Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА СЭНДВИЧ-ПАНЕЛЕЙ С ЗАПОЛНИТЕЛЕМ ИЗ PIR/PUIR/PUR-ПЕНЫ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к способу производства сэндвич-панели с заполнителем из полиизоциануратной (РIR)/полиуретаном модифицированной полиизоциануратной (РUIR)/полиуретановой (PUR) пены и металлическими листами сверху и снизу в качестве облицовки. Настоящее изобретение также относится к устройству для производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены и металлическими листами сверху и снизу в качестве облицовки.
Такие сэндвич-панели производят на непрерывно движущимся двойном ленточном транспортере. В этом процессе производства верхний металлический лист и нижний металлический лист непрерывно подаются в двойной ленточный транспортер. Адгезив наносится на нижний металлический лист и, последовательно, пенный заполнитель вводится между верхним и нижним металлическими листами. В этом процессе адгезия пены к нижнему металлическому листу более эффективна и это обеспечивает очень высокую адгезию пены к нижнему металлическому листу. Однако адгезия пены к верхнему металлическому листу зависит от состава материала пены, температуры металлического листа, типа покрытия на внутренней поверхности металла и применения обработки металлических листов коронным разрядом. В общем, адгезия пены к верхнему металлическому листу слабее по сравнению с адгезией пены к нижнему металлическому листу, где прочность связи пена-металл выше, благодаря адгезиву по сути нанесенному на нижний металлический лист.
Сущность изобретения
Следовательно, целью настоящего изобретения является способ и устройство для непрерывного производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены с более эффективной адгезией пены к верхнему металлическому листу. Другими словами, целью настоящего изобретения является способ и устройство, адаптированные для повышения адгезии пены к верхнему металлическому листу в непрерывном производстве сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены посредством непрерывно движущегося двойного ленточного транспортера.
Эта цель достигается посредством объектов изобретения, описанных в независимых пунктах формулы изобретения. Более того, предпочтительные варианты осуществления заданы в зависимых пунктах формулы изобретения. В непрерывном производстве сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены и металлическими листами сверху и снизу в качестве облицовки верхний металлический лист и нижний металлический лист непрерывно подаются в двойной ленточный транспортер. Заполнитель из PIR/PUIR/PUR-пены вводится между верхним металлическим листом и нижним металлическим листом. Адгезив наносится на нижний металлический лист. По настоящему изобретению часть адгезива, нанесенного на нижний металлический лист, наносится на верхний металлический лист посредством вращающейся щетки.
Таким образом, основная идея настоящего изобретения заключается в том, что вращающаяся щетка отбирает и накатывает часть адгезива от нижнего металлического листа на верхний металлический лист, например, грубо говоря, половина адгезива нанесенного на нижний металлический лист может быть приведена в соприкосновение с верхним металлическим листом. Тем самым, адгезия пены к верхнему металлическому листу в непрерывном производстве сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены посредством непрерывно движущегося двойного ленточного транспортера повышается. Термин "вращающаяся щетка" в смысле настоящего изобретения охватывает как щетку, которая способна вращаться, так и щетку, которая действительно вращается. Применительно к настоящему изобретению предпочтительно, чтобы вращающаяся щетка приводилась во вращение пневматически.
Вращающаяся щетка может простираться в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа. Тем самым, адгезив можно нанести на существенный участок ширины верхнего металлического листа и нижнего металлического листа. Ширина верхнего металлического листа и/или нижнего металлического листа в смысле настоящего изобретения является их размером в направлении, перпендикулярном направлению, в котором верхний металлический лист и/или нижний металлический лист обычно переносятся.
Ось вращения вращающейся щетки может проходить по существу параллельно верхнему металлическому листу и нижнему металлическому листу. Тем самым гарантируется, что вращающаяся щетка приходит в соприкосновение с верхним металлическим листом и нижним металлическим листом по всей их длине, что улучшает распределение адгезива. Термин "по существу параллельный" в смысле настоящего изобретения охватывает расположения, являющимися точно параллельными, а также расположения с отклонением от точной параллельной ориентации не более чем на 10°, а предпочтительно не более чем на 5°.
Например, ось вращения может пройти в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа. Тем самым, вращающаяся щетка может располагаться перпендикулярно направлению, в котором верхний металлический лист и/или нижний металлический лист обычно переносятся.
Адгезив можно нанести на внутреннюю поверхность нижнего металлического листа, а часть адгезива, нанесенную на нижний металлический лист, перенести на внутреннюю поверхность верхнего металлического листа посредством вращающейся щетки. Тем самым, гарантируется, что поверхности верхнего металлического листа и нижнего металлического листа содержат адгезив, когда они входят в контакт с пенным заполнителем. Таким образом, прочность адгезии верхнего металлического листа повышается до величины или степени, сравнимой с прочностью адгезии нижнего металлического листа к пенному заполнителю. Термин "внутренняя поверхность" верхнего металлического листа и нижнего металлического листа в смысле настоящего изобретения означает поверхности металлических листов, обращенные друг к другу и входящие в контакт с пенным заполнителем.
Адгезив можно нанести по всей ширине нижнего металлического листа. Таким образом вращающаяся щетка может захватывать часть адгезива и равномерно накатывать ее на верхний металлический лист по всей ее ширине.
Например, посредством вращающейся щетки от 40% до 60% адгезива, нанесенного на нижний металлический лист, можно перенести на верхний металлический лист. Тем самым, почти половина адгезива, нанесенная на нижний металлический лист, наносится на верхний металлический лист посредством вращающейся щетки. Таким образом, прочность адгезии верхнего металлического листа к пенному заполнителю по существу равна прочности адгезии нижнего металлического листа к пенному заполнителю. Количество адгезива, нанесенного на внутреннюю поверхность нижнего металлического листа, может быть в пределах от 200 г/м2 до 300 г/м2, предпочтительно от 220 г/м2 до 280 г/м2 и наиболее предпочтительно от 230 г/м2 до 270 г/м2.
Тем самым, обеспечивается хорошая прочность адгезии верхнего металлического листа и нижнего металлического листа к пенному заполнителю. Скорость вращения вращающейся щетки может быть от 60 об/мин до 90 об/мин, предпочтительно от 65 об/мин до 85 об/мин и наиболее предпочтительно от 70 об/мин до 80 об/мин. Эта скорость вращения является ключевой, для того чтобы быть уверенным в том, что прочность адгезии верхнего металлического листа к пенному заполнителю по существу сопоставима с прочностью адгезии нижнего металлического листа к пенному заполнителю. Вращающаяся щетка может быть приведена в движение посредством пневматического двигателя, такого как двигатель с воздушным приводом. В связи с этим следует отметить, что вращающаяся щетка расположена в зоне процесса производства, которая может быть взрывоопасной из-за возможности применения н-пентана, изопентана, циклопентана или смеси этих пентанов в качестве пенообразователя.
Таким образом, электрические двигатели не могут быть использованы для приведения в действие вращающуюся щетку, а пневматический двигатель пригоден для исключения искры и риска возникновения взрыва.
Вращающаяся щетка может включать несколько лопаток. Тем самым обеспечивается заданная жесткость вращающейся щетки, которая обеспечивает заданное давление на металлические листы.
Лопатки могут быть по меньшей мере частично изготовлены из политетрафторэтилена. Тем самым, любой пеноматериал, прилипший на лопатки, может легко отлипнуть, и вращающаяся щетка может быть повторно использована.
Каждая из нескольких лопаток может иметь длину от 30 мм до 150 мм. Тем самым, вращающаяся щетка может быть адаптирована на толщину панели с пенопластовым заполнителем, которая может быть минимальной толщиной в 20 мм и максимальной толщиной в 200 мм.
Каждая из нескольких лопаток может иметь несколько зубцов. Тем самым, обеспечивается равномерное распределение адгезива по верхнему металлическому листу. Несколько лопаток могут быть расположены разнесенными рядами по окружности вокруг вращающейся щетки. Тем самым, можно нанести достаточное количество адгезива на верхний металлический лист.
Ряды могут простираться параллельно оси вращения вращающейся щетки. Таким образом, улучшается распределение адгезива по верхнему металлическому листу.
Лопатки могут представлять собой выступающие части, причем выступающие части двух смежных рядов лопаток могут быть расположены со сдвигом относительно друг друга в направлении, параллельном оси вращения вращающейся щетки. Тем самым, адгезив наносится на верхний металлический лист по всей его ширине.
Адгезив может быть однокомпонентным или двухкомпонентным. Адгезив может быть получен на основе изоцианата или в результате взаимодействия изоцианата с полиолом. Например, адгезив может включать по меньшей мере полиольный компонент и изоцианатный компонент. Такие адгезивы обеспечивают хорошую прочность адгезии металлических листов к пенному заполнителю. Вращающаяся щетка может быть расположена после дозатора, наносящего адгезив. Например, вращающаяся щетка может быть расположена на расстоянии от 300 см до 500 см, предпочтительно от 350 см до 450 см и наиболее предпочтительно от 370 см до 430 см от дозатора адгезива. Таким образом, это гарантирует нанесение достаточного количества адгезива на верхний металлический лист и нижний металлический лист.
Вращающаяся щетка может быть расположена перед дозатором заполнителя для нанесения заполнителя из PIR/PUIR/PUR-пены. Вращающаяся щетка может быть расположена на расстоянии от 40 см до 80 см, предпочтительно от 45 см до 75 см и наиболее предпочтительно от 50 см до 70 см от дозатора заполнителя. Тем самым, это гарантирует возможность нанесения на верхний металлический лист достаточного количества адгезива, нанесенного на нижний металлический лист, посредством вращающейся щетки до нанесения пенного заполнителя.
Адгезив может быть нанесен на нижний металлический лист при температуре от 30°С до 40°С, предпочтительно от 32°С до 38°С и наиболее предпочтительно от 33°С до 37°С. Адгезив должен оставаться жидким и с низкой вязкостью по сравнению с обычными процессами производства, например с вязкостью ниже чем 500 сПз или 0,5 Па⋅с в течении по меньшей мере 90 секунд при 35°С, например с временем гелеобразования адгезива более чем 100 секунд при 35°С, для того чтобы предоставить возможность вращающейся щетке забрать адгезив из нижнего металлического листа и нанести на верхний металлический лист. Это можно сделать эффективно и с равномерным распределением адгезива по верхнему металлическому листу только в том случае, если адгезив перед гелеобразованием остается в жидком состоянии в течение долгого времени, что гарантируется этими диапазонами температуры и низкой вязкостью, а также низкой реакционной способностью состава адгезива.
Устройство для непрерывного производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены и металлическими листами сверху и снизу в качестве облицовки согласно настоящему изобретению включает верхний цилиндр для подачи верхнего металлического листа, нижний цилиндр для подачи нижнего металлического листа, дозатор адгезива для нанесения адгезива на нижний металлический лист, дозатор заполнителя для подачи PIR/PUIR/PUR-заполнителя между верхним металлическим листом и нижним металлическим листом и вращающуюся щетку, причем вращающаяся щетка адаптирована для нанесения на верхний металлический лист части адгезива, нанесенного на нижний металлический лист.
Вращающаяся щетка может простираться в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа. Ось вращения вращающейся щетки может проходить по существу параллельно верхнему металлическому листу и нижнему металлическому листу. Ось вращения может простираться в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа. Дозатор адгезива может быть адаптирован для нанесения адгезива на внутреннюю поверхность нижнего металлического листа, а вращающаяся щетка адаптирована для переноса части адгезива, нанесенного на нижний металлический лист, на внутреннюю поверхность верхнего металлического листа. Дозатор адгезива может быть адаптирован для нанесения адгезива по всей ширине нижнего металлического листа. Устройство может дополнительно включать пневматический двигатель для приведения в движение вращающейся щетки. Вращающаяся щетка может включать множество лопаток. Лопатки могут быть по меньшей мере частично изготовлены из политетрафторэтилена. Каждая из множества лопаток может иметь длину от 30 мм до 150 мм. Каждая из множества лопаток может иметь несколько зубцов. Множество лопаток могут быть расположены разнесенными рядами по окружности вокруг вращающейся щетки. Ряды могут простираться параллельно оси вращения вращающейся щетки. Лопатки могут представлять собой выступающие части. Выступающие части двух смежных рядов могут быть расположены со сдвигом относительно друг друга в направлении, параллельном оси вращения вращающейся щетки. Вращающаяся щетка может быть расположена после дозатора адгезива. Вращающаяся щетка может быть расположена на расстоянии от 300 см до 500 см, предпочтительно от 350 см до 450 см и наиболее предпочтительно от 370 см до 430 см от дозатора адгезива. Вращающаяся щетка может быть расположена перед дозатором заполнителя. Вращающаяся щетка может быть расположена на расстоянии от 40 см до 80 см, предпочтительно от 45 см до 75 см и наиболее предпочтительно от 50 см до 70 см от дозатора заполнителя. Адгезив может быть однокомпонентным или двухкомпонентным. Адгезив может быть получен на основе изоцианата или в результате взаимодействия изоцианата с полиолом. Адгезив может включать по меньшей мере полиольный компонент и изоцианатный компонент.
Резюмируя вышесказанное, конкретные варианты осуществления настоящего изобретения следующие:
1. Способ непрерывного производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены и металлическими листами сверху и снизу в качестве облицовки, в котором верхний металлический лист и нижний металлический лист непрерывно подают в двойной ленточный транспортер, PIR/PUIR/PUR-заполнитель подают между верхним металлическим листом и нижним металлическим листом, адгезив наносят на нижний металлический лист, часть адгезива, нанесенного на нижний металлический лист, переносят на верхний металлический лист посредством вращающейся щетки.
2. Способ по предшествующему варианту осуществления, в котором вращающаяся щетка простирается в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа.
3. Способ по любому предшествующему варианту осуществления, в котором ось вращения вращающейся щетки простирается по существу параллельно верхнему металлическому листу и нижнему металлическому листу.
4. Способ по предшествующему варианту осуществления, в котором ось вращения простирается в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа.
5. Способ по любому предшествующему варианту осуществления, в котором адгезив наносят на внутреннюю поверхность нижнего металлического листа и часть адгезива, нанесенную на нижний металлический лист, переносят на внутреннюю поверхность верхнего металлического листа посредством вращающейся щетки.
6. Способ по любому предшествующему варианту осуществления, в котором адгезив наносят по всей ширине нижнего металлического листа.
7. Способ по любому предшествующему варианту осуществления, в котором от 40% до 60% адгезива, нанесенного на нижний металлический лист, переносят на верхний металлический лист посредством вращающейся щетки.
8. Способ по любому предшествующему варианту осуществления, в котором количество адгезива, нанесенного на внутреннюю поверхность нижнего металлического листа, находится в пределах от 200 г/м2 до 300 г/м2, предпочтительно от 220 г/м2 до 280 г/м2 и наиболее предпочтительно от 230 г/м2 до 270 г/м2.
9. Способ по любому предшествующему варианту осуществления, в котором скорость вращения вращающейся щетки находится в пределах от 60 об/мин до 90 об/мин, предпочтительно от 65 об/мин до 85 об/мин и наиболее предпочтительно от 70 об/мин до 80 об/мин.
10. Способ по любому предшествующему варианту осуществления, в котором вращающуюся щетку приводят в движение посредством пневматического двигателя.
11. Способ по любому предшествующему варианту осуществления, в котором вращающаяся щетка включает множество лопаток, которые по меньшей мере частично изготовлены из политетрафторэтилена.
12. Способ по предшествующему варианту осуществления, в котором каждая из множества лопаток имеет длину от 30 мм до 150 мм.
13. Способ по любому одному из двух предшествующих вариантов осуществления, в котором каждая лопатка из множества лопаток включает множество зубцов.
14. Способ по любому одному из трех предшествующих вариантов осуществления, в котором множество лопаток расположено разнесенными рядами по окружности вокруг вращающейся щетки.
15. Способ по предшествующему варианту осуществления, в котором ряды простираются параллельно оси вращения вращающейся щетки.
16. Способ по предшествующему варианту осуществления, в котором лопатки представляют собой выступающие части, в котором выступающие части двух смежных рядов расположены со сдвигом относительно друг друга в направлении, параллельном оси вращения вращающейся щетки.
17. Способ по любому предшествующему варианту осуществления, в котором адгезив является однокомпонентным или двухкомпонентным.
18. Способ по любому предшествующему варианту осуществления, в котором адгезив получен на основе изоцианата или в результате взаимодействия изоцианата с полиолом.
19. Способ по предшествующему варианту осуществления, в котором адгезив включает по меньшей мере полиольный компонент и изоцианатный компонент.
20. Способ по любому предшествующему варианту осуществления, в котором вращающаяся щетка расположена после дозатора адгезива для нанесения адгезива.
21. Способ по предшествующему варианту осуществления, в котором вращающаяся щетка расположена на расстоянии от 300 см до 500 см, предпочтительно от 350 см до 450 см и наиболее предпочтительно от 370 см до 430 см от дозатора адгезива.
22. Способ по любому предшествующему варианту осуществления, в котором вращающаяся щетка расположена перед дозатором заполнителя для нанесения заполнителя из PIR/PUIR/PUR-пены.
23. Способ по предшествующему варианту осуществления, в котором вращающаяся щетка расположена на расстоянии от 40 см до 80 см, предпочтительно от 45 см до 75 см и наиболее предпочтительно от 50 см до 70 см от дозатора заполнителя.
24. Способ по любому предшествующему варианту осуществления, в котором адгезив нанесен на нижний металлический лист при температуре от 30°С до 40°С, предпочтительно от 32°С до 38°С и наиболее предпочтительно от 33°С до 37°С.
25. Устройство для производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены и металлическими листами сверху и снизу в качестве облицовки, включающее
верхний цилиндр для подачи верхнего металлического листа,
нижний цилиндр для подачи нижнего металлического листа,
дозатор адгезива для нанесения адгезива на нижний металлический лист,
дозатор заполнителя для нанесения заполнителя из PIR/PUIR/PUR-пены между верхним металлическим листом и нижним металлическим листом, и
вращающуюся щетку,
в котором вращающаяся щетка адаптирована для переноса части адгезива, нанесенного на нижний металлический лист, на верхний металлический лист.
26. Устройство по предшествующему варианту осуществления, в котором вращающаяся щетка простирается в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа.
27. Устройство по любому одному из вариантов осуществления 25, 26, в котором ось вращения вращающейся щетки простирается по существу параллельно верхнему металлическому листу и нижнему металлическому листу.
28. Устройство по предшествующему варианту осуществления, в котором ось вращения простирается в направлении, параллельном ширине верхнего металлического листа и нижнего металлического листа.
29. Устройство по любому из вариантов осуществления 25-28, в котором дозатор адгезива адаптирован для нанесения адгезива на внутреннюю поверхность нижнего металлического листа и вращающаяся щетка адаптирована для переноса части адгезива, нанесенной на нижний металлический лист, на внутреннюю поверхность верхнего металлического листа.
30. Устройство по любому из вариантов осуществления 25-29, в котором дозатор адгезива адаптирован для нанесения адгезива по всей ширине нижнего металлического листа.
31. Устройство по любому из вариантов осуществления 25-30, дополнительно включающего пневматический двигатель для приведения в действие вращающейся щетки.
32. Устройство по любому из вариантов осуществления 25-31, в котором вращающаяся щетка включает множество лопаток, причем лопатки по меньшей мере частично изготовлены из политетрафторэтилена.
33. Устройство по предшествующему варианту осуществления, в котором каждая из множества лопаток имеет длину от 30 мм до 150 мм.
34. Устройство по любому из двух предшествующих вариантов осуществления, в котором каждая из множества лопаток имеет множество зубцов.
35. Устройство по любому из трех предшествующих вариантов осуществления, в котором множество лопаток расположено разнесенными рядами по окружности вокруг вращающейся щетки.
36. Устройство по предшествующему варианту осуществления, в котором ряды простираются параллельно оси вращения вращающейся щетки.
37. Устройство по предшествующему варианту осуществления, в котором лопатки представляют собой выступающие части и в котором выступающие части двух смежных рядов расположены со сдвигом относительно друг друга в направлении, параллельном оси вращения вращающейся щетки.
38. Устройство по любому из вариантов осуществления от 25 до 37, в котором вращающаяся щетка расположена после дозатора адгезива.
39. Устройство по предшествующему варианту осуществления, в котором вращающаяся щетка расположена на расстоянии от 300 см до 500 см, предпочтительно от 350 см до 450 см и наиболее предпочтительно от 370 см до 430 см от дозатора адгезива.
40. Устройство по любому из вариантов осуществления от 25 до 39, в котором вращающаяся щетка располагается до дозатора заполнителя.
41. Устройство по предшествующему варианту осуществления, в котором вращающаяся щетка расположена на расстоянии от 40 см до 80 см, предпочтительно от 45 см до 75 см и наиболее предпочтительно от 50 см до 70 см от дозатора заполнителя.
42. Устройство по любому из вариантов осуществления от 25 до 41, в котором адгезив является однокомпонентным или двухкомпонентным.
43. Устройство по любому из вариантов осуществления от 25 до 42, в котором адгезив получен на основе изоцианата или в результате взаимодействия изоцианата с полиолом.
44. Устройство по предшествующему варианту осуществления, в котором адгезив включает по меньшей мере полиольный компонент и изоцианатный компонент.
Краткое описание чертежей
Далее в качестве примера будут описаны способ и устройство для непрерывного производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены по настоящему изобретению со ссылкой на прилагаемые чертежи, где:
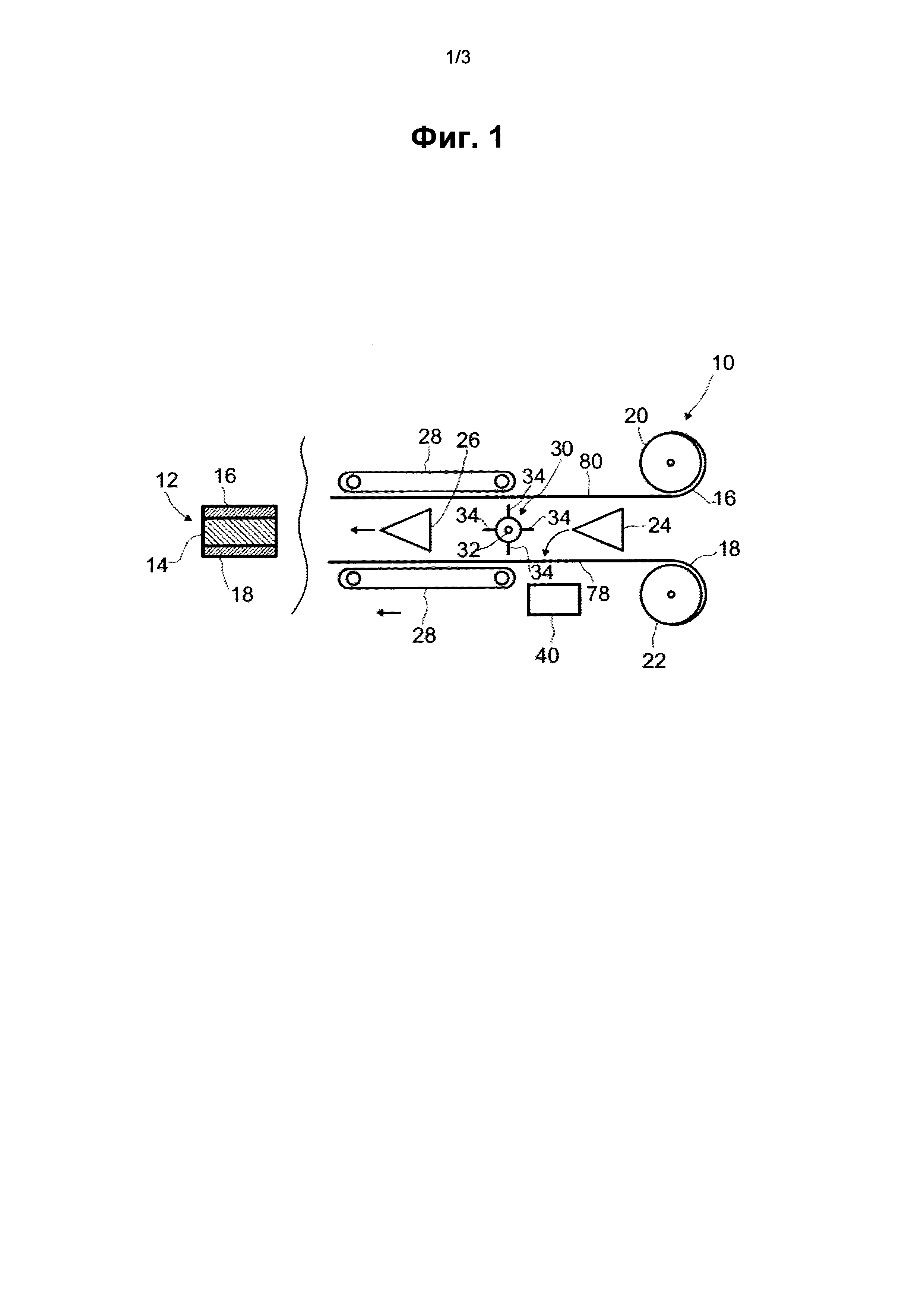
на фиг. 1 показан вид сбоку устройства для производства сэндвич-панели с заполнителем из PIR/PUIR/PUR-пены;
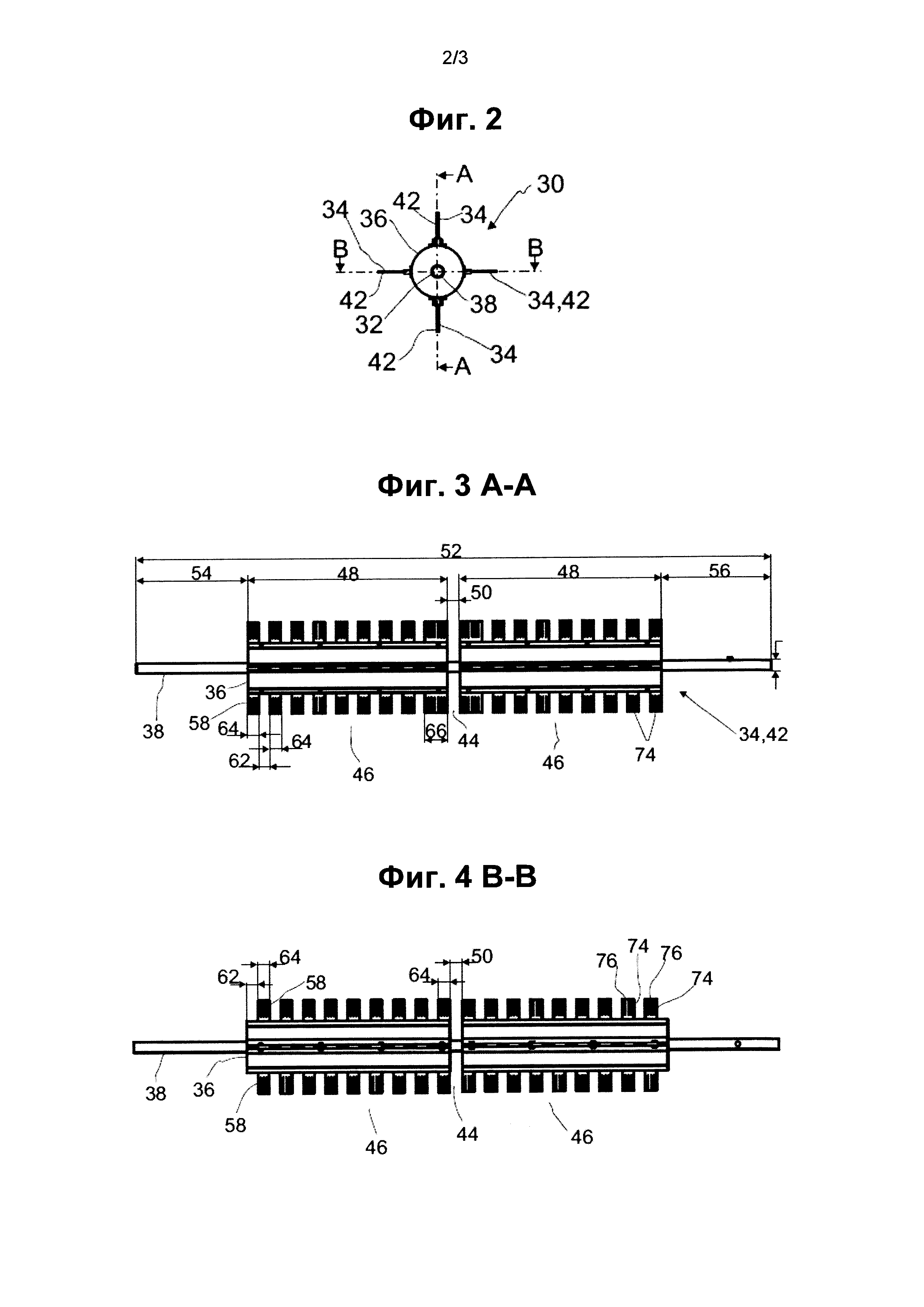
на фиг. 2 показан вид сбоку вращающейся щетки;
на фиг. 3 показано первое сечение вращающейся щетки;
на фиг. 4 показано второе сечение вращающейся щетки;
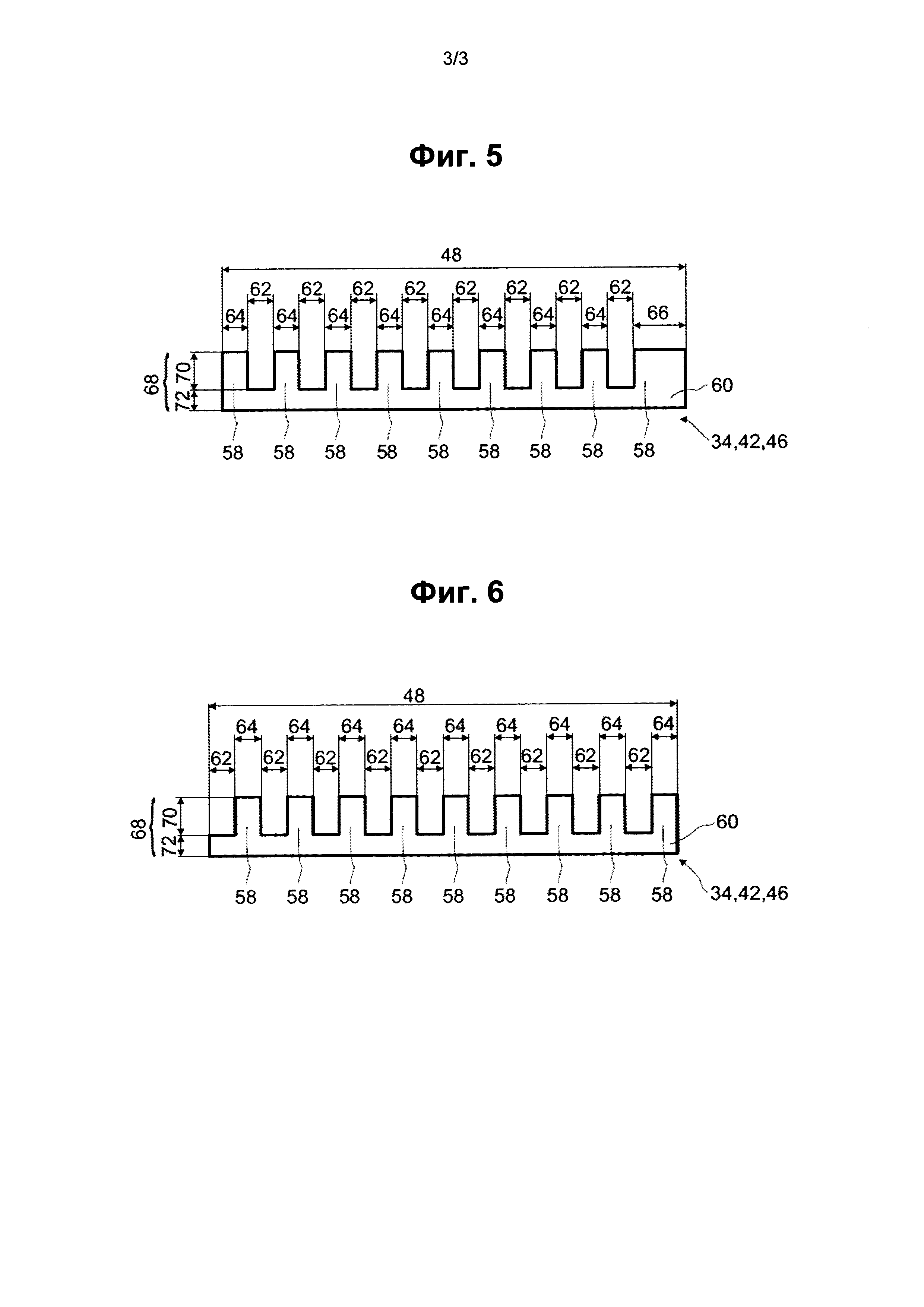
на фиг. 5 показан вид в перспективе первого ряда лопаток; и
на фиг. 6 показан вид в перспективе второго ряда лопаток.
Подробное описание
На фиг. 1 показан вид сбоку устройства 10 для непрерывного производства сэндвич-панели 12 с заполнителем из PIR/PUIR/PUR-пены. Такая сэндвич-панель 12 включает пенный заполнитель 14, который изготовлен из полиизоцианурата (ПИР), полиизоцианурата (ПУИР), модифицированного полиуретаном, или полиуретана (ПУР), верхний металлический лист 16 и нижний металлический лист 18 в качестве облицовки, которые зажимают пенный заполнитель 14.
Устройство 10 включает верхний цилиндр 20, на котором запасен или намотан верхний металлический лист 16, и нижний цилиндр 22, на котором запасен или намотан нижний металлический лист 18. Устройство 10 дополнительно включает дозатор 24 адгезива для нанесения адгезива, дозатор 26 заполнителя для введения PIR/PUIR/PUR-заполнителя, такого как пенный заполнитель, и двойной ленточный транспортер 28 для перемещения верхнего металлического листа 16 и нижнего металлического листа 18. Между дозатором адгезива 24 и дозатором заполнителя 26 расположена вращающаяся щетка 30. Относительно направления транспортировки верхнего металлического листа 16 и нижнего металлического листа 18 вращающаяся щетка 30 расположена после дозатора 24 адгезива. В частности, вращающаяся щетка 30 расположена на расстоянии от 300 см до 500 см, предпочтительно от 350 см до 450 см и наиболее предпочтительно от 370 см до 430 см от дозатора 24 адгезива, например 400 см. Более того, относительно направления транспортировки верхнего металлического листа 16 и нижнего металлического листа 18 вращающаяся щетка 30 располагается перед дозатором заполнителя 26. В частности, вращающаяся щетка 30 расположена на расстоянии от 40 см до 80 см, предпочтительно от 45 см до 75 см и наиболее предпочтительно от 50 см до 70 см от дозатора 26 заполнителя, например 60 см.
Вращающаяся щетка 30 простирается в направлении, параллельном ширине верхнего металлического листа 16 и нижнего металлического листа 18. Таким образом, ось 32 вращения вращающейся щетки 30 простирается по существу параллельно верхнему металлическому листу 16 и нижнему металлическому листу 18. В частности, ось 32 вращения простирается в направлении, параллельном ширине верхнего металлического листа 16 и нижнего металлического листа 18. В предпочтительном исполнении ось 32 вращения простирается в горизонтальном направлении, т.е. в направлении, перпендикулярном направлению гравитации. На фиг. 2 показан вид сбоку вращающейся щетки 30. Вращающаяся щетка 30 включает множество лопаток 34. Лопатки 34 расположены на цилиндрическом теле 36 вращающейся щетки 30. Тело 36 имеет диаметр 110 мм. Более того, вал 38 привода, который задает ось 32 вращения, простирается через тело 36. Вал 38 привода имеет диаметр 28 мм. Вал 38 привода соединен с пневматическим двигателем 40 для вращения вращающейся щетки 30 (фиг. 1). Пневматический двигатель 40 может быть двигателем с воздушным приводом. Лопатки 34 по меньшей мере частично изготовлены из политетрафторэтилена. Лопатки 34 расположены разнесенными рядами 42 по окружности вокруг вращающейся щетки 30. В показанном варианте осуществления представлены четыре ряда 42. Ряды 42 простираются параллельно оси 32 вращения вращающейся щетки 30. На фиг. 3 показано первое сечение вращающейся щетки 30, взятое по линии А-А на фиг. 2 и проходящее через первый и третий ряды 42. Первый и третий ряды 42 разделены зазором 44 на две симметрично расположенные группы 46 лопаток 34, при этом каждая группа имеет ширину 48, равную 540 мм. Зазор 44 имеет ширину 50, равную 35 мм. В общем-то, конструкция вращающейся щетки 30, включающей вал 38 привода, имеет ширину 52, равную 1710 мм. Таким образом, вал 38 привода выступает из тела 36 в обе стороны от тела 36 на длину 54, 56, равную 300 мм и 295 мм соответственно.
На фиг. 4 показано второе сечение вращающейся щетки 30, взятое по линии В-В на фиг. 2 и проходящее через второй и четвертый ряды 42. Конструкция лопаток 34 второго и четвертого рядов 42 почти такие же, как первого и третьего рядов 42. Однако следует отметить, что лопатки 34 двух смежных рядов 42 расположены относительно друг друга в направлении, параллельном оси 32 вращения вращающейся щетки 30, как будет рассмотрено далее более подробно. На фиг. 5 показан вид в перспективе первого ряда 42 лопаток 34. В частности, на фиг. 5 показан вид в перспективе первой группы 46 первого ряда 42 лопаток 34. Лопатка 34 включает множество выступающих частей 58 и основание 60. Основание 60 выполнено с возможностью крепления к телу 36 вращающейся щетки 30. Выступающие части 58 выдаются из основания 60 в радиальном направлении относительно оси 32 вращения вращающейся щетки 30. Выступающие части 58 разнесены один от другого в направлении оси вращения 32 на расстояние 62, равное 30 мм. Каждый из выступающих частей 58 имеет ширину 64, равную 30 мм, за исключением выступающих частей 58, граничащих с зазором 44, которые имеют ширину 66, равную 60 мм. Каждая из множества лопаток 34 имеет длину 68 от 30 мм до 150 мм. Длина 68 задана длиной 70 выступающих частей 58 и толщиной 72 основания 60. Длина 68 зависит от толщины металлических листов 16, 18. Например, множество лопаток 34 могут иметь длину 68, равную 105 мм для металлических листов 16, 18, имеющих толщину 4-8 дюймов, и могут иметь длину 68, равную 70 мм для металлических листов 16, 18, имеющих толщину 2-4 дюйма. Более того, каждая из лопаток 34 включает множество зубцов 74. Зубцы 74 расположены на конце 76 выступающих частей 58 (фиг. 3 и 4). И хотя это подробно не показано, по меньшей мере во время работы зубцы 74 выступают из выступающих частей 58 в радиальном направлении по отношению к оси вращения 32 вращающейся щетки 30.
На фиг. 6 показан вид в перспективе второго ряда 42 лопаток 34, смежного с первым рядом 42. В частности, на фиг. 6 показан вид в перспективе второй группы 46 первого ряда 42 лопаток 34. Конструкция лопаток 34 второго ряда 42 почти такая же, как первого ряда 42. Однако, как упомянуто выше, следует отметить, что лопатки 34 двух смежных рядов 42 располагаются относительно друг друга в направлении, параллельном оси вращения 32 вращающейся щетки 30. Другими словами и со ссылкой на фиг. 5 и 6, выступающие части 58 первого ряда 42 сдвинуты относительно выступающих частей 58 второго ряда 42 в направлении, параллельном оси вращения 32 вращающейся щетки 30. В частности, со ссылкой на фиг. 5 и 6, выступающие части 58 ряда 42, показанного на фиг 5, сдвинуты вправо относительно выступающих частей 58 ряда 42, показанного на фиг. 6.
Далее будет рассмотрен способ непрерывного производства сэндвич-панели 12 с заполнителем из PIR/PUIR/PUR-пены. Способ может быть реализован с применением устройства 10.
В общем, верхний металлический лист 16 разматывается из верхнего цилиндра 20, а нижний металлический лист 18 разматывается из нижнего цилиндра 22. Верхний металлический лист 16 и нижний металлический лист 18 переносятся в направлении двойного ленточного транспортера 28. Следует отметить, что верхний металлический лист 16 и нижний металлический лист 18 транспортируются через двойной ленточный транспортер 28 с одинаковой скоростью. Скорость может быть от 3,0 метров в минуту до 6,0 метров в минуту. Как показано фиг. 1, направление перемещения верхнего металлического листа 16 и нижнего металлического листа 18, проходящие через двойной ленточный транспортер 28, справа налево.
Посредством дозатора адгезива 24, адгезив наносят на нижний металлический лист 18. В частности, адгезив наносят на внутреннюю поверхность 78 нижнего металлического листа 18. Адгезив может быть однокомпонентным или двухкомпонентным. Адгезив может быть получен на основе изоцианата или в результате взаимодействия изоцианата с полиолом. В предпочтительном варианте адгезив может включать по меньшей мере полиольный компонент и изоцианатный компонент.
Например, адгезив может быть составлен следующим образом:
32 части полиэфира спиртов, содержащего сахарозу, глицерин и пропиленоксид, с функциональностью 5 и гидроксильным числом 450 мг КОН/г,
29,8 частей полиэфира спиртов, содержащего глицерин и пропиленоксид, с функциональностью 3 и гидроксильным числом 400 мг КОН/г,
15,0 частей огнестойкого Tris(1-хлор-2-пропил) фосфат (ТСРР),
10,0 частей ди-пропиленгликоля, с функциональностью 2 и гидроксильным числом 837 мг КОН/г,
11,3 частей полиэфира спиртов, содержащего глицерин и пропиленоксид, с функциональностью 3 и гидроксильным числом 230 мг КОН/г,
0,9 частей силиконового поверхностно-активного вещества,
0,7 частей аминового катализатора,
0,3 частей зеленого пигмента.
Количество адгезива, нанесенного на внутреннюю поверхность 78 нижнего металлического листа 18, может быть в диапазоне от 200 г/м2 до 300 г/м2, предпочтительно от 220 г/м2 до 280 г/м2 и наиболее предпочтительно от 230 г/м2 до 270 г/м2, например 250 г/м2. Адгезив наносится по всей ширине нижнего металлического листа 18. Верхний металлический лист 16 и нижний металлический лист 18 с нанесенным на них адгезивом также переносятся в направлении к вращающейся щетке 30. Вращающаяся щетка 30 приводится в движение посредством пневматического двигателя 40. Скорость вращения вращающейся щетки 30 находится в пределах от 60 об/мин до 90 об/мин, предпочтительно от 65 об/мин до 85 об/мин и наиболее предпочтительно от 70 об/мин до 80 об/мин, например 75 об/мин. Часть адгезива, нанесенная на нижний металлический лист 18, наносится на верхний металлический лист 16 посредством вращающейся щетки 30, которая отбирает часть адгезива, нанесенного на нижний металлический лист 18, и удаляет ее на верхний металлический лист 16. В частности, часть адгезива, нанесенная на нижний металлический лист 18, наносится на внутреннюю поверхность 80 верхнего металлического листа 16 посредством вращающейся щетки 30. В предпочтительном варианте от 40% до 60% адгезива, нанесенного на нижний металлический лист 18, наносится на верхний металлический лист 16 посредством вращающейся щетки 30, например 50%.
В связи с этим следует отметить, что реактивная способность адгезива является ключевым для работы вращающейся щетки 30, поскольку необходимо, чтобы адгезив имел низкую реактивную способность и не мог затвердеть до тех пор, пока верхний металлический лист 16 и нижний металлический лист 18 находятся внутри двойного ленточного транспортера 28. Термин "низкий" в данном документе означает время гелеобразования адгезива, которое может быть любым временем гелеобразования большим чем 120 секунд при 20°С. В предпочтительном варианте время гелеобразования адгезива равна 164 секундам при 20°С. Адгезивная смесь должна оставаться "жидкой" и иметь низкую вязкость в течение более долгого времени, чем обычно, чтобы предоставить возможность вращающейся щетки 30 поднимать адгезивную смесь от нижнего металлического листа 18 и наносить ее на верхний металлический лист 16, что может быть сделано эффективно и адгезив распределен по верхнему металлическому листу 16 только в том случае, если адгезив остается в жидком состоянии. В данном варианте осуществления адгезив наносится на нижний металлический лист 18 при температуре от 30°С до 40°С, предпочтительно от 32°С до 38°С и наиболее предпочтительно от 33°С до 37°С, например 35°С. Вязкость является достаточно низкой, благодаря полиольному компоненту и изоцианатному компоненту адгезива. Например, адгезив имеет вязкость 0,5 Па•с при температуре 35°С.
Верхний металлический лист 16 и нижний металлический лист 18, содержащие нанесенный на них адгезив, затем подаются в двойной ленточный транспортер 28, где между верхним металлическим листом 16 и нижним металлическим листом 18 посредством дозатора 26 заполнителя наносится PIR/PUIR/PUR-заполнитель. PIR/PUIR/PUR- заполнитель действует так, чтобы образовать пенный заполнитель 14, и приходит в соприкосновение с адгезивом, нанесенным на верхний металлический лист 16 и нижний металлический лист 18. Более того, адгезив затвердевает и пенный заполнитель 14 пристает к верхнему металлическому листу 16 и нижнему металлическому листу 18. Верхний металлический лист 16 и нижний металлический лист 18, содержащие пенный заполнитель 14, зажатый между ними, разрезается так, что образуется сэндвич-панель 12 с пенным заполнителем и металлическими листами 16, 18 в качестве облицовки сверху и снизу.
Способ хранения жидкой в условиях хранения мономерной фазы
Способ транспортировки жидкой мономерной фазы, извлеченной из резервуара для хранения, в резервуаре автозаправщика или танкера
Способ получения механически стабильных водопоглощающих полимерных частиц
Способ получения акриловой кислоты
Способ получения триэтилентетрамина (тэта) через этилендиаминдиацетонитрил (эддн)
Способ получения смеси этиленаминов
Средство для нанесения покрытий на вспенивающиеся частицы стирольного полимеризата
Способ для обнаружения и подсчета жизнеспособных микроорганизмов вида legionella pneumophila и набор для его осуществления
Способ получения смесей этиленаминов
Эластичный пеноматериал из частиц на основе смесей полиолефина/полимера стирола

