Результат интеллектуальной деятельности: СПОСОБ ВЫДАВЛИВАНИЯ И НАДРЕЗКИ ЗАГОТОВОК И ИНСТРУМЕНТ ДЛЯ ВЫДАВЛИВАНИЯ
Вид РИД
Изобретение
Изобретение относится к способу выдавливания и надрезки заготовок, включающему следующие этапы способа:
- предоставление плоской заготовки,
- помещение плоской заготовки между пуансоном и вырезной матрицей, причем пуансон имеет канавку, которая расположена напротив режущей кромки,
- прессование заготовки между пуансоном и вырезной матрицей, причем происходит врезание режущей кромки в заготовку и вытяжка материала, из которого изготовлена заготовка.
Изобретение также относится к инструменту для выдавливания для осуществления способа описанного выше вида, содержащему пуансон, в котором выполнена канавка для принятия материала заготовки, и расположенную напротив пуансона вырезную матрицу, имеющую режущую кромку, которая может врезаться в материал заготовки так, что материал вытесняется в расположенную напротив режущей кромки выемку, причем пуансон и вырезная матрица подвижны относительно друг друга.
Из патентного документа DE 10 2011 121 664 A1 известно выполнение в заготовках фланцевых заглушек для прокладки кабеля. На заготовке, которая впоследствии может быть использована в распределительном или электротехническом шкафу, посредством фасонного ножа может предварительно выдавливаться форма фланца.
При этом фасонный нож врезается до определенной глубины в материал заготовки. При этом материал уплотняется и вытесняется в стороны. Это связано с тем, что усилие прессования, требуемое для врезания, относительно высоко. Оно значительно выше усилия, которое требовалось бы для штампования заготовки.
Вследствие врезания в заготовку в ее материале может происходить перекос. В частности, при надрезах в деталях из листового металла или листовой стали в них может возникать перекос. Перекос существенно ограничивает пригодность надрезанной заготовки для последующей обработки.
Заготовка, подвергнутая перекосу, может быть, например, в дальнейшем использована в сварочных процессах только со значительными проблемами.
Поэтому задача изобретения состоит в предложении способа и инструмента для выдавливания и надрезки заготовок, в частности, заготовок из стального листа, с помощью которых в заготовке может быть минимизирован перекос.
В соответствии с изобретением указанная выше задача решается посредством способа выдавливания и надреза заготовок с признаками п.1 формулы изобретения.
Кроме того, упомянутый выше способ отличается тем, что материал заготовки при надрезании и вытяжке, по меньшей мере, на участках тормозится, и течение материала направляется.
Сначала согласно изобретению было установлено, что при введении режущей кромки в материал, такой как стальной лист, возникает течение материала и/или деформация сжатия материала. Далее было определено, что вследствие течения и/или деформаций сжатия материала в заготовку вносятся значительные напряжения. В рамках изобретения было установлено, что эти напряжения хотя и не могут быть предотвращены, но они могут контролироваться. Конкретно было установлено, что благодаря комбинации этапов способа врезания, вытяжки и торможения материала может направляться течение материала и минимизироваться перекос. Также предложен способ выдавливания и надрезки заготовок, в частности, заготовок из стали листовой, при котором утяжка в заготовке может быть минимизирована.
Таким образом, решается упомянутая выше задача.
Преимущественно при врезании материал направляется от режущих кромок целенаправленно в резервуары. Материал, деформированный при врезании, целенаправленно направляется от режущей кромки в предназначенные для этого резервуары. Это становится возможным благодаря специальной геометрии пуансона и вырезной матрицы. Необходимое при этом усилие прессования примерно на 20% ниже усилия, которое требовалось бы при выдавливании фланца согласно уровню техники. Благодаря специальной геометрии пуансона и вырезной матрицы предотвращается нежелательное образование изгибов в заготовках и обеспечивается их оптимальная ровность.
В качестве заготовки преимущественным образом используется плоский стальной лист. Такая заготовка после обработки посредством описанного здесь способа может применяться в распределительных или электротехнических шкафах, поскольку в ней могут быть легко выполнены фланцевые заглушки.
Согласно изобретению указанная выше задача решается также с помощью инструмента для выдавливания и надрезки заготовок с признаками соответствующего пункта формулы изобретения.
Кроме того, упомянутый выше инструмент для выдавливания отличается тем, что предусмотрены средства торможения, которые удерживают материал, по меньшей мере, на участках.
Во избежание повторений в отношении изобретательского уровня, здесь делается ссылка на соответствующие доводы в отношении способа.
Предпочтительно средства торможения расположены на прижиме, который окружает пуансон. Посредством прижима предотвращается изгибание заготовки вверх при проникновении в нее режущей кромки.
Кроме того, является предпочтительным, когда вырезная матрица окружена вытяжной матрицей. Вытяжная матрица деформирует заготовку и формует в ней наклонные поверхности.
На чертежах показано.
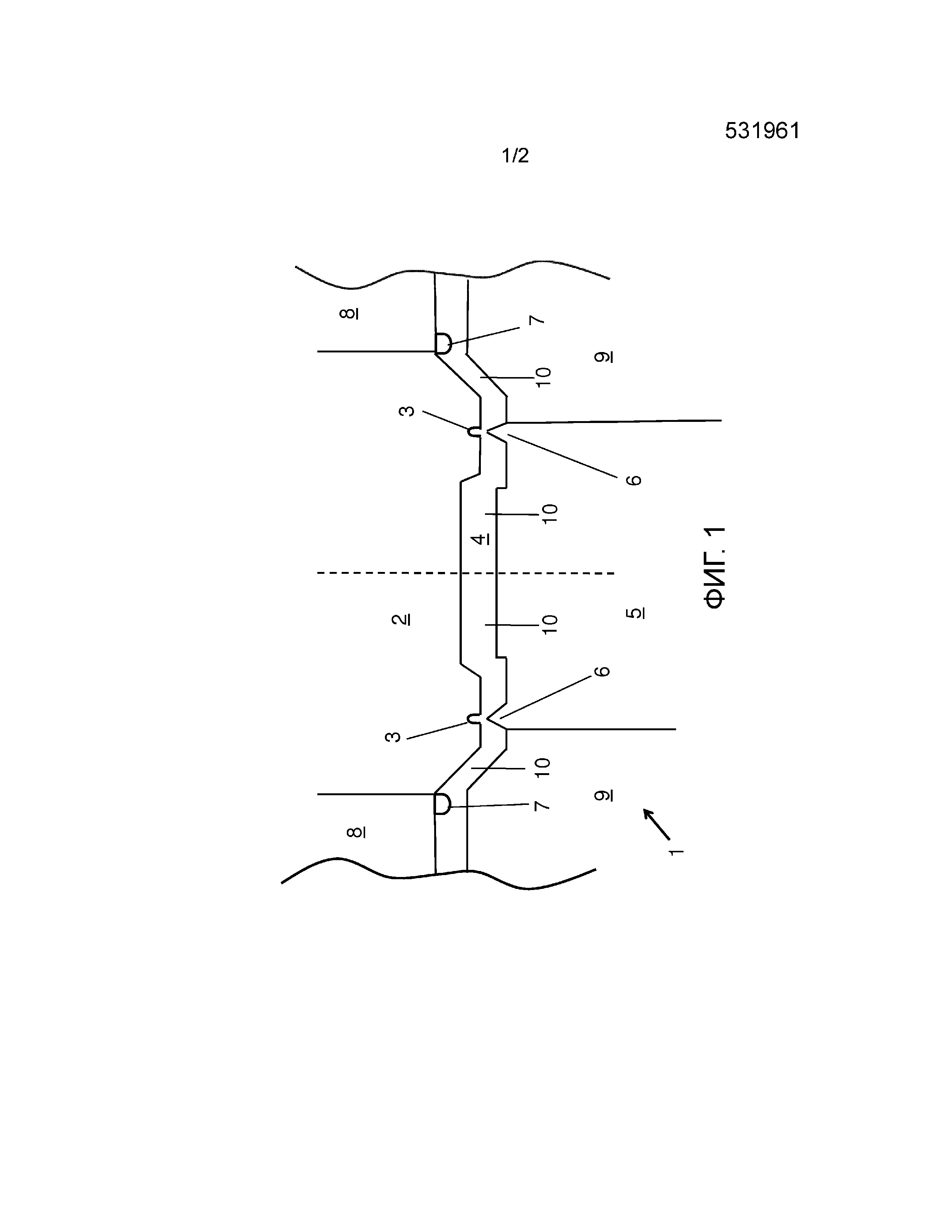
Фиг.1 показывает в виде фрагмента инструмент для выдавливания и надрезки заготовок, содержащий пуансон и вырезную матрицу для осуществления способа выдавливания и надрезки заготовок, причем пуансон и вырезная матрица перемещаются вместе, и
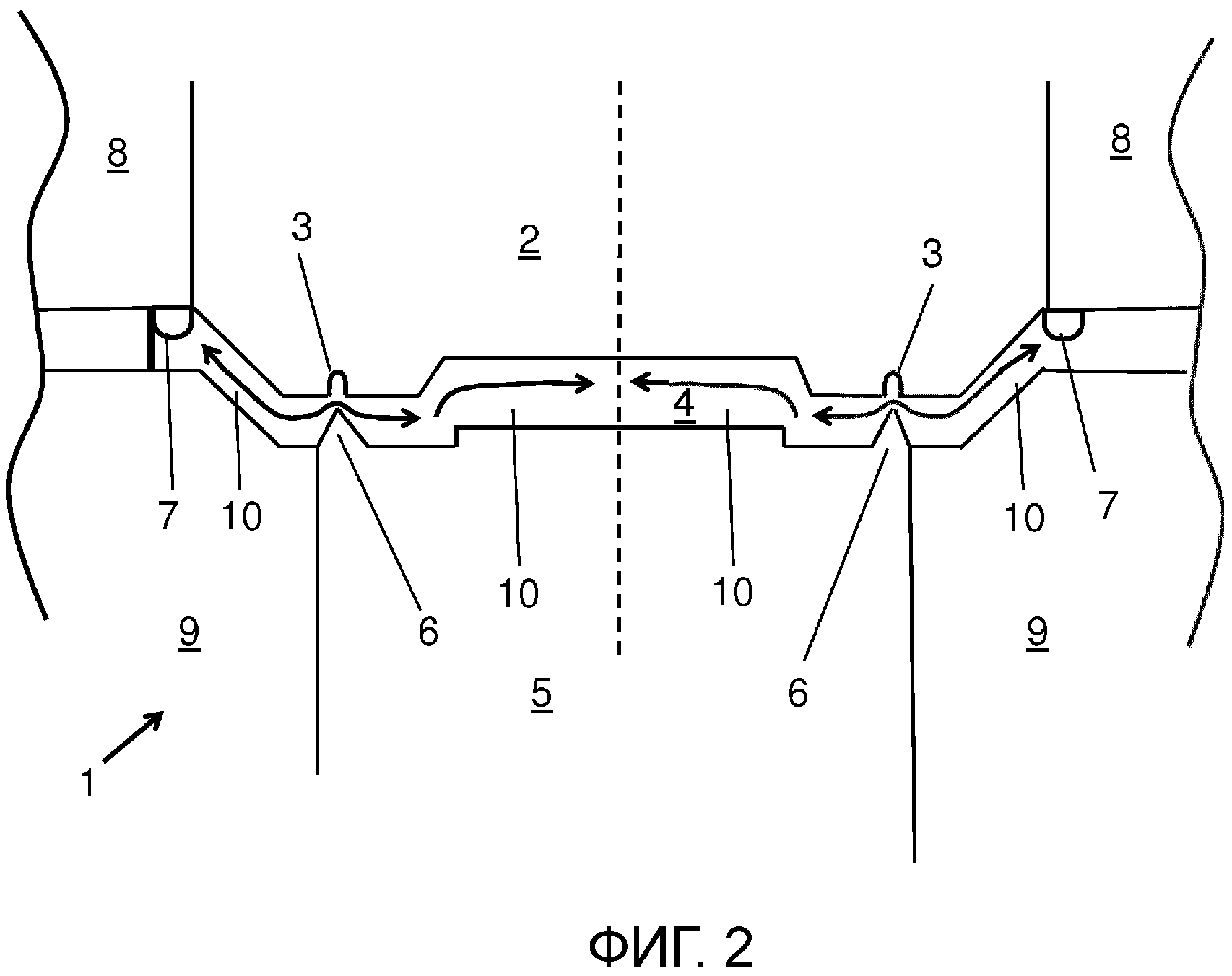
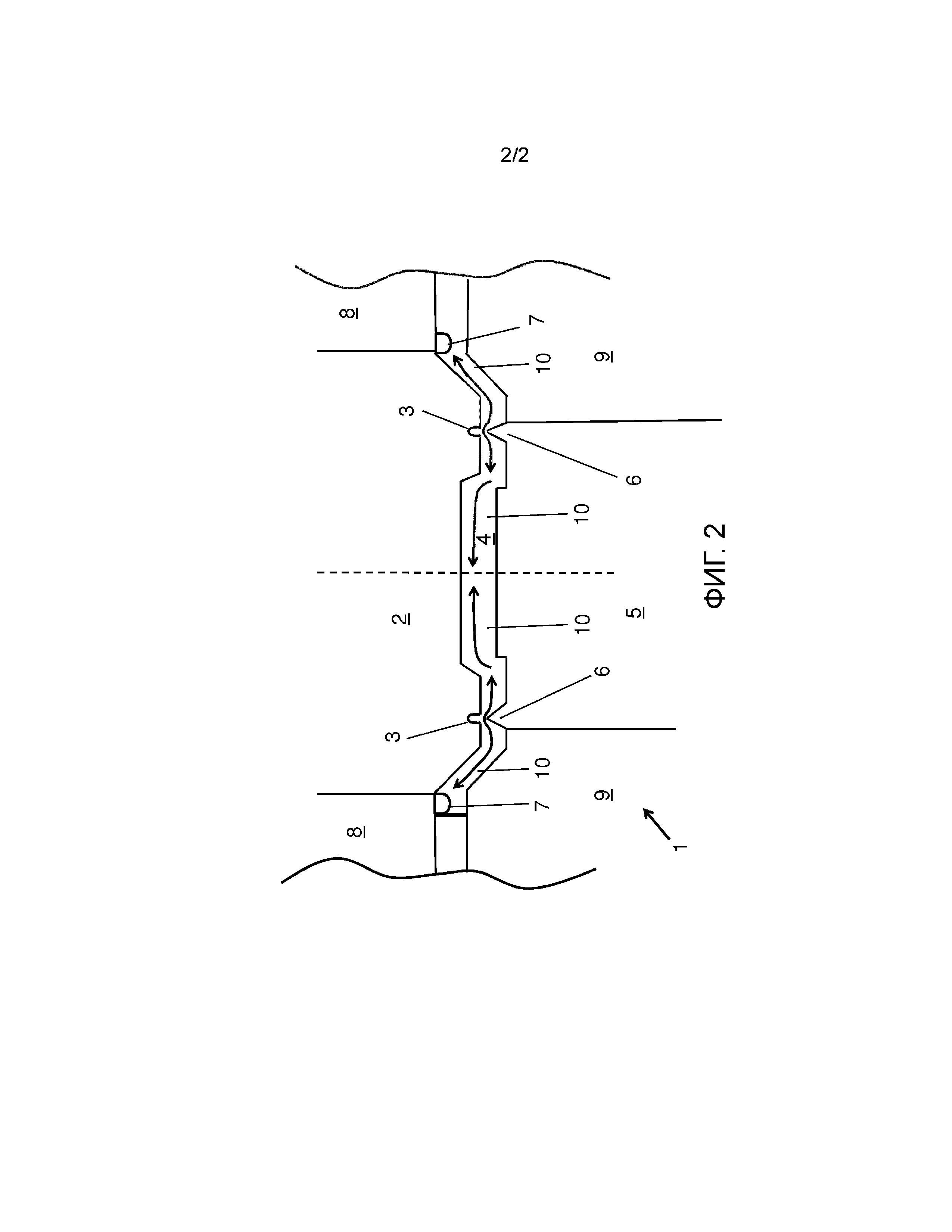
Фиг.2 показывает в виде фрагмента инструмент для выдавливания согласно фиг.1, причем стрелки показывают направление направленного течения материала.
Фиг.1 показывает в виде фрагмента инструмент 1 для выдавливания для осуществления способа описанного ниже вида, содержащий пуансон 2, в котором выполнена канавка 3 для принятия материала заготовки 4, и расположенную напротив пуансона 2 вырезную матрицу 5, имеющую режущую кромку 6, которая врезается в материал заготовки 4 так, что материал вытесняется в лежащую напротив режущей кромки 6 канавку 3, причем пуансон 2 и вырезная матрица 5 подвижны друг относительно друга.
Фиг.1 показывает перемещающийся вместе инструмент 1 для выдавливания. Между пуансоном 2 и вырезной матрицей 5 расположена заготовка 4 в виде сэндвича. Заготовка 4 изготовлена из стального листа.
Предусмотрены средства 7 торможения, которые удерживают материал, по меньшей мере, на участках. Средства 7 торможения выполнены в виде закругленного, полукруглого в поперечном сечении утолщения.
Средства 7 торможения расположены на прижиме 8, который окружает пуансон 2 снаружи. Пуансон 2 проходит, начиная от средств 7 торможения или, соответственно, утолщения, по направлению внутрь конусообразно на отдельных участках. Середина и ось симметрии инструмента 1 для выдавливания представлена пунктирной линией.
Вырезная матрица 5 окружена вытяжной матрицей 9. Вытяжная матрица 9 выполнена комплиментарно к конической форме пуансона 2. Таким образом, изначально ровная плоская заготовка 4 посредством формования может быть снабжена наклонными плоскостями или профилями.
С помощью описанного выше инструмента 1 для выдавливания может осуществляться способ выдавливания и надрезки заготовок 4, который включает следующие этапы способа:
- предоставление плоской заготовки 4,
- помещение плоской заготовки 4 между пуансоном 2 и вырезной матрицей 5, причем пуансон 2 имеет канавку 3, которая расположена напротив режущей кромки 6,
- прессование заготовки 4 между пуансоном 2 и вырезной матрицей 5, причем происходит врезание режущей кромки 6 в заготовку 4 и вытяжка материала, из которого изготовлена заготовка 4.
Материал заготовки 4 при врезании и вытяжке тормозится, по меньшей мере, на участках, и течение материала направляется. Направление течения материала показано на фиг.2 стрелками.
Материал при врезании направляется в сторону от режущей кромки 6 целенаправленно в резервуары 10. В качестве заготовки 4 используется плоский стальной лист.
Материал, который находится в боковом направлении снаружи от средств 7 торможения, т.е. в области прижимов 8, тормозится средствами 7 торможения или, соответственно, утолщением, и не может течь.
Перечень условных обозначений:
1 - инструмент для выдавливания
2 - пуансон
3 - канавка
4 - заготовка
5 - вырезная матрица
6 - режущая кромка
7 - средства торможения
8 - прижим
9 - вытяжная матрица
10 – резервуар
Крепежная деталь для шкафа, в частности для электрического распределительного шкафа для распределения электропроводки, и электрический распределительный шкаф
Удерживающее устройство для поперечины в электрическом распределительном шкафу и распределительный шкаф
Изоляционная лента
Светильник, в частности настенный светильник
Распределительный шкаф со сборной шиной с возможностью штекерного соединения
Электрическое монтажное устройство с зарядным устройством для мобильного телефона
Электромонтажное устройство с зарядным устройством и возможностью хранения мобильного телефона
Электрический коммутационный и распределительный шкаф
Скрытый установочный выключатель для скрытой проводки с опорным кольцом

