Результат интеллектуальной деятельности: ТОКАРНЫЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к токарному инструменту. Настоящее изобретение также относится к режущей пластине, используемой в токарном инструменте.
УРОВЕНЬ ТЕХНИКИ
Токарный инструмент предназначен для закрепления режущей пластины. Токарный инструмент, содержащий режущую пластину, используется в станках таких, как токарные, для обработки резанием заготовок. Известны токарные инструменты различных форм, предназначенные для использования с режущими пластинами, имеющими различную геометрию. В зависимости от вида выполняемой на заготовке токарной операции токарный инструмент должен иметь возможность достигать соответствующей части заготовки, а режущая пластина должна иметь подходящую геометрию.
Режущая пластина обычно выполняется с двумя или более режущими кромками. Поэтому режущая пластина может быть размещена в двух или более различных положениях в соответствующем токарном инструменте, чтобы выставить за один раз одну из режущих кромок для взаимодействия с соответствующей заготовкой. Иными словами, режущая пластина является индексируемой такое количество раз, сколько она содержит режущих кромок.
Хладагент, также называемый как охлаждающая жидкость или жидкий хладагент, может быть распределен в зоне резания заготовки. В общем, хладагент является жидкостью, однако газ такой, как воздух, может быть использован в качестве хладагента в некоторых практических применениях резания. Традиционно для этой цели токарный станок может быть снабжен отдельным соплом, предназначенным для направления к заготовке. Современный подход состоит в выполнении одного или более сопел для хладагента, интегрированных в токарный инструмент. При этом сопла могут быть расположены в непосредственной близости от зоны резания заготовки. Сопла для хладагента в токарном инструменте могут быть выполнены со стороны передней поверхности и/или со стороны задней поверхности режущей кромки режущей пластины.
В патенте США 8454274 раскрыта индексируемая режущая пластина, содержащая канавку для подачи хладагента, которая имеет радиальную ориентацию по отношению к соответствующему угловому режущему участку. С отсылкой на фиг.5-7 документ раскрывает опорную пластину, расположенную ниже режущей пластины. В опорной пластине выполнен проход для хладагента и выход хладагента образован между режущей пластиной и опорной пластиной.
В таком известном устройстве струя хладагента из его выхода определяется как опорной пластиной, так и режущей пластиной. Соответственно, если рабочий угловой участок режущей пластины изнашивается и затем располагается так, чтобы образовать выход для хладагента вместе с опорной пластиной, струя хладагента из выхода может отличаться в зависимости от износа режущей пластины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в создании токарного инструмента, выполненного с возможностью направления контролируемой и воспроизводимой струи хладагента в направлении пространства выбранного так, чтобы включать зону резания заготовки со стороны задней поверхности режущей кромки режущей пластины.
В соответствии с объектом изобретения задача достигается посредством токарного инструмента, содержащего корпус, режущую пластину, опорную пластину и крепежное устройство. Корпус инструмента содержит гнездо, опорную пластину, расположенную на участке дна гнезда, и режущую пластину, с возможностью высвобождения закрепленную посредством крепежного устройства на опорной пластине. Система подачи хладагента продолжается через токарный инструмент, ее первый участок продолжается через корпус инструмента и концевой участок системы продолжается через опорную пластину. Концевой участок системы подачи хладагента включает сквозное отверстие, продолжающееся от первой поверхности опорной пластины, обращенной к дну гнезда, до противоположной второй поверхности опорной пластины. Концевой участок включает выпускное отверстие хладагента на второй поверхности опорной пластины, образованное только опорной пластиной. Опорная пластина и выпускное отверстие хладагента выполнены с возможностью направления струи хладагента из выпускного отверстия беспрепятственно режущей пластиной к пространству, предназначенному для зоны резания заготовки.
Поскольку выпускное отверстие хладагента образовано только на опорной пластине, и опорная пластина и выпускное отверстие хладагента выполнены с возможностью направления струи хладагента из выпускного отверстия беспрепятственно режущей пластиной к пространству, предназначенному для зоны резания заготовки, струя хладагента имеет возможность быть направленной к заготовке со стороны задней поверхности режущей кромки режущей пластины, струя хладагента направляется только опорной пластиной к пространству, предназначенному для зоны резания заготовки. Режущая пластина и любой износ режущей пластины не будут влиять на струю хладагента. В результате достигается вышеупомянутая задача изобретения.
Более того, когда хладагент доставляется в область резания со стороны задней поверхности режущей пластины, хладагент направляется к режущей пластине из области корпуса, которая склонна к повреждению в случае, например, использования слишком высокой подачи токарного инструмента, которая вызывает скалывание режущей пластины и таким образом высвобождает область тангенциально ниже режущей пластины для повреждения. Это может вызвать разрушение или изменение концевого участка прохода хладагента ниже режущей пластины. Следовательно, выполнение концевого участка прохода хладагента в опорной пластине и образование выпускного отверстия хладагента только на опорной пластине делают концевой участок сменным вместе с опорной пластиной. Таким образом, поврежденный концевой участок прохода хладагента может быть легко восстановлен путем замены поврежденной опорной пластины.
Токарный инструмент может содержать простой хвостовик для его закрепления в соответствующем токарном станке. В качестве альтернативы, токарный инструмент может содержать более сложную систему его крепления к соответствующему токарному станку. Одним примером такой системы крепления является система CoromantCapto. Термин «сквозное отверстие» относится к каналу, который окружен со всех сторон ограничивающими поверхностями за исключением входа и выхода.
В соответствии с вариантами боковой участок опорной пластины может продолжаться за тело режущей пластины. Выпускное отверстие хладагента может быть выполнено на второй поверхности в боковом участке. В этом случае опорная пластина и выпускное отверстие хладагента могут быть выполнены с возможностью направления струи хладагента от него беспрепятственно, со стороны режущей пластины к пространству, предназначенному для зоны резания заготовки. Соответственно, выпускное отверстие хладагента полностью расположено в боковом участке.
В соответствии с вариантами сквозное отверстие может иметь одинаковый диаметр по существу вдоль всей его протяженности через опорную пластину. В этом случае сквозное отверстие может быть легко изготовлено с помощью электроэрозионной обработки (EDM). Поскольку опорная пластина обычно изготавливается из керамики, нитридов и/или карбидов, EDM может быть наиболее удобным путем изготовления точного сквозного отверстия в опорной пластине. Однако, сквозное отверстие в качестве альтернативы может быть просверлено, например, перед спеканием опорной пластины, или опорная пластина изготавливается из другого материала такого, как сталь, который может быть закален после сверления. Эти варианты включают сквозные отверстия с входами и/или выходами другой формы, чем одинаковый диаметр остального сквозного отверстия, например, может быть выполнена фаска в опорной пластине на входе и/или выходе сквозного отверстия.
В соответствии с вариантами сквозное отверстие может содержать по меньшей мере один конический участок. В этом случае может быть выполнена фаска в опорной пластине на входе и/или выходе сквозного отверстия. Такая фаска может обеспечить контролируемую форму входа и/или выхода сквозного отверстия. На выходе фаска может придавать форму струе хладагента, выпускаемой из выпускного отверстия хладагента. В качестве альтернативы или дополнительно, сквозное отверстие может иметь два различных диаметра с коническим переходом между ними.
В соответствии с вариантами сегмент первого участка системы подачи хладагента, смежный концевому участку, может быть образован опорной пластиной и выемкой в корпусе в участке дна гнезда. В этом случае может быть гарантировано, что хладагент может быть направлен от корпуса к концевому участку системы подачи хладагента. Более того, путем формирования выемки больше, чем диаметр сквозного отверстия концевого участка, опорные пластины с различно расположенными входами сквозного отверстия на первой стороне опорной пластины могут быть использованы для одного и того же корпуса инструмента. Таким образом, характеристики направления хладагента такие, как направление струи хладагента, диаметр струи хладагента и сходимость струи хладагента могут быть легко подобраны путем смены опорной пластины.
В соответствии с вариантами первый участок системы подачи хладагента может включать прямой участок канала и распределительный проход хладагента в корпусе инструмента. Прямой участок канала может продолжаться от выемки до распределительного прохода хладагента. В этом случае соединительный канал между выемкой и распределительным проходом хладагента может быть легко выполнен путем сверления в корпусе инструмента. Распределительный проход хладагента может быть участком системы подачи хладагента, который выполнен с возможностью распределения хладагента по более, чем одному выпускному отверстию хладагента.
В соответствии с вариантами выемка может содержать поверхность, продолжающуюся по существу перпендикулярно к прямому участку канала. В этом случае поверхность может быть предназначена для обработки сверлом, чтобы вести ее под прямым углом. Таким образом, может быть гарантировано, что прямой участок канала может быть просверлен в требуемом направлении в корпусе инструмента. В качестве альтернативы, прямой участок канала может быть образован посредством EDM в корпусе инструмента. Также, для EDM поверхность, продолжающаяся по существу перпендикулярно к прямому участку канала, может быть преимуществом.
В соответствии с вариантами прямой участок канала может продолжаться под острым углом к плоскости, продолжающейся вдоль участка дна гнезда и опорной пластины. В этом случае прямой участок канала может соединяться с распределительным проходом хладагента, который продолжается в другом участке корпуса инструмента, чем выемка и прямой участок канала. Более того, гнездо и опорная пластина обычно расположены на участке корпуса инструмента, который сравнительно уже, чем остальной корпус, чтобы гарантировать, что режущая пластина может подойти вплотную к соответствующей заготовке. Посредством того, что прямой участок канала продолжается под острым углом, он имеет возможность доходить до распределительного прохода хладагента, который продолжается в другом участке корпуса инструмента. Таким образом, это может быть достигнуто только посредством прямого участка канала.
В соответствии с вариантами концевой участок имеет первый диаметр, а прямой участок канала может иметь второй диаметр. Второй диаметр может быть равным или больше, чем первый диаметр. В этом случае может быть гарантировано, что прямой участок канала не вызывает чрезмерно большого перепада давления в хладагенте по сравнению с перепадом давления, вызываемом в концевом участке.
В соответствии с вариантами распределительный проход хладагента может образовывать впускной участок системы подачи хладагента, содержащий соединительное устройство для присоединения системы подачи хладагента к системе подачи хладагента соответствующего токарного станка. В этом случае хладагент от токарного станка может быть распределен через распределительный проход хладагента к концевому участку системы подачи хладагента в опорной пластине. Соединительное устройство может, например, содержать быстроразъемное соединение или резьбовое соединение.
В соответствии с вариантами распределительный проход хладагента может продолжаться в другом направлении, чем прямой участок канала.
В соответствии с вариантами опорная пластина может содержать отверстие для ее закрепления на корпусе инструмента. Отверстие может быть отделено от сквозного отверстия. В этом случае течение хладагента в сквозном отверстии не может быть нарушено при любом крепежном устройстве, связанном с отверстием. Далее, в этом случае отверстие может быть расположено в положении на опорной пластине, наиболее удобном для закрепления опорной пластины на корпусе инструмента, например, на центральном участке опорной пластины, тогда как сквозное отверстие может быть расположено так, чтобы направлять струю хладагента от выпускного отверстия хладагента беспрепятственно, со стороны режущей пластины к пространству, предназначенному для зоны резания заготовки. Соответственно, отверстие является сквозным отверстием, продолжающимся через опорную пластину.
В соответствии с вариантами режущая пластина может быть восемь раз индексируемой режущей пластиной.
В соответствии с вариантами режущая пластина может включать тело пластины, которое может включать две противоположные параллельные торцовые поверхности и четыре взаимно по существу идентичные боковые поверхности, продолжающиеся между торцовыми поверхностями. Режущая пластина может включать четыре отдельные режущие кромки, расположенные симметрично на каждой торцовой поверхности, причем, каждая отдельная режущая кромка может включать первый участок режущей кромки, продолжающийся вдоль краевого участка торцовой поверхности, и второй участок режущей кромки, продолжающийся вдоль краевого участка боковой поверхности в направлении от торцовой поверхности к воображаемой средней плоскости, расположенной между и параллельно торцовым поверхностям. Первый участок режущей кромки может быть соединен со вторым участком режущей кромки через угловой участок кромки. На виде сбоку вдоль центральной оси, продолжающейся перпендикулярно торцовым поверхностям, режущая пластина может включать угловую точку на каждом из участков угловой кромки, четыре угловые точки расположены симметрично на каждой торцовой поверхности с равными диагональными расстояниями между угловыми точками. Первый угол между первой воображаемой линией, продолжающейся от первой угловой точки до второй угловой точки двух смежных угловых точек на одной торцовой поверхности, и второй воображаемой линией, продолжающейся вдоль участка при вершине первого участка режущей кромки в первой угловой точке, может быть в диапазоне 15-25 градусов. В этом случае режущая пластина может быть выполнена с возможностью опоры на опорную пластину без пересечения с выпускным отверстием хладагента в опорной пластине. Таким образом, в районе со стороны задней поверхности режущей пластины она подрезана достаточно, чтобы не пересекаться с выпускным отверстием хладагента в опорной пластине с обеспечением достаточно прочной опоры для рабочей режущей кромки.
В соответствии с вариантами на виде сбоку вдоль центральной оси второй угол приблизительно 17 градусов может быть образован между третьей воображаемой линией, продолжающейся от центральной оси к одной из угловых точек на первой торцовой поверхности из торцовых поверхностей, и четвертой воображаемой линией, продолжающейся от центральной оси к смежной угловой точке из угловых точек на второй торцовой поверхности из торцовых поверхностей. В этом случае зазор может быть выполнен на втором участке режущей кромки рабочей режущей кромки, т.е. зазор может быть выполнен вдоль линии, продолжающейся вдоль второго участка режущей кромки. Более того, на виде от режущей кромки на одной из торцовых поверхностей, взаимодействующей с заготовкой, две соседние режущие кромки и их соответствующие угловые участки режущей кромки на противоположной торцовой поверхности могут быть расположены по существу на одном и том же расстоянии от заготовки так, чтобы не взаимодействовать с ней.
В соответствии с другим объектом изобретения предложена режущая пластина, приспособленная для использования в токарном инструменте в соответствии с любым объектом или его вариантом, причем, режущая пластина является восемь раз индексируемой режущей пластиной, содержащей тело пластины, включающее две противоположные параллельные торцовые поверхности и четыре взаимно по существу идентичные боковые поверхности, продолжающиеся между торцовыми поверхностями. Режущая пластина дополнительно включает четыре отдельные режущие кромки, расположенные симметрично на каждой торцовой поверхности, причем каждая отдельная режущая кромка включает первый участок режущей кромки, продолжающийся вдоль краевого участка торцовой поверхности, и второй участок режущей кромки, продолжающийся вдоль краевого участка боковой поверхности в направлении от торцовой поверхности к воображаемой средней плоскости, расположенной между и параллельно торцовым поверхностям, первый участок режущей кромки соединен со вторым участком режущей кромки через угловой участок кромки. На виде сбоку вдоль центральной оси, продолжающейся перпендикулярно к торцовым поверхностям, режущая пластина включает угловую точку на каждом из угловых участков кромки, четыре угловые точки симметрично расположены на каждой из торцовых поверхностей с равными диагональными расстояниями между ними, причем первый угол между первой воображаемой линией, продолжающейся от первой угловой точки ко второй угловой точке из двух смежных угловых точек на одной торцовой поверхности, и второй воображаемой линией, продолжающейся вдоль участка при вершине первого участка режущей кромки от первой угловой точки, находится в диапазоне 15-25 градусов.
Таким образом, режущая пластина выполнена с возможностью опоры на опорную пластину токарного инструмента без перекрытия выпускного отверстия для хладагента в опорной пластине. Соответственно, выпускное отверстие хладагента, образованное только опорной пластиной, может направлять струю хладагента беспрепятственно режущей пластиной к пространству, предназначенному для зоны резания заготовки.
В соответствии с вариантами на виде сбоку вдоль центральной оси, второй угол приблизительно 17 градусов может быть образован между третьей воображаемой линией, продолжающейся от центральной оси к одной из угловых точек на первой торцовой поверхности из торцовых поверхностей, и четвертой воображаемой линией, продолжающейся от центральной оси к смежной угловой точке из угловых точек на второй торцовой поверхности из торцовых поверхностей.
Другие особенности и преимущества настоящего изобретения станут понятными при изучении приложенной формулы изобретения и последующего детального описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Различные объекты изобретения, включающие его конкретные особенности и преимущества, станут более понятными из приведенных типовых вариантов осуществления, обсуждаемых в последующем подробном описании, и приложенных чертежей, на которых:
на фиг.1 представлен токарный инструмент в соответствии с вариантами;
на фиг.2 представлен токарный инструмент на фиг.1 в разобранном виде;
на фиг.3а и 3b представлены поперечные сечения опорных пластин в соответствии с вариантами;
на фиг.4 представлен вид на токарный инструмент на фиг.1 и 2;
на фиг.5 представлен токарный инструмент в соответствии с вариантами; и
на фиг.6а–6с представлена режущая пластина в соответствии с вариантами.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Объекты настоящего изобретения теперь будут описаны более полно. Одинаковые номера позиций относятся к одинаковым элементам. Хорошо известные функции или конструкции не обязательно будут описаны детально для краткости и/или ясности.
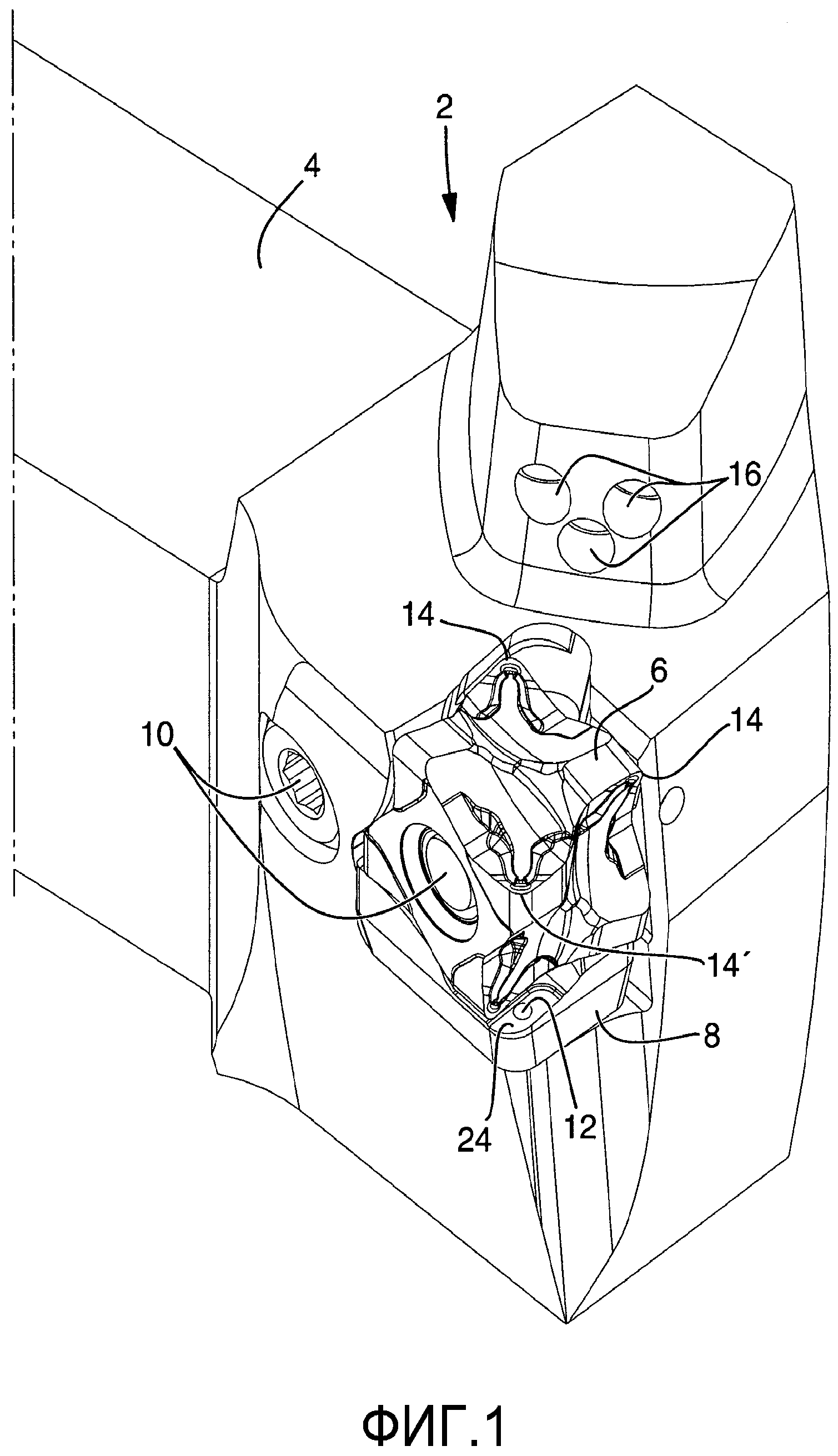
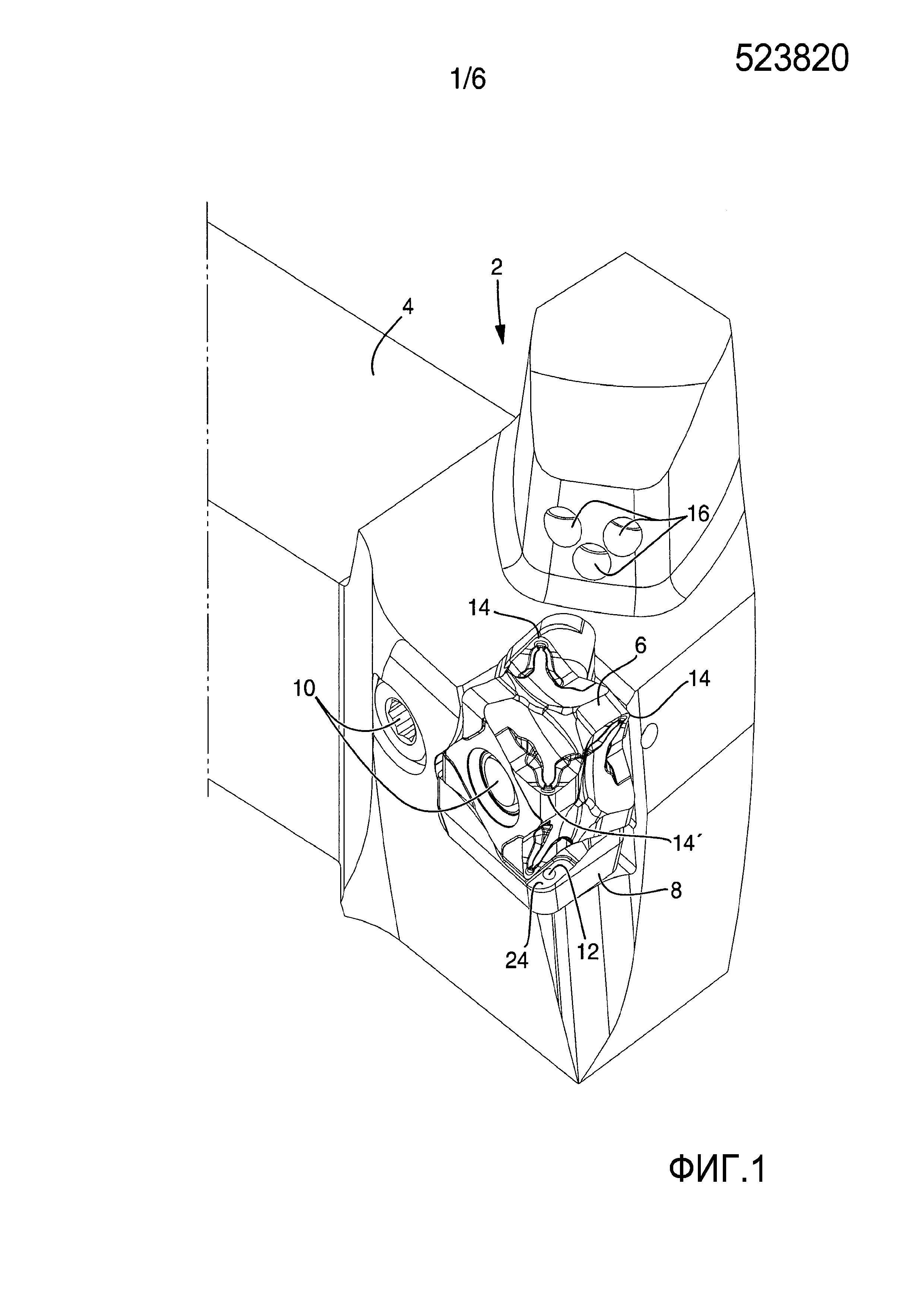
Фиг.1 показывает токарный инструмент 2 в соответствии с вариантами. Токарный инструмент 2 содержит корпус 4 инструмента, режущую пластину 6, опорную пластину 8 и крепежное устройство 10. Режущая пластина 6 является восемь раз индексируемой режущей пластиной, т.е. она включает восемь отдельных режущих кромок 14, 14’, из которых одна в данный момент может быть расположена так, чтобы выходить из режущего инструмента 2 для взаимодействия с соответствующей заготовкой. Система подачи хладагента продолжается через токарный инструмент 2. Выпускное отверстие 12 хладагента системы подачи хладагента выполнено в опорной пластине 8. Из выпускного отверстия 12 хладагента его струя может быть направлена со стороны задней поверхности рабочей режущей кромки 14’ режущей пластины 6 к пространству, предназначенному для зоны резания заготовки. Другими словами струя хладагента, может быть направлена к рабочей режущей кромке 14’. Предпочтительно, направление струи хладагента отклоняется менее, чем на 250 от нормали к поверхности дна гнезда 18. Возможно, токарный инструмент может включать одно или более дополнительных выпускных отверстий 16 хладагента, к показанному на фиг.1.
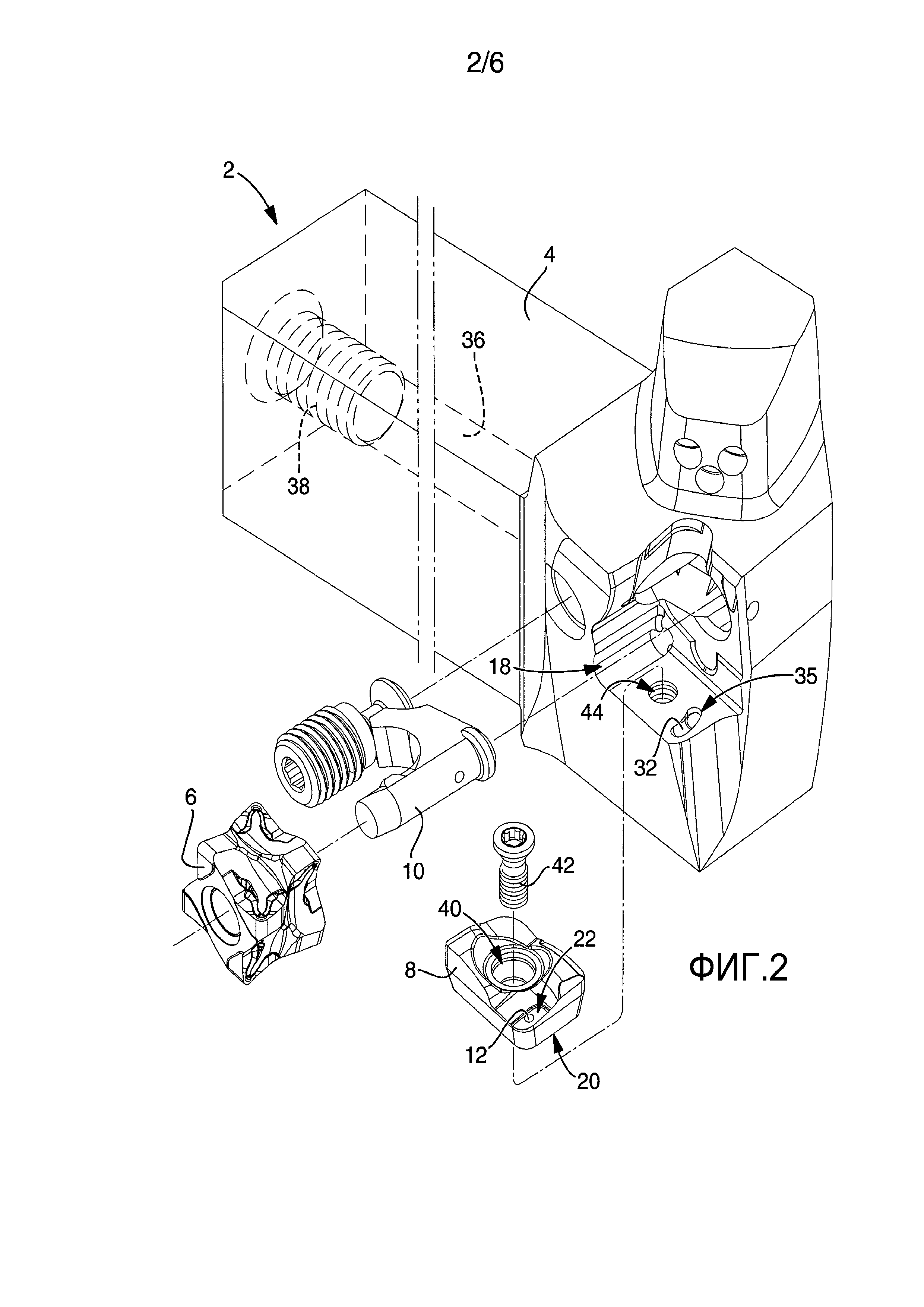
Фиг.2 показывает токарный инструмент 2 на фиг.1 в разобранном виде. Корпус 4 инструмента включает гнездо 18. Опорная пластина 8 расположена на участке дна гнезда 18. Режущая пластина с возможностью высвобождения закреплена посредством крепежного устройства 10 на опорной пластине 8, как показано на фиг.1. Первый участок системы подачи хладагента продолжается через корпус 4 инструмента, при этом концевой участок системы подачи хладагента продолжается через опорную пластину 8. Концевой участок системы подачи хладагента включает сквозное отверстие, продолжающееся от первой поверхности 20 опорной пластины 8 к противоположной второй поверхности 22 опорной пластины 8. Первая поверхность 20 опорной пластины 8 расположена с обращением ко дну гнезда 18, а вторая поверхность 22 опорной пластины 8 расположена с, по меньшей мере, частичным обращением к режущей пластине 6. Концевой участок включает выпускное отверстие 12 хладагента на второй поверхности 22. Выпускное отверстие 12 хладагента образовано только опорной пластиной 8. Опорная пластина 8 и выпускное отверстие 12 хладагента выполнены с возможностью направления струи хладагента от выпускного отверстия 12 беспрепятственно режущей пластиной 6 к пространству, предназначенному для зоны резания заготовки. Это может влиять на положение выпускного отверстия 12 хладагента в опорной пластине 8, направление сквозного отверстия и форму опорной пластины 8. Как показано на фиг.1, боковой участок 24 опорной пластины 8 продолжается за тело режущей пластины 6. Выпускное отверстие 12 хладагента выполнено на второй поверхности 22 в боковом участке 24.
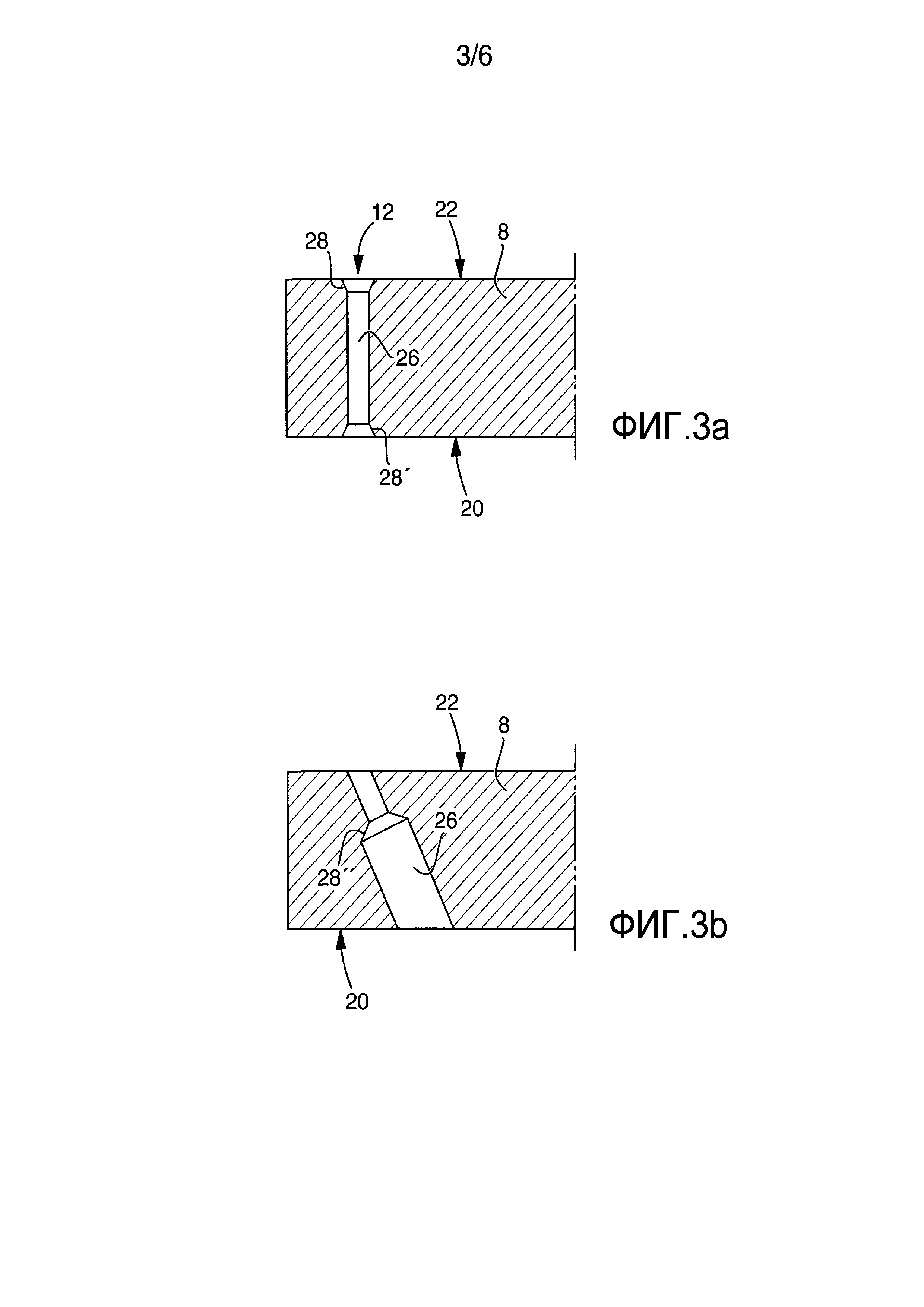
На фиг. 3а и 3b показаны поперечные сечения опорной пластины 8 в соответствии с вариантами, используемыми в токарном инструменте в соответствии с настоящим изобретением. Концевой участок системы подачи хладагента включает сквозное отверстие 26, продолжающееся от первой поверхности 20 опорной пластины 8 к противоположной второй поверхности 22 опорной пластины 8. Первая поверхность 20 является нижней поверхностью опорной пластины. Когда опорная пластина 8 установлена в корпусе 4, по меньшей мере, участок первой поверхности 20 находится в контакте с участком дна гнезда. Вторая поверхность 22 является верхней поверхностью опорной пластины. Режущая пластина 6, когда закреплена, находится в контакте с участком второй поверхности 22.
В вариантах, показанных на фиг.3а, сквозное отверстие 26 имеет одинаковый диаметр по существу вдоль всей его протяженности через опорную пластину 8. Сквозное отверстие 26 включает два конических участка 28, 28’, выполняющих фаску в опорной пластине 8 на входе и на выпускном отверстии 12 хладагента в сквозном отверстии 26. В вариантах, показанных на фиг.3b сквозное отверстие 26 включает один конический участок 28’’, выполняющий конический переход между двумя участками с различным диаметром сквозного отверстия 26.
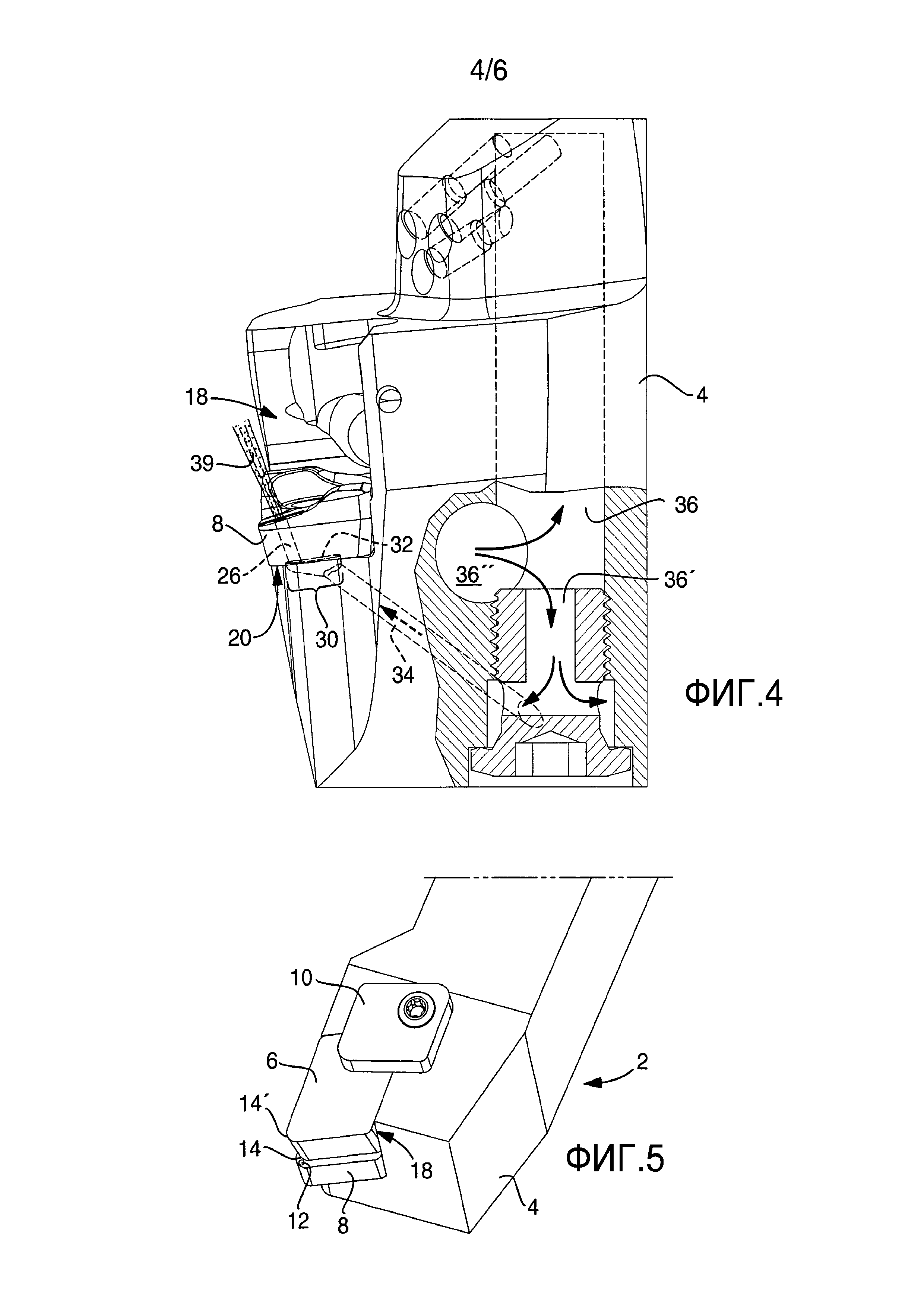
Фиг.4 показывает вид на токарный инструмент 2 на фиг.1 и 2. Первый участок системы подачи хладагента продолжается через корпус 4 инструмента, а концевой участок – продолжается через опорную пластину 8. Концевой участок включает сквозное отверстие 26 как описано выше с отсылкой к вариантам на фиг.3а и 3b. Сегмент 30 первого участка системы подачи хладагента, смежный концевому участку, образован опорной пластиной 8 и выемкой 32 в корпусе 4 инструмента в участке дна гнезда 18. Первый участок системы подачи хладагента включает также прямой участок 34 канала в корпусе 4 инструмента и распределительный проход 36 хладагента в корпусе 4 инструмента. Прямой участок 34 канала продолжается от выемки 32 к распределительному проходу 36 хладагента. Распределительный проход 36 хладагента образует впускной участок системы подачи хладагента и включает соединительное устройство для ее соединения с системой подачи хладагента соответствующего токарного станка. В этих вариантах распределительный проход 36 хладагента включает несколько распределительных проходов 36’, 36’’. Соединительное устройство 38 для соединения системы подачи хладагента с системой подачи хладагента соответствующего токарного станка схематически показано на фиг.2.
Как показано на фиг.4, хладагент в системе подачи хладагента течет от распределительного прохода 36 через прямой участок 34 канала, сегмент 30 и сквозное отверстие 26 к выпускному отверстию 12. Из выпускного отверстия 12 струя 39 хладагента направляется к пространству, предназначенному для зоны резания заготовки.
Выемка 32 включает поверхность 35, продолжающуюся по существу перпендикулярно к прямому участку 34 канала, см.фиг.2, т.е. поверхность 35 корпуса 4 инструмента в выемке 32, через которую прямой участок 34 канала просверливается в процессе изготовления токарного инструмента. Как показано на фиг.4 прямой участок 34 канала продолжается под острым углом к плоскости, продолжающейся вдоль участка дна гнезда 18 и первой поверхности 20 опорной пластины 8. Таким образом, прямой участок 34 канала соединен с распределительным проходом 36 хладагента. Также, распределительный проход 36 хладагента удобно выполняется путем сверления в корпусе 4 инструмента. Поскольку распределительный проход 36 хладагента соединен с распределительной системой охлаждения соответствующего токарного станка, он имеет один конец соответственно расположенный в корпусе 4 инструмента. Вследствие острого угла прямой участок 34 канала имеет возможность доходить до расположенного таким образом распределительного прохода 36 хладагента. Распределительный проход 36 хладагента продолжается в другом направлении, чем прямой участок 34 канала.
Как показано на фиг.4 сквозное отверстие 26 концевого участка имеет первый диаметр, а прямой участок 34 канала имеет второй диаметр. Второй диаметр в этих вариантах больше, чем первый диаметр.
Рассмотрим фиг.2, опорная пластина 8 включает отверстие 40 для ее закрепления на корпусе 4 инструмента. Отверстие 40 отделено от сквозного отверстия и выпускного отверстия 12 хладагента. Винт 42 предназначен для того, чтобы продолжаться через отверстие 40 и взаимодействовать с резьбовым отверстием 44 корпуса 4 инструмента для крепления на нем опорной пластины 8.
Фиг.5 показывает токарный инструмент 2 в соответствии с вариантами. Токарный инструмент 2 содержит корпус 4, режущую пластину 6, опорную пластину 8 и крепежное устройство 10. Опорная пластина 8 и режущая пластина 6 расположены в гнезде 18 корпуса 4 инструмента. Режущая пластина 6 является четыре раза индексируемой режущей пластиной, т.е. она включает четыре отдельные режущие кромки 14, 14’, одна из которых в данный момент может быть расположена так, чтобы выступать из гнезда 18 в токарном инструменте 2 для взаимодействия с соответствующей заготовкой. Две из режущих кромок 14, 14’ являются видимыми на фиг.5. Две другие режущие кромки расположены в гнезде 18. В этих вариантах режущая пластина 6 имеет ромбическую форму. Система подачи хладагента продолжается через токарный инструмент 2. Выпускное отверстие 12 хладагента системы подачи хладагента выполнено в опорной пластине 8. Из выпускного отверстия 12 струя хладагента может быть направлена со стороны задней поверхности рабочей режущей кромки 14’ режущей пластины 6 беспрепятственно с ее стороны к пространству, предназначенному для зоны резания заготовки. Другие аспекты и особенности режущего инструмента 2 могут быть сходными с вариантами, описанными в связи с фиг.1-4.
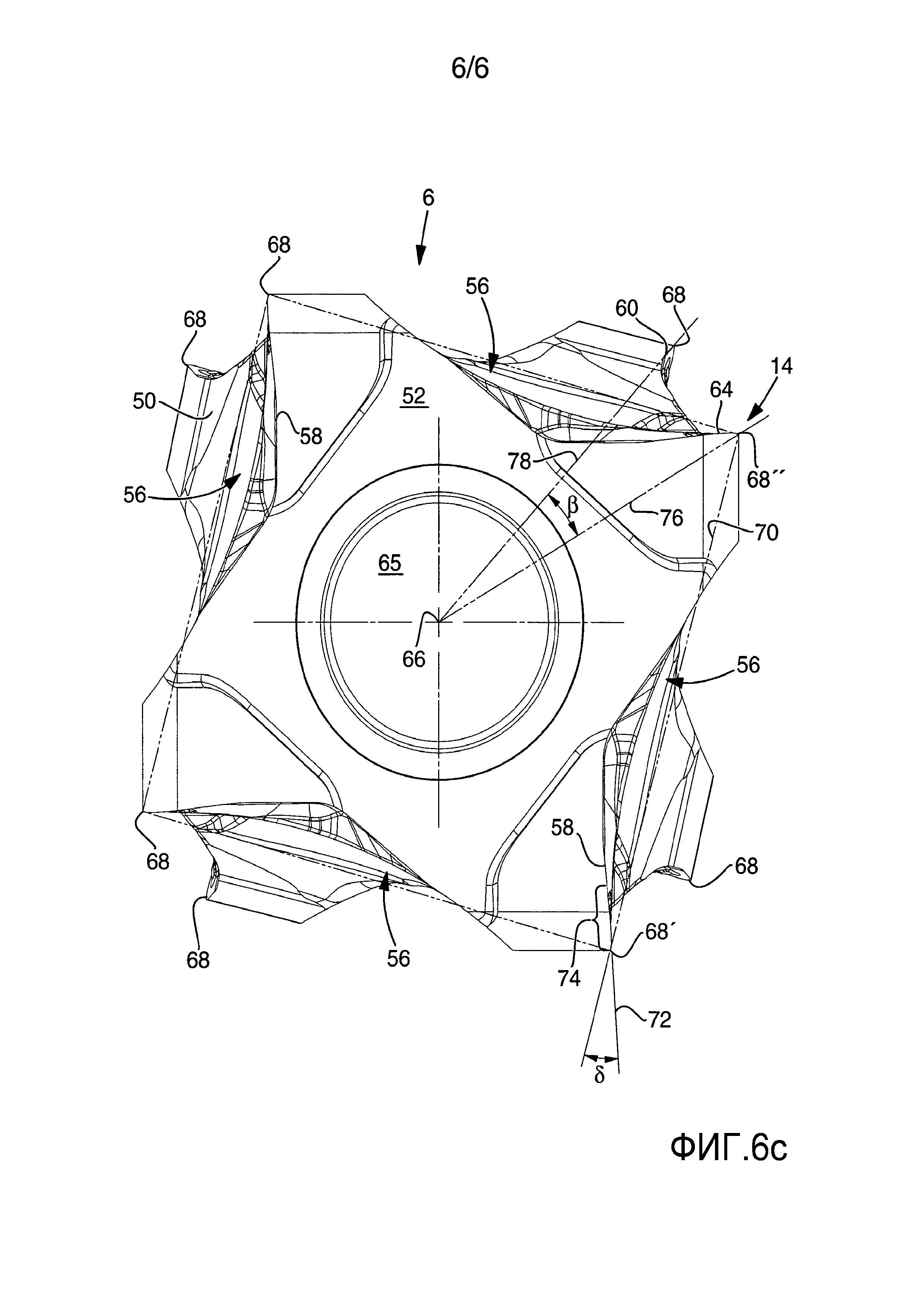
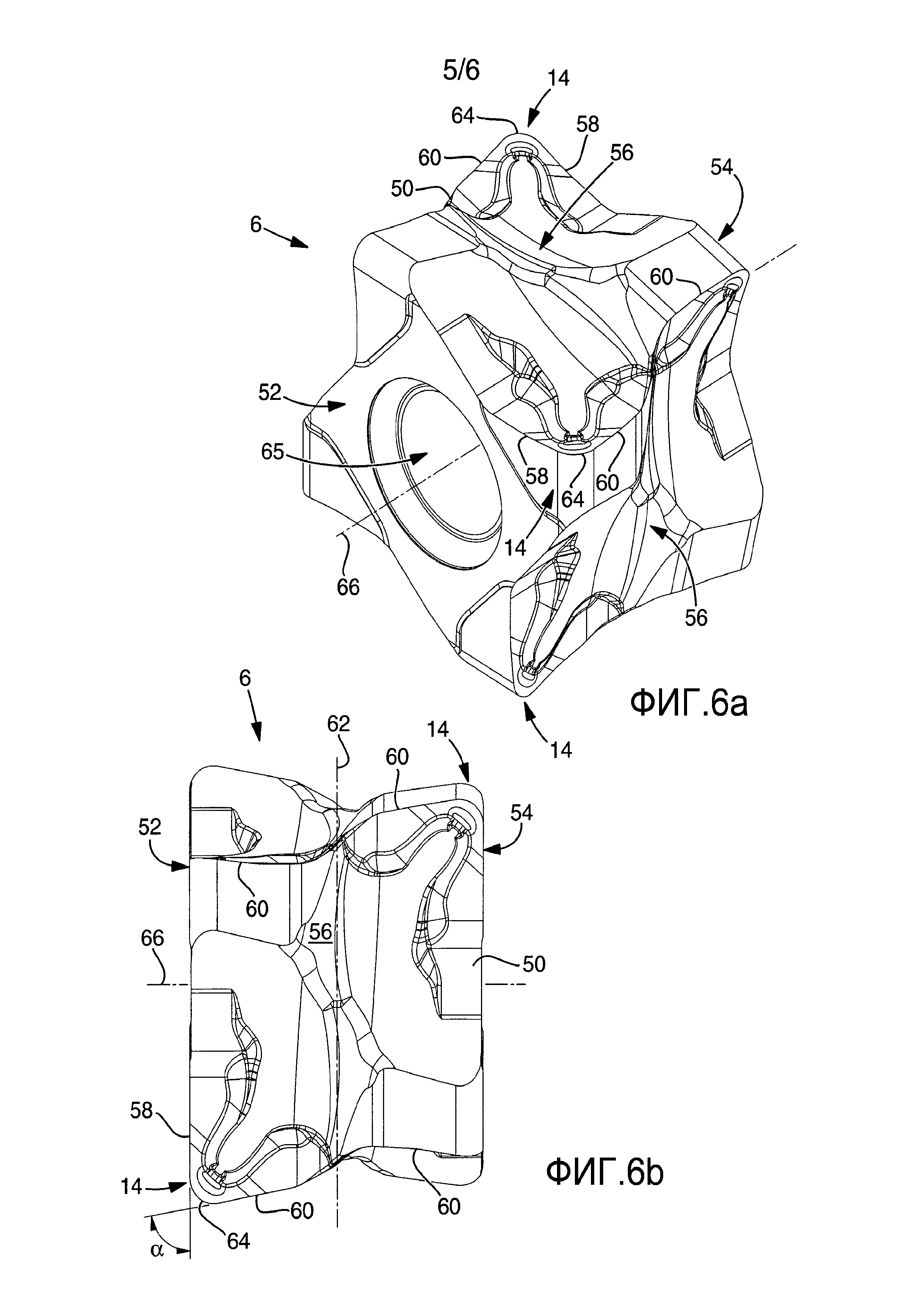
Фиг.6а-6с показывают режущую пластину 6 в соответствии с вариантами. Режущая пластина 6 предназначена для использования в токарном инструменте в соответствии с любым аспектом или вариантом, описанном выше. Фиг.6а показывает режущую пластину 6 на виде в перспективе, фиг.6b показывает режущую пластину 6 на виде сбоку перпендикулярно к ее центральной оси 66, а фиг.6с показывает режущую пластину 6 на виде сбоку вдоль центральной оси 66.
Режущая пластина 6 включает тело 50. Тело 50 пластины включает две противоположные параллельные торцовые поверхности 52, 54 и четыре взаимно по существу идентичные боковые поверхности 56, продолжающиеся между торцовыми поверхностями 52, 54. Тогда как торцовые поверхности 52, 54 являются по существу плоскими на их больших участках, каждая боковая поверхность 56, видимая в целом, является неровной поверхностью. Режущая пластина 6 включает четыре отдельные режущие кромки 14, расположенные симметрично на каждой торцовой поверхности 52, 54. Каждая отдельная режущая кромка 14 включает первый участок 58 режущей кромки, продолжающийся вдоль краевого участка торцовой поверхности 52, 54, и второй участок 60 режущей кромки, продолжающийся вдоль краевого участка боковой поверхности 56 в направлении от торцовой поверхности 52, 54 к воображаемой средней плоскости 62, расположенной между и параллельно торцовым поверхностям 52, 54, см. фиг.6b. Другими словами, первый участок 58 режущей кромки продолжается вдоль пересечения между передней поверхностью режущей кромки 14 и задней поверхностью первого участка 58 режущей кромки, выполненной на одной из торцовых поверхностей 52, 54. Второй участок 60 режущей кромки продолжается вдоль пересечения между передней поверхностью режущей кромки 14 и задней поверхностью второго участка 60 режущей кромки, выполненной на одной из боковых поверхностей 56. В качестве альтернативы, может быть указано, что первый участок 58 режущей кромки продолжается вдоль пересечения между одной из торцовых поверхностей 52, 54 и одной из боковых поверхностей 56, а второй участок 60 режущей кромки продолжается вдоль пересечения между двумя боковыми поверхностями 56.
Воображаемая средняя плоскость 62 продолжается посередине режущей пластины 6 между торцовыми поверхностями 52, 54. Первый участок 58 режущей кромки соединен со вторым участком 60 режущей кромки через угловой участок 64 кромки. Тело 50 пластины включает сквозное отверстие 65, продолжающееся вдоль центральной оси 66. Режущая пластина 6 может быть закреплена на соответствующем токарном инструменте через сквозное отверстие 65.
Угловой участок 64 кромки может быть образован в виде дуги окружности, продолжающейся между первым участком 58 режущей кромки и вторым участком 60 режущей кромки. В качестве альтернативы, угловой участок 64 кромки может быть образован кривой, имеющей более, чем один радиус. Только некоторые из восьми режущих кромок 14, их первых и вторых участков 58, 60 режущей кромки и угловых участков 64 кромки обозначены ссылочными позициями на фиг.6а-6с. Восемь режущих кромок 14 расположены симметрично в угловых участках тела пластины и, поскольку режущие кромки 14 и соответствующие угловые участки являются идентичными, их различные элементы также ясно видны на режущих кромках и угловых участках, показанных на фиг.6а–6с, которые не обозначены номерами позиций. То же самое действует также для других элементов режущей пластины 6.
Центральная ось 66 продолжается перпендикулярно торцовым поверхностям 52, 54 через режущую пластину 6. Видимая на виде сбоку, вдоль центральной оси 66, т.е. на виде, показанном на фиг.6с, режущая пластина 6 включает угловую точку 68 в каждом из угловых участков 64. Четыре из угловых точек 68 симметрично расположены на каждой из торцовых поверхностей 52, 54 с равными диагональными расстояниями между угловыми точками 68 на каждой из торцовых поверхностей 52, 54. Другими словами, четыре угловые точки 68 на каждой торцовой поверхности 52, 54 расположены квадратом, как показано пунктирными линиями на фиг.6с. Каждая угловая точка 68 образует наиболее удаленную точку каждой режущей кромки 14, как видно на виде сбоку вдоль центральной оси 66. На виде в перспективе, например, угловые точки 68 могут быть не ясно различимы вследствие дуговой формы углового участка 64 кромки и плавного перехода между угловыми участками 64 кромки и соответствующих им первого и второго участков 58, 60 режущей кромки.
Первый угол δ между первой воображаемой линией 70, продолжающейся от первой угловой точки 68’ до второй угловой точки 68” из двух смежных угловых точек 68 на одной торцовой поверхности 52, и второй воображаемой линией 72, продолжающейся вдоль участка 74 при вершине первого участка 58 режущей кромки от первой угловой точки 68’, находится в диапазоне 15–25 градусов. В этом случае со стороны задней поверхности режущей кромки 14 во второй угловой точке 68” режущая пластина 6 подрезана, чтобы не перекрывать выпускное отверстие хладагента в опорной пластине, когда режущая пластина 6 расположена в токарном инструменте.
Видимый на виде сбоку вдоль центральной оси 66, т.е. на виде, показанном на фиг.6с, второй угол β приблизительно 17 градусов может быть образован между третьей воображаемой линией 76, продолжающейся от центральной оси 66 к одной из угловых точек 68” на первой торцовой поверхности 52 из торцовых поверхностей 52, 54, и четвертой воображаемой линией 78, продолжающейся от центральной оси 66 к смежной угловой точке 68 из угловых точек 68 на второй торцовой поверхности 54 из торцовых поверхностей 52, 54.
Угол α при вершине между первым участком 58 режущей кромки и вторым участком 60 режущей кромки может быть в диапазоне от 75 до <90 градусов. В этих вариантах первый и второй участки 58, 60 режущей кромки являются прямыми, видимыми на виде сверху на соответствующую режущую кромку 14. Если первый и/или второй участки режущей кромки являются изогнутыми, угол α при вершине измеряется между касательными к первому и/или второму участкам режущей кромки. Первый участок 58 режущей кромки и второй участок 60 режущей кромки имеют по существу одну и ту же длину. Таким образом, по существу равная глубина резания вдоль каждого из двух ортогональных направлений резания может быть обеспечена каждой режущей кромкой 14.
В зависимости от варианта длины участков 58, 60 режущей кромки могут быть определены удобным образом. Например, длина первого и второго участков 58, 60 режущей кромки может быть определена, между прочим, путем шлифования участков торцовых поверхностей 52, 54 и шлифования участков боковых поверхностей 56. Другой пример определения длины первого и второго участков 58, 60 режущей кромки может быть от пересечения между линиями, продолжающимися вдоль первого и второго участков 58, 60 режущей кромки к удаленному изменению направления краевого участка тела 50 пластины. В качестве альтернативы, длина может быть определена от конца дуги, образующей угловой участок 64 кромки. Дополнительное определение длины первого и второго участков 58, 60 режущей кромки может быть посредством участка от участка 58, 60 режущей кромки, вдоль которого продолжается соответствующий стружколом.
В соответствии с вариантами первый участок 58 режущей кромки и второй участок 60 режущей кромки могут быть приспособлены для обеспечения глубины резания, по меньшей мере, 4 мм вдоль каждого из двух ортогональных направления резания. Выражаясь точно в качестве примера, расстояние между торцовыми поверхностями 52, 54 вдоль центральной оси 66 может быть 10мм, а расстояние между двумя соседними угловыми точками 68 может быть 11мм.
Режущая пластина 6 может иметь соотношение приблизительно 1:1 между расстоянием, продолжающимся между торцовыми поверхностями 52, 54 вдоль центральной оси 66, и расстоянием, продолжающимся между двумя соседними угловыми точками 68 на одной из торцовых поверхностей 52, 54. Режущая пластина 6, таким образом, может быть выполнена с возможностью обеспечения вторых участков 60 режущей кромки по существу той же длины, как первые участки 58 режущей кромки, при этом режущая пластина 6 может быть использована в обоих правом и левом инструментах. Более того, это проявляется не только в случае с указанным соотношением, но также для режущей пластины 6, имеющей отношение в диапазоне от 0,7:1 до 1,1:1 между упомянутыми расстояниями.
Это изобретение не следует интерпретировать как ограниченное представленными здесь вариантами. Для специалиста будет понятно, что различные особенности раскрытых здесь вариантов могут быть скомбинированы, чтобы создать другие варианты, чем описанные здесь, без отхода от объема настоящего изобретения, определенного приложенной формулой изобретения. Для специалиста понятно так же, что изобретение может быть применено в правых токарных инструментах так же, как в показанных левых токарных инструмента.
Хотя изобретение было описано с отсылкой к типовым примерам, много различных изменений модификаций и тому подобного станут ясными для специалиста. Например, опорная пластина 8 может быть выполнена с одним или более дополнительными сквозными отверстиями, образующими часть системы подачи хладагента и предназначенными для направления одной или более дополнительных струй хладагента к заготовке. Следовательно, должно быть понятно, что выше изложенное является иллюстрацией различных типовых вариантов и что изобретение определяется только приложенной формулой изобретения.
Как здесь использовано, термин «включающий» или «включает» является неограничивающим и охватывает одно или более из упомянутых особенностей, элементов, шагов, компонентов или функций, но не препятствует наличию или дополнению одним или более из других особенностей, элементов, шагов, компонентов, функций или их групп.
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия
Конусная дробилка
Способ обработки металлической заготовки путем точения

