутреннем пространстве вакуумной камеры 145 создают отрицательное давление, приводя в действие откачивающее устройство, соединенное с ним.
[0055]
Далее, приводят в действие ведущие ролики 151 и 152, приводят во вращение резальное устройство 113 и воздухопроницаемую ленту 144, и приводят в действие вакуумный конвейер 141. Затем базовый лист 20 разматывают посредством ведущего ролика 151 из исходного рулона текстильного материала непрерывного базового листа 20, и адгезив 5 наносят на поверхность одной стороны (верхнюю поверхность) базового листа 20 (этап нанесения адгезива). В данном варианте осуществления во время транспортирования базового листа 20, размотанного с помощью ведущего ролика 151, посредством вакуумного конвейера 141 и размещения его над вакуумной камерой 145 аппликаторная головка 121 устройства 120 нанесения адгезива наносит адгезив 5 с промежутками на поверхность данной одной стороны (верхнюю поверхность) базового листа 20 за исключением описанных позднее, неразрезаемых частей NTb.
[0056]
Далее, частицы 3 водопоглощающего полимера диспергируют на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) базового листа 20 на этапе нанесения адгезива, и частицы 3 водопоглощающего полимера прикрепляются к базовому листу 20 посредством адгезива 5 (этап диспергирования частиц водопоглощающего полимера). В данном варианте осуществления, во время транспортирования базового листа 20, который имеет адгезив 5, нанесенный на поверхность данной одной стороны (верхнюю поверхность) на этапе нанесения адгезива, посредством вакуумного конвейера 141 и размещения его над вакуумной камерой 145 устройство 131 ввода водопоглощающего полимера в устройстве 130 диспергирования водопоглощающего полимера диспергирует частицы 3 водопоглощающего полимера с промежутками на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) базового листа 20 за исключением диспергирования в описанных позднее, неразрезаемых частях NTb. При диспергировании частиц 3 водопоглощающего полимера так, как описано выше, частицы 3 водопоглощающего полимера прикрепляются к поверхности данной одной стороны (верхней поверхности) соответствующих длинных базовых частей 2 посредством адгезива 5.
[0057]
Далее, базовый лист 20, к которому были прикреплены частицы 3 водопоглощающего полимера, разрезают для образования, посредством этого, множества впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к соответствующим длинным базовым частям 2 посредством адгезива 5 (этап разрезания). В данном варианте осуществления базовый лист 20, к которому были прикреплены частицы 3 водопоглощающего полимера, транспортируют посредством вакуумного конвейера 141, и, как проиллюстрировано на фиг.5, базовый лист 20 подают между приемным роликом 112 и множеством режущих ножей 111а в резальном устройстве 113 устройства 110 разрезания базового листа для разрезания непрерывного базового листа 20 и образования множества длинных базовых частей 2 и, следовательно, формирования множества впитывающих секций 4. В данном варианте осуществления, множество режущих ножей 111а, каждый из которых расположен вдоль направления вращения ротационного резака 111b, расположены рядом друг с другом в направлении (направлении Х1), ортогональном к направлению транспортирования (направлению Y1) непрерывного базового листа 20, и, следовательно, образуют множество длинных базовых частей 2 и впитывающих секций 4 посредством разрезания непрерывного базового листа 20 вдоль направления транспортирования (направления Y1) базового листа 20 и во множестве частей в ортогональном направлении (направлении Х1). Части, разрезанные режущими ножами 111а, становятся боковыми краевыми частями 2s соответствующих длинных базовых частей 2.
[0058]
В данном варианте осуществления каждый из режущих ножей 111а имеет углубление 114. Таким образом, неразрезанная часть NTb, соответствующая удвоенной определяемой в продольном направлении (направлении Y) длине зоны NT без прорезей, образуется в транспортируемом непрерывном базовом листе 20, при этом неразрезанную часть NT образуют периодически с интервалом, соответствующим длине длинной базовой части 2 в продольном направлении (направлении Y). Множество длинных базовых частей 2 и впитывающих секций 4, сформированных на этапе разрезания, образованы параллельными друг другу вдоль направления транспортирования (направления Y1) и расположены рядом друг с другом в ортогональном направлении (направлении Х1).
[0059]
Как описано выше, в данном варианте осуществления сначала частицы 3 водопоглощающего полимера прикрепляют к базовому листу 20, и затем базовый лист 20, к которому были прикреплены частицы 3 водопоглощающего полимера, разрезают на этапе разрезания. Таким образом, частицы 3 водопоглощающего полимера будут расположены внутри по отношению к обеим боковым краевым частям 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y). Впитывающие секции 4, сформированные вышеописанным образом, расположены так, что их продольное направление (направление Y) ориентировано в направлении транспортирования (направлении Y1), для образования материала-предшественника 1b листообразного изделия 1 посредством этого.
[0060]
После этого материал-предшественник 1b листообразного изделия 1 транспортируют дальше посредством ведущего ролика 152, и, используя известное резальное устройство (непроиллюстрированное), материал-предшественник 1b разрезают в каждом месте, находящемся на половине длины неразрезанной части NTb, определяемой в направлении транспортирования (направлении Y1). Таким образом, непрерывно изготавливают листообразные изделия 1, каждое из которых включает в себя соответствующие зоны NT без прорезей в обеих частях, концевых в продольном направлении (направлении Y). Посредством устройства 100 для изготовления по данному варианту осуществления и способа изготовления по данному варианту осуществления, в котором используется данное устройство, можно изготавливать листообразные изделия 1 стабильно и эффективно.
[0061]
Кроме того, в соответствии со способом изготовления по данному варианту осуществления множество длинных базовых частей 2 и впитывающих секций 4 образуют посредством разрезания базового листа 20, к которому были прикреплены частицы 3 водопоглощающего полимера, на части с одинаковой шириной, используя множество режущих ножей 111a, 111a, 111a. Таким образом, изготовленное листообразное изделие 1, скорее всего, будет иметь такую конфигурацию, что длинные базовые части 2, 2 впитывающих секций, соседние друг с другом в боковом направлении (направлении Х), будут смежными/прилегающими на всей их протяженности. Подобные листообразные изделия 1 могут быть изготовлены стабильно и эффективно.
[0062]
Далее будут описаны другие варианты осуществления листообразного изделия по изобретению. Описание, представленное для вышеприведенного варианта осуществления, применяется в соответствующих случаях для элементов/признаков, которые не разъяснены подробно, в отношении остальных вариантов осуществления. В листообразных изделиях 1, проиллюстрированных на фиг.6, 7, 9 и 10, элементы, которые такие же, как элементы в листообразном изделии 1, проиллюстрированном на фиг.1 и 3, обозначены теми же ссылочными позициями.
[0063]
Листообразное изделие 1, проиллюстрированное на фиг.6, находится в состоянии перед использованием и выполнено с такой конфигурацией, что: частицы 3 водопоглощающего полимера прикреплены на поверхности одной стороны (верхней поверхности) длинных базовых частей 2 посредством адгезива 5, и адгезив 5 дополнительно размещен на частицах 3 водопоглощающего полимера.
[0064]
Листообразное изделие 1, проиллюстрированное на фиг.6, может быть изготовлено, например, посредством того, что в устройстве 100 для изготовления, проиллюстрированном на фиг.4, будет предусмотрено другое отдельное устройство 120 нанесения адгезива, расположенное по ходу за устройством 130 диспергирования водопоглощающего полимера, и после диспергирования частиц 3 водопоглощающего полимера адгезив 5 будет нанесен на частицы 3 водопоглощающего полимера посредством отдельного устройства 120 нанесения адгезива.
[0065]
Листообразное изделие 1, проиллюстрированное на фиг.6, может обеспечить эффект, заключающийся в том, что предотвращается рассыпание и выпадение частиц 3 водопоглощающего полимера во время транспортирования, и обеспечивается стабильная эффективность впитывания.
[0066]
Листообразное изделие 1, проиллюстрированное на фиг.7, находится в состоянии перед использованием и выполнено с такой конфигурацией, что: частицы 3 водопоглощающего полимера прикреплены на поверхности одной стороны (верхней поверхности) длинных базовых частей 2 посредством адгезива 5, адгезив 5 дополнительно размещен на частицах 3 водопоглощающего полимера, и длинные базовые части 2 дополнительно размещены на адгезиве 5. Другими словами, листообразное изделие 1, проиллюстрированное на фиг.7, выполнено с такой конфигурацией, что частицы 3 водопоглощающего полимера зафиксированы посредством размещения частиц 3 водопоглощающего полимера между длинными базовыми частями 2, на которые адгезив 5 был нанесен на поверхности их одной стороны.
[0067]
Листообразное изделие 1, проиллюстрированное на фиг.7, может быть изготовлено следующим образом. Например, при использовании устройства 100 для изготовления, проиллюстрированного на фиг.4, адгезив 5 наносят на поверхность одной стороны (верхнюю поверхность) непрерывного базового листа 20. После этого частицы 3 водопоглощающего полимера диспергируют только на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) базового листа 20, который расположен, например, с правой стороны от места разделения пополам, например, в ортогональном направлении (направлении Х1). Затем базовый лист 20, который расположен с левой стороны от места разделения пополам в ортогональном направлении (направлении Х1) и который имеет адгезив 5, нанесенный на поверхность данной одной стороны (верхнюю поверхность), загибают на частицы 3 водопоглощающего полимера, расположенные на вышеупомянутой правой стороне, при использовании известной загибающей плиты для образования ламината. После этого ламинат подают в резальное устройство 113 и разрезают посредством резального устройства 113 для изготовления листообразного изделия 1, проиллюстрированного на фиг.7, посредством этого.
[0068]
В альтернативном варианте листообразное изделие 1, проиллюстрированное на фиг.7, может быть изготовлено при использовании, например, устройства 100В для изготовления, проиллюстрированного на фиг.8. Устройство 100В для изготовления не только включает в себя первое устройство 120А нанесения адгезива, расположенное по ходу перед устройством 130 диспергирования водопоглощающего полимера, но и также включает в себя второе устройство 120В нанесения адгезива, расположенное по ходу за устройством 130 диспергирования водопоглощающего полимера. Устройство для изготовления также включает в себя транспортирующее устройство 140, которое транспортирует отдельный непрерывный второй базовый лист 20 для образования длинных базовых частей 2 на стороне верхней поверхности листообразного изделия 1, проиллюстрированного на фиг.7.
[0069]
Ниже описан способ изготовления листообразного изделия 1, проиллюстрированного на фиг.7, при использовании устройства 100В для изготовления, проиллюстрированного на фиг.8. Сначала один непрерывный базовый лист 20 транспортируют, и адгезив 5 наносят на поверхность одной стороны (верхнюю поверхность) базового листа 20. После этого частицы 3 водопоглощающего полимера диспергируют на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) данного одного базового листа 20, и адгезив 5 дополнительно наносят посредством второго устройства 120В нанесения адгезива на поверхность данной одной стороны (верхнюю поверхность) диспергированных частиц 3 водопоглощающего полимера. Другой непрерывный второй базовый лист 20 транспортируют отдельно посредством транспортирующего устройства 140, и другой второй базовый лист 20 размещают на адгезиве 5, нанесенном на частицы 3 водопоглощающего полимера, диспергированные на поверхности данной одной стороны (верхней поверхности) данного одного базового листа 20 для образования ламината посредством этого. После этого ламинат подают в резальное устройство 113 и разрезают посредством резального устройства 113 для изготовления листообразного изделия 1, проиллюстрированного на фиг.7, посредством этого.
[0070]
Листообразное изделие 1, проиллюстрированное на фиг.7, может обеспечить эффект, заключающийся в предотвращении рассыпания и выпадения частиц 3 водопоглощающего полимера во время транспортирования.
[0071]
Листообразное изделие 1, проиллюстрированное на фиг.9, находится в состоянии перед использованием и имеет конфигурацию, аналогичную листообразному изделию 1, проиллюстрированному на фиг.7, и выполнено с такой конфигурацией, что: частицы 3 водопоглощающего полимера прикреплены на поверхности одной стороны (верхней поверхности) длинных базовых частей 2 посредством адгезива 5, адгезив 5 дополнительно размещен на частицах 3 водопоглощающего полимера, и длинные базовые части 2 дополнительно размещены на адгезиве 5. Другими словами, листообразное изделие 1, проиллюстрированное на фиг.9, выполнено с такой конфигурацией, что частицы 3 водопоглощающего полимера зафиксированы посредством охвата частиц 3 водопоглощающего полимера множеством длинных базовых частей 2, на которые адгезив 5 был нанесен на поверхности их одной стороны.
[0072]
Листообразное изделие 1, проиллюстрированное на фиг.9, может быть изготовлено следующим образом. Например, используя устройство 100 для изготовления, проиллюстрированное на фиг.4, адгезив 5 наносят на поверхность одной стороны (верхнюю поверхность) всего непрерывного базового листа 20. После этого частицы 3 водопоглощающего полимера диспергируют только на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) части базового листа 20, которая расположена, например, с правой стороны от места, находящегося, например, на некотором расстоянии в направлении вправо от места разделения пополам в ортогональном направлении (направлении Х1). Затем оставшуюся часть базового листа 20, которая не имеет частиц 3 водопоглощающего полимера, диспергированных на ней, и которая имеет адгезив 5, нанесенный на поверхность данной одной стороны (верхнюю поверхность), загибают, используя известную загибающую плиту, на часть базового листа 20, имеющую частицы 3 водопоглощающего полимера, прикрепленные на ней, и дополнительно загибают, чтобы окружить частицы 3 водопоглощающего полимера, для формирования ламината посредством этого. После этого ламинат подают в резальное устройство 113 и разрезают посредством резального устройства 113 для изготовления листообразного изделия 1, проиллюстрированного на фиг.9, посредством этого.
[0073]
Листообразное изделие 1, проиллюстрированное на фиг.9, может обеспечить эффект, заключающийся в предотвращении рассыпания и выпадения частиц 3 водопоглощающего полимера во время транспортирования.
[0074]
Листообразное изделие 1, проиллюстрированное на фиг.10, находится в состоянии перед использованием и выполнено с такой конфигурацией, что: частицы 3 водопоглощающего полимера прикреплены на поверхности одной стороны (верхней поверхности) длинных базовых частей 2 посредством адгезива 5, и вторые длинные базовые части 2 дополнительно размещены на частицах 3 водопоглощающего полимера.
[0075]
Листообразное изделие 1, проиллюстрированное на фиг.10, может быть изготовлено следующим образом. Например, используя устройство 100 для изготовления, проиллюстрированное на фиг.4, адгезив 5 наносят только на поверхность одной стороны (верхнюю поверхность) части непрерывного базового листа 20, которая расположена, например, с правой стороны от места разделения пополам, например, в ортогональном направлении (направлении Х1), и затем частицы 3 водопоглощающего полимера диспергируют только на нанесенном адгезиве 5. После этого оставшуюся часть базового листа 20, которая расположена с левой стороны от места разделения пополам в ортогональном направлении (направлении Х1) и которая не имеет никакого адгезива 5, нанесенного на поверхность данной одной стороны (верхнюю поверхность), загибают на частицы 3 водопоглощающего полимера, расположенные на вышеупомянутой правой стороне, используя известную загибающую плиту, для формирования ламината посредством этого. После этого ламинат подают в резальное устройство 113 и разрезают посредством резального устройства 113 для изготовления листообразного изделия 1, проиллюстрированного на фиг.10, посредством этого.
[0076]
Листообразное изделие 1, проиллюстрированное на фиг.10, может обеспечить эффект, заключающийся в предотвращении рассыпания и выпадения частиц 3 водопоглощающего полимера во время транспортирования.
[0077]
Изобретение не ограничено вышеприведенными вариантами осуществления и может быть модифицировано соответствующим образом.
В вышеупомянутых листообразных изделиях 1, проиллюстрированных на фиг.1, 6, 7, 9 и 10, частицы 3 водопоглощающего полимера прикреплены только к поверхности одной стороны (верхней поверхности) соответствующих длинных базовых частей 2. Однако по соображениям, связанным с улучшением характеристики впитывания жидкости листообразным изделием 1, частицы водопоглощающего полимера могут быть также прикреплены к поверхности другой стороны (нижней поверхности) соответствующих длинных базовых частей 2 помимо поверхности их данной одной стороны (верхней поверхности). В случаях прикрепления частиц 3 водопоглощающего полимера к обеим сторонам (верхней и нижней поверхностям) соответствующих длинных базовых частей 2, например, устройство 100 для изготовления, проиллюстрированное на фиг.4, может быть использовано для: прикрепления частиц 3 водопоглощающего полимера сначала к поверхности одной стороны (верхней поверхности) соответствующих длинных базовых частей 2, последующего переворачивания длинных базовых частей 2 посредством ролика для переворачивания, последующего диспергирования и прикрепления частиц 3 водопоглощающего полимера на поверхности другой стороны (нижней поверхности) соответствующих длинных базовых частей 2 при использовании отдельного устройства 130 диспергирования водопоглощающего полимера, чтобы посредством этого изготовить листообразное изделие.
[0078]
В случаях прикрепления частиц 3 водопоглощающего полимера к обеим сторонам (верхней и нижней поверхностям) соответствующих длинных базовых частей 2 по соображениям, связанным с дополнительным достижением вышеупомянутых эффектов, предпочтительно, чтобы поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, была больше поверхностной плотности водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2. Поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, предпочтительно составляет от 10 до 250 г/м2, более предпочтительно от 30 до 150 г/м2. Поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, предпочтительно составляет от 30 до 400 г/м2, более предпочтительно от 50 до 300 г/м2.
[0079]
В случаях прикрепления водопоглощающего полимера 3 к обеим сторонам (верхней и нижней поверхностям) соответствующих длинных базовых частей 2 по соображениям, связанным с обеспечением удерживания поверхностью, не обращенной к коже, (нижней поверхностью), которая находится дальше от кожи носителя, большого количества жидкости и улучшением текстуры на ощупь за счет предотвращения ситуации, при которой жидкость остается на поверхности, обращенной к коже, (верхней поверхности), предпочтительно, чтобы водопоглощающий полимер 3, прикрепленный на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, имел более высокую характеристику проникновения жидкости под давлением и меньший показатель удерживания при центробежной нагрузке, чем водопоглощающий полимер 3, прикрепленный на поверхности другой стороны (нижней поверхности) длинных базовых частей 2. По вышеупомянутым соображениям в случае водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 20 мл в минуту или более, более предпочтительно 40 мл в минуту или более и предпочтительно 1000 мл в минуту или менее, более предпочтительно 800 мл в минуту или менее и, более конкретно, предпочтительно от 20 до 1000 мл в минуту, более предпочтительно от 40 до 800 мл в минуту. В случае водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 0 мл в минуту или более, более предпочтительно 10 мл в минуту или более и предпочтительно 400 мл в минуту или менее, более предпочтительно 200 мл в минуту или менее и, более конкретно, предпочтительно от 0 до 400 мл в минуту, более предпочтительно от 10 до 200 мл в минуту. Скорость проникновения жидкости под давлением определяют согласно нижеприведенному методу измерения.
[0080]
{Метод определения скорости проникновения жидкости под давлением}
Скорость проникновения жидкости под давлением определяют, используя метод измерения и измерительное устройство, раскрытые в JP 2003-235889 А. В стеклянном лабораторном стакане емкостью 100 мл 0,32±0,005 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, погружают в достаточное количество физиологического солевого раствора (водного раствора хлорида натрия с концентрацией 0,9 масс.%), достаточное для набухания водопоглощающего полимера, - например, количество физиологического солевого раствора в 5 раз или более превышает количество при насыщении водопоглощающего полимера за счет впитывания, - и образец оставляют на 30 минут. Отдельно предусмотрена фильтрующая цилиндрическая трубка, в которой металлическая сетка (размер ячеи сетки: 150 мкм; спеченный фильтр 30SUS из нержавеющей стали для биоколонок, продаваемый компанией Sansyo Co., Ltd.) и тонкая трубка (внутренний диаметр: 4 мм; длина: 8 см) с клапаном (внутренний диаметр: 2 мм) предусмотрены для нижнего конца отверстия в вертикально расположенном цилиндре (внутренний диаметр: 25,4 мм). В состоянии, в котором клапан закрыт, все содержимое вышеупомянутого лабораторного стакана, включая набухший образец для измерений, выливают в цилиндрическую трубку. После этого цилиндрический стержень круглого сечения с диаметром 2 мм, имеющий на его рабочем конце металлическую сетку с размером ячеи сетки, составляющим 150 мкм, и диаметром 25 мм вставляют в фильтрующую цилиндрическую трубку так, чтобы металлическая сетка вошла в контакт с образцом для измерений, и, кроме того, груз размещают на образце для измерений так, чтобы к нему была приложена нагрузка, составляющая 2,0 кПа. Образец оставляют в этом состоянии на 1 минуту, клапан открывают для обеспечения возможности пропускания жидкости через него, и измеряют время (Т1) (в секундах) от того момента, когда уровень жидкости внутри фильтрующей цилиндрической трубки находится на уровне штриха шкалы, соответствующего 60 мл, до того момента, когда уровень жидкости достигнет штриха шкалы, соответствующего 40 мл (то есть время, необходимое для пропускания 20 мл жидкости). Используя измеренное время Т1 (в секундах), скорость проникновения жидкости под давлением 2,0 кПа рассчитывают согласно нижеприведенному уравнению. В уравнении Т0 (в секундах) представляет собой измеренное значение времени, необходимое для прохождения 20 мл физиологического солевого раствора через металлическую сетку, когда никакой образец для измерений не размещен внутри фильтрующей цилиндрической трубки.
Скорость проникновения жидкости под давлением (мл/мин) =
= 20×60/(Т1-Т0)
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение из оставшихся трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С и при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением. Метод определения скорости проникновения жидкости под давлением описан с дополнительными подробностями в абзацах {0008} и {0009} документа JP 2003-235889 А, и измерительное устройство проиллюстрировано на фиг.1 и 2 той же публикации.
[0081]
По тем же соображениям в случае водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 20 г/г или более, более предпочтительно 25 г/г или более и предпочтительно 50 г/г или менее, более предпочтительно 45 г/г или менее и, более конкретно, предпочтительно от 20 до 50 г/г, более предпочтительно от 25 до 45 г/г. В случае водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 25 г/г или более, более предпочтительно 30 г/г или более и предпочтительно 65 г/г или менее, более предпочтительно 55 г/г или менее и, более конкретно, предпочтительно от 25 до 65 г/г, более предпочтительно от 30 до 55 г/г. Показатель удерживания при центробежной нагрузке (показатель впитывания воды) определяют согласно нижеприведенному методу измерения.
[0082]
{Метод определения показателя удерживания при центробежной нагрузке (показателя впитывания воды)}
Показатель удерживания при центробежной нагрузке (показатель впитывания воды) определяют в соответствии с Японским промышленным стандартом (JIS) К 7223 (1996). Нейлоновый тканый материал (продаваемый компанией Sanriki Seisakusho; наименование изделия: нейлоновая сетка; характеристика: 250 меш) вырезают в виде прямоугольника, который имеет ширину 10 см и длину 40 см, прямоугольник складывают вдвое в центре в продольном направлении, и оба конца соединяют термосваркой для получения нейлонового мешка с шириной 10 см (внутренний размер: 9 см) и длиной 20 см. Далее, 1,00 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, точно отвешивают и размещают равномерно на дне подготовленного нейлонового мешка. После этого нейлоновый мешок, содержащий образец, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°С. Через 1 час после начала погружения нейлоновый мешок извлекают из физиологического солевого раствора, подвешивают в вертикальном состоянии на 1 час для стекания и затем подвергают дегидратации, используя центробежную сушилку (изделие от компании Kokusan Co., Ltd.; модель: Н-13C special). Дегидратацию выполняют при 143 G (800 об/мин) в течение 10 минут. После дегидратации массу образца измеряют, и показатель удерживания при центробежной нагрузке (показатель впитывания воды), подлежащий определению, рассчитывают в соответствии с нижеприведенным уравнением.
Показатель удерживания при центробежной нагрузке (г/г) =
= (a'-b-c)/c
В уравнении a' представляет собой общую массу (г) образца, подвергнутого центробежной дегидратации, и нейлонового мешка, b представляет собой массу (г) нейлонового мешка перед впитыванием воды (в сухом состоянии), и с представляет собой массу (г) образца перед впитыванием воды (в сухом состоянии).
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение из оставшихся трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С и при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением.
[0083]
Вышеупомянутое листообразное изделие 1, проиллюстрированное на фиг.1, образовано посредством использования множества впитывающих секций 4, включающих в себя длинные базовые части 2 с постоянной шириной. Однако ширина длинной базовой части 2 может быть непостоянной. На виде в плане листообразного изделия 1 частицы 3 водопоглощающего полимера предпочтительно могут быть прикреплены при их неравномерном распределении, и в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является сравнительно высокой, расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления Y), может быть относительно коротким. Другими словами, если сравнить часть, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является большой, и часть, в которой поверхностная плотность мала, то расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2 в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 большая, может быть сделано более коротким, чем расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2 в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является малой. При использовании листообразного изделия 1 с вышеописанной конфигурацией, в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 большая, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z), и листообразное изделие 1 с меньшей вероятностью становится жестким, а также можно обеспечить полное использование впитывающей способности частиц 3 водопоглощающего полимера, и впитывающая способность листообразного изделия 1 легко повышается.
[0084]
Кроме того, в вышеупомянутом листообразном изделии 1, проиллюстрированном на фиг.3, впитывающие секции 4 образованы так, что их продольное направление (направление Y) ориентировано вдоль продольного направления (направления Y) листообразного изделия 1, но вместо этого, как проиллюстрировано на фиг.11, например, впитывающие секции 4 могут быть расположены так, что их продольное направление (направление Y) будет ориентировано в боковом направлении (направлении Х) листообразного изделия 1. Листообразное изделие 1, проиллюстрированное на фиг.11, включает в себя зоны NT без прорезей соответственно на обеих боковых сторонах, проходящих вдоль продольного направления (направления Y). При изготовлении листообразного изделия 1, проиллюстрированного на фиг.11, листообразное изделие может быть образовано при использовании приемного ролика и ротационного резака, в котором режущие ножи, расположенные параллельно друг к другу в аксиальном направлении ролика, расположены с промежутками в направлении вдоль окружности, и подачи базового листа 20 между ротационным резаком и приемным роликом.
[0085]
Кроме того, листообразное изделие 1 может быть образовано посредством размещения впитывающих секций 4 так, что их соответствующие продольные направления Y будут ориентированы в множестве направлений. Примером листообразного изделия 1, образованного посредством размещения впитывающих секций так, чтобы они были ориентированы в множестве направлений, является конфигурация, при которой: зоны, в которых множество впитывающих секций 4 образованы так, что их продольное направление (направление Y) ориентировано в продольном направлении (направлении Y) листообразного изделия 1, предусмотрены соответственно на обеих боковых сторонах листообразного изделия 1, проходящих вдоль продольного направления (направления Y), и зона, в которой множество впитывающих секций 4 образованы так, что их продольное направление (направление Y) ориентировано в боковом направлении (направлении Х) листообразного изделия 1, предусмотрена в центральной части, расположенной между боковыми сторонами. Такое листообразное изделие 1, образованное посредством размещения впитывающих секций так, чтобы они были ориентированы в множестве направлений, может быть образовано, например, посредством: выполнения множества разрезов на обеих боковых сторонах транспортируемого базового листа 20, проходящих вдоль направления транспортирования (направления Y1), при использовании режущих ножей 111а и приемного ролика 112 и последующего выполнения множества разрезов в части транспортируемого базового листа 20, центральной в ортогональном направлении (направлении Х1), при использовании приемного ролика и резального ролика, имеющего ножи, расположенные с промежутками в направлении вдоль окружности.
[0086]
В вышеупомянутом листообразном изделии 1, проиллюстрированном на фиг.1, впитывающие секции 4 и длинные базовые части 2 проходят прямолинейно параллельно продольному направлению (направлению Y), но их форма не ограничена при условии, что они проходят в продольном направлении (направлении Y). Например, впитывающие секции 4 и длинные базовые части 2 могут проходить при неоднократном повторении S-образных конфигураций в продольном направлении (направлении Y) или могут проходить зигзагообразно вдоль продольного направления (направления Y).
[0087]
Кроме того, в вышеупомянутом способе изготовления листообразных изделий 1 по вышеприведенным вариантам осуществления этап диспергирования водопоглощающего полимера предусмотрен после этапа нанесения адгезива, и этап разрезания предусмотрен после этапа диспергирования водопоглощающего полимера, но в случаях, когда поверхность одной стороны базового листа 20 подлежит ворсованию, этап ворсования может быть предусмотрен вместо этапа нанесения адгезива. Этап ворсования может быть предусмотрен перед этапом диспергирования водопоглощающего полимера. Примеры способов выполнения ворсования включают способы, описанные в JP 2012-092476 A и JP 2013-028891 A.
[0088]
Далее, впитывающее изделие по изобретению описано в соответствии с предпочтительными вариантами его осуществления со ссылкой на чертежи. Фиг.12 иллюстрирует вид в перспективе одноразового подгузника 10 (также называемого в дальнейшем просто «подгузником 10»), который представляет собой вариант осуществления впитывающего изделия по изобретению, в естественном состоянии. Фиг.13 представляет собой вид в плане, если смотреть со стороны верхнего листа, иллюстрирующий состояние, в котором подгузник 10 по фиг.12 был развернут (раскрыт) и растянут в плоскости посредством разрыва его боковых швов S. Подгузник 10, проиллюстрированный на фиг.12 и 13, представляет собой так называемый натягиваемый одноразовый подгузник. Подгузник 10 включает в себя впитывающий комплект 20, включающий в себя верхний лист 21, задний лист 22 и впитывающий элемент 23, расположенный между верхним листом 21 и задним листом 22, и имеет продольное направление Y изделия, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление Х изделия, ортогональное к продольному направлению Y изделия. Подгузник 10 предпочтительно включает в себя впитывающий комплект 20 и наружный покрывающий элемент 30, расположенный со стороны не обращенной к коже поверхности впитывающего комплекта 20. Подгузник 10 разделен на: переднюю часть А, подлежащую размещению с передней стороны носителя при ношении, заднюю часть В, подлежащую размещению с задней стороны носителя, и промежностную часть С, расположенную между ними. Промежностная часть С представляет собой зону, в которой боковые края наружного покрывающего элемента 30, описанного позднее, сужены в направлении внутрь в боковом направлении Х изделия, и размещается в промежностной зоне носителя при ношении подгузника 10. Задняя часть А представляет собой зону, расположенную ближе к передней стороне носителя, чем промежностная часть С, при ношении подгузника 10. Задняя часть В представляет собой зону, расположенную ближе к задней стороне носителя, чем промежностная часть С, при ношении подгузника 10. Подгузник 10 имеет направление Z толщины изделия в направлении его толщины.
[0089]
В настоящем описании «сторона поверхности, обращенной к коже» относится к стороне (поверхности) из передней и задней сторон (поверхностей) каждого элемента подгузника 10, которая расположена со стороны кожи носителя при ношении подгузника 10. «Сторона поверхности, не обращенной к коже» относится к стороне (поверхности) из передней и задней сторон (поверхностей) каждого элемента подгузника 10, которая расположена со стороны, противоположной по отношению к стороне кожи носителя, при ношении подгузника 10. Кроме того, в нижеприведенном разъяснении «продольное направление Y изделия» относится к направлению, проходящему от передней части А к задней части В в подгузнике 10 в состоянии, когда он развернут в плоскости. «Боковое направление Х изделия» представляет собой направление, ортогональное к продольному направлению Y изделия в подгузнике 10 в состоянии, когда он развернут в плоскости, и относится к направлению ширины подгузника 10 в состоянии, когда он развернут в плоскости.
[0090]
Как проиллюстрировано на фиг.13, в подгузнике 10 впитывающий комплект 20 имеет прямоугольную форму, которая является продолговатой в продольном направлении, и присоединен к зоне наружного покрывающего элемента 30, центральной в боковом направлении Х изделия, с помощью известного средства соединения, такого как термоплавкий адгезив, так, что впитывающий комплект 20 проходит от передней части А до задней части В и продольное направление Y изделия во впитывающем комплекте совпадает с продольным направление Y изделия в подгузнике 10. Обе боковые краевые части наружного покрывающего элемента 30, расположенные в секции, находящейся в передней части А, соединены вместе с соответствующими боковыми краевыми частями наружного покрывающего элемента, расположенными в секции, находящейся в задней части В, с помощью известного средства соединения, такого как термосварка, ультразвуковая сварка или тому подобное. Таким образом, два боковых шва S будут образованы в подгузнике 10. Данное соединение также обеспечивает образование в подгузнике 10 отверстия WO для талии и двух отверстий LO, LO для ног, как проиллюстрировано на фиг.12, и, следовательно, наружный покрывающий элемент 30 образуется с трехмерной формой для натягивания.
[0091]
Как проиллюстрировано на фиг.13, в подгузнике 10 наружный покрывающий элемент 30 включает в себя внутренний лист 31, наружный лист 32 и нитевидные эластичные элементы 33 в различных частях, закрепленные между данными двумя листами. Внутренний лист 31 и наружный лист 32 имеют одинаковую форму в боковом направлении Х изделия. Однако в продольном направлении Y изделия наружный лист 32 выступает от передней и задней концевых частей внутреннего листа 31, и выступающие части 32Е закрывают соответствующие переднюю и заднюю зоны впитывающего комплекта 20, концевые в продольном направлении Y изделия. Наружный край наружного покрывающего элемента 30 образует контур развернутого подгузника 10.
[0092]
Как проиллюстрировано на фиг.12 и 13, в подгузнике 10 нитевидные эластичные элементы 33 включают: поясные эластичные элементы 33W, которые расположены между внутренним листом 31 и наружным листом 32 и образуют поясные сборки в периферийной краевой части отверстия WO для талии; эластичные элементы 33L для ног, которые образуют сборки для ног в периферийной краевой части каждого отверстия LO для ноги, и расположенные ниже пояса, эластичные элементы 33D, которые образуют расположенные ниже пояса сборки в расположенной ниже пояса части (зоне от места, находящегося на расстоянии 20 мм от периферийного края отверстия WO для талии ниже его, до верхнего конца отверстий LO для ног). Поясные эластичные элементы 33W, эластичные элементы 33L для ног и расположенные ниже пояса, эластичные элементы 33D присоединены и закреплены в их растянутом состоянии с помощью средства соединения, такого как термоплавкий адгезив.
[0093]
Как проиллюстрировано на фиг.13, в подгузнике 10 впитывающий комплект 20 включает в себя впитывающий элемент 23. Как проиллюстрировано на фиг.14, впитывающий элемент 23 включает в себя впитывающую сердцевину 24 и проницаемый для жидкостей лист 25 для обертывания сердцевины, который закрывает впитывающую сердцевину 24. Как проиллюстрировано на фиг.14, на виде в плане впитывающая сердцевина 24 имеет прямоугольную форму, удлиненную в продольном направлении Y изделия. Впитывающий элемент 23 сформирован посредством закрытия всей впитывающей сердцевины 24 листом 25 для обертывания сердцевины. Во впитывающем изделии лист, образующий так называемый подслой, может быть размещен на, по меньшей мере, одной из обращенной к коже поверхности и не обращенной к коже поверхности впитывающего элемента 23.
[0094]
Как проиллюстрировано на фиг.17, в подгузнике 10 впитывающая сердцевина 24 сформирована из листообразного изделия 1, включающего в себя множество впитывающих секций 4, при этом каждая впитывающая секция 4 включает в себя: длинную базовую часть 2, имеющую протяженность в боковом направлении (направлении х1), протяженность в продольном направлении (направлении y1), которая больше протяженности в боковом направлении (х1), и направление толщины (направление z1), и частицы 3 водопоглощающего полимера (также называемые в дальнейшем просто «водопоглощающим полимером 3»), которые прикреплены к поверхности одной стороны длинной базовой части 2, при этом впитывающие секции 4 расположены так, что продольное направление (направление y1) впитывающей секции 4 ориентировано, по меньшей мере, в одном направлении. В данном случае боковое направление (направление х1), продольное направление (направление y1) и направление толщины (направление z1) длинной базовой части 2 совпадают с боковым направлением (направлением х1), продольным направлением (направлением y1) и направлением толщины (направлением z1) впитывающей секции 4. Следует отметить, что, как проиллюстрировано на фиг.14, листообразное изделие 1, которое представляет собой впитывающую сердцевину 24, имеет удлиненную в продольном направлении, прямоугольную форму с большей длиной в продольном направлении Y изделия и меньшей длиной в боковом направлении Х изделия на виде в плане и расположено так, что оно проходит от передней части А до задней части В при продольном направлении Y изделия в нем, соответствующем продольному направлению Y изделия во впитывающем комплекте 20 или продольному направлению Y изделия в подгузнике 10. Направление толщины (направление z1) длинной базовой части 2 и направление толщины (направление z1) впитывающей секции 4 совпадают с направлением Z толщины изделия.
[0095]
Как проиллюстрировано на фиг.14, в подгузнике 10 впитывающая сердцевина 24, сформированная из листообразного изделия 1, включает в себя на виде в плане центральную зону СТ в части, центральной в боковом направлении Х изделия, и две боковые зоны ST, ST, предусмотренные дальше снаружи в боковом направлении Х изделия, чем центральная зона СТ. Центральная зона СТ расположена в той части впитывающей сердцевины 24, которая является центральной в боковом направлении Х изделия, и проходит между обеими частями впитывающей сердцевины 24, концевыми в продольном направлении Y изделия. Две боковые зоны ST, ST расположены дальше снаружи в боковом направлении Х изделия, чем центральная зона СТ, и проходят между обеими частями впитывающей сердцевины 24, концевыми в продольном направлении Y изделия.
[0096]
Фиг.15 и 16 представляют собой виды в разрезе, схематически иллюстрирующие листообразное изделие 1, которое представляет собой впитывающую сердцевину 24. Листообразное изделие 1 по фиг.15 демонстрирует состояние перед впитыванием жидкости частицами водопоглощающего полимера (в дальнейшем также называемое просто «состоянием перед использованием»). Листообразное изделие 1 по фиг.16 демонстрирует состояние, в котором частицы водопоглощающего полимера набухли за счет впитывания жидкости, (в дальнейшем также называемое просто «состоянием после набухания»). В данном документе «состояние после набухания» относится к состоянию частиц водопоглощающего полимера после погружения листообразного изделия 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°, на 60 минут.
[0097]
Как проиллюстрировано на фиг.13 и 14, в каждой боковой зоне ST листообразного изделия 1 впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия. В подгузнике 10 каждая боковая зона ST сформирована посредством размещения множества впитывающих секций 4 так, чтобы продольное направление (направление y1) впитывающей секции 4 было ориентировано в боковом направления Х изделия в листообразном изделии 1. Множество впитывающих секций 4 предпочтительно расположены параллельно боковому направлению Х изделия так, что впитывающие секции 4 не пересекаются друг с другом. Каждая боковая зона ST в листообразном изделии 1, проиллюстрированном на фиг.14, сформирована посредством использования множества впитывающих секций 4, соответственно включающих в себя длинные базовые части 2 с одинаковой шириной, и посредством размещения впитывающих секций 4 рядом друг с другом в продольном направлении Y изделия и параллельно боковому направлению Х изделия в листообразном изделии 1 так, чтобы продольное направление (направление y1) впитывающих секций 4 было ориентировано вдоль бокового направления изделия Х в листообразном изделии 1.
[0098]
Как проиллюстрировано на фиг.14, в каждой боковой зоне ST по соображениям, связанным с облегчением перемещения впитывающих секций 4, отсутствует какой-либо промежуточный элемент между впитывающими секциями 4, 4, соседними друг с другом в боковом направлении (направлении х1) длинных базовых частей 2 (впитывающих секций 4). Другими словами, впитывающая секция 4 в каждой боковой зоне ST не обернута промежуточным элементом. На фиг.15 и 16 верхняя поверхность, которая представляет собой данную одну сторону длинных базовых частей 2, представляет собой обращенную к коже поверхность, которая обращена к коже носителя, и нижняя поверхность, которая представляет собой другую сторону длинных базовых частей 2, представляет собой не обращенную к коже поверхность, которая обращена к заднему листу.
[0099]
Кроме того, в подгузнике 10, как проиллюстрировано на фиг.13 и 14, в центральной зоне СТ листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в продольном направлении Y изделия. В подгузнике 10 центральная зона СТ предпочтительно сформирована посредством размещения множества впитывающих секций 4 так, чтобы продольное направление (y1) впитывающей секции 4 было ориентировано в продольном направлении Y изделия в листообразном изделии 1. Более предпочтительно, если множество впитывающих секций 4 расположены параллельно продольному направлению Y изделия так, что впитывающие секции 4 не пересекаются друг с другом. Центральная зона СТ в листообразном изделии 1, проиллюстрированном на фиг.14, сформирована посредством использования множества впитывающих секций 4, соответственно включающих в себя длинные базовые части 2 с одинаковой шириной, и посредством размещения впитывающих секций 4 рядом друг с другом в боковом направлении Х изделия и параллельно продольному направлению Y изделия в листообразном изделии 1 так, чтобы продольное направление (направление y1) впитывающих секций 4 было ориентировано вдоль продольного направления Y изделия в листообразном изделии 1. В центральной зоне СТ по соображениям, связанным с облегчением перемещения впитывающих секций 4, отсутствует какой-либо промежуточный элемент между впитывающими секциями 4, 4, соседними друг с другом в боковом направлении (направлении х1) длинных базовых частей 2 (впитывающих секций 4). Другими словами, впитывающая секция 4 в центральной зоне СТ не обернута промежуточным элементом.
[0100]
Как проиллюстрировано на фиг.14, в состоянии перед использованием листообразное изделие 1, которое представляет собой впитывающую сердцевину 24, включает в себя впитывающую зону АТ, в которой множество впитывающих секций 4 расположены так, чтобы они были ориентированы в одном направлении. В данном подгузнике 10 впитывающая зона АТ относится к зоне, в которой скомбинированы: зоны в соответствующих боковых зонах ST, в которых впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия, как проиллюстрировано на фиг.13 и 14, и зона в центральной зоне СТ, в которой впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в продольном направлении Y изделия. По соображениям, связанным с облегчением впитывания жидкости зонами, в которых прикреплены частицы 3 водопоглощающего полимера, на виде в плане листообразного изделия 1 в состоянии перед использованием выраженная в процентах доля впитывающей зоны АТ по отношению ко всему листообразному изделию 1 предпочтительно составляет 20% или более, более предпочтительно 50% или более и предпочтительно 100% или менее, более предпочтительно 90% или менее и, более конкретно, предпочтительно от 20 до 100%, более предпочтительно от 50 до 90%. Выражение «выраженная в процентах доля впитывающей зоны АТ составляет 100%» относится, например, к конфигурации, при которой: в каждой боковой зоне ST, в которой впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия, впитывающие секции 4 расположены так, чтобы они простирались между обеими боковыми сторонами каждой боковой зоны ST, которые проходят вдоль продольного направления Y изделия, и в центральной зоне СТ, в которой впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в продольном направлении Y изделия, впитывающие секции 4 расположены так, чтобы они простирались между обеими частями центральной зоны СТ, концевыми в продольном направлении Y изделия. Следует отметить, что на виде в плане листообразного изделия 1 зоны, отличные от впитывающей зоны АТ, образуют зоны NT без прорезей, дополнительно описанные ниже.
[0101]
В случаях, когда в каждой боковой зоне ST продольное направление (направление y1) впитывающих секций 4 проходит так, чтобы оно было ориентировано вдоль бокового направления Х изделия, предпочтительно, чтобы предпочтительно 10 единиц или более, более предпочтительно 50 единиц или более и предпочтительно 3500 единиц или менее, более предпочтительно 1700 единиц или менее и, более конкретно, предпочтительно от 10 до 3500 единиц, более предпочтительно от 50 до 1700 единиц впитывающих секций 4 были размещены в каждой боковой зоне ST.
[0102]
В случаях, когда в центральной зоне СT продольное направление (направление y1) впитывающих секций 4 проходит так, чтобы оно было ориентировано вдоль продольного направления Y изделия, предпочтительно, чтобы предпочтительно 2 единицы или более, более предпочтительно 10 единиц или более и предпочтительно 1000 единиц или менее, более предпочтительно 500 единиц или менее и, более конкретно, предпочтительно от 2 до 1000 единиц, более предпочтительно от 10 до 500 единиц впитывающих секций 4 были размещены в центральной зоне СT.
Если впитывающие секции 4 расположены в центральной зоне СТ так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия, предпочтительно, чтобы предпочтительно 10 единиц или более, более предпочтительно 50 единиц или более и предпочтительно 3500 единиц или менее, более предпочтительно 1700 единиц или менее и, более конкретно, предпочтительно от 10 до 3500 единиц, более предпочтительно от 50 до 1700 единиц впитывающих секций 4 были размещены в центральной зоне СT.
[0103]
Предпочтительно, чтобы листообразное изделие 1, которое представляет собой впитывающую сердцевину 24, включало в себя: в каждой из обеих частей, концевых в продольном направлении Y изделия, зону NT без прорезей, в которой множество длинных базовых частей 2 соединены в боковом направлении Х изделия, или на каждой из обеих боковых сторон, проходящих вдоль продольного направления Y изделия, зону NT без прорезей, соединенную в продольном направлении Y изделия. Как проиллюстрировано на фиг.14, подгузник 10 по данному варианту осуществления включает в себя зоны NT1, NT1 без прорезей в соответствующих частях, концевых в продольном направлении Y изделия, и зоны NT2, NT2 без прорезей на соответствующих боковых сторонах, проходящих вдоль продольного направления Y изделия. Более конкретно, листообразное изделие 1 по данному варианту осуществления включает в себя один базовый лист; зоны NT без прорезей предусмотрены в соответствующих частях базового листа, концевых в продольном направлении Y изделия, и в соответствующих частях базового листа, концевых в боковом направлении Х изделия, и множество длинных базовых частей 2, образованных посредством этапа разрезания, описанного позднее, предусмотрены между зонами NT без прорезей. Выполнение данных зон NT без прорезей предпочтительно вследствие того, что в состоянии перед использованием легко сохраняется форма листа листообразного изделия 1 и структура менее подвержена нарушениям, и лист легко транспортировать во время изготовления. Предпочтительно, если никакая частица 3 водопоглощающего полимера не размешена в зонах NT (NT1, NT2) без прорезей. Когда никакие частицы 3 водопоглощающего полимера не размещены в зонах NT (NT1, NT2) без прорезей, даже при впитывании жидкости уменьшается вероятность набухания частиц 3 водопоглощающего полимера в зонах NT (NT1, NT2) без прорезей, и, таким образом, даже в состоянии после набухания легко сохраняется форма листа листообразного изделия 1, и структура менее подвержена нарушению. Между тем, в зонах, в которых прикреплены частицы 3 водопоглощающего полимера, жидкость может легко впитываться, в результате чего эффективно и легко поддерживается баланс во всем листообразном изделии 1.
[0104]
Кроме того, в случаях, когда зоны NT1, NT1 без прорезей выполнены в обеих частях, концевых в продольном направлении Y изделия, как в листообразном изделии 1, проиллюстрированном на фиг.14, предпочтительно, чтобы обе части, концевые в продольном направлении Y изделия, были прикреплены к впитывающему изделию по соображениям, связанным с тем, что становится легко сохранять форму листа листообразного изделия 1, и структура становится менее подверженной нарушениям, а также повышается мягкость впитывающей зоны АТ, что делает менее вероятной ситуацию, когда она вызывает дискомфорт у носителя. В данном случае в этом подгузнике 10 впитывающее изделие, к которому прикреплены обе части (зоны NT1, NT1 без прорезей), концевые в продольном направлении Y изделия, относится к составляющим элементам впитывающего изделия, включая, по меньшей мере, один из верхнего листа 21, заднего листа 22 и листа 25 для обертывания сердцевины. В случаях, когда обе части, концевые в продольном направлении Y изделия, прикреплены к впитывающему изделию, еще более предпочтительно, чтобы никакая частица 3 водопоглощающего полимера не была прикреплена в зонах NT1 без прорезей. Кроме того, по соображениям, связанным с повышением мягкости впитывающей зоны АТ и подавлением дискомфорта у носителя, особенно предпочтительно, чтобы часть, в которой впитывающие секции 4 размещены в центральной зоне СТ, не была прикреплена к впитывающему изделию.
[0105]
Кроме того, в случаях, когда зоны NT2, NT2 без прорезей выполнены на соответствующих боковых сторонах, проходящих вдоль продольного направления Y изделия, как в листообразном изделии 1, проиллюстрированном на фиг.14, предпочтительно, чтобы обе боковые стороны, проходящие вдоль продольного направления Y изделия, были прикреплены к впитывающему изделию по соображениям, связанным с тем, что становится легко сохранять форму листа листообразного изделия 1, и структура становится менее подверженной нарушениям, а также повышается мягкость впитывающей зоны АТ, что делает менее вероятной ситуацию, когда она вызывает дискомфорт у носителя. В данном случае в подгузнике 10 впитывающее изделие, к которому прикреплены обе боковые стороны (зоны NT2, NT2 без прорезей), проходящие вдоль продольного направления Y изделия, относится к, по меньшей мере, одному составляющему элементу впитывающего изделия, выбранному из верхнего листа 21, заднего листа 22 и листа 25 для обертывания сердцевины. В случаях, когда обе боковые стороны, проходящие вдоль продольного направления Y изделия, прикреплены к впитывающему изделию, еще более предпочтительно, чтобы никакая частица 3 водопоглощающего полимера не была прикреплена в зонах NT1 без прорезей. Кроме того, по соображениям, связанным с повышением мягкости впитывающей зоны АТ и подавлением дискомфорта у носителя, особенно предпочтительно, чтобы часть, в которой впитывающие секции 4 размещены в каждой боковой зоне SТ, не была прикреплена к впитывающему изделию.
[0106]
В подгузнике 10 расстояние между обеими проходящими вдоль продольного направления (направления y1), боковыми краевыми частями длинной базовой части 2 каждой впитывающей секции 4, расположенной в каждой боковой зоне ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, отличается от расстояния между обеими проходящими вдоль продольного направления (направления y1), боковыми краевыми частями длинной базовой части 2 каждой впитывающей секции 4, расположенной в центральной зоне СТ листообразного изделия 1, которое представляет собой впитывающую сердцевину 24. В данном документе «расстояние между обеими боковыми краевыми частями длинной базовой части 2, которые проходят вдоль продольного направления (направления y1)» синонимично ширине (длине в боковом направлении (направлении х1)) длинной базовой части 2. В случаях, когда ширина центральной зоны СТ превышает ширину каждой боковой зоны ST, по соображениям, связанным с уменьшением дискомфорта в промежностной части, предпочтительно, чтобы ширина (W2S) (длина в боковом направлении (направлении х1)) (см. фиг.14) одной длинной базовой части 2, расположенной в каждой боковой зоне ST, была меньше ширины (W2C) (длины в боковом направлении (направлении х1)) (см. фиг.14) одной длинной базовой части 2, расположенной в центральной зоне СТ. В случаях, когда ширина центральной зоны СТ меньше ширины каждой боковой зоны ST, по соображениям, связанным с прилегаемостью вокруг ног, когда боковые зоны ST поднялись вверх, предпочтительно, чтобы ширина (W2С) (длина в боковом направлении (направлении х1)) (см. фиг.14) одной длинной базовой части 2, расположенной в центральной зоне СT, была меньше ширины (W2S) (длины в боковом направлении (направлении х1)) (см. фиг.14) одной длинной базовой части 2, расположенной в каждой боковой зоне SТ.
[0107]
По соображениям, связанным с уменьшением дискомфорта за счет улучшения сгибаемости (повышения мягкости) в промежностной части, в центральной зоне СТ листообразного изделия 1 выраженная в процентах доля ширины (W2C) (длины в боковом направлении (направлении х1)) одной длинной базовой части 2 (см. фиг.14) по отношению к ширине (W1) листообразного изделия 1 (см. фиг.14) предпочтительно составляет 0,1% или более, более предпочтительно 0,2% или более и предпочтительно 20% или менее, более предпочтительно 4% или менее и, более конкретно, предпочтительно от 0,1 до 20%, более предпочтительно от 0,2 до 4%.
По тем же соображениям ширина (W2C) длинной базовой части 2 в центральной зоне СТ предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2 мм или менее и, более конкретно, предпочтительно от 0,3 до 10 мм, более предпочтительно от 0,6 до 2 мм. Следует отметить, что ширина (W1) листообразного изделия 1 составляет от 50 до 300 мм.
[0108]
По тем же соображениям в центральной зоне СТ листообразного изделия 1 выраженная в процентах доля длины (L2C) (длины в продольном направлении (направлении y1)) одной длинной базовой части 2 (см. фиг.14) по отношению к длине (L1) листообразного изделия 1 (см. фиг.14) предпочтительно составляет 2% или более, более предпочтительно 20% или более и предпочтительно 100% или менее, более предпочтительно 98% или менее и, более конкретно, предпочтительно от 2 до 100%, более предпочтительно от 20 до 98%.
По тем же соображениям длина (L2C) длинной базовой части 2 в центральной зоне СТ предпочтительно составляет 20 мм или более, более предпочтительно 200 мм или более и предпочтительно 1000 мм или менее, более предпочтительно 980 мм или менее и, более конкретно, предпочтительно от 20 до 1000 мм, более предпочтительно от 200 до 980 мм. Следует отметить, что длина (L1) листообразного изделия 1 составляет приблизительно от 100 до 1000 мм.
[0109]
По соображениям, связанным со способностью сохранять форму во время подъема боковых зон ST, в каждой боковой зоне ST листообразного изделия 1 выраженная в процентах доля длины (L2S) (длины в продольном направлении (направлении y1)) одной длинной базовой части 2 (см. фиг.14) по отношению к ширине (W1) листообразного изделия 1 (см. фиг.14) предпочтительно составляет 1,5% или более, более предпочтительно 3% или более и предпочтительно 47% или менее, более предпочтительно 40% или менее и, более конкретно, предпочтительно от 1,5 до 47%, более предпочтительно от 3 до 40%.
По тем же соображениям длина (L2S) длинной базовой части 2 в каждой боковой зоне SТ предпочтительно составляет 5 мм или более, более предпочтительно 10 мм или более и предпочтительно 140 мм или менее, более предпочтительно 120 мм или менее и, более конкретно, предпочтительно от 5 до 140 мм, более предпочтительно от 10 до 120 мм.
[0110]
По соображениям, связанным с прилегаемостью вокруг ног во время подъема боковых зон ST, в каждой боковой зоне ST листообразного изделия 1 выраженная в процентах доля ширины (W2S) (длины в боковом направлении (направлении х1)) одной длинной базовой части 2 (см. фиг.14) по отношению к длине (L1) листообразного изделия 1 (см. фиг.14) предпочтительно составляет 0,03% или более, более предпочтительно 0,06% или более и предпочтительно 10% или менее, более предпочтительно 2% или менее и, более конкретно, предпочтительно от 0,03 до 10%, более предпочтительно от 0,06 до 2%.
По тем же соображениям ширина (W2S) длинной базовой части 2 в каждой боковой зоне SТ предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2 мм или менее и, более конкретно, предпочтительно от 0,3 до 10 мм, более предпочтительно от 0,6 до 2 мм.
[0111]
Длинные базовые части 2, образующие впитывающие секции 4, предпочтительно образованы из гидрофильного листа по соображениям, связанным с легкостью диффузии жидкости во впитывающей зоне АТ и повышением эффективности использования водопоглощающего полимера 3. Примеры гидрофильных листов включают бумагу, нетканые материалы, ткани и синтетический губчатый материал, образованный вспениванием синтетических смол, и из вышеуказанных предпочтительно используются нетканые материалы по соображениям, связанным с их сравнительно высокой прочностью при растяжении, несмотря на их тонкость, и способностью к обеспечению мягкости и тонкостью. Примеры предпочтительно используемых нетканых материалов включают гидрофильные нетканые материалы, включающие в себя гидрофильные волокна в качестве составляющих волокон, и гидрофильные нетканые материалы, включающие в себя волокна, полученные путем придания гидрофильности синтетическим волокнам, в качестве составляющих волокон. Поверхностная плотность нетканого материала предпочтительно составляет от 5 до 100 г/м2, более предпочтительно от 10 до 40 г/м2.
[0112]
Различные типы полимеров, обычно используемых в технической области впитывающих изделий, могут быть использованы в качестве водопоглощающего полимера 3, подлежащего прикреплению к поверхности данной одной стороны длинных базовых частей 2. Примеры включают полиакрилат натрия, сополимер акриловой кислоты и винилового спирта, сшитый полиакрилат натрия, привитой сополимер крахмала и акриловой кислоты, сополимер изобутилена и малеинового ангидрида и продукты его омыления, полиакрилат калия и полиакрилат цезия. Один тип полимера может быть использован сам по себе, или два или более типов могут быть использованы в виде смеси. Имеются различные типы частиц 3 водопоглощающего полимера, различающиеся по форме, такие как частицы аморфного типа, блочного типа, бочкообразного типа, типа скопления шариков и сферического типа; может быть использован любой тип частиц. В листообразном изделии 1 используются частицы сферического типа.
[0113]
Примеры способов прикрепления частиц 3 водопоглощающего полимера к поверхности длинных базовых частей 2 включают способы с использованием адгезивов и способы химической фиксации, в которых используется водородная связь и т.д., и в случаях, когда длинные базовые части 2 представляют собой нетканый материал или ткань, составляющие волокна могут быть подвергнуты ворсованию, и частицы 3 водопоглощающего полимера могут быть зафиксированы между ворсованными составляющими волокнами. В листообразном изделии 1, проиллюстрированном на фиг.15 и 16, используется адгезив 5. Более конкретно, частицы 3 водопоглощающего полимера в листообразном изделии 1 прикреплены к длинным базовым частям 2 посредством адгезива 5. Прикрепление частиц 3 водопоглощающего полимера к поверхности длинных базовых частей 2 посредством адгезива 5 удерживает частицы 3 водопоглощающего полимера от выпадения в состоянии перед использованием листообразного изделия 1 и в состоянии после набухания полимера.
[0114]
Например, термоплавкий адгезив может быть предпочтительно использован в качестве адгезива 5. Примеры термоплавких адгезивов включают адгезивы на основе стирола и на основе олефинов. Примеры термоплавких адгезивов на основе стирола, которые могут быть использованы, включают блок-сополимеры стирола и бутадиена с чередованием блоков (SBS), блок-сополимеры стирола и изопрена с чередованием блоков (SIS), блок-сополимеры стирола и этилена/бутилена с чередованием блоков (SEBS), которые представляют собой продукты гидрогенизации SBS, и смеси термоплавких адгезивов, в которых смешаны вышеуказанные адгезивы двух или более типов. Из вышеуказанных, в частности, смешанный термоплавкий адгезив, включающий в себя SIS и SBS, или смешанный термоплавкий адгезив, включающий в себя SIS и SEBS, предпочтительно используется по соображениям, связанным с легкостью достижения компромиссного сочетания силы приклеивания и когезионной силы. Количество нанесенного термоплавкого адгезива предпочтительно составляет от 0,5 до 100 г/м2, более предпочтительно от 5 до 50 г/м2.
[0115]
В листообразном изделии 1 частицы 3 водопоглощающего полимера должны быть прикреплены только к поверхности одной стороны (верхней поверхности или нижней поверхности) соответствующих длинных базовых частей 2, но в листообразном изделии 1, проиллюстрированном на фиг.15, по соображениям, связанным с улучшением характеристики впитывания жидкости листообразным изделием 1, частицы водопоглощающего полимера также прикреплены к поверхности другой стороны (нижней поверхности) соответствующих длинных базовых частей 2 помимо поверхности их данной одной стороны (верхней поверхности). В данном случае предпочтительно, чтобы тип полимера был одним и тем же для частиц 3 водопоглощающего полимера, размещенных на поверхности данной одной стороны (верхней поверхности) в центральной зоне СТ, и частиц 3 водопоглощающего полимера, размещенных на поверхности данной одной стороны (верхней поверхности) в боковых зонах ST. Аналогичным образом, предпочтительно, чтобы тип полимера был одним и тем же для частиц 3 водопоглощающего полимера, размещенных на поверхности другой стороны (нижней поверхности) в центральной зоне СТ, и частиц 3 водопоглощающего полимера, размещенных на поверхности другой стороны (нижней поверхности) в боковых зонах ST. Ниже описаны в качестве примера частицы 3 водопоглощающего полимера, размещенные на поверхности одной стороны (верхней поверхности), и частицы 3 водопоглощающего полимера, размещенные на поверхности другой стороны (нижней поверхности) в центральной зоне СТ.
[0116]
В случаях прикрепления частиц 3 водопоглощающего полимера к поверхности обеих сторон (верхней и нижней поверхностям) соответствующих длинных базовых частей 2 по соображениям, связанным с дополнительным достижением вышеупомянутых эффектов, предпочтительно, чтобы поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, была больше поверхностной плотности водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2. Поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, предпочтительно составляет от 10 до 250 г/м2, более предпочтительно от 30 до 150 г/м2. Поверхностная плотность водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, предпочтительно составляет от 30 до 400 г/м2, более предпочтительно от 50 до 300 г/м2.
[0117]
Поверхностную плотность водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, и поверхностную плотность водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2, определяют в соответствии с нижеприведенным методом.
[0118]
{Метод определения поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне обращенной к коже поверхности длинных базовых частей 2, и поверхностной плотности водопоглощающего полимера 3, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2}
Для предотвращения выпадения водопоглощающего полимера, прикрепленного на стороне не обращенной к коже поверхности длинных базовых частей 2 водопоглощающий полимер повторно фиксируют со стороны его верхней поверхности, например, посредством адгезива. После этого водопоглощающий полимер, прикрепленный на стороне обращенной к коже поверхности, удаляют с длинных базовых частей 2, например, посредством растворителя, и адгезив, прилипающий к водопоглощающему полимеру, смывают. После сушки водопоглощающего полимера измеряют массу водопоглощающего полимера, который был прикреплен на стороне обращенной к коже поверхности. Исходя из площади длинных базовых частей 2 в той части, в которой был прикреплен водопоглощающий полимер, и массы удаленного водопоглощающего полимера рассчитывают массу прикрепленного водопоглощающего полимера на единицу площади для определения поверхностной плотности водопоглощающего полимера на стороне поверхности, обращенной к коже. Измерение выполняют для пяти листов, и вычисляют среднее значение.
Поверхностную плотность водопоглощающего полимера на стороне не обращенной к коже поверхности определяют аналогичным образом; водопоглощающий полимер на стороне обращенной к коже поверхности закрепляют, водопоглощающий полимер на стороне не обращенной к коже поверхности удаляют и промывают, и рассчитывают поверхностную плотность.
[0119]
В случаях прикрепления частиц 3 водопоглощающего полимера к поверхности обеих сторон (верхней и нижней поверхностям) соответствующих длинных базовых частей 2 по соображениям, связанным с обеспечением удерживания поверхностью, не обращенной к коже, (нижней поверхностью), которая находится дальше от кожи носителя, большого количества жидкости и улучшением текстуры на ощупь за счет предотвращения ситуации, при которой жидкость остается на поверхности, обращенной к коже, (верхней поверхности), предпочтительно, чтобы водопоглощающий полимер 3, прикрепленный на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, имел более высокую характеристику проникновения жидкости под давлением и меньший показатель удерживания при центробежной нагрузке, чем водопоглощающий полимер 3, прикрепленный на поверхности другой стороны (нижней поверхности) длинных базовых частей 2. Как описано в данном документе, предпочтительно, чтобы тип водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, отличался от типа водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2. В данном документе выражение «тип водопоглощающего полимера отличается» означает, что скорость проникновения жидкости под давлением или показатель удерживания при центробежной нагрузке отличается. По вышеупомянутым соображениям в случае водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 20 мл в минуту или более, более предпочтительно 40 мл в минуту или более и предпочтительно 1000 мл в минуту или менее, более предпочтительно 800 мл в минуту или менее и, более конкретно, предпочтительно от 20 до 1000 мл в минуту, более предпочтительно от 40 до 800 мл в минуту. В случае водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 0 мл в минуту или более, более предпочтительно 10 мл в минуту или более и предпочтительно 400 мл в минуту или менее, более предпочтительно 200 мл в минуту или менее и, более конкретно, предпочтительно от 0 до 400 мл в минуту, более предпочтительно от 10 до 200 мл в минуту. Скорость проникновения жидкости под давлением определяют согласно нижеприведенному методу измерения.
[0120]
{Метод определения скорости проникновения жидкости под давлением}
Скорость проникновения жидкости под давлением определяют, используя метод измерения и измерительное устройство, раскрытые в JP 2003-235889 А. В стеклянном лабораторном стакане емкостью 100 мл 0,32±0,005 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, погружают в достаточное количество физиологического солевого раствора (водного раствора хлорида натрия с концентрацией 0,9 масс.%), достаточное для набухания водопоглощающего полимера, - например, количество физиологического солевого раствора в 5 раз или более превышает количество при насыщении водопоглощающего полимера за счет впитывания, - и образец оставляют на 30 минут. Отдельно предусмотрена фильтрующая цилиндрическая трубка, в которой металлическая сетка (размер ячеи сетки: 150 мкм; спеченный фильтр 30SUS из нержавеющей стали для биоколонок, продаваемый компанией Sansyo Co., Ltd.) и тонкая трубка (внутренний диаметр: 4 мм; длина: 8 см) с клапаном (внутренний диаметр: 2 мм) предусмотрены для нижнего конца отверстия в вертикально расположенном цилиндре (внутренний диаметр: 25,4 мм). В состоянии, в котором клапан закрыт, все содержимое вышеупомянутого лабораторного стакана, включая набухший образец для измерений, выливают в цилиндрическую трубку. После этого цилиндрический стержень круглого сечения с диаметром 2 мм, имеющий на его рабочем конце металлическую сетку с размером ячеи сетки, составляющим 150 мкм, и диаметром 25 мм вставляют в фильтрующую цилиндрическую трубку так, чтобы металлическая сетка вошла в контакт с образцом для измерений, и, кроме того, груз размещают на образце для измерений так, чтобы к нему была приложена нагрузка, составляющая 2,0 кПа. Образец оставляют в этом состоянии на 1 минуту, клапан открывают для обеспечения возможности пропускания жидкости через него, и измеряют время (Т1) (в секундах) от того момента, когда уровень жидкости внутри фильтрующей цилиндрической трубки находится на уровне штриха шкалы, соответствующего 60 мл, до того момента, когда уровень жидкости достигнет штриха шкалы, соответствующего 40 мл (то есть время, необходимое для пропускания 20 мл жидкости). Используя измеренное время Т1 (в секундах), скорость проникновения жидкости под давлением 2,0 кПа рассчитывают согласно нижеприведенному уравнению. В уравнении Т0 (в секундах) представляет собой измеренное значение времени, необходимое для прохождения 20 мл физиологического солевого раствора через металлическую сетку, когда никакой образец для измерений не размещен внутри фильтрующей цилиндрической трубки.
Скорость проникновения жидкости под давлением (мл/мин) =
= 20×60/(Т1-Т0)
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение из оставшихся трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С и при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением. Метод определения скорости проникновения жидкости под давлением описан с дополнительными подробностями в абзацах {0008} и {0009} документа JP 2003-235889 А, и измерительное устройство проиллюстрировано на фиг.12 и 13 той же публикации.
[0121]
По вышеприведенным соображениям в случае водопоглощающего полимера 3, прикрепленного на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 20 г/г или более, более предпочтительно 25 г/г или более и предпочтительно 50 г/г или менее, более предпочтительно 45 г/г или менее и, более конкретно, предпочтительно от 20 до 50 г/г, более предпочтительно от 25 до 45 г/г. В случае водопоглощающего полимера 3, прикрепленного на поверхности другой стороны (нижней поверхности) длинных базовых частей 2, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 25 г/г или более, более предпочтительно 30 г/г или более и предпочтительно 65 г/г или менее, более предпочтительно 55 г/г или менее и, более конкретно, предпочтительно от 25 до 65 г/г, более предпочтительно от 30 до 55 г/г. Показатель удерживания при центробежной нагрузке (показатель впитывания воды) определяют согласно нижеприведенному методу измерения.
[0122]
{Метод определения показателя удерживания при центробежной нагрузке (показателя впитывания воды)}
Показатель удерживания при центробежной нагрузке (показатель впитывания воды) определяют в соответствии с JIS К 7223 (1996). Нейлоновый тканый материал (продаваемый компанией Sanriki Seisakusho; наименование изделия: нейлоновая сетка; характеристика: 250 меш) вырезают в виде прямоугольника, который имеет ширину 10 см и длину 40 см, прямоугольник складывают вдвое в центре в продольном направлении, и оба конца соединяют термосваркой для получения нейлонового мешка с шириной 10 см (внутренний размер: 9 см) и длиной 20 см. Далее, 1,00 г водопоглощающего полимера, который представляет собой образец, подлежащий измерению, точно отвешивают и размещают равномерно на дне подготовленного нейлонового мешка. После этого нейлоновый мешок, содержащий образец, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°С. Через 1 час после начала погружения нейлоновый мешок извлекают из физиологического солевого раствора, подвешивают в вертикальном состоянии на 1 час для стекания и затем подвергают дегидратации, используя центробежную сушилку (изделие от компании Kokusan Co., Ltd.; модель: Н-13C special). Дегидратацию выполняют при 143 G (800 об/мин) в течение 10 минут. После дегидратации массу образца измеряют, и показатель удерживания при центробежной нагрузке (показатель впитывания воды), подлежащий определению, рассчитывают в соответствии с нижеприведенным уравнением.
Показатель удерживания при центробежной нагрузке (г/г) =
= (a'-b-c)/c
В уравнении a' представляет собой общую массу (г) образца, подвергнутого центробежной дегидратации, и нейлонового мешка, b представляет собой массу (г) нейлонового мешка перед впитыванием воды (в сухом состоянии), и с представляет собой массу (г) образца перед впитыванием воды (в сухом состоянии).
Измерение выполняют пять раз (n=5); наибольшее и наименьшее значения исключают, и среднее значение из оставшихся трех образцов принимают в качестве измеренного значения. Измерение выполняют при 23±2°С и при влажности 50±5%, и образец выдерживают в данной среде в течение 24 часов или дольше перед измерением.
[0123]
Предпочтительно, чтобы в листообразном изделии 1 в состоянии после набухания, проиллюстрированном на фиг.16, частицы 3 водопоглощающего полимера разбухали за пределы боковых краевых частей 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления y1). В данном документе выражение «частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2» означает, другими словами, то, что в состоянии листообразного изделия 1 после набухания набухшие частицы 3 водопоглощающего полимера выступают за боковые краевые части 2s длинных базовых частей 2 подобно набухшей частице 3а водопоглощающего полимера, проиллюстрированной, например, на фиг.16. Следует отметить, что, поскольку набухшие частицы 3 водопоглощающего полимера выступают за боковые краевые части 2s длинных базовых частей 2 в состоянии после набухания листообразного изделия 1, частицы 3 водопоглощающего полимера могут находиться внутри по отношению к боковым краевым частям 2s длинных базовых частей 2 в состоянии перед использованием листообразного изделия 1, то есть перед впитыванием жидкости частицами 3 водопоглощающего полимера. В альтернативном варианте частицы 3 водопоглощающего полимера могут выступать за боковые краевые части 2s длинных базовых частей 2 с самого начала подобно частице 3b водопоглощающего полимера перед использованием (перед набуханием), как проиллюстрировано, например, на фиг.15.
[0124]
Кроме того, предпочтительно, чтобы в листообразном изделии 1 в набухшем состоянии, проиллюстрированном на фиг.16, положение частиц 3 водопоглощающего полимера в длинной базовой части 2 в направлении толщины (направлении z1) отличалось, например, в вертикальном направлении и/или наклонном направлении от их положения перед впитыванием жидкости. В данном документе выражение «в состоянии после набухания листообразного изделия 1 положение длинной базовой части 2 в направлении толщины (направлении z1) отличается от ее положения перед впитыванием жидкости» означает, что листообразное изделие образовано так, что положение длинной базовой части 2 в состоянии после набухания частиц 3 водопоглощающего полимера отличается от положения длинной базовой части 2 в состоянии перед использованием (перед набуханием) частиц 3 водопоглощающего полимера.
[0125]
В подгузнике 10 по соображениям, связанным с сохранением прилегаемости в боковых зонах ST после мочеиспускания, предпочтительно, чтобы на поверхностях обеих сторон (верхней поверхности и нижней поверхности) длинной базовой части 2 поверхностная плотность водопоглощающего полимера 3 во впитывающих секциях 4, расположенных в центральной зоне СТ листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, превышала поверхностную плотность водопоглощающего полимера 3 во впитывающих секциях 4, расположенных в каждой боковой зоне ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24. По вышеприведенным соображениям поверхностная плотность водопоглощающего полимера 3 во впитывающих секциях 4, расположенных в центральной зоне СТ, предпочтительно составляет от 30 до 400 г/м2, более предпочтительно от 50 до 300 г/м2 на каждой поверхности. По вышеприведенным соображениям поверхностная плотность 3 водопоглощающего полимера во впитывающих секциях 4, расположенных в каждой боковой зоне ST, предпочтительно составляет от 10 до 250 г/м2, более предпочтительно от 30 до 150 г/м2 на каждой поверхности.
[0126]
Как проиллюстрировано на фиг.17, во впитывающем комплекте 20 подгузника 10 верхний лист 21 закрывает всю поверхность, представляющую собой обращенную к коже поверхность впитывающего элемента 23, включающего в себя впитывающую сердцевину 24, и включает в себя выступающие части 21Е, выступающие наружу в боковом направлении Х изделия от соответствующих боковых краевых частей впитывающего элемента 23, при этом выступающие части 21Е загнуты по направлению к стороне не обращенной к коже поверхности впитывающего элемента 23 и соответственно закрывают не обращенную к коже поверхность впитывающего элемента 23, расположенную в соответствующих боковых зонах ST впитывающей сердцевины 24. Впитывающий комплект 20 предпочтительно включает в себя верхний лист 21, который закрывает обращенную к коже поверхность впитывающей сердцевины 24, и задний лист 22, который закрывает не обращенную к коже поверхность впитывающей сердцевины 24. Верхний лист 21 образован из листа, проницаемого для жидкостей, и представляет собой лист, который обращен к коже носителя при ношении подгузника 10. Верхний лист 21 закрывает всю простирающуюся в продольном направлении Y изделия зону листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, и концевая часть 21Е1 каждой выступающей части 21Е верхнего листа 21 проходит за соответствующую боковую зону ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, и доходит до не обращенной к коже поверхности впитывающего элемента 23, расположенной в центральной зоне СТ. Задний лист 22 закрывает всю простирающуюся в продольном направлении Y изделия зону листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, а также закрывает всю зону в боковом направлении Х изделия. Задний лист 22 образован из не проницаемого для жидкостей или водоотталкивающего листа и представляет собой лист, который обращен к наружному покрывающему элементу 30.
[0127]
Как проиллюстрировано на фиг.17, в подгузнике 10 концевая часть 21Е1 каждой выступающей части 21Е верхнего листа 21 расположена ближе к стороне поверхности, не обращенной к коже, чем выступающая часть 21Е, и прикреплена к составляющему элементу впитывающего изделия, расположенному рядом с выступающей частью 21Е. В подгузнике 10 впитывающий комплект 20 предпочтительно включает в себя две манжеты 26, 26, защищающие от утечки, на соответствующих боковых сторонах, проходящих вдоль продольного направления Y изделия. Каждая манжета 26, защищающая от утечки, образована посредством складывания вдвое водоотталкивающего листового материала 27, имеющего прямоугольную форму, которая является удлиненной в продольном направлении Y изделия, и размещения и фиксации боковой зоны сложенного листового материала 27 между задним листом 22 и выступающей частью 21Е верхнего листа 21. Другими словами, в подгузнике 10 листовой материал 27, образующий манжету 26, защищающую от утечки, служит в качестве составляющего элемента впитывающего изделия на стороне поверхности, не обращенной к коже, к которому прикреплена концевая часть 21Е1 верхнего листа 21. Данное соединение образует соединенную зону 28, проходящую вдоль продольного направления Y изделия.
[0128]
В подгузнике 10 соединенная зона 28 сформирована посредством соединения листового материала 27, образующего манжету 26, защищающую от утечки, концевой части 21Е1 выступающей части 21Е верхнего листа 21 и заднего листа 22 вместе при использовании известного средства соединения, такого как термосварка, высокочастотная сварка, ультразвуковая сварка или термоплавкий адгезив. Соединенная зона 28 может быть сформирована в виде непрерывной прямой линии, но не ограничена этим и может быть сформирована в виде прерывистой прямой линии, имеющей местами прерывистые участки, или может быть сформирована в виде непрерывной или прерывистой кривой линии.
[0129]
Как проиллюстрировано на фиг.17, в подгузнике 10 место, в котором концевая часть 21Е1 верхнего листа 21 прикреплена к листовому материалу 27, образующему манжету 26, защищающую от утечки, - то есть местоположение соединенной зоны 28 - соответствует месту ВР, соответствующему границе между центральной зоной СТ и боковой зоной ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24. В подгузнике 10 на виде в разрезе, проиллюстрированном на фиг.17, местоположение соединенной зоны 28 и место ВР, соответствующее границе, предпочтительно «перекрываются» в направлении толщины Z изделия.
[0130]
Как проиллюстрировано на фиг.17, в подгузнике 10 листовой материал 27 в состоянии, в котором он сложен вдвое, имеет линию сгиба, расположенную с внутренней стороны в боковом направлении Х изделия, и нитевидные эластичные элементы 29а закреплены в их растянутом состоянии внутри по отношению к положению линии сгиба. Стягивание эластичных элементов 29а вызывает подъем манжеты 26, защищающей от утечки, по направлению к стороне кожи носителя при ношении подгузника 10.
[0131]
Кроме того, как проиллюстрировано на фиг.17, в подгузнике 10 помимо нитевидных эластичных элементов 29а нитевидный эластичный элемент 29b закреплен в его растянутом состоянии внутри листового материала 27, сложенного вдвое и образующего манжету 26, защищающую от утечки. Эластичный элемент 29b расположен между соединенной зоной 28 и нитевидными эластичными элементами 29а в манжете 6, защищающей от утечки, и расположен на всей протяженности манжеты 26, защищающей от утечки, в продольном направлении Y изделия. Нитевидный эластичный элемент 29b расположен в месте, находящемся снаружи в боковом направлении Х изделия по отношению к описанному позднее, нитевидному эластичному элементу 29с, расположенному у боковой стороны впитывающего элемента 23 при развернутом состоянии подгузника 1.
[0132]
Кроме того, как проиллюстрировано на фиг.17, в подгузнике 10 эластичный элемент 29с предусмотрен для каждой из боковых краевых частей впитывающего элемента 23, которые проходят вдоль продольного направления Y изделия, и расположен в его растянутом состоянии вдоль боковой краевой части. Эластичный элемент 29с расположен на всей определяемой в продольном направлении Y изделия длине листообразного изделия 1, которое представляет собой впитывающую сердцевину 24. Эластичный элемент 29с расположен между листом 25 для обертывания сердцевины, образующим впитывающий элемент 23, и верхним листом 21 и присоединен к обоим листам. Стягивающее усилие, создаваемое эластичным элементом 29с, вызывает подъем впитывающего элемента 23, расположенного в каждой боковой зоне ST впитывающей сердцевины 24, по направлению к стороне кожи носителя.
[0133]
Составляющие материалы в различных частях вышеупомянутого одноразового подгузника 10 описаны ниже.
В качестве составляющих материалов в различных частях материалы, обычно используемые в данной области техники, могут быть использованы без особого ограничения.
Например, в качестве верхнего листа 21 можно использовать гидрофильный проницаемый для жидкостей, нетканый материал или пористую пленку. В качестве заднего листа 22 можно использовать не проницаемый для жидкостей материал или водоотталкивающий материал. В качестве материала, не проницаемого для жидкостей, можно использовать, например, полимерную пленку или ламинат из полимерной пленки и нетканого материала. В качестве водоотталкивающего материала можно использовать, например, водоотталкивающий нетканый материал. В качестве водоотталкивающего нетканого материала можно использовать описанный позднее, нетканый материал, используемый в качестве листового материала 27, образующего манжету 26, защищающую от утечки. В качестве листа 25 для обертывания сердцевины можно использовать, например, бумажную кальку (санитарно-гигиеническую бумагу), изготовленную мокрым способом изготовления бумаги, или проницаемый для жидкостей, нетканый материал.
[0134]
В качестве листового материала 27, образующего манжету 26, защищающую от утечки, можно использовать, например, композиционный нетканый материал с многослойной структурой, включающей в себя слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, нетканый материал фильерного способа производства, термоскрепленный нетканый материал или нетканый материал, скрепленный пропусканием воздуха насквозь. По соображениям, связанным с мягкостью и водостойкостью, предпочтителен нетканый материал с многослойной структурой, образованный из слоев, полученных фильерным способом производства и аэродинамическим способом из расплава.
[0135]
Внутренний лист 31 и наружный лист 32, образующие наружный покрывающий элемент 30, предпочтительно образованы из одинаковых или разных воздухопроницаемых листов, таких как нетканые материалы, изготовленные в соответствии с одним из различных способов. Например, нетканые материалы фильерного способа производства предпочтительно используются для внутреннего листа 31 и наружного листа 32.
[0136]
Нитевидные эластичные элементы 29а, 29b, 29с, используемые во впитывающем комплекте 20, могут быть предпочтительно выполнены с формой резиновых нитей или резиновых полосок с заданной шириной (таких как резиновые ленты) и особенно предпочтительно выполнены в виде резиновых нитей. Аналогичным образом, нитевидные эластичные элементы 33 (поясные эластичные элементы 33W, эластичные элементы 33L для ног и расположенные ниже пояса, эластичные элементы 33D), используемые в наружном покрывающем элементе 30, могут быть предпочтительно выполнены с формой резиновых нитей или резиновых полосок с заданной шириной (таких как резиновые ленты) и особенно предпочтительно выполнены в виде резиновых нитей. Примеры материалов для эластичных элементов 29а, 29b, 29с и эластичных элементов 33 (поясных эластичных элементов 33W, эластичных элементов 33L для ног и расположенных ниже пояса, эластичных элементов 33D) включают натуральный каучук, синтетический каучук, такой как бутадиенстирольный, бутадиеновый, изопреновый и неопреновый, сополимер этилена и винилацетата (EVA), растяжимые полиолефины и уретан.
[0137]
Ниже описаны эффекты от использования вышеупомянутого подгузника 10 по данному варианту осуществления изобретения.
Как проиллюстрировано на фиг.12 и 13, в подгузнике 10 впитывающая сердцевина 24 впитывающего элемента 23 сформирована из листообразного изделия 1, включающего в себя множество впитывающих секций 4, предусмотренных с водопоглощающим полимером 3. Кроме того, как проиллюстрировано на фиг.14, в каждой боковой зоне ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия. Кроме того, как проиллюстрировано на фиг.17, верхний лист 21 закрывает всю поверхность, представляющую собой обращенную к коже поверхность впитывающего элемента 23, и включает в себя выступающие части 21Е, выступающие наружу в боковом направлении Х изделия от соответствующих боковых краевых частей впитывающего элемента 23, при этом: выступающие части 21Е загнуты по направлению к стороне не обращенной к коже поверхности впитывающего элемента 23 и соответственно закрывают не обращенную к коже поверхность впитывающего элемента 23, расположенную в соответствующих боковых зонах ST впитывающей сердцевины 24, и концевая часть 21Е1 каждой выступающей части 21Е прикреплена к составляющему элементу впитывающего изделия, расположенному рядом с выступающей частью, в соединенной зоне 28. Поскольку впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в боковом направлении Х изделия, и верхний лист 2 расположен так, что он окружает боковые зоны ST листообразного изделия 1, в которых расположены впитывающие секции 4, боковые части впитывающего элемента 23, которые соответствуют соответствующим боковым зонам ST, легко поднимаются при ношении подгузника, как проиллюстрировано на фиг.18, в результате чего улучшаются прилегаемость и способность к предотвращению утечки в промежностной части С и подавляется дискомфорт для носителя при ношении подгузника.
[0138]
Кроме того, как проиллюстрировано на фиг.18, в подгузнике 10 нитевидные эластичные элементы 29а прикреплены в их растянутом состоянии рядом с местом расположения линии сгибания вдвое каждого листового материала 27, образующего манжету 26, защищающую от утечки. Таким образом, стягивание эластичных элементов 29а вызывает подъем манжет 26, защищающих от утечки, в результате чего дополнительно облегчается подъем впитывающего элемента в боковых частях впитывающего элемента 23. Кроме того, в подгузнике 10, как проиллюстрировано на фиг.18, эластичный элемент 29с предусмотрен в его растянутом состоянии для каждой из боковых краевых частей впитывающего элемента 23. Таким образом, стягивающее усилие, создаваемое эластичным элементом 29с, вызывает дополнительный подъем впитывающего элемента 23, расположенного в каждой боковой зоне ST впитывающей сердцевины 24, по направлению к стороне кожи носителя. Кроме того, в подгузнике 10, как проиллюстрировано на фиг.18, нитевидный эластичный элемент 29b расположен в месте, находящемся снаружи в боковом направлении Х изделия по отношению к эластичному элементу 29с. Следовательно, дополнительно облегчается подъем впитывающего элемента 23, расположенного в каждой боковой зоне ST.
[0139]
Кроме того, в подгузнике 10, как проиллюстрировано на фиг.17, место (соединенная зона 28), в котором концевая часть 21Е1 верхнего листа 21 прикреплена к листовому материалу 27, образующему манжету 26, защищающую от утечки, соответствует месту ВР, соответствующему границе между центральной зоной СТ и боковой зоной ST листообразного изделия 1, которое представляет собой впитывающую сердцевину 24. Таким образом, дополнительно облегчается подъем впитывающего элемента в каждой боковой части впитывающего элемента 23.
[0140]
Кроме того, в подгузнике 10, как проиллюстрировано на фиг.14, в центральной зоне СТ листообразного изделия 1, которое представляет собой впитывающую сердцевину 24, впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в продольном направлении Y изделия. Таким образом, при ношении подгузника 10 часть во впитывающем комплекте 20, соответствующая центральной зоне СТ, может легко прилегать на ширине промежности носителя. Кроме того, выделяемая организмом, текучая среда легко диффундирует в продольном направлении Y изделия в центральной зоне СТ листообразного изделия 1, и поэтому все листообразное изделие 1 может предпочтительно использоваться, в результате чего улучшается характеристика впитывания.
[0141]
Кроме того, как проиллюстрировано на фиг.16, в листообразном изделии 1, которое представляет собой впитывающую сердцевину 24 в подгузнике 10, в состоянии после набухания частицы 3 водопоглощающего полимера разбухают за пределы боковых краевых частей 2s длинной базовой части 2 (см. частицу 3а водопоглощающего полимера на фиг.16), и положения частиц 3 водопоглощающего полимера в направлении толщины (направлении Z; направлении z1) в длинной базовой части 2 отличаются от их положений перед впитыванием жидкости. Таким образом, даже когда частицы 3, 3 водопоглощающего полимера, которые разбухли за пределы боковых краевых частей 2s соответствующих длинных базовых частей 2 соседних впитывающих секций 4, 4, входят в контакт друг с другом, когда частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, как проиллюстрировано на фиг.16, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z; направлении z1), что обеспечивает возможность уменьшения столкновений между набухшими частицами 3, 3 водопоглощающего полимера и уменьшения давления, действующего на набухшие частицы 3 водопоглощающего полимера, в результате чего подавляется воспрепятствование впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера. Таким образом, в листообразном изделии 1, которое представляет собой впитывающую сердцевину 24, уменьшается вероятность того, что частицы 3 водопоглощающего полимера будут вызывать воспрепятствование набуханию, когда частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, и обеспечивается возможность полного использования впитывающей способности частиц 3 водопоглощающего полимера. Таким образом, впитывающая способность подгузника 10 легко улучшается. В частности, поскольку в листообразном изделии 1 в подгузнике 10 между впитывающими секциями 4, 4, соседними друг с другом, отсутствует какой-либо промежуточный элемент, впитывающие секции 4 могут легко перемещаться, что в еще большей степени облегчает достижение вышеупомянутых эффектов.
[0142]
Кроме того, в листообразном изделии 1 в подгузнике 10 в состоянии после набухания, проиллюстрированном на фиг.16, соответствующие положения длинных базовых частей 2, образующих соседние впитывающие секции 4, изменяются в направлении толщины (направлении Z; направлении z1). Таким образом, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z; направлении z1), что позволяет легко уменьшить столкновения между набухшими частицами 3, 3 водопоглощающего полимера и уменьшить давление, действующее на набухшие частицы 3 водопоглощающего полимера, в результате чего подавляется воспрепятствование впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера.
[0143]
По соображениям, связанным с дополнительным подавлением воспрепятствования набуханию частиц 3 водопоглощающего полимера за счет обеспечения разбухания частиц 3 водопоглощающего полимера в набухшем состоянии за пределы боковых краевых частей 2s длинных базовых частей 2 и обеспечения свободного перемещения соседних впитывающих секций 4, 4 в направлении толщины (направлении Z; направлении z1), предпочтительно, чтобы в листообразном изделии 1 в подгузнике 10 в состоянии перед использованием, проиллюстрированном на фиг.15, частицы 3 водопоглощающего полимера были расположены вблизи боковых краевых частей 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления y1), и более предпочтительно, чтобы частицы 3 водопоглощающего полимера выступали за пределы боковых краевых частей 2s длинной базовой части 2 (см. частицу 3b водопоглощающего полимера, проиллюстрированную на фиг.15).
[0144]
В частности, по соображениям, связанным с дополнительным подавлением воспрепятствования набуханию частиц 3 водопоглощающего полимера за счет обеспечения разбухания частиц 3 водопоглощающего полимера в набухшем состоянии за пределы боковых краевых частей 2s длинных базовых частей 2 и обеспечения свободного перемещения соседних впитывающих секций 4, 4 в направлении толщины (направлении Z; направлении z1), предпочтительно, чтобы в центральной зоне СТ листообразного изделия 1 расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления y1), было больше среднего размера частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) и меньше среднего размера частиц 3 водопоглощающего полимера в состоянии после набухания. В данном документе «расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2» синонимично ширине (W2С) длинной базовой части 2. Предпочтительно, чтобы средний размер частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) предпочтительно составлял 20 мкм или более, более предпочтительно 200 мкм или более и предпочтительно 700 мкм или менее, более предпочтительно 500 мкм или менее и, более конкретно, предпочтительно от 20 до 700 мкм, более предпочтительно от 200 до 500 мкм. С другой стороны, средний размер частиц 3 водопоглощающего полимера в состоянии после набухания предпочтительно составляет 200 мкм или более, более предпочтительно 800 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее и, более конкретно, предпочтительно от 200 до 3000 мкм, более предпочтительно от 800 до 2000 мкм. Средний размер частиц 3 водопоглощающего полимера определяют в соответствии с нижеприведенным методом измерения.
[0145]
{Метод определения среднего размера d1 частиц водопоглощающего полимера в состоянии перед использованием}
Средний размер d1 частиц в состоянии перед использованием определяли, используя частицы водопоглощающего полимера перед использованием, путем определения диаметра или большой оси частиц водопоглощающего полимера посредством оптического микроскопа. В данном документе «диаметр» применяется для случаев, когда частица водопоглощающего полимера является сферической, и «большая ось» применяется для случаев, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц определяют как средний размер d1 частиц водопоглощающего полимера в состоянии перед использованием.
[0146]
{Метод определения среднего размера d2 частиц водопоглощающего полимера в состоянии после набухания}
Средний размер d2 частиц в состоянии после набухания определяли путем: погружения листообразного изделия 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°C; извлечения листообразного изделия 1 из физиологического солевого раствора через 1 час после начала погружения; стекания жидкости из листообразного изделия посредством подвешивания его в вертикальном состоянии на 30 минут и последующего определения посредством оптического микроскопа диаметра или большой оси частиц водопоглощающего полимера на поверхности длинных базовых частей 2. В данном документе «диаметр» применяется для случаев, когда частица водопоглощающего полимера является сферической, и «большая ось» применяется для случаев, когда частица водопоглощающего полимера имеет некруглую форму, такую как ромбическая, прямоугольная, подобная скоплению, или форму футбольного мяча. Диаметр или большую ось измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный размер частиц может быть определен как средний размер частиц водопоглощающего полимера в состоянии после набухания.
[0147]
Далее, предпочтительный вариант осуществления способа изготовления листообразного изделия, используемого в одноразовом подгузнике 10, который представляет собой вариант осуществления изобретения, описан со ссылкой на фиг.19 в соответствии с примером изготовления листообразного изделия 1, имеющего вышеописанную конфигурацию. Фиг.19 иллюстрирует устройство 100 для изготовления, соответственно используемое для способа изготовления по данному варианту осуществления. Устройство 100 для изготовления по данному варианту осуществления включает в себя - в нижеуказанном порядке от входной стороны к выходной стороне по отношению к этапам изготовления: устройство 110 разрезания базового листа, устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера. Следует отметить, что, несмотря на то, что в устройстве 100 для изготовления, проиллюстрированном на фиг.19, используется устройство, в котором устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера интегрированы, устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера необязательно должны быть интегрированы. В интегрированном устройстве устройство 120 нанесения адгезива расположено с входной стороны интегрированного устройства, и устройство 130 диспергирования водопоглощающего полимера расположено с выходной стороны интегрированного устройства.
[0148]
Устройство 110 разрезания базового листа представляет собой зону для образования множества длинных базовых частей 2 посредством разрезания непрерывного базового листа 2b, который представляет собой материал для длинных базовых частей 2. Любое из различных известных резальных устройств может быть использовано без особого ограничения для разрезания базового листа 2b. Как проиллюстрировано на фиг.19, в данном устройстве 100 для изготовления используется: комплект, образующий резальное устройство 113, проиллюстрированное на фиг.20, и включающий в себя ротационный резак 111b, имеющий множество режущих ножей 111а, 111а, 111а, …, расположенных на его окружной периферийной поверхности, и приемный ролик 112, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 111b, и комплект, образующий резальное устройство 117, проиллюстрированное на фиг.21, и включающий в себя ротационный резак 115b, имеющий множество режущих ножей 115а, 115а, 115а, …, расположенных на его окружной периферийной поверхности, и приемный ролик 116, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 115b.
[0149]
Как проиллюстрировано на фиг.20, расположенное с входной стороны, резальное устройство 113 включает в себя множество режущих ножей 111а, 111а, 111а, …, расположенных в каждой из соответствующих частей, концевых в аксиальном направлении ролика, так, что они соответствуют соответствующим боковым сторонам, проходящим вдоль направления транспортирования (направления Yd1) базового листа 2b. Режущие ножи 111а, 111а, 111а, … расположены с интервалами между ними в направлении вдоль окружности ролика, и направление каждого ножа проходит в направлении (направлении Xd1), ортогональном к направлению транспортирования (направлению Yd1) непрерывного базового листа 2b. Расстояние между режущими ножами 111а, 111а, соседними друг с другом в направлении вдоль окружности ролика, соответствует ширине W2S (см. фиг.14) длинной базовой части 2, которая должна быть образована в каждой боковой зоне ST. В данном случае направление транспортирования (направление Yd1) базового листа 2b соответствует продольному направлению Y изделия в листообразном изделии 1, которое должно быть изготовлено, и ортогональное направление (направление Xd1) соответствует боковому направлению Х изделия в листообразном изделии 1, которое должно быть изготовлено. Следует отметить, что для разрезания базового листа 2b можно использовать лазерное устройство, которое выполняет расплавление и разрезание посредством облучения лазерным лучом.
[0150]
Как и в листообразном изделии 1, проиллюстрированном на фиг.14, в случаях, когда листообразное изделие 1 включает в себя соответствующие зоны NT2 без прорезей в обеих частях, концевых в боковом направлении Х изделия, часть 114 без размещения, в которой не расположен никакой режущий нож 111а, может быть образована на окружной периферийной поверхности ролика, как проиллюстрировано, например, на фиг.20. Длина дуги, соответствующая части 114 без размещения, на окружной периферийной поверхности ролика, имеющего вращающиеся режущие ножи 111а, соответствует длине, равной общей определяемой в продольном направлении Y изделия длине зон NT1 без прорезей, расположенных в обеих частях, концевых в продольном направлении Y изделия, в листообразном изделии 1, проиллюстрированном на фиг.14. Следует отметить, что длина режущего ножа 111а в аксиальном направлении ролика соответствует определяемой в продольном направлении (направлении y1) длине L2S (см. фиг.14) длинной базовой части 2 в каждой боковой зоне ST листообразного изделия 1, проиллюстрированного на фиг.14. Кроме того, в случаях, когда листообразное изделие 1 включает в себя зоны NT2 без прорезей на обеих боковых сторонах, проходящих вдоль продольного направления Y изделия, можно использовать режущие ножи 111а, которые имеют такую длину в аксиальном направлении ролика, при которой они не доходят до соответствующих мест, соответствующих зонам NT2 без прорезей.
[0151]
Расположенное с выходной стороны, резальное устройство 117 представляет собой резальное устройство 117, включающее в себя: множество режущих ножей 115а, 115а, 115а, …, соответствующих зоне, центральной в направлении транспортирования (направлении Yd1) базового листа 2b, как проиллюстрировано на фиг.21, и приемный ролик 116, который расположен напротив всех режущих ножей 115а, 115а, 115а, … и имеет ровную окружную периферийную поверхность. Режущие ножи 115а, 115а, 115а, … резального устройства 117 расположены так, что они соответствуют направлению (направлению Xd1), ортогональному к направлению транспортирования (направлению Yd1) непрерывного базового листа 2b. Расстояние между режущими ножами 115а, 115а, соседними друг с другом в ортогональном направлении (направлении Xd1), соответствует ширине W2С (см. фиг.14) длинной базовой части 2, которая должна быть образована в центральной зоне СT. Следует отметить, что для разрезания базового листа 2b можно использовать: резальное устройство, в котором используется способ резки ножницами, при котором разрезание обеспечивается посредством трения боковых поверхностей верхнего ножа и нижнего ножа друг о друга, или лазерное устройство, которое выполняет расплавление и разрезание посредством облучения лазерным лучом.
[0152]
Как и в листообразном изделии 1, проиллюстрированном на фиг.14, в случаях, когда листообразное изделие 1 включает в себя соответствующие зоны NT1 без прорезей в обеих частях, концевых в продольном направлении Y изделия, часть 118 без размещения, в которой не расположен никакой режущий нож 115а, может быть образована на окружной периферийной поверхности ролика, как проиллюстрировано, например, на фиг.21. Длина дуги, соответствующая части 118 без размещения, на окружной периферийной поверхности вращающихся режущих ножей 115а соответствует длине, равной общей определяемой в продольном направлении Y изделия длине зон NT1 без прорезей в листообразном изделии 1, проиллюстрированном на фиг.14. Можно подготовить множество режущих ножей 115а, 115а, 115а, …, каждый из которых имеет такую зону 118 без размещения, и выровнять положения соответствующих частей 118, 118 без размещения на режущих ножах 115а, соседних друг с другом в направлении Xd1. Следует отметить, что длина дуги ни участке, не включающем зону 118 без размещения, на наружной периферии каждого вращающегося режущего ножа 115а соответствует определяемой в продольном направлении (направлении y1) длине L2С (см. фиг.14) длинной базовой части 2 в центральной зоне СT листообразного изделия 1, проиллюстрированного на фиг.14.
[0153]
Устройство 120 нанесения адгезива, которое расположено по ходу за устройством 110 разрезания базового листа, представляет собой зону нанесения адгезива 5 на поверхность одной стороны (верхнюю поверхность) соответствующих длинных базовых частей 2. Как проиллюстрировано на фиг.19, устройство 100 для изготовления включает в себя аппликаторную головку 121. Любое из различных известных устройств нанесения может быть использовано без особого ограничения в качестве аппликаторной головки 121. Аппликаторная головка 121 образована с длиной в направлении Хd1, соответствующей ширине (длине в боковом направлении Х изделия)) впитывающей зоны АТ листообразного изделия 1. Аппликаторная головка 121 с вышеуказанной конфигурацией расположена над одной стороной (верхней поверхностью) длинных базовых частей 2 на расстоянии от нее.
[0154]
Устройство 130 диспергирования водопоглощающего полимера, которое расположено по ходу за устройством 120 нанесения адгезива, представляет собой зону диспергирования частиц 3 водопоглощающего полимера на поверхности данной одной стороны (верхней поверхности) длинных базовых частей 2 для формирования посредством этого впитывающих секций 4. Как проиллюстрировано на фиг.19, устройство 100 для изготовления включает в себя устройство 131 ввода водопоглощающего полимера. В качестве устройства 131 ввода водопоглощающего полимера любое из различных известных устройств ввода может быть использовано без особого ограничения. Устройство 131 ввода водопоглощающего полимера образовано с длиной в направлении Хd1, соответствующей ширине (длине в боковом направлении Х изделия) впитывающей зоны АТ листообразного изделия 1. Устройство 131 ввода водопоглощающего полимера с вышеуказанной конфигурацией расположено над данной одной стороной (верхней поверхностью) длинных базовых частей 2 на расстоянии от нее.
[0155]
В устройстве 100 для изготовления, проиллюстрированном на фиг.19, вакуумный конвейер 141 расположен в месте напротив устройства, в котором интегрированы устройство 120 нанесения адгезива и устройство 130 диспергирования водопоглощающего полимера, и со стороны нижней поверхности множества транспортируемых длинных базовых частей 2. Вакуумный конвейер 141 включает в себя бесконечную воздухопроницаемую ленту 144, которая охватывает ведущий ролик 142 и множество ведомых роликов 143, и вакуумную камеру 145, расположенную в месте напротив вышеупомянутого интегрированного устройства с другой стороны воздухопроницаемой ленты 144. Множество длинных базовых частей 2, которые были образованы путем разрезания базового листа 2b посредством устройства 110 разрезания базового листа, вводятся на вакуумный конвейер 141.
[0156]
Устройство 100 для изготовления, проиллюстрированное на фиг.19, включает в себя: ведущий ролик 151, который обеспечивает разматывание базового листа 2b из исходного рулона текстильного материала непрерывного базового листа 2b, и ведущий ролик 152, расположенный у самого выхода, который обеспечивает транспортирование материала-предшественника 1b листообразного изделия 1, который был изготовлен.
[0157]
Далее будет описан способ непрерывного изготовления листообразных изделий 1 при использовании вышеупомянутого устройства 100 для изготовления по данному варианту осуществления, то есть вариант осуществления способа изготовления листообразного изделия 1, используемого в одноразовом подгузнике 10, который представляет собой вариант осуществления изобретения.
Способ изготовления листообразного изделия 1, в котором используется устройство 100 для изготовления, включает: этап разрезания для разрезания непрерывного базового листа 2b для образования множества длинных базовых частей 2 посредством этого и этап диспергирования частиц водопоглощающего полимера для диспергирования частиц 3 водопоглощающего полимера после этапа разрезания. В данном варианте осуществления этап нанесения адгезива для нанесения адгезива 5 предусмотрен перед этапом диспергирования частиц водопоглощающего полимера. Более конкретно, способ изготовления листообразного изделия 1, в котором используется устройство 100 для изготовления, включает этап нанесения адгезива после этапа разрезания и этап диспергирования частиц водопоглощающего полимера после этапа нанесения адгезива.
[0158]
Сначала, перед выполнением этапа разрезания, во внутреннем пространстве вакуумной камеры 145 создают отрицательное давление, приводя в действие откачивающее устройство, соединенное с ним.
[0159]
Далее, приводят в действие ведущие ролики 151 и 152, приводят во вращение резальное устройство 113 и воздухопроницаемую ленту 144, и приводят в действие вакуумный конвейер 141. Затем базовый лист 2b разматывают посредством ведущего ролика 151 из исходного рулона текстильного материала непрерывного базового листа 2b, и базовый лист 2b подают между приемным роликом 112 и роликом, включающим в себя множество режущих ножей 111а, а также между приемным роликом 116 и режущими ножами 115а в резальном устройстве 113 устройства 110 разрезания базового листа для разрезания непрерывного базового листа 2b и образования множества длинных базовых частей 2 (этап разрезания). В способе изготовления листообразного изделия 1, в котором используется устройство 100 для изготовления, непрерывный базовый лист 2b сначала разрезают посредством его подачи между приемным роликом 112 и роликом, включающим в себя множество режущих ножей 111а, и затем разрезают посредством его подачи между приемным роликом 116 и режущими ножами 115а для преобразования базового листа 2b посредством этого в множество длинных базовых частей 2. Тем не менее, длинные базовые части 2 могут быть образованы посредством подачи и разрезания базового листа между приемным роликом 116 и режущими ножами 115а и последующих подачи и разрезания базового листа между приемным роликом 112 и роликом, включающим в себя множество режущих ножей 111а.
[0160]
В варианте осуществления, в котором используется резальное устройство 113, расположенное с входной стороны и проиллюстрированное на фиг.20, множество режущих ножей 111а, 111а, 111а, … расположены в обеих частях, концевых в аксиальном направлении ролика, и направление каждого режущего ножа 111а, расположенного в каждой части, концевой в аксиальном направлении ролика, проходит вдоль направления (направления Xd1), ортогонального к направлению транспортирования (направлению Yd1) непрерывного базового листа 2b. Таким образом, непрерывный базовый лист 2b разрезают в обеих боковых зонах, которые проходят вдоль направления транспортирования (направления Yd1) базового листа 2b, и множество длинных базовых частей 2 образуются посредством разрезания базового листа в множестве частей в обеих боковых зонах вдоль ортогонального направления (направления Xd1) с интервалами между ними в направлении транспортирования (направлении Yd1). Части, разрезанные режущими ножами 111а, становятся боковыми краевыми частями 2s соответствующих длинных базовых частей 2, расположенных в боковых зонах ST.
[0161]
В данном варианте осуществления, в котором используется устройство 100 для изготовления, часть 114 без размещения, в которой не размещен никакой режущий нож 111а, образована на окружной периферийной поверхности в обеих частях, концевых в аксиальном направлении ролика. Следовательно, неразрезанная часть NTb с длиной, равной общей определяемой в продольном направлении Y изделия длине зон NT1 без прорезей, образуется с промежутками в транспортируемом непрерывном базовом листе 2b. Множество длинных базовых частей 2, образованных в обеих боковых зонах посредством расположенного с входной стороны, резального устройства 113 на этапе разрезания, образованы параллельно ортогональному направлению (направлению Xd1) и расположены рядом друг с другом в направлении транспортирования (направлении Yd1).
[0162]
Далее, в варианте осуществления, в котором используется резальное устройство 117, расположенное с выходной стороны и проиллюстрированное на фиг.21, множество режущих ножей 115а расположены в зоне, центральной в направлении транспортирования (направлении Yd1) базового листа 2b, и каждый режущий нож 115а расположен так, чтобы он соответствовал направлению (направлению Xd1), ортогональному к направлению транспортирования (направлению Yd1) непрерывного базового листа 2b. Таким образом, непрерывный базовый лист 2b разрезают в центральной зоне, и множество длинных базовых частей 2 образуются посредством разрезания базового листа в множестве частей в центральной зоне вдоль направления транспортирования (направления Yd1) с интервалами между ними в ортогональном направлении (направлении Xd1). Части, разрезанные режущими ножами 115а, становятся боковыми краевыми частями 2s соответствующих длинных базовых частей 2, расположенных в центральной зоне СT.
[0163]
В данном варианте осуществления, в котором используется устройство 100 для изготовления, каждый режущий нож 115а имеет часть 118 без размещения. При согласовании положений соответствующих частей 118 без размещения с неразрезанной частью NTb, образованной посредством расположенного с входной стороны, резального устройства 113, неразрезанная часть NTb с длиной, равной общей определяемой в продольном направлении Y изделия длине зон NT1 без прорезей, образуется с промежутками в транспортируемом непрерывном базовом листе 2b. Множество длинных базовых частей 2, образованных в центральной зоне посредством расположенного с выходной стороны, резального устройства 117 на этапе разрезания, образованы параллельно направлению транспортирования (направлению Yd1) и расположены рядом друг с другом в ортогональном направлении (направлении Xd1).
[0164]
Далее, адгезив 5 наносят на поверхность одной стороны длинных базовых частей 2, которые были образованы на этапе разрезания (этап нанесения адгезива). В данном варианте осуществления, в котором используется устройство 100 для изготовления, во время транспортирования длинных базовых частей 2, которые были образованы на этапе разрезания, посредством вакуумного конвейера 141 и размещения их над вакуумной камерой 145 аппликаторная головка 121 устройства 120 нанесения адгезива наносит адгезив 5 с промежутками на поверхность данной одной стороны (верхнюю поверхность) длинных базовых частей 2, образованных рядом друг с другом в ортогональном направлении (направлении Хd1), за исключением неразрезанных частей NTb.
[0165]
Далее, частицы 3 водопоглощающего полимера диспергируют на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) длинных базовых частей 2, образованных на этапе нанесения адгезива (этап диспергирования частиц водопоглощающего полимера). В данном варианте осуществления, в котором используется устройство 100 для изготовления, во время транспортирования длинных базовых частей 2, которые имеют адгезив 5, нанесенный на поверхность данной одной стороны (верхнюю поверхность) на этапе нанесения адгезива, посредством вакуумного конвейера 141 и их размещения над вакуумной камерой 145 устройство 131 ввода водопоглощающего полимера в устройстве 130 диспергирования водопоглощающего полимера диспергирует частицы 3 водопоглощающего полимера на адгезиве 5, нанесенном на поверхность данной одной стороны (верхнюю поверхность) длинных базовых частей 2, расположенных рядом друг с другом, за исключением диспергирования в неразрезанных частях NTb. При диспергировании частиц 3 водопоглощающего полимера так, как описано выше, формируется множество впитывающих секций 4, в которых частицы 3 водопоглощающего полимера прикреплены к поверхности соответствующих длинных базовых частей 2 посредством адгезива 5.
[0166]
В листообразном изделии 1 частицы 3 водопоглощающего полимера прикреплены к поверхностям обеих сторон (верхней и нижней поверхностям) соответствующих длинных базовых частей 2. Таким образом, устройство 100 для изготовления, проиллюстрированное на фиг.15, может быть использовано для: прикрепления сначала частиц 3 водопоглощающего полимера к поверхности одной стороны (верхней поверхности) соответствующих длинных базовых частей 2, последующего переворачивания длинных базовых частей 2 посредством ролика для переворачивания, последующего диспергирования и прикрепления частиц 3 водопоглощающего полимера на поверхности другой стороны (нижней поверхности) соответствующих длинных базовых частей 2 при использовании отдельного устройства 130 диспергирования водопоглощающего полимера, чтобы посредством этого изготовить листообразное изделие.
[0167]
Материал-предшественник 1b листообразного изделия образуют в соответствии с вышеизложенным. В материале-предшественнике 1b листообразного изделия 1, образованном так, как описано выше, впитывающие секции 4, сформированные в центральной зоне, расположены так, что их продольное направление (направление y1) ориентировано в направлении транспортирования (направлении Yd1), и впитывающие секции 4, сформированные в боковых зонах, расположены так, что их продольное направление (направление y1) ориентировано в ортогональном направлении (направлении Хd1).
[0168]
После этого материал-предшественник 1b листообразного изделия 1 транспортируют дальше посредством ведущего ролика 152, и, используя известное резальное устройство (непроиллюстрированное), материал-предшественник 1b разрезают в каждом месте, находящемся на половине длины неразрезанной части NTb, определяемой в направлении транспортирования (направлении Yd1). Таким образом, непрерывно изготавливают листообразные изделия 1, каждое из которых включает в себя соответствующие зоны NT без прорезей в обеих частях, концевых в продольном направлении Y изделия. Посредством варианта осуществления, в котором используется устройство 100 для изготовления, можно изготавливать листообразные изделия 1 стабильно и эффективно.
[0169]
Кроме того, в соответствии с вариантом осуществления, в котором используется устройство 100 для изготовления, сначала длинные базовые части 2 с одинаковой шириной образуют, используя множество режущих ножей 111a, 111a, 111a, … или множество режущих ножей 115a, 115a, 115a, …, и затем адгезив 5 наносят на поверхность одной стороны (верхнюю поверхность) соответствующих длинных базовых частей 2. Таким образом, изготовленное листообразное изделие 1, скорее всего, будет иметь такую конфигурацию, что длинные базовые части 2, 2 впитывающих секций, которые образованы соседними друг с другом в боковом направлении (направлении х1) в центральной зоне СТ или боковых зонах ST, будут смежными/прилегающими на всей их протяженности. Подобные листообразные изделия 1 могут быть изготовлены стабильно и эффективно.
[0170]
Одноразовый подгузник 10, который представляет собой вариант осуществления изобретения, может быть изготовлен аналогично известным способам изготовления натягиваемых одноразовых подгузников в соответствии с так называемой системой с поперечным потоком за исключением того, что листообразное изделие 1, изготовленное при использовании устройства 100 для изготовления, используется в качестве впитывающей сердцевины 24. Например, при непрерывном транспортировании листообразных изделий 1 так, чтобы их продольное направление проходило в направлении потока (продольного потока), каждое листообразное изделие полностью закрывают непрерывным листом 25 для обертывания сердцевины для формирования непрерывной ленты впитывающих элементов 23, в которой листообразные изделия 1 расположены с промежутками в направлении потока. После этого верхнюю поверхность непрерывной ленты впитывающих элементов 23 закрывают элементом с верхним листом, который сформирован посредством прикрепления листовых материалов 27 к соответствующим боковым сторонам непрерывного верхнего листа 21, при этом каждый листовой материал 27 был сложен и имеет непрерывные нитевидные эластичные элементы 29а, 29b, 29с, размещенные в нем. Кроме того, нижнюю поверхность непрерывной ленты впитывающих элементов 23 закрывают непрерывным задним листом 22. Затем обе боковые стороны элемента с верхним листом, которые проходят вдоль направления потока (продольного потока), загибают вниз на сторону нижней поверхности непрерывной ленты впитывающих элементов 23, и данные составляющие элементы скрепляют вместе. Затем листообразные изделия 1, соседние друг с другом в направлении потока (продольного потока), отделяют друг от друга посредством выполнения разрезания между ними для непрерывного изготовления впитывающих комплектов 20 в направлении потока (продольного потока). После этого каждый из впитывающих комплектов 20 поворачивают на 90 градусов и прикрепляют посредством адгезива, такого как термоплавкий адгезив, на внутреннем листе 31 непрерывного наружного покрывающего элемента 30, изготовленного в отдельном процессе, для формирования посредством этого непрерывной ленты подгузников 1. Далее, отверстия для ног образуют внутри кольцеобразных частей, кольцеобразно окруженных эластичными элементами 33L для ног, в непрерывной ленте наружного покрывающего элемента 30, на которой были размещены впитывающие комплекты 20. Далее, обе проходящие в направлении потока, боковые стороны непрерывной ленты наружного покрывающего элемента 30 накладывают друг на друга для складывания непрерывной ленты наружного покрывающего элемента 30 и каждого из впитывающих комплектов 20 вдвое. После этого боковые швы S образуют с промежутками, и затем выполняют разрезание в зоне каждого из боковых швов S, чтобы посредством этого непрерывно изготавливать подгузники 1.
[0171]
Изобретение не ограничено вышеприведенными вариантами осуществления и может быть модифицировано соответствующим образом.
Как проиллюстрировано на фиг.13 и 14, вышеупомянутое листообразное изделие 1, которое представляет собой впитывающую сердцевину 24 подгузника 10, образовано посредством использования множества впитывающих секций 4, включающих в себя длинные базовые части 2 с постоянной шириной в центральной зоне СТ и обеих боковых зонах ST. Однако ширина длинной базовой части 2 может быть непостоянной. На виде в плане листообразного изделия 1 частицы 3 водопоглощающего полимера предпочтительно могут быть прикреплены при их неравномерном распределении, и в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является сравнительно высокой, расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2, которые проходят вдоль продольного направления (направления y1), может быть относительно коротким. Другими словами, если сравнить часть, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является большой, и часть, в которой поверхностная плотность мала, то расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2 в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 большая, может быть сделано более коротким, чем расстояние между обеими боковыми краевыми частями 2s, 2s длинной базовой части 2 в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 является малой. При использовании листообразного изделия 1 с вышеописанной конфигурацией, в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера 3 большая, облегчается свободное перемещение соседних впитывающих секций 4, 4 в направлении толщины (направлении Z; направлении z1), и листообразное изделие 1 с меньшей вероятностью становится жестким, а также можно обеспечить полное использование впитывающей способности частиц 3 водопоглощающего полимера, и впитывающая способность/характеристика листообразного изделия 1 легко повышается.
[0172]
Вышеупомянутое листообразное изделие 1 в подгузнике 10, проиллюстрированное на фиг.14, образовано так, что в центральной зоне СТ впитывающие секции 4 расположены так, что их продольное направление (направление y1) ориентировано в продольном направлении Y изделия в листообразном изделии 1, но впитывающие секции 4 могут быть расположены так, что их продольное направление (направление y1) будет ориентировано в боковом направлении Х изделия в листообразном изделии 1.
[0173]
В вышеупомянутом листообразном изделии 1 в подгузнике 10, проиллюстрированном на фиг.14, в каждой боковой зоне ST впитывающие секции 4 и длинные базовые части 2 проходят прямолинейно параллельно боковому направлению Х изделия, но их форма не ограничена при условии, что они проходят в боковом направлении Х изделия. Например, впитывающие секции 4 и длинные базовые части 2 могут проходить при неоднократном повторении S-образных конфигураций в боковом направлении Х изделия или могут проходить зигзагообразно вдоль бокового направления Х изделия.
[0174]
Кроме того, в подгузнике 10, проиллюстрированном на фиг.13 и 17, впитывающий комплект 20 включает в себя две манжеты 26, 26, защищающие от утечки, на соответствующих боковых сторонах, проходящих вдоль продольного направления Y изделия. Однако впитывающее изделие по изобретению необязательно должно включать в себя две манжеты 26, 26, защищающие от утечки. В случаях, когда не предусмотрено двух манжет 26, 26, защищающих от утечки, задний лист 22 или внутренний лист 31, образующий наружный покрывающий элемент 30, служит в качестве составляющего элемента впитывающего изделия на стороне поверхности, не обращенной к коже, к которому прикрепляется концевая часть 21Е1 каждой выступающей части 21Е верхнего листа 21.
[0175]
Кроме того, в вышеупомянутом способе изготовления листообразных изделий 1 по вышеприведенным вариантам осуществления этап нанесения адгезива предусмотрен после этапа разрезания и этап диспергирования водопоглощающего полимера предусмотрен после этапа нанесения адгезива, но в случаях, когда одна сторона базового листа 2b подлежит ворсованию, этап ворсования может быть предусмотрен вместо этапа нанесения адгезива. Этап ворсования может быть предусмотрен перед этапом разрезания. Примеры способов выполнения ворсования включают способы, описанные в JP 2012-092476 A и JP 2013-028891 A.
[0176]
Помимо вышеупомянутого одноразового подгузника 1 впитывающее изделие по изобретению может представлять собой изделие, используемое для впитывания и удерживания выделенной организмом, текучей среды, такой как моча или менструальная кровь. Впитывающие изделия включают, например, одноразовые подгузники раскрываемого типа, гигиенические прокладки и урологические прокладки, но не ограничены ими и охватывают в широком смысле изделия, используемые для впитывания жидкостей, выделенных из тела человека.
[0177]
В связи с вышеприведенными вариантами осуществления дополнительно раскрыты нижеуказанные листообразные изделия и впитывающие изделия.
[0178]
{1} Листообразное изделие для впитывающего изделия, при этом листообразное изделие содержит множество впитывающих секций,
при этом каждая впитывающая секция включает в себя
длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины; и
частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении, при этом:
перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частям длинной базовой части, которые проходят вдоль продольного направления; и
при впитывании жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера разбухают за пределы боковых краевых частей длинной базовой части, и положение длинной базовой части в направлении толщины отличается от ее положения перед впитыванием жидкости.
[0179]
{2} Листообразное изделие по пункту {1}, в котором перед впитыванием жидкости частицами водопоглощающего полимера длинные базовые части, соседние друг другом, являются по меньшей мере частично прилегающими.
{3} Листообразное изделие по пункту {1} или {2}, в котором перед впитыванием жидкости частицами водопоглощающего полимера длинные базовые части, соседние друг другом, являются прилегающими на всей их протяженности.
{4} Листообразное изделие по любому из пунктов {1}-{3}, при этом листообразное изделие включает в себя в каждой из обеих частей, концевых в продольном направлении, зону без прорезей, в которой длинные базовые части соединены в боковом направлении.
{5} Листообразное изделие по любому из пунктов {1}-{4}, при этом:
листообразное изделие включает в себя в каждой из обеих частей, концевых в продольном направлении, зону без прорезей, в которой длинные базовые части соединены в боковом направлении; и
никакая частица водопоглощающего полимера не размещена в зонах без прорезей.
[0180]
{6} Листообразное изделие по любому из пунктов {1}-{5}, в котором обе части листообразного изделия, концевые в продольном направлении, прикреплены к впитывающему изделию.
{7} Листообразное изделие по любому из пунктов {1}-{6}, в котором расстояние между обеими боковыми краевыми частями длинной базовой части, которые проходят вдоль продольного направления, больше среднего размера частиц водопоглощающего полимера в состоянии перед впитыванием жидкости и меньше среднего размера частиц водопоглощающего полимера в набухшем состоянии после впитывания жидкости.
{8} Листообразное изделие по любому из пунктов {1}-{7}, в котором длинные базовые части являются гидрофильными.
{9} Листообразное изделие по любому из пунктов {1}-{8}, в котором длинные базовые части представляют собой нетканый материал.
{10} Листообразное изделие по любому из пунктов {1}-{9}, в котором:
на виде в плане листообразного изделия частицы водопоглощающего полимера прикреплены при их неравномерном распределении; и
в части, в которой поверхностная плотность прикрепленного водопоглощающего полимера сравнительно высокая, расстояние между обеими боковыми краевым частями длинной базовой части, которые проходят вдоль продольного направления, является относительно коротким.
[0181]
{11} Листообразное изделие по любому из пунктов {1}-{10}, в котором перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены на поверхности другой стороны длинной базовой части.
{12} Листообразное изделие по пункту {11}, в котором поверхностная плотность водопоглощающего полимера, прикрепленного на поверхности другой стороны длинных базовых частей, превышает поверхностную плотность водопоглощающего полимера, прикрепленного на поверхности данной одной стороны длинных базовых частей.
{13} Листообразное изделие по пункту {11} или {12}, в котором водопоглощающий полимер, прикрепленный на поверхности данной одной стороны длинных базовых частей, имеет более высокую характеристику проникновения жидкости под давлением и меньший показатель удерживания при центробежной нагрузке, чем водопоглощающий полимер, прикрепленный на поверхности другой стороны длинных базовых частей.
{14} Листообразное изделие по любому из пунктов {1}-{13}, в котором частицы водопоглощающего полимера прикреплены к длинным базовым частям посредством адгезива.
{15} Листообразное изделие по любому из пунктов {1}-{14}, в котором между впитывающими секциями, соседними друг с другом в боковом направлении, отсутствует какой-либо промежуточный элемент.
{16} Листообразное изделие по любому из пунктов {1}-{15}, в котором множество впитывающих секций расположены так, что их продольное направление ориентировано вдоль продольного направления листообразного изделия.
[0182
{17} Листообразное изделие по пункту {16}, в котором 3 единицы или более, предпочтительно 50 единиц или более и 1000 единиц или менее, предпочтительно 500 единиц или менее и, более конкретно, от 3 до 1000 единиц, предпочтительно от 50 до 500 единиц впитывающих секций размещены в одном листообразном изделии.
{18} Листообразное изделие по любому из пунктов {1}-{15}, в котором:
множество впитывающих секций расположены так, что их продольное направление ориентировано вдоль бокового направления листообразного изделия; и
3 единицы или более, предпочтительно 50 единиц или более и 3500 единиц или менее, предпочтительно 2000 единиц или менее и, более конкретно, от 3 до 3500 единиц, предпочтительно от 50 до 2000 единиц впитывающих секций размещены в одном листообразном изделии.
{19} Листообразное изделие по любому из пунктов {1}-{18}, в котором длина листообразного изделия в продольном направлении составляет от 100 до 1000 мм, и его длина в боковом направлении составляет от 50 до 300 мм.
{20} Листообразное изделие по любому из пунктов {1}-{19}, в котором отношение ширины длинной базовой части к ширине листообразного изделия составляет 0,001 или более, предпочтительно 0,002 или более и 0,2 или менее, предпочтительно 0,04 или менее и, более конкретно, от 0,001 до 0,2, предпочтительно от 0,002 до 0,04.
{21} Листообразное изделие по любому из пунктов {1}-{20}, в котором ширина длинной базовой части составляет 0,3 мм или более, предпочтительно 0,6 мм или более и 10 мм или менее, предпочтительно 2 мм или менее, более предпочтительно 1,8 мм или менее и, более конкретно, от 0,3 до 10 мм, предпочтительно от 0,6 до 2 мм, более предпочтительно от 0,6 до 1,8 мм.
{22} Листообразное изделие по любому из пунктов {1}-{21}, в котором другая длинная базовая часть расположена на частицах водопоглощающего полимера, и частицы водопоглощающего полимера зафиксированы сверху и снизу за счет их размещения между двумя из длинных базовых частей.
[0183]
{23} Впитывающий элемент для впитывающего изделия, при этом впитывающий элемент содержит:
листообразное изделие по любому из пунктов {1}-{22}; и
проницаемый для жидкостей лист для обертывания сердцевины, который закрывает листообразное изделие.
[0184]
{24} Впитывающее изделие, содержащее:
впитывающий элемент по пункту {23};
верхний лист, расположенный со стороны обращенной к коже поверхности впитывающего элемента; и
задний лист, расположенный со стороны не обращенной к коже поверхности впитывающего элемента.
[0185]
{25} Способ изготовления листообразного изделия для впитывающего изделия, при этом листообразное изделие включает в себя множество впитывающих секций,
при этом каждая впитывающая секция включает в себя
длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины, и
частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении, при этом
перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера расположены внутри по отношению к обеим боковым краевым частям длинной базовой части, которые проходят вдоль продольного направления, и
при впитывании жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера разбухают за пределы боковых краевых частей длинной базовой части, и положение длинной базовой части в направлении толщины отличается от ее положения перед впитыванием жидкости, при этом
способ включает:
этап диспергирования частиц водопоглощающего полимера для диспергирования частиц водопоглощающего полимера на поверхности одной стороны непрерывного базового листа; и
этап разрезания для разрезания базового листа, на котором были диспергированы частицы водопоглощающего полимера, для образования множества впитывающих секций посредством этого.
[0186]
{26} Способ изготовления листообразного изделия по пункту {25}, при этом способ включает этап нанесения адгезива для нанесения адгезива на поверхность данной одной стороны базового листа перед диспергированием частиц водопоглощающего полимера посредством этапа диспергирования частиц водопоглощающего полимера.
{27} Способ изготовления листообразного изделия по пункту {26}, при этом:
способ включает этап нанесения адгезива, этап диспергирования частиц водопоглощающего полимера и этап разрезания в данном порядке; и
адгезив наносят на этапе нанесения адгезива на поверхность данной одной стороны базового листа, после этого частицы водопоглощающего полимера диспергируют на этапе диспергирования частиц водопоглощающего полимера на адгезиве, который был нанесен на поверхность данной одной стороны базового листа, чтобы посредством этого прикрепить частицы водопоглощающего полимера к базовому листу посредством адгезива, и затем базовый лист, на котором были прикреплены частицы водопоглощающего полимера, разрезают на этапе разрезания, чтобы посредством этого сформировать множество впитывающих секций, имеющих частицы водопоглощающего полимера, прикрепленные посредством адгезива на соответствующих длинных базовых частях.
{28} Способ изготовления листообразного изделия по любому из пунктов {25}-{27}, в котором на этапе разрезания непрерывный базовый лист разрезают вдоль направления транспортирования базового листа в множестве частей в направлении, ортогональном к нему, для формирования множества длинных базовых частей и впитывающих секций.
{29} Способ изготовления листообразного изделия по любому из пунктов {25}-{28}, в котором на этапе разрезания неразрезанные части образуют в непрерывном базовом листе с промежутками в направлении транспортирования базового листа.
[0187]
{30} Способ изготовления листообразного изделия по пункту {26} или {27}, в котором:
на этапе разрезания неразрезанные части образуют в непрерывном базовом листе с промежутками в направлении транспортирования базового листа; и
на этапе нанесения адгезива адгезив наносят с промежутками на поверхность данной одной стороны базового листа за исключением частей, в которых должны быть образованы соответствующие неразрезанные части.
{31} Способ изготовления листообразного изделия по любому из пунктов {25}-{30}, в котором на этапе диспергирования частиц водопоглощающего полимера частицы водопоглощающего полимера диспергируют на поверхности данной одной стороны базового листа за исключением частей, в которых должны быть образованы соответствующие неразрезанные части.
{32} Способ изготовления листообразного изделия по любому из пунктов {25}-{31}, в котором адгезив наносят на диспергированные частицы водопоглощающего полимера после диспергирования частиц водопоглощающего полимера на поверхности данной одной стороны базового листа на этапе диспергирования частиц водопоглощающего полимера.
{33} Способ изготовления листообразного изделия по любому из пунктов {25}-{32}, в котором:
адгезив наносят на поверхность данной одной стороны базового листа;
на этапе диспергирования частиц водопоглощающего полимера частицы водопоглощающего полимера диспергируют на адгезиве, размещенном в зоне с одной стороны от места разделения пополам, в котором базовый лист разделен пополам в направлении, ортогональном к направлению транспортирования, и посредством этого частицы водопоглощающего полимера прикрепляют к базовому листу посредством адгезива, и после этого зону базового листа с другой стороны от места разделения пополам загибают на частицы водопоглощающего полимера, чтобы посредством этого получить ламинат, в котором частицы водопоглощающего полимера размещены между базовым листом; и
ламинат разрезают на этапе разрезания.
{34} Способ изготовления листообразного изделия по любому из пунктов {25}-{32}, в котором:
адгезив наносят на поверхность данной одной стороны базового листа;
на этапе диспергирования частиц водопоглощающего полимера частицы водопоглощающего полимера диспергируют на той стороне базового листа, на который был нанесен адгезив, где был нанесен адгезив;
адгезив дополнительно наносят на частицы водопоглощающего полимера, которые были диспергированы;
второй базовый лист размещают на адгезиве, нанесенном на частицы водопоглощающего полимера, чтобы посредством этого получить ламинат, в котором частицы водопоглощающего полимера размещены между базовым листом и вторым базовым листом; и
ламинат разрезают на этапе разрезания.
[0188]
{35} Впитывающее изделие по пункту {24}, содержащее
впитывающий комплект, включающий в себя верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом, при этом впитывающее изделие имеет продольное направление изделия, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление изделия, ортогональное к продольному направлению изделия, при этом:
впитывающий элемент включает в себя впитывающую сердцевину, образованную из листообразного изделия, включающего в себя множество впитывающих секций,
при этом каждая впитывающая секция включает в себя:
длинную базовую часть, имеющую протяженность в боковом направлении, протяженность в продольном направлении, которая больше протяженности в боковом направлении, и направление толщины; и
частицы водопоглощающего полимера, которые прикреплены к поверхности одной стороны длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении;
впитывающая сердцевина включает в себя центральную зону в части, центральной в боковом направлении изделия, и две боковые зоны, предусмотренные дальше снаружи в боковом направлении изделия, чем центральная зона;
в каждой боковой зоне впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано в боковом направлении изделия;
верхний лист закрывает обращенную к коже поверхность впитывающего элемента и включает в себя выступающие части, проходящие наружу в боковом направлении изделия от соответствующих боковых краевых частей впитывающего элемента, при этом выступающие части загнуты по направлению к стороне не обращенной к коже поверхности впитывающего элемента и соответственно закрывают не обращенную к коже поверхность впитывающего элемента, расположенную в соответствующих боковых зонах впитывающей сердцевины; и
концевая часть каждой загнутой выступающей части верхнего листа прикреплена к составляющему элементу впитывающего изделия, расположенному рядом с выступающей частью.
{36} Впитывающее изделие по пункту {35}, в котором эластичный элемент предусмотрен для каждой из боковых краевых частей впитывающего элемента и расположен вдоль боковой краевой части, при этом стягивающее усилие, создаваемое эластичным элементом, вызывает подъем впитывающего элемента, расположенного в каждой боковой зоне впитывающей сердцевины, по направлению к стороне кожи носителя.
{37} Впитывающее изделие по пункту {35} или {36}, в котором расстояние между обеими проходящими вдоль продольного направления, боковыми краевыми частями длинной базовой части каждой впитывающей секции, расположенной в боковой зоне впитывающей сердцевины, отличается от расстояния между обеими проходящими вдоль продольного направления, боковыми краевыми частями длинной базовой части каждой впитывающей секции, расположенной в центральной зоне впитывающей сердцевины.
{38} Впитывающее изделие по любому из пунктов {35}-{37}, в котором в центральной зоне впитывающей сердцевины впитывающие секции расположены так, что их продольное направление ориентировано вдоль продольного направления изделия.
{39} Впитывающее изделие по любому из пунктов {35}-{38}, в котором поверхностная плотность водопоглощающего полимера во впитывающих секциях, расположенных в центральной зоне впитывающей сердцевины, превышает поверхностную плотность водопоглощающего полимера во впитывающих секциях, расположенных в каждой боковой зоне впитывающей сердцевины.
{40} Впитывающее изделие по любому из пунктов {35}-{39}, в котором место, в котором концевая часть выступающей части верхнего листа присоединена к составляющему элементу впитывающего изделия, соответствует месту, соответствующему границе между центральной зоной и каждой боковой зоной впитывающей сердцевины.
{41} Впитывающее изделие по любому из пунктов {35}-{40}, в котором, когда впитывающая сердцевина находится в состоянии после набухания, частицы водопоглощающего полимера разбухают за пределы боковых краевых частей длинной базовой части, которые проходят вдоль продольного направления, и соответствующие положения частиц водопоглощающего полимера в направлении толщины в длинной базовой части отличаются от их положений перед впитыванием жидкости.
{42} Впитывающее изделие по любому из пунктов {35}-{41}, в котором:
впитывающие секции расположены в центральной зоне впитывающей сердцевины; и
в части, в которой впитывающие секции расположены в центральной зоне, впитывающая сердцевина не прикреплена к впитывающему изделию.
{43} Впитывающее изделие по любому из пунктов {35}-{42}, в котором обе части впитывающей сердцевины, концевые в продольном направлении, прикреплены к впитывающему изделию.
{44} Впитывающее изделие по любому из пунктов {35}-{43}, в котором обе боковые стороны впитывающей сердцевины, которые проходят вдоль продольного направления, прикреплены к впитывающему изделию.
{45} Впитывающее изделие по любому из пунктов {35}-{44}, в котором во впитывающей сердцевине частицы водопоглощающего полимера не прикреплены в обеих частях, концевых в продольном направлении, или на обеих боковых сторонах, проходящих вдоль продольного направления.
{46} Впитывающее изделие по любому из пунктов {35}-{45}, в котором длинные базовые части впитывающей сердцевины являются гидрофильными.
{47} Впитывающее изделие по любому из пунктов {35}-{46}, в котором во впитывающей сердцевине тип водопоглощающего полимера, прикрепленного на поверхности данной одной стороны длинных базовых частей, отличается от типа водопоглощающего полимера, прикрепленного на поверхности другой стороны длинных базовых частей.
{48} Впитывающее изделие по любому из пунктов {35}-{47}, в котором в каждой боковой зоне множество впитывающих секций расположены параллельно боковому направлению Х изделия так, что впитывающие секции не пересекаются друг с другом.
{49} Впитывающее изделие по любому из пунктов {35}-{48}, в котором каждая боковая зона сформирована посредством использования множества впитывающих секций, соответственно включающих в себя длинные базовые части с одинаковой шириной, и посредством размещения впитывающих секций рядом друг с другом в продольном направлении изделия и параллельно боковому направлению изделия в листообразном изделии так, чтобы продольное направление (направление y1) впитывающих секций было ориентировано вдоль бокового направления изделия в листообразном изделии.
{50} Впитывающее изделие по любому из пунктов {35}-{49}, в котором в каждой боковой зоне между впитывающими секциями, соседними друг с другом в боковом направлении (направлении х1) длинной базовой части, отсутствует какой-либо промежуточный элемент.
{51} Впитывающее изделие по любому из пунктов {35}-{50}, в котором центральная зона сформирована посредством размещения множества впитывающих секций так, чтобы продольное направление (направление y1) впитывающих секций было ориентировано вдоль продольного направления изделия в листообразном изделии, и впитывающие секции предпочтительно расположены параллельно продольному направлению Y изделия так, что впитывающие секции не пересекаются друг с другом.
{52} Впитывающее изделие по любому из пунктов {35}-{51}, в котором в центральной зоне между впитывающими секциями, соседними друг с другом в боковом направлении (направлении х1) длинной базовой части, отсутствует какой-либо промежуточный элемент.
{53} Впитывающее изделие по любому из пунктов {35}-{52}, в котором:
в состоянии перед использованием листообразное изделие включает в себя впитывающую зону, в которой множество впитывающих секций расположены так, чтобы они были ориентированы в одном направлении; и
выраженная в процентах доля впитывающей зоны по отношению ко всему листообразному изделию предпочтительно составляет 20% или более, более предпочтительно 50% или более и предпочтительно 100% или менее, более предпочтительно 90% или менее.
{54} Впитывающее изделие по любому из пунктов {35}-{53}, в котором в каждой боковой зоне в случаях, когда продольное направление (направление y1) впитывающих секций проходит так, чтобы оно было ориентировано вдоль бокового направления Х изделия, предпочтительно, чтобы 10 единиц или более, более предпочтительно 50 единиц или более и предпочтительно 3500 единиц или менее, более предпочтительно 1700 единиц или менее впитывающих секций были размещены в каждой боковой зоне.
{55} Впитывающее изделие по любому из пунктов {35}-{54}, в котором в центральной зоне в случаях, когда продольное направление (направление y1) впитывающих секций проходит так, чтобы оно было ориентировано вдоль продольного направления Y изделия, предпочтительно, чтобы 2 единицы или более, более предпочтительно 10 единиц или более и предпочтительно 1000 единиц или менее, более предпочтительно 500 единиц или менее впитывающих секций были размещены в центральной зоне.
{56} Впитывающее изделие по любому из пунктов {35}-{55}, в котором ширина (длина в боковом направлении (направлении х1)) одной длинной базовой части, расположенной в каждой боковой зоне, меньше ширины (длины в боковом направлении (направлении х1)) одной длинной базовой части, расположенной в центральной зоне.
{57} Впитывающее изделие по любому из пунктов {35}-{56}, в котором в центральной зоне листообразного изделия выраженная в процентах доля ширины (длины в боковом направлении (направлении х1)) одной длинной базовой части по отношению к ширине листообразного изделия предпочтительно составляет 0,1% или более, более предпочтительно 0,2% или более и предпочтительно 20% или менее, более предпочтительно 4% или менее.
{58} Впитывающее изделие по любому из пунктов {35}-{57}, в котором ширина длинной базовой части в центральной зоне предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2 мм или менее.
{59} Впитывающее изделие по любому из пунктов {35}-{58}, в котором в центральной зоне листообразного изделия выраженная в процентах доля длины (длины в продольном направлении (направлении y1)) одной длинной базовой части 2 по отношению к длине (L1) листообразного изделия 1 предпочтительно составляет 2% или более, более предпочтительно 20% или более и предпочтительно 100% или менее, более предпочтительно 98% или менее.
{60} Впитывающее изделие по любому из пунктов {35}-{59}, в котором длина длинной базовой части в центральной зоне предпочтительно составляет 20 мм или более, более предпочтительно 200 мм или более и предпочтительно 1000 мм или менее, более предпочтительно 980 мм или менее.
{61} Впитывающее изделие по любому из пунктов {35}-{60}, в котором в боковой зоне выраженная в процентах доля длины (длины в продольном направлении (направлении y1)) одной длинной базовой части по отношению к ширине листообразного изделия предпочтительно составляет 1,5% или более, более предпочтительно 3% или более и предпочтительно 47% или менее, более предпочтительно 40% или менее.
{62} Впитывающее изделие по любому из пунктов {35}-{61}, в котором длина длинной базовой части в каждой боковой зоне предпочтительно составляет 5 мм или более, более предпочтительно 10 мм или более и предпочтительно 140 мм или менее, более предпочтительно 120 мм или менее.
{63} Впитывающее изделие по любому из пунктов {35}-{62}, в котором в каждой боковой зоне листообразного изделия выраженная в процентах доля ширины (длины в боковом направлении (направлении х1)) одной длинной базовой части по отношению к длине листообразного изделия предпочтительно составляет 0,03% или более, более предпочтительно 0,06% или более и предпочтительно 10% или менее, более предпочтительно 2% или менее.
{64} Впитывающее изделие по любому из пунктов {35}-{63}, в котором ширина длинной базовой части в каждой боковой зоне предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 10 мм или менее, более предпочтительно 2 мм или менее.
{65} Впитывающее изделие по любому из пунктов {35}-{64}, в котором поверхностная плотность водопоглощающего полимера, прикрепленного к поверхности данной одной стороны длинных базовых частей, предпочтительно составляет от 10 до 250 г/м2, и поверхностная плотность водопоглощающего полимера 3, прикрепленного к поверхности другой стороны длинных базовых частей, предпочтительно составляет от 30 до 400 г/м2.
{66} Впитывающее изделие по любому из пунктов {35}-{65}, в котором в случае водопоглощающего полимера, прикрепленного на поверхности данной одной стороны длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 20 мл в минуту или более, более предпочтительно 40 мл в минуту или более и предпочтительно 1000 мл в минуту или менее, более предпочтительно 800 мл в минуту или менее.
{67} Впитывающее изделие по любому из пунктов {35}-{66}, в котором в случае частиц водопоглощающего полимера, прикрепленных на поверхности другой стороны длинных базовых частей, скорость проникновения жидкости под давлением 2,0 кПа предпочтительно составляет 0 мл в минуту или более, более предпочтительно 10 мл в минуту или более и предпочтительно 400 мл в минуту или менее, более предпочтительно 200 мл в минуту или менее.
{68} Впитывающее изделие по любому из пунктов {35}-{67}, в котором в случае водопоглощающего полимера, прикрепленного на поверхности данной одной стороны длинных базовых частей, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 20 г/г или более, более предпочтительно 25 г/г или более и предпочтительно 50 г/г или менее, более предпочтительно 45 г/г или менее.
{69} Впитывающее изделие по любому из пунктов {35}-{68}, в котором в случае водопоглощающего полимера, прикрепленного на поверхности второй стороны длинных базовых частей, показатель удерживания при центробежной нагрузке (показатель впитывания воды) предпочтительно составляет 25 г/г или более, более предпочтительно 30 г/г или более и предпочтительно 65 г/г или менее, более предпочтительно 55 г/г или менее.
{70} Впитывающее изделие по любому из пунктов {35}-{69}, в котором на поверхностях обеих сторон (верхней поверхности и нижней поверхности) длинной базовой части поверхностная плотность водопоглощающего полимера во впитывающих секциях, расположенных в центральной зоне листообразного изделия, которое представляет собой впитывающую сердцевину, превышает поверхностную плотность водопоглощающего полимера во впитывающих секциях, расположенных в каждой боковой зоне листообразного изделия, которое представляет собой впитывающую сердцевину.
{71} Впитывающее изделие по любому из пунктов {35}-{70}, в котором поверхностная плотность водопоглощающего полимера во впитывающих секциях, расположенных в центральной зоне, предпочтительно составляет от 30 до 400 г/м2, более предпочтительно от 50 до 300 г/м2 на каждой поверхности.
{72} Впитывающее изделие по любому из пунктов {35}-{71}, в котором поверхностная плотность водопоглощающего полимера во впитывающих секциях, расположенных в каждой боковой зоне, предпочтительно составляет от 10 до 250 г/м2, более предпочтительно от 30 до 150 г/м2 на каждой поверхности.
{73} Впитывающее изделие по любому из пунктов {35}-{72}, в котором расстояние между обеими боковыми краевыми частями длинной базовой части, которые проходят вдоль продольного направления (направления y1), предпочтительно превышает средний размер частиц водопоглощающего полимера в состоянии перед использованием (перед набуханием) и меньше среднего размера частиц водопоглощающего полимера в состоянии после набухания.
{74} Впитывающее изделие по любому из пунктов {35}-{73}, в котором средний размер частиц водопоглощающего полимера в состоянии перед использованием (перед набуханием) предпочтительно составляет 20 мкм или более, более предпочтительно 200 мкм или более и предпочтительно 700 мкм или менее, более предпочтительно 500 мкм или менее
{75} Впитывающее изделие по любому из пунктов {35}-{74}, в котором средний размер частиц водопоглощающего полимера в состоянии после набухания предпочтительно составляет 200 мкм или более, более предпочтительно 800 мкм или более и предпочтительно 3000 мкм или менее, более предпочтительно 2000 мкм или менее.
Промышленная применимость
[0189]
Согласно настоящему изобретению предложено листообразное изделие, в котором меньше вероятность возникновения воспрепятствования набуханию и в котором впитывающая способность водопоглощающих полимеров может быть полностью использована. Кроме того, согласно настоящему изобретению предложен способ изготовления листообразного изделия, посредством которого такие листообразные изделия могут быть эффективно изготовлены.
[0190]
Согласно настоящему изобретению предложено впитывающее изделие, в котором впитывающий элемент в боковых частях может легко подниматься, в результате чего улучшаются прилегаемость и способность к предотвращению утечки в промежностной части, и впитывающий элемент, боковые части которого переведены в стоячее положение, с меньшей вероятностью вызывает дискомфорт.
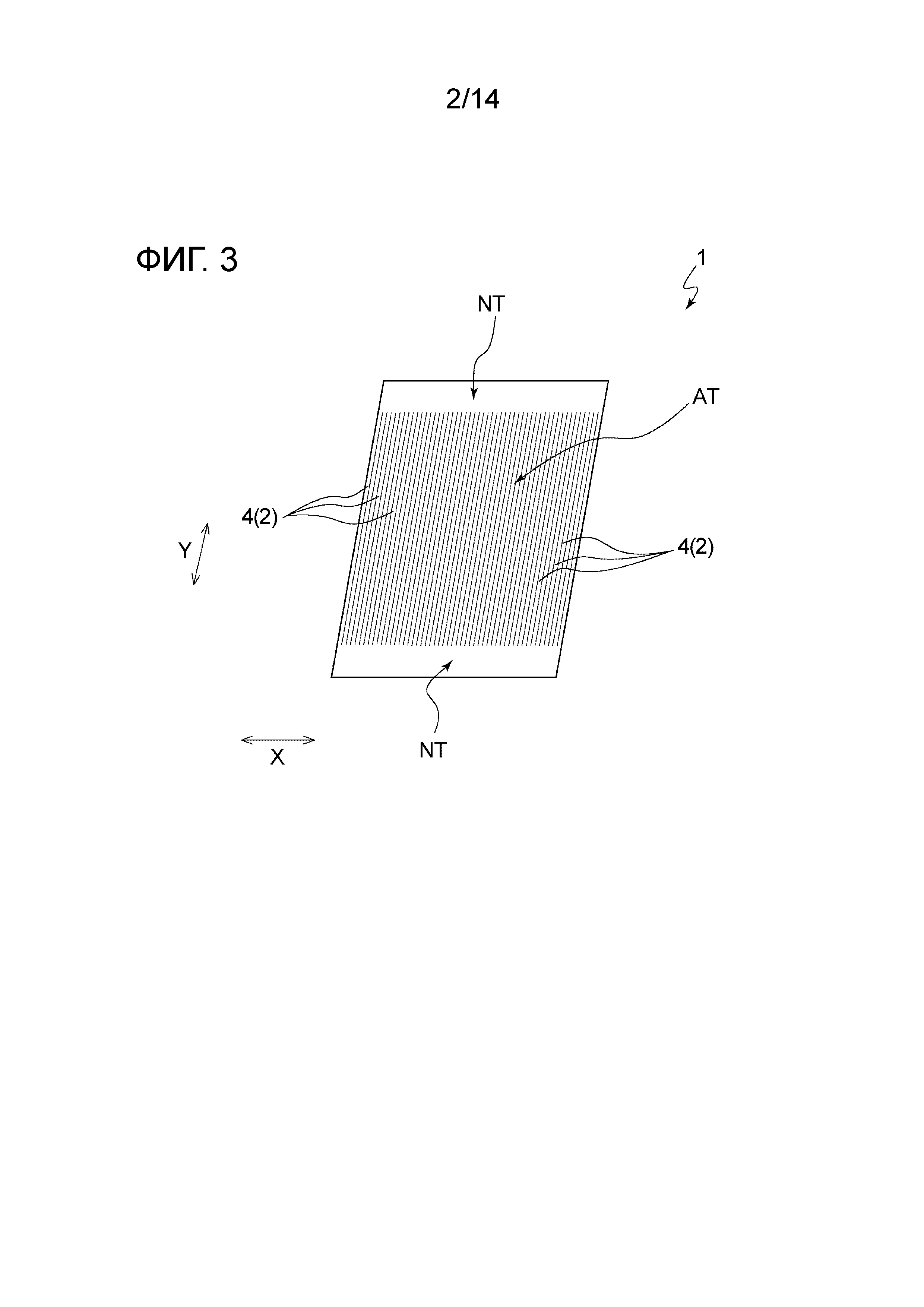
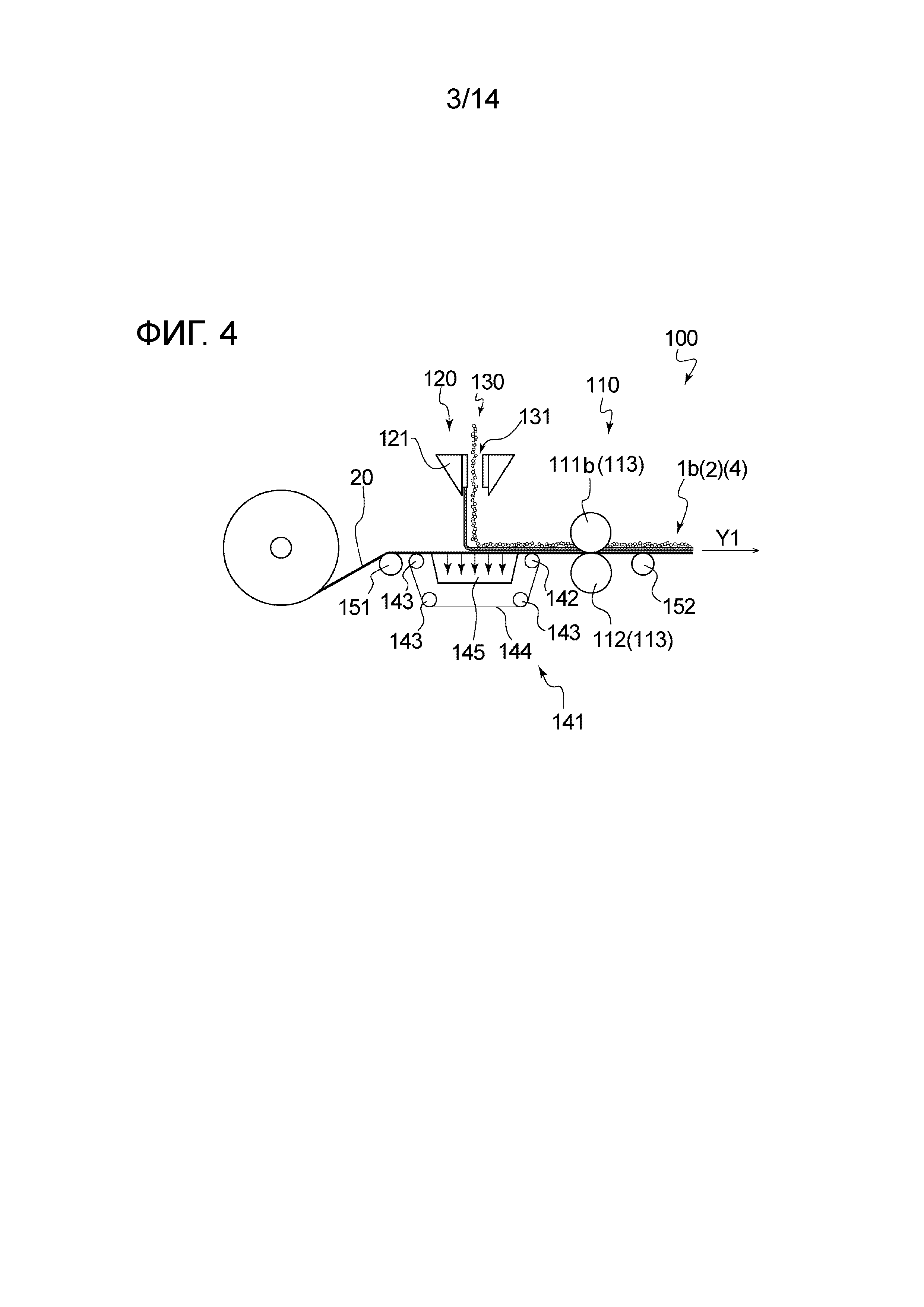
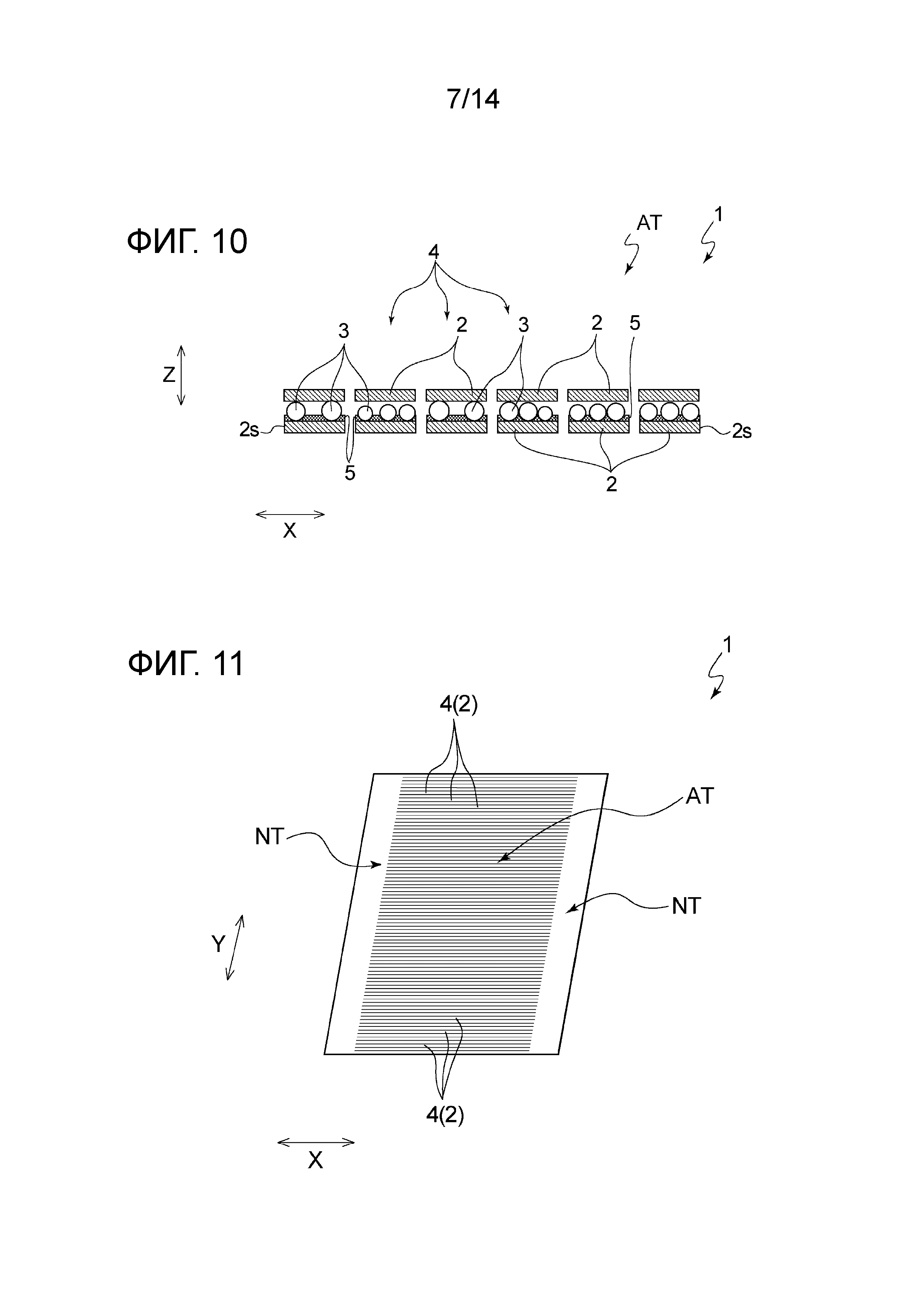
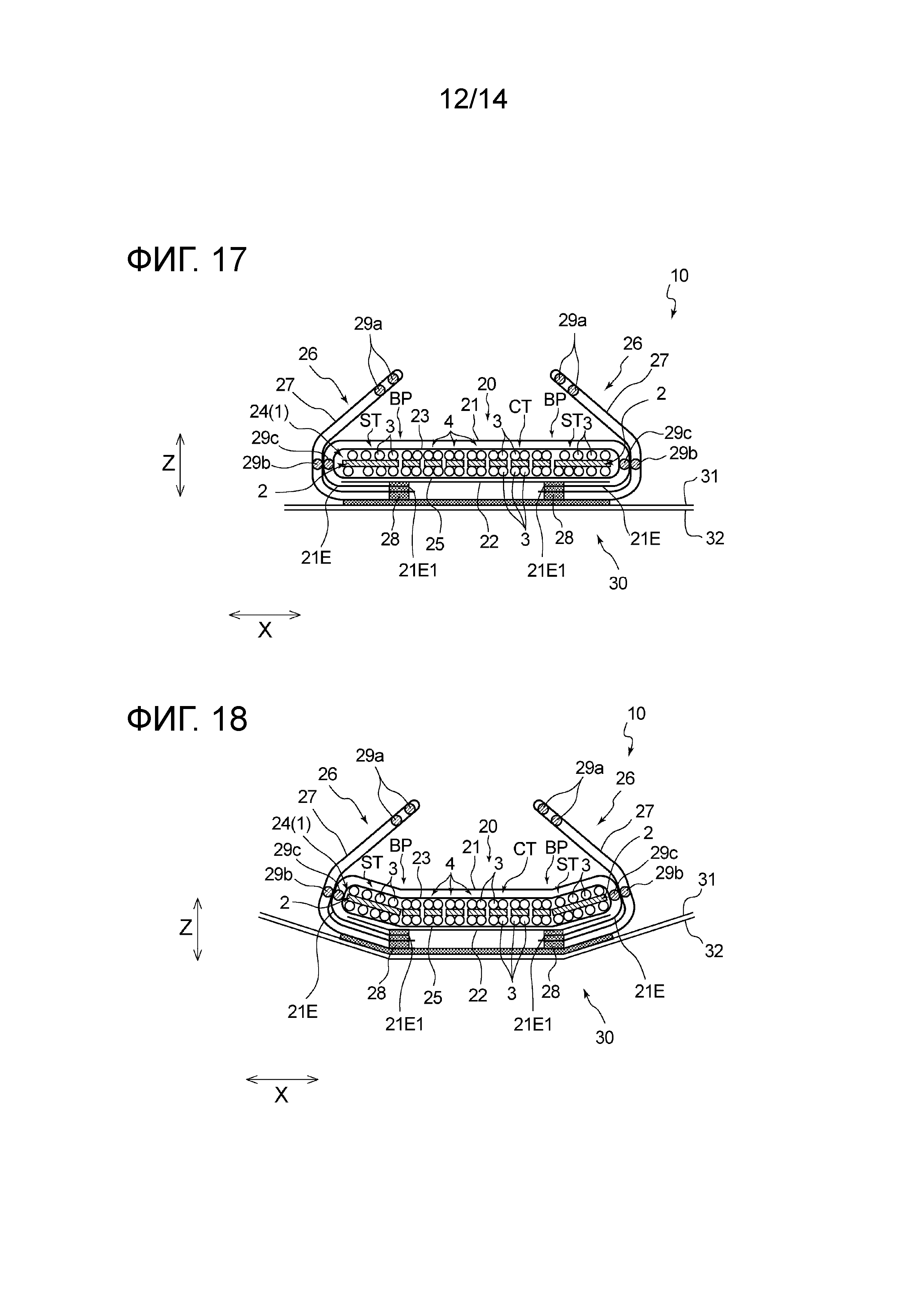
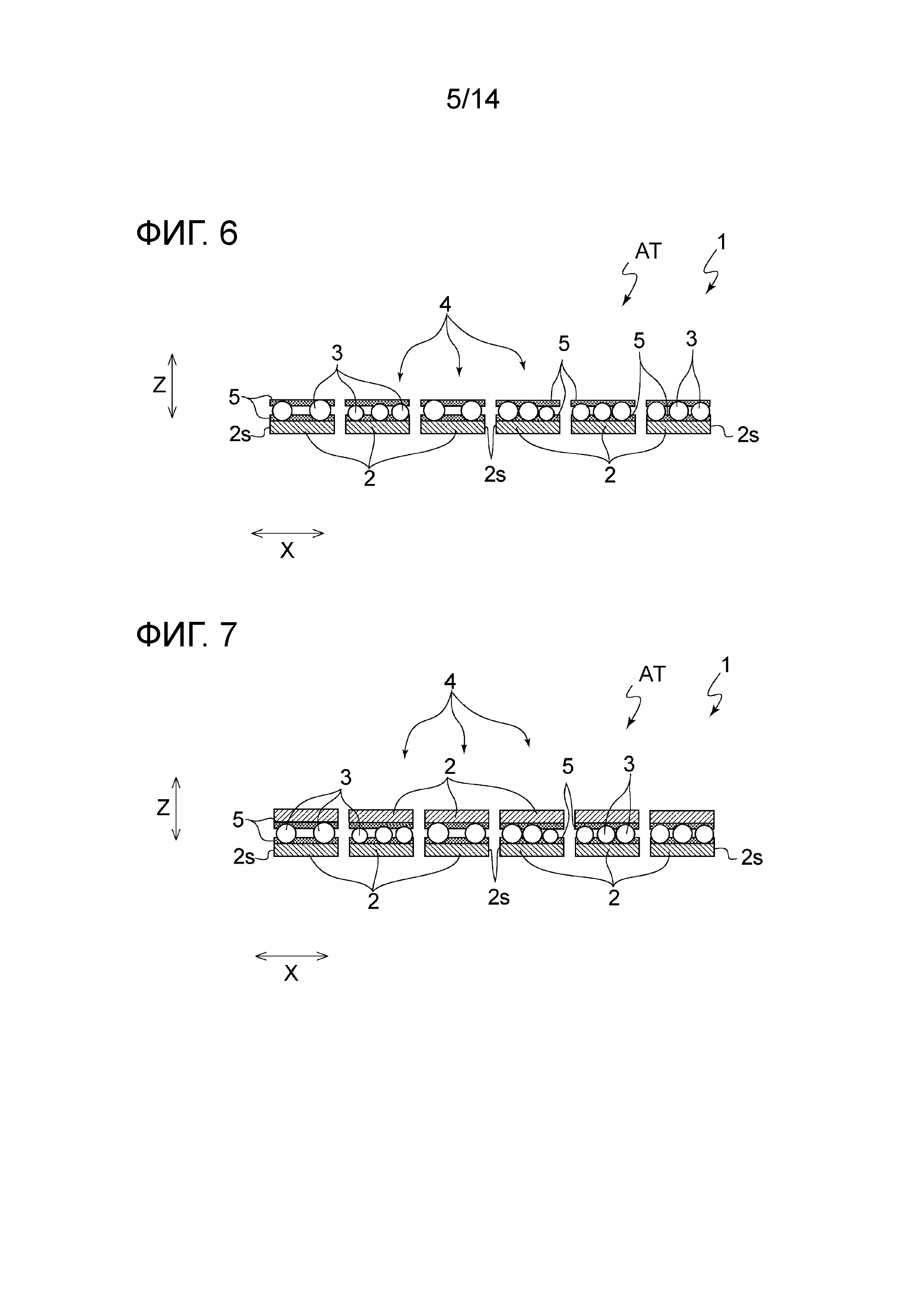
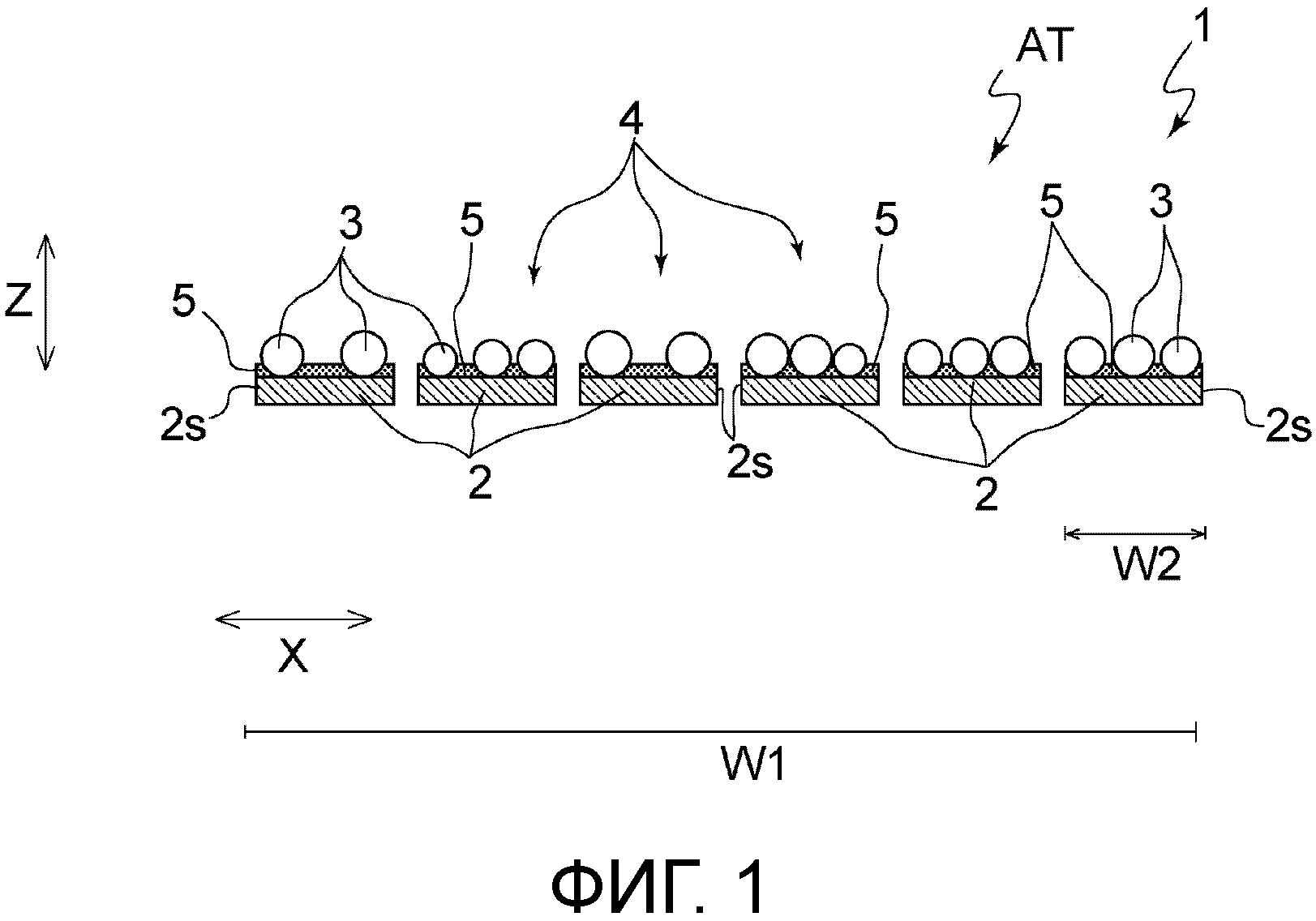
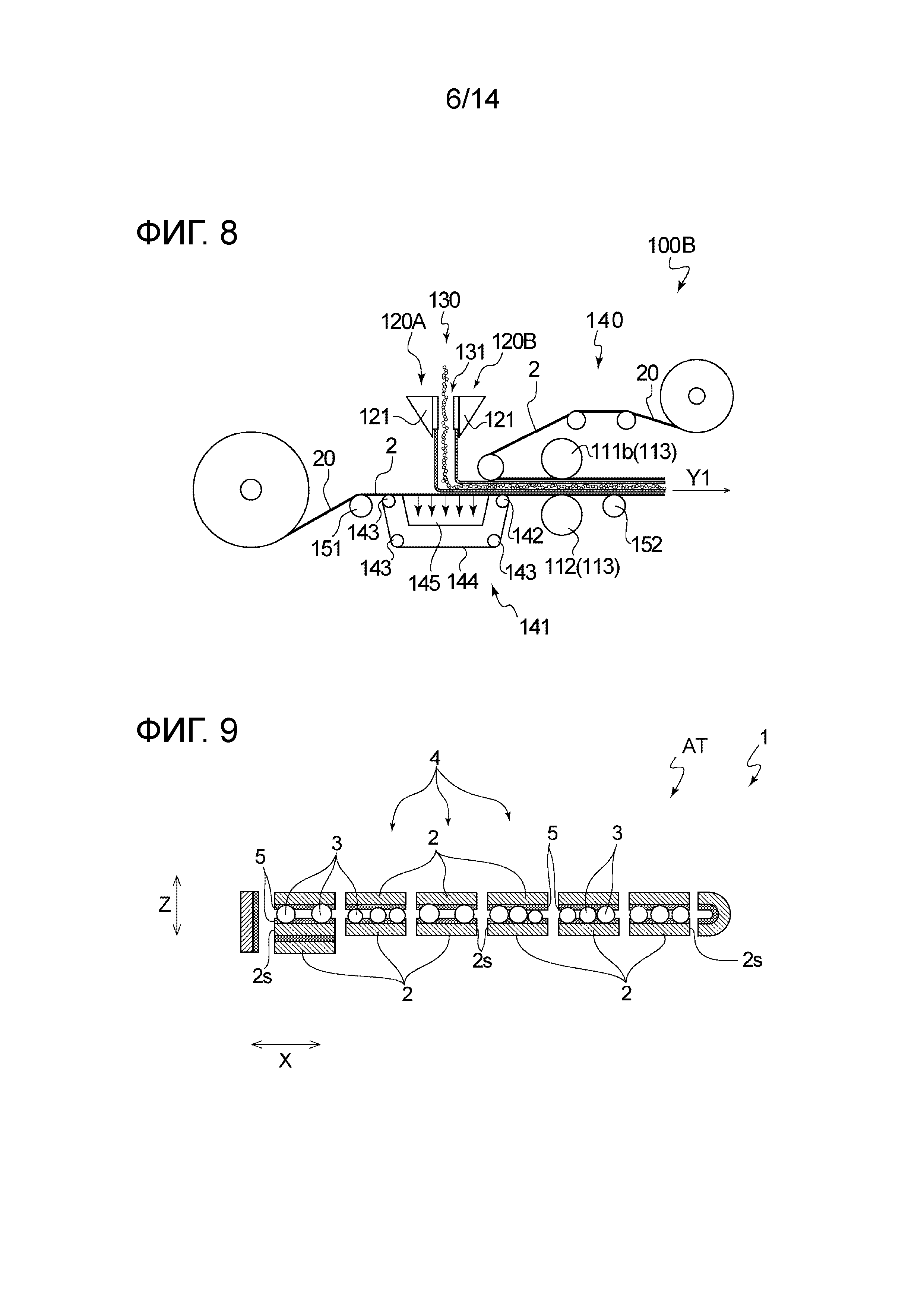
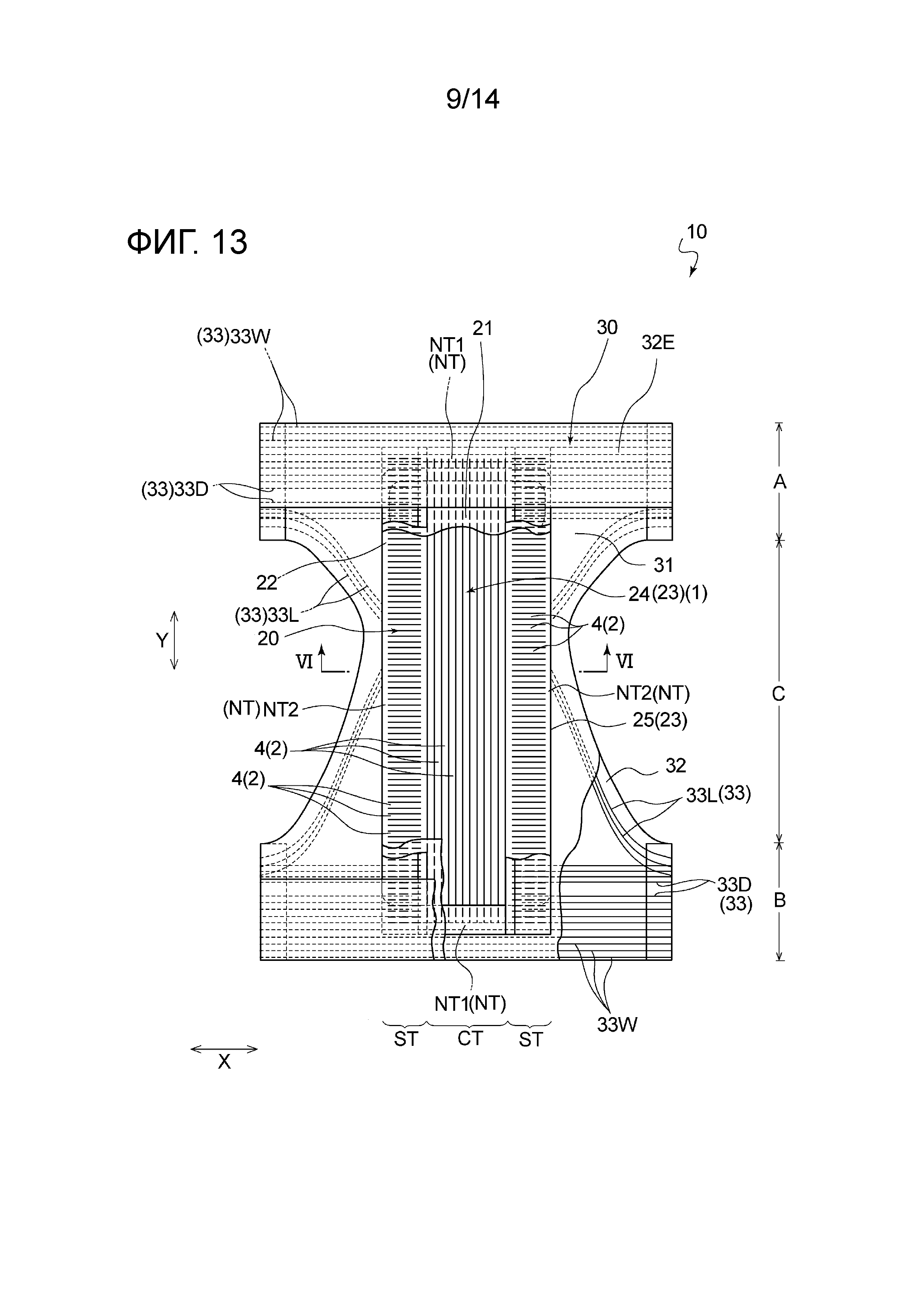
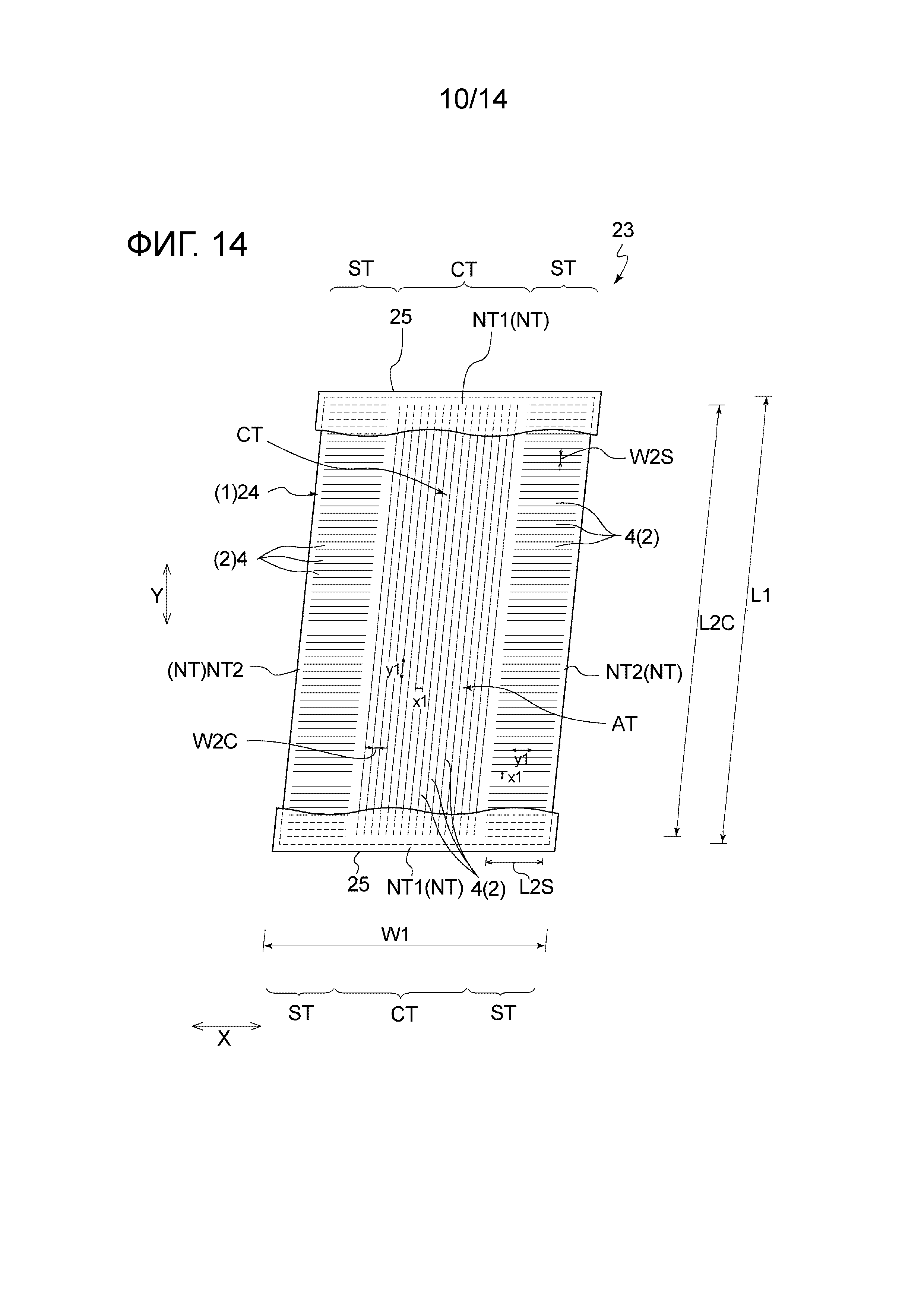
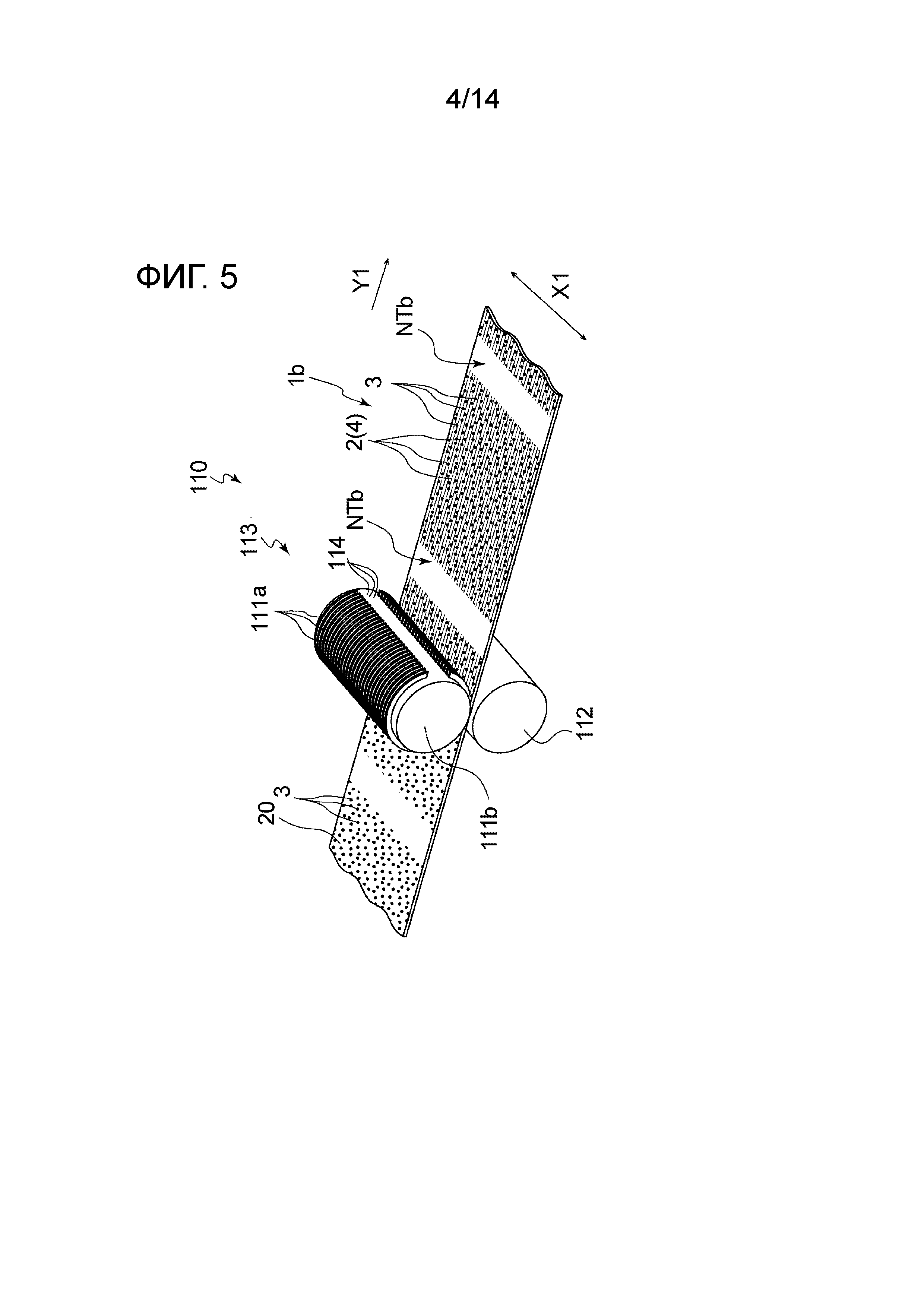
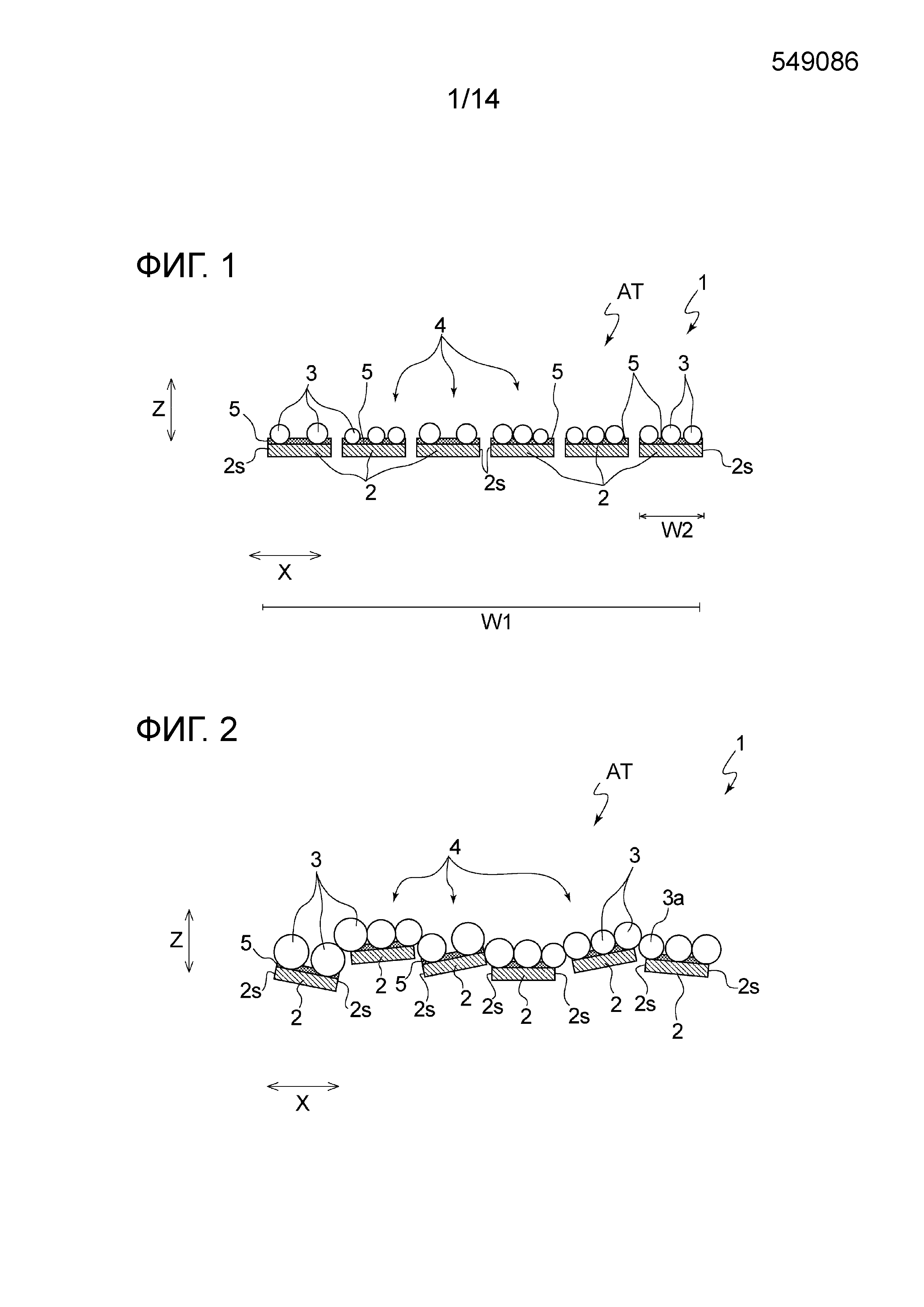
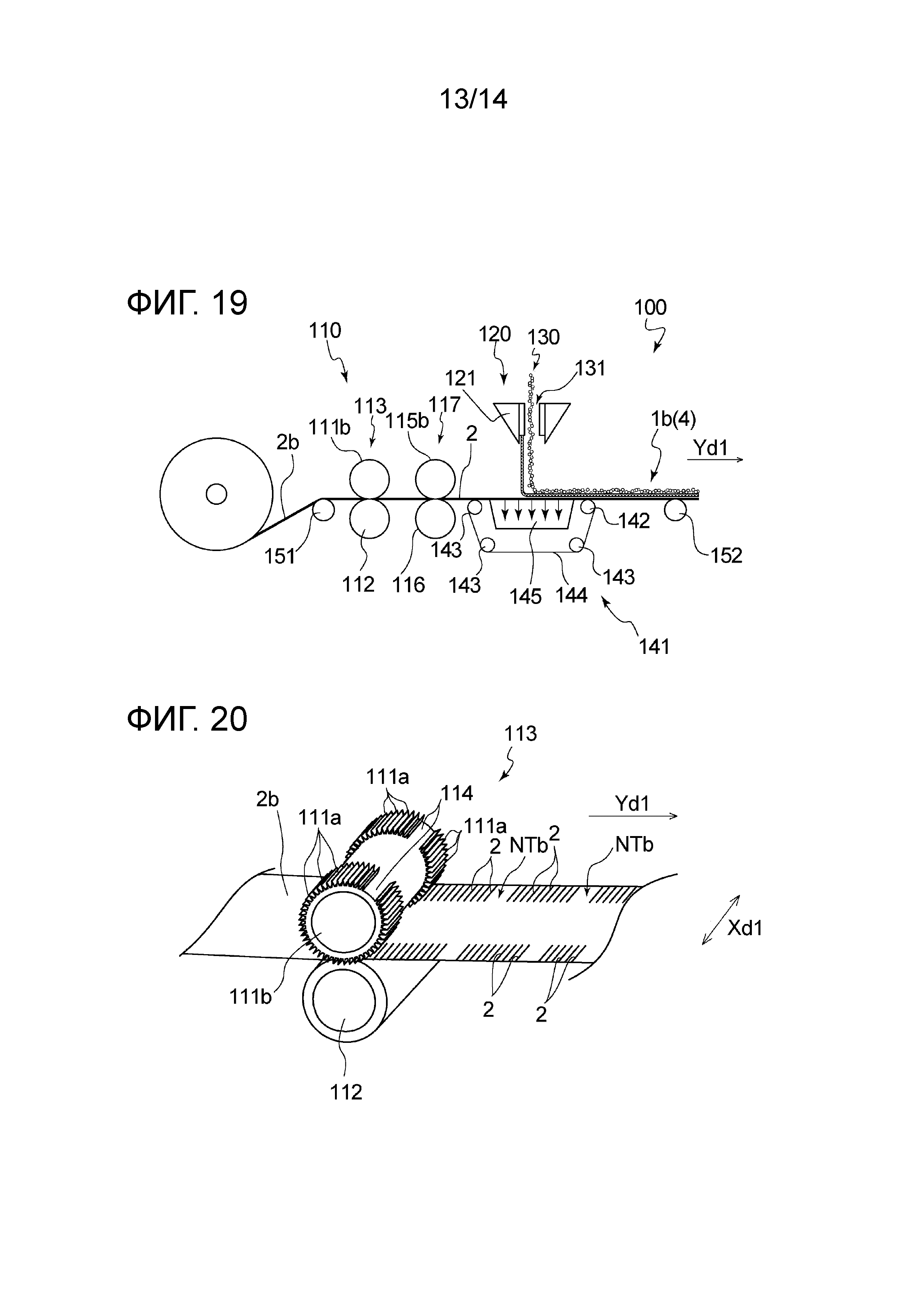
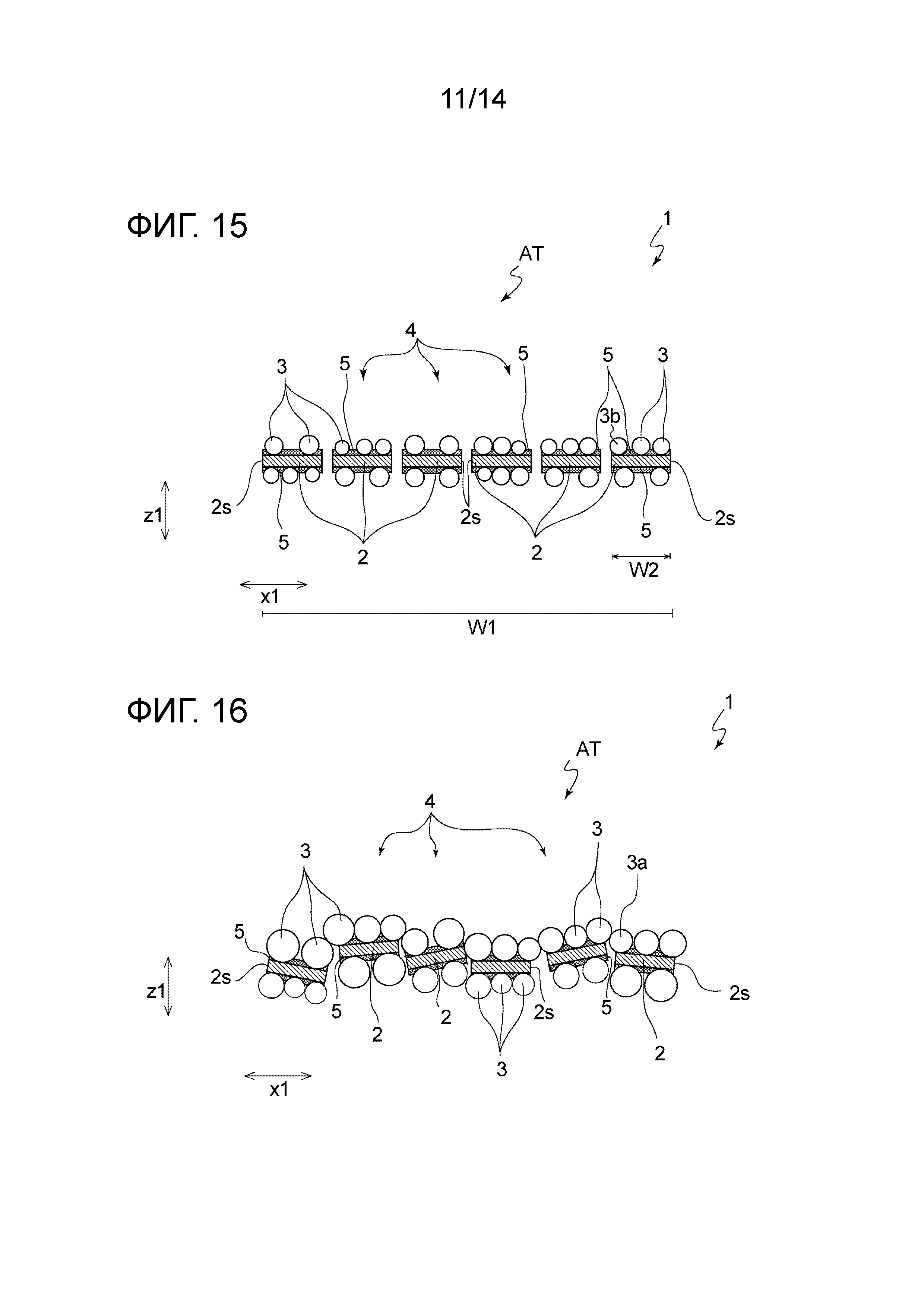
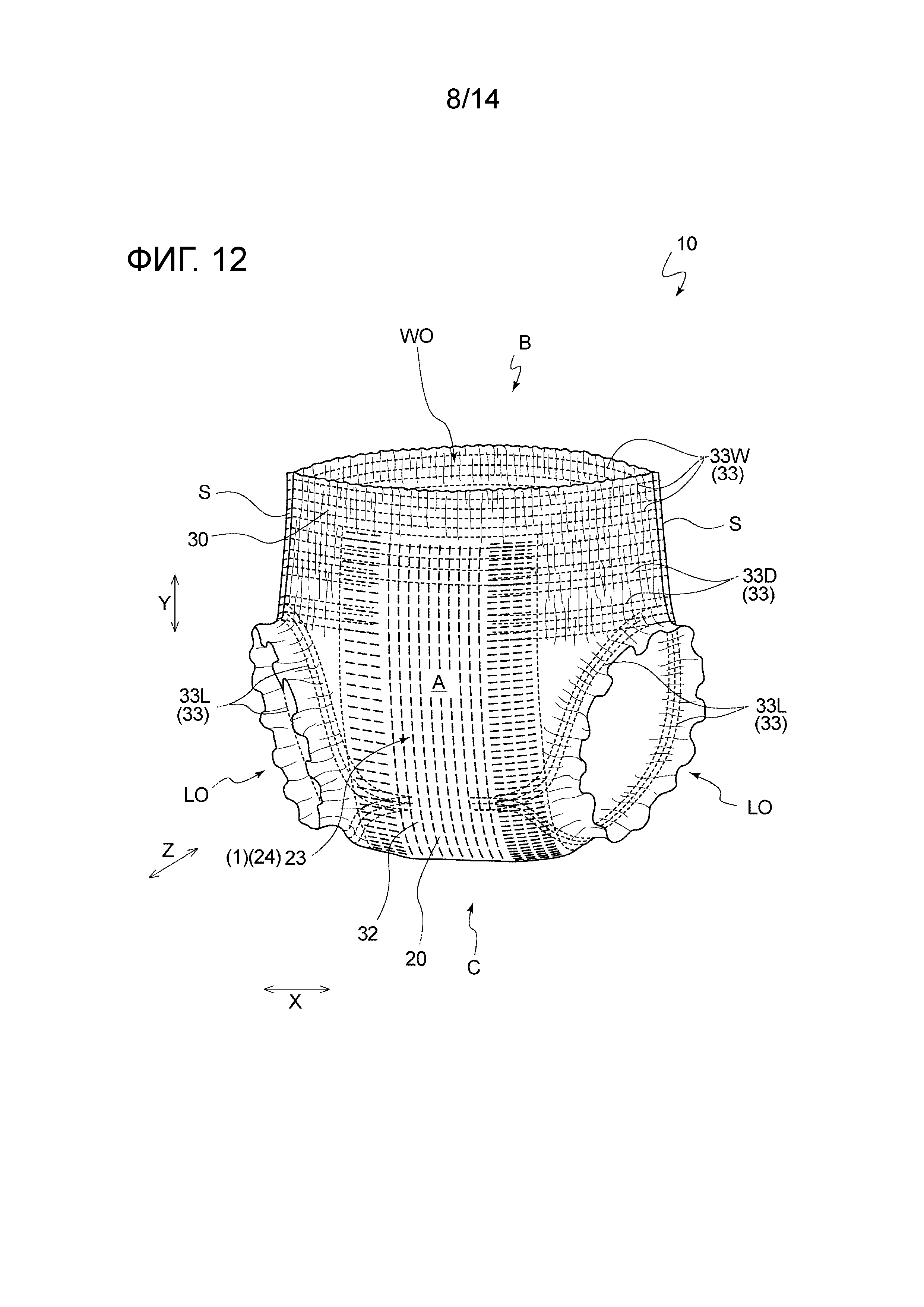
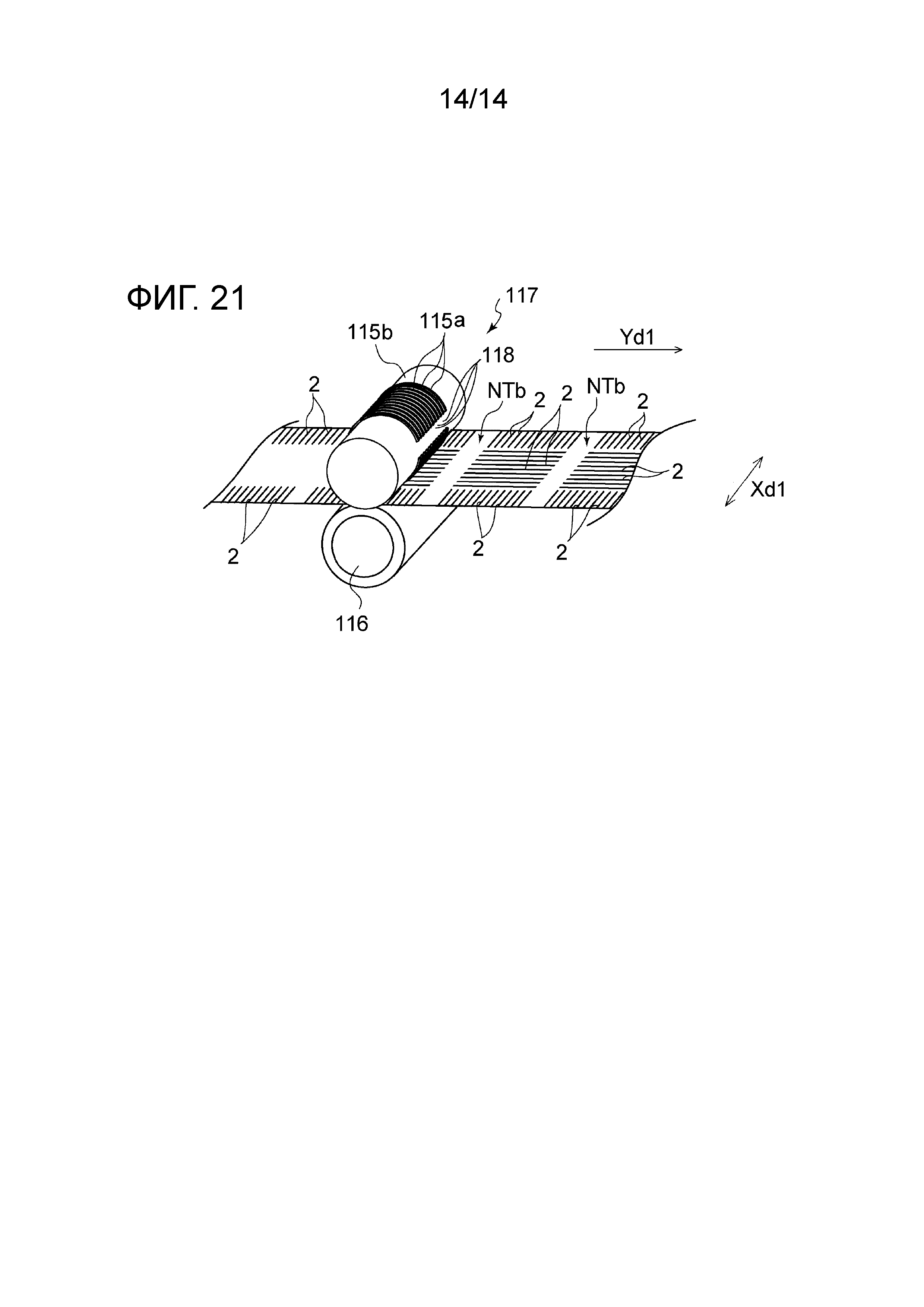
Органополисилоксан
Натягиваемое поглощающее изделие
Способ окраски или обесцвечивания волос
Способ получения затвердевающего в воде порошка
Тряпка для уборки
Косметическая композиция для ухода за волосами
Двухкомпонентная пенообразующая краска для волос
Двухкомпонентная композиция для окрашивания или обесцвечивания волос
Двухкомпонентный краситель для волос
Нетканая ткань и способ ее получения
Надеваемое поглощающее изделие
Натягиваемое поглощающее изделие и способ его изготовления
Натягиваемое абсорбирующее изделие
Впитывающее изделие типа трусов
Впитывающее изделие в виде трусов
Натягиваемое изделие для ношения и способ его изготовления
Впитывающее изделие типа трусов
Натягиваемый предмет одежды и способ его производства
Натягиваемое абсорбирующее изделие
Одноразовый подгузник типа трусов

