Результат интеллектуальной деятельности: Способ получения деталей из жаропрочных никелевых сплавов, включающий технологию селективного лазерного сплавления и термическую обработку
Вид РИД
Изобретение
Изобретение относится к аддитивным технологиям (технология Selective laser melting, SLM, селективное лазерное сплавление, СЛС), а именно к изготовлению деталей технологией селективного лазерного сплавления металлических порошков жаропрочных никелевых сплавов, и может использоваться для производства деталей и узлов авиационных и ракетно-космических систем.
Известны способы (патенты РФ №2371512 и №2285736) получения изделий из сложнолегированных жаропрочных никелевых сплавов с количеством γ'-фазы более 40%, основанных на многостадийной деформации слитка и последующей термической обработке при температуре ниже температуры полного растворения γ'-фазы. Недостатком этих способов является низкий и неоднородный уровень механических свойств.
Известен способ (патент РФ №2453398) получения деталей из сплава типа ВВ751П с высокой прочностью и жаропрочностью с использованием горячего изостатического прессования и последующей закалки выше температуры сольвуса. Недостатком этого способа является необходимость использования оснастки при формовании заготовок, низкий выход годных изделий при использовании в качестве оснастки капсул из-за плохой их герметизации, использование металлического порошка большой фракции, что приводит к возникновению высокой шероховатости поверхностей деталей.
С целью устранения перечисленных недостатков предлагается способ получения изделия из жаропрочных никелевых сплавов с высокой прочностью и жаропрочностью, включающий технологию селективного лазерного сплавления и термическую обработку.
Предлагаемый способ отличается от известных тем, что изготовление деталей производят послойно из металлического порошка фракцией до 50 мкм жаропрочного никелевого сплава технологией селективного лазерного сплавления. Изготовление деталей технологией селективного лазерного сплавления происходит при следующих технологических параметрах: мощность лазерного излучения от 280 до 320 Вт, скорость сканирования от 700 до 760 мм/с, толщина слоя 50 мкм и шаг сканирования 0,12 мм. Термическая обработка проводится при температуре 1000±100°С в течение 2 часов. При этом нагрев деталей осуществляют постепенно с выдержкой в течение 2 часов при температурах 200°С, 400°С, 600°С, 800°С. Охлаждение деталей происходит совместно с печкой.
Технический результат - получение функциональных деталей технологией селективного лазерного сплавления, высокие механические характеристики деталей достигаемые за счет применения оптимальных технологических параметров обработки, высокая плотность деталей за счет применения оптимальных параметров обработки, низкий уровень остаточных напряжений в деталях за счет проведения термической обработки, и, как следствие, высокая точность размеров и расположения поверхностей, существенное повышение коэффициента использования материала (КИМ).
Технический результат достигается за счет того, что изготовление деталей технологией селективного лазерного сплавления проводят при мощности лазерного излучения от 280 до 320 Вт, скорости сканирования от 700 до 760 мм/с, толщине слоя 50 мкм и шаге сканирования 0,12 мм. Термическая обработка проводится при температуре 1000±100°С в течение 2 часов, при этом нагрев деталей осуществляют постепенно с выдержкой в течение 2 часов при температурах 200°С, 400°С, 600°С, 800°С. Охлаждение деталей происходит совместно с печкой.
Это достигается тем, что при применении оптимальных технологических параметров изготовления деталей технологией селективного лазерного сплавления достигается высокая плотность материала за счет подвода оптимального количества энергии. Так, например, при использовании не оптимальных параметров (низкой мощности лазерного излучения совместно с высокой скоростью сканирования) не будет подводиться достаточной энергии для полного расплавления порошка. Если мощность лазерного излучения в высокоскоростном режиме достаточно высока, чтобы полностью расплавить металлический порошок, существует вероятность того, что сильно вытянутый бассейн расплава будет разбит на более мелкие расплавы. При использовании режимов с высокой мощностью лазерного излучения и низкой скоростью сканирования, на материал будет подаваться избыточное количество теплоты, и плавление материала будет происходить в режиме, который называется «замочной скважиной». При этом режиме лазерный луч локально создает температуру достаточную для испарения материала, что приводит к возникновению высокой пористости материала и, как следствие, к его низким механическим свойствам.
Изобретение поясняется следующими чертежами.
На фиг. 1 изображено образование зоны перекрытия между векторами сканирования.
На фиг. 2 изображена микроструктура материала.
Указанные режимы позволяют полностью сплавлять металлический порошок жаропрочного никелевого сплава, создавая зону перекрытия между векторами сканирования на уровне 30…45% (Фиг. 1 и Фиг. 2) что положительно сказывается на механических свойствах материала.
Низкий уровень остаточных напряжений достигается за счет применения термической обработки, которая проводится при температуре 1000±100°С в течение 2 часов, при этом нагрев деталей осуществляют постепенно с выдержкой в течение 2 часов при температурах 200°С, 400°С, 600°С, 800°С. Охлаждение деталей происходит совместно с печкой. Термическая обработка проводится после изготовления детали технологией селективного лазерного сплавления и до отрезки детали от платформы построения. Поэтапное повышение температуры в процессе термической обработки позволяет избежать появления трещин и короблений, а также приводит к более равномерному снятию остаточных напряжений.
Предлагаемым способом были изготовлены полномасштабные цилиндрические образцы для испытания на одноосное растяжение.
Для осуществления изобретения образцы изготавливались из жаропрочного никелевого сплава ВВ751П производства ОАО "ВИЛС" фракцией до 50 мкм. Изготовление деталей технологией селективного лазерного сплавления осуществлялось при мощности лазерного излучения 320 Вт, скорости сканирования 760 мм/с, толщине слоя 50 мкм и шаге сканирования 0,12 мм. Процесс изготовления деталей технологией селективного лазерного сплавления происходил внутри герметичной камеры в среде защитного газа. Также осуществляется предварительный нагрев платформы построения до температуры 180°С.
Процесс селективного лазерного сплавления заключался в разбиении цифровой трехмерной CAD модели на слои толщиной 50 мкм. Затем при помощи специального модуля, входящего в программное обеспечение MagicsRP, были назначены параметры построения детали (мощность лазерного излучения, скорость сканирования и т.д.). Затем все данные были переданы в установку для начала процесса построения. Из бака, в котором содержался металлический порошок при помощи шнека исходный материал порционно подавался в дозатор (рекоутер). Дозатор перемещаясь в горизонтальном направлении доставлял металлический порошок на платформу построения и при помощи силиконового ножа разравнивал его. После того как слой порошка был выравнен в работу вступал лазер и при помощи системы зеркал выборочно сплавлял металлический порошок. При воздействии лазерного излучения порошок нагревался, а при приложении необходимой энергии, плавился образуя жидкую ванну. Затем жидкая ванна быстро затвердевала тем самым образуя фрагмент детали. После того как селективное лазерное сканирование текущего слоя было закончено, платформа построения при помощи поршня опускалась по оси Z на величину слоя, и насыпался новый слой порошка. Процесс являлся циклическим и повторяется до тех пор, пока деталь не была полностью закончена.
Далее изготовленные образцы подвергались термической обработке по режиму: постепенный нагрев деталей осуществлялся постепенно с выдержкой в течение 2 часов при температурах 200°С, 400°С, 600°С, 800°С. Затем термическая обработка в течение 2 часов при температуре 1000±100°С. Затем охлаждение детали в печи.
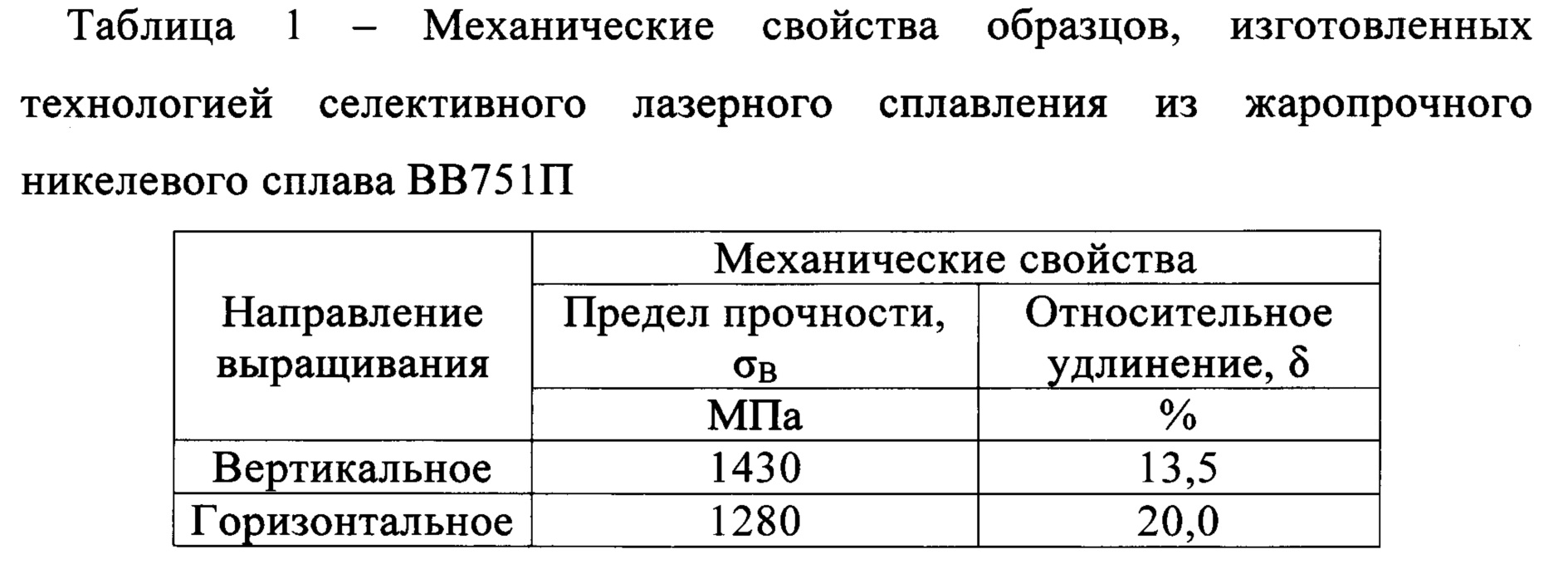
Результаты испытаний механических свойств образцов, изготовленных предлагаемым способом, представлены в таблице 1.
Таким образом, предлагаемый способ позволяет изготавливать функциональные детали с достаточным уровнем механических свойств, высокой плотностью и низким КИМ.
В результате этого применение предлагаемого способа изготовления для горелок, завихрителей и камер сгорания газотурбинных двигателей позволит повысить КИМ, снизить затраты на изготовление технологической оснастки, сократить время изготовления подобных деталей в несколько раз.
Способ получения детали из жаропрочных никелевых сплавов, включающий использование металлических порошков, отличающийся тем, что осуществляют селективное лазерное сплавление металлического порошка с мощностью лазерного излучения от 280 до 320 Вт, скоростью сканирования от 700 до 760 мм/с, шагом сканирования 0,12 мм и толщиной каждого слоя 50 мкм и затем термическую обработку полученной детали при температуре 1000±100°С в течение 2 часов, при этом нагрев детали осуществляют постепенно с выдержкой в течение 2 часов при температурах 200°С, 400°С, 600°С, 800°С, причем охлаждение детали производят совместно с печкой.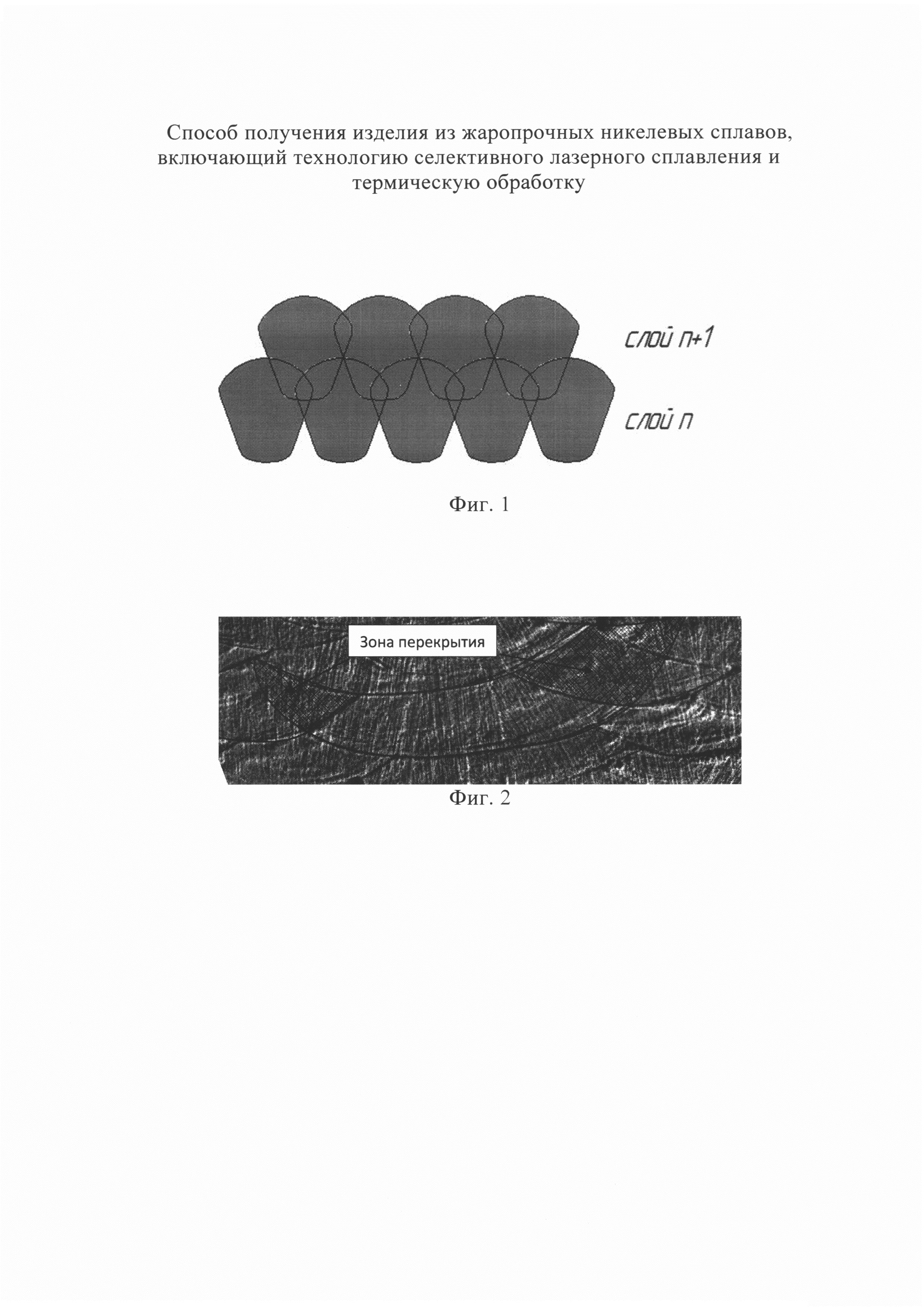
Устройство для получения воды из атмосферного воздуха и выработки электроэнергии
Устройство бесконтактного измерения электромагнитных параметров тонких пленок
Способ изготовления упругого притира
Способ защиты ворот шлюза судоходного гидротехнического сооружения
Устройство для автоматизированного контроля соосности и центровки механических конструкций
Ракетный двигатель малой тяги на газообразном водороде и кислороде с форсунками типа струя в сносящем потоке
Способ формирования массовой линии ионов во времяпролетном масс-спектрометре
Способ армирования слоистых полимерных композиционных материалов короткими частицами
Сборная дисковая фреза
Ракетный двигатель малой тяги на газообразном водороде и кислороде с предварительным смешением компонентов в смесительной головке
Способ формирования композиционного материала методом селективного лазерного плавления порошка жаропрочного никелевого сплава на подложке из титанового сплава
Способ получения деталей из алюминиевых сплавов методом селективного лазерного сплавления

