Результат интеллектуальной деятельности: Цеолитсодержащий катализатор, способ его получения и способ превращения смеси низкомолекулярных парафиновых и олефиновых углеводородов в концентрат ароматических углеводородов или высокооктановый компонент бензина (варианты)
Вид РИД
Изобретение
Изобретение относится к области нефтеперерабатывающей и нефтехимической промышленности, а именно - к производству катализаторов, используемых в переработке алифатических углеводородов в концентрат ароматических углеводородов или высокооктановый компонент бензина.
Известен способ получения высокооктановых бензиновых фракций и ароматических углеводородов (см. патент RU №2087191). Катализатор включает цеолит группы пентасила, оксид цинка, оксид редкоземельного элемента, связующий компонент и дополнительно содержит оксид бора и фтор, а в качестве редкоземельного элемента - два или более оксидов, выбранных из группы лантаноидов (оксид лантана, оксид церия, оксид неодима, оксид празеодима), и имеет следующее содержание компонентов, мас. %: цеолит 20-70; оксид цинка 1-4; оксиды редкоземельных элементов 0,1-2,0; оксид бора 0,1-3,0; связующий компонент - остальное. Способ превращения алифатических углеводородов С2-С12 в высокооктановый бензин и ароматические углеводороды осуществляется путем контакта их с катализатором при t=280-550°С, давлении 0,5-3,0 МПа и объемной скорости подачи сырья 0,5-3,0 ч-1.
Недостатком данного цеолитсодержащего катализатора является его сложный состав, необходимость применения фтора при синтезе, а также высокая стоимость, обусловленная применением дорогих редкоземельных элементов.
Известен цеолитсодержащий катализатор для превращения алифатических углеводородов в высокооктановый бензин, обогащенный ароматическими углеводородами (см. патент RU №2092240). Катализатор содержит цеолит группы пентасила с силикатным модулем SiO2/Al2O3 = 20-80 моль/моль и остаточным содержанием Na2O 0,1-0,4 мас. %, связующий компонент, цинк и смесь оксидов редкоземельных элементов при следующем соотношении компонентов, мас. %: цеолит 25-50; цинк 1,0-3,0; сумма оксидов редкоземельных элементов 0,1-2,0, представляющая собой смесь следующего состава: СеO2 40-55, Lа2О3, Pr2O3, Nd2O3 60-45, связующий компонент - остальное.
Недостатком этого цеолитсодержащего катализатора является высокое остаточное содержание оксида натрия и низкая массовая доля активной части, что существенно снижает производительность по конечному продукту.
Известен способ получения высокооктановых бензиновых фракций и ароматических углеводородов (см. патент RU №2333035). Катализатор содержит цеолит ZSM-5 с силикатным модулем SiO2/Al2O3 = 60-80 моль/моль и остаточным содержанием оксида натрия 0,02-0,05 мас. %, элемент структуры цеолита, промотор и связующий компонент. В качестве элемента структуры цеолита катализатор содержит оксид циркония или оксиды циркония и никеля, в качестве промотора оксид цинка при следующем содержании компонентов, мас. %: цеолит 65,00-80,00; ZrO2 1,59-4,00; NiO 0-1,00; ZnO 0-5,00; Na2O 0,02-0,05; связующий компонент остальное. Способ получения цеолитсодержащего катализатора включает операции смешения реагентов, гидротермальный синтез, промывку, сушку и прокаливание осадка, причем реакционную смесь, полученную путем смешения водных растворов солей алюминия, циркония, никеля, гидрооксида натрия, силикагеля и/или кислоты кремниевой водной, затравочных кристаллов цеолита со структурой ZSM-5 в Na- или Н-форме, структурообразователя, например, н-бутанола, загружают в автоклав, в котором проводят гидротермальный синтез при температуре 160-190°С в течение 10-20 час. при постоянном перемешивании, после завершения гидротермального синтеза пульпу Na-формы цеолита фильтруют, полученный осадок промывают хозяйственно-питьевой водой и направляют на проведение солевого ионного обмена путем его обработки водным раствором хлорида аммония при нагревании и перемешивании пульпы, полученную после солевого ионного обмена пульпу фильтруют, промывают хозяйственно-питьевой водой и затем промывают водой деминерализованной до остаточного содержания оксида натрия 0,02-0,05 мас. %, в пересчете на высушенный и прокаленный продукт, промытый осадок аммонийной формы цеолита направляют на операцию ввода промотора - цинка, и приготовления катализаторной массы путем смешения аммонийной формы цеолита, модифицированного цинком, с активным гидрооксидом алюминия, полученную катализаторную массу подвергают экструзии и гранулированию, гранулы сушат при температуре 100-110°С и прокаливают при 550-650°С, прокаленные гранулы цеолитсодержащего катализатора классифицируют, отделяют фракцию готового цеолитсодержащего катализатора, а фракцию гранул <2,5 мм измельчают до однородного порошка и возвращают на операцию приготовления катализаторной массы. Способ превращения алифатических углеводородов в высокооктановый компонент бензина с помощью цеолитсодержащего катализатора включает нагревание и пропускание сырья через цеолитсодержащий катализатор, при этом в качестве сырья используют пары прямогонной бензиновой фракции нефти, которые пропускают через стационарный слой цеолитсодержащего катализатора, нагретого до температуры 300-420°С.
Основными недостатками данного катализатора и способа его получения и превращения являются ограниченное сочетание и узкий интервал концентраций вводимых в цеолит добавок, выступающих элементами его структуры, внесение промотера оксида цинка на стадии приготовления катализаторной массы, приводящее к неравномерному распределению промотера в катализаторе и образованию кристаллитов, блокирующих доступ углеводородного сырья в часть каналов цеолита в процессе каталитических превращений, а также к удалению оксида цинка при термоокислительной регенерации катализатора, недостаточное качество отмывок при использовании хозяйственно-питьевой воды для отмывки осадка цеолита Н-формы и, соответственно, повышенный объем требуемых промывных вод.
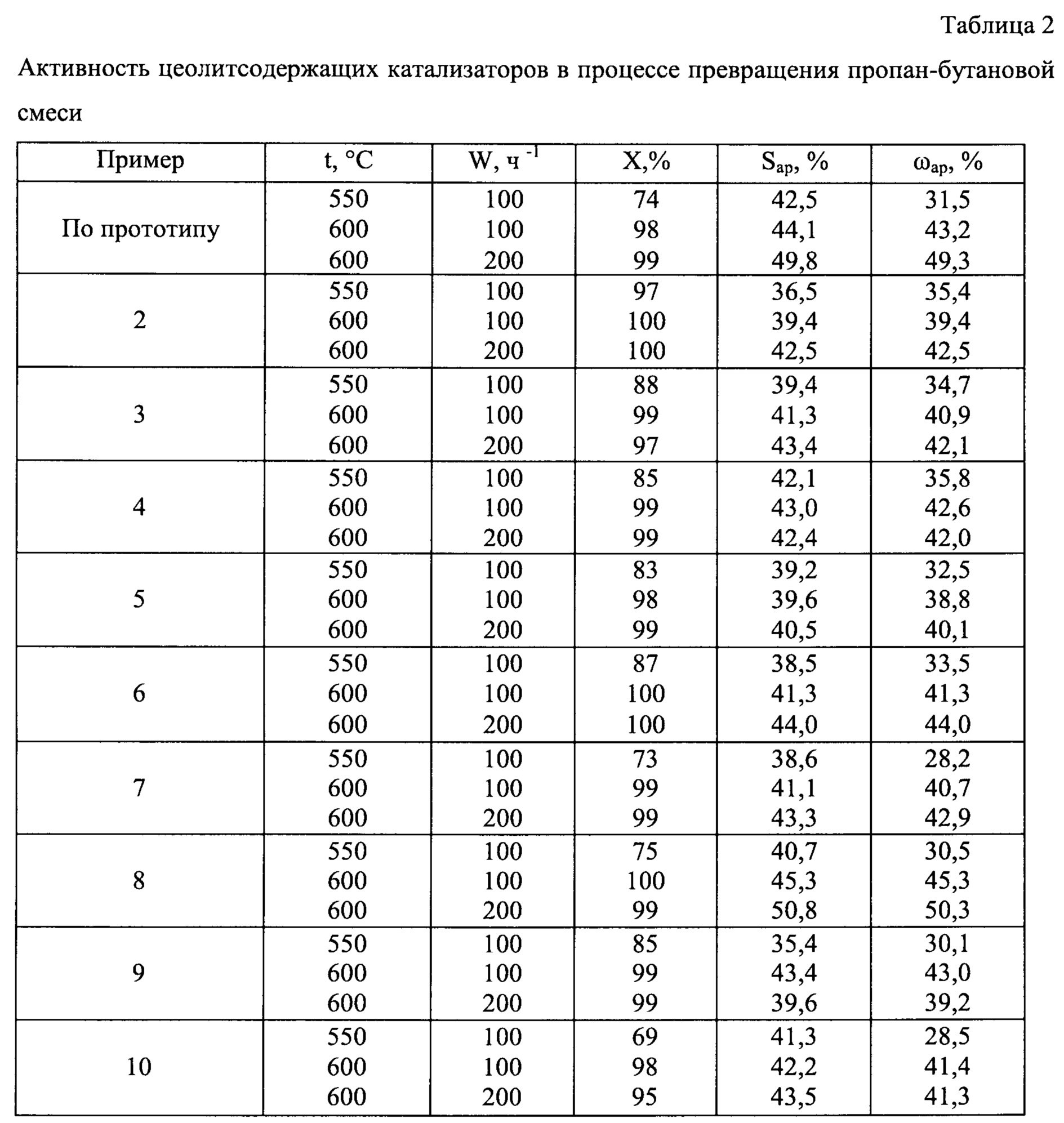
Наиболее близким по технической сущности и достигаемому результату к заявленному катализатору и способу его получения и превращения является цеолитсодержащий катализатор и способ превращения алифатических углеводородов в концентрат ароматических углеводородов или высокооктановый компонент бензина (см. патент RU №2221643). Цеолитсодержащий катализатор содержит цеолит группы пентасила с силикатным модулем SiO2/Al2O3 = 55-102 моль/моль и остаточным содержанием оксида натрия 0,02-0,07 мас. %, оксиды цинка, олова, лантана в качестве элементов структуры цеолита, в качестве промотора - оксид хрома, при следующем содержании компонентов, мас. %: цеолит 65,0-80,0; ZnO 0-4,0; La2O3 0-0,80; SnO2 0-2,50; Сr2O3 0-5,0; Na2O 0,02-0,07; связующий компонент - остальное. Описан способ превращения алифатических углеводородов в концентрат ароматических углеводородов или компонент бензина (варианты) на данном цеолитсодержащем катализаторе путем пропускания газообразной смеси низкомолекулярных предельных углеводородов при температуре 500-600°С и объемной скорости подачи сырья 100-400 ч-1 или паров прямогонной бензиновой фракции нефти через слой цеолитсодержащего катализатора при температуре 300-380°С и объемной скорости подачи сырья 2 ч-1.
Основными недостатками данного цеолитсодержащего катализатора являются ограниченное сочетание и узкий интервал концентраций вводимых в цеолит добавок, выступающих элементами его структуры, что препятствует образованию широкого набора его активных кислотно-основных центров и использованию катализатора в превращении низкомолекулярных углеводородных смесей, а также необходимость проведения двух дополнительных стадий изготовления катализатора - модифицирование аммонийной формы цеолита лантаном и промотирование лантансодержащей формы цеолита хромом. Данный цеолитсодержащий катализатор выбран в качестве прототипа.
Предлагаемый цеолитсодержащий катализатор, способ его получения, его элементный состав и способ превращения низкомолекулярных парафиновых и олефиновых углеводородов в концентрат ароматических углеводородов с его использованием устраняет указанные недостатки. Степень конверсии, выход и селективность образования ароматических углеводородов, полученных по способу-прототипу из различных низкомолекулярных газообразных смесей, приведены соответственно в таблицах 2 и 3.
Технической задачей изобретения является расширение возможностей использования катализатора, введение более одного модифицирующего элемента в структуру цеолита, повышение качества и выхода целевых продуктов.
Технический результат изобретения - достижение высокой фазовой чистоты цеолита и широкого распределения его кислотно-основных центров по природе, введение более одного модифицирующего элемента в структуру цеолита, повышение качества и выхода целевых продуктов на заявленном катализаторе.
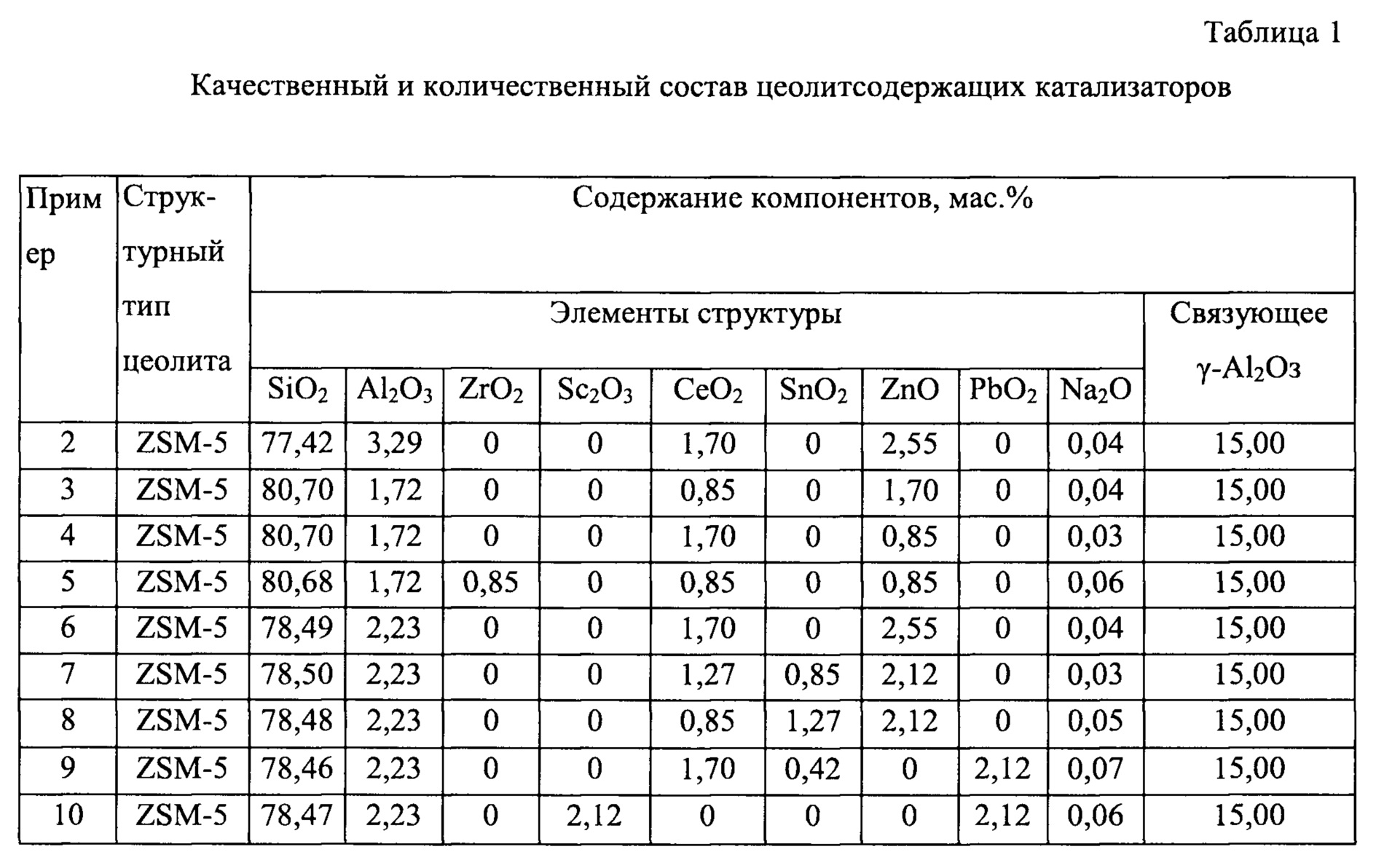
Технический результат относительно цеолитсодержащего катализатора достигается тем, что в цеолитсодержащем катализаторе, содержащем цеолит ZSM-5 с силикатным модулем SiO2/Аl2О3 = 30-80 моль/моль и остаточным содержанием оксида натрия 0,03-0,07 мас. %, элементы структуры цеолита и связующий компонент, в качестве элементов структуры цеолита содержится оксид циркония, оксид скандия, оксид церия, оксид олова, оксид цинка, оксид свинца или смесь оксидов этих металлов при следующем содержании компонентов, мас. %: цеолит - 85,00; ZrO2 - 0-3,00; Sc2O3 - 0-3,00; СеO2 - 0-3,00; SnO2 - 0-3,00; ZnO - 0-3,00; PbO2 - 0-3,00; Na2O - 0,03-0,07; связующий компонент - остальное.
Технический результат достигается тем, что в способе получения цеолитсодержащего катализатора, включающем операции смешения реагентов, гидротермальный синтез, промывку, сушку и прокаливание осадка, согласно изобретению, реакционную смесь, полученную путем смешения химических реагентов, содержащих алюминий, цинк, олово, церий, цирконий, свинец, скандий, кремний, гидрооксид натрия, затравочных кристаллов цеолита со структурой ZSM-5/MF1 в Na- или NH4-форме, органического структурообразователя, например, н-бутанола, моноэтаноламина, дибутиламина, диэтилентриамина, загружают в реактор, в котором проводят гидротермальный синтез при температуре 165-180°С в течение 8-48 ч., после завершения гидротермального синтеза пульпу Na-формы цеолита фильтруют и полученный осадок репульпируют в 2,0-3,0% водном растворе аммония бикарбоната, осадок цеолита фильтруют и направляют на проведение кислотного или солевого ионного обмена путем его обработки водным раствором азотной кислоты или водными растворами солей аммония при нагревании и перемешивании пульпы, в полученную после кислотного или солевого ионного обмена пульпу добавляют аммония бикарбонат, пульпу цеолита фильтруют, промытый осадок Н- или NH4-формы цеолита сушат и направляют на операцию приготовления катализаторной массы путем смешения порошка цеолита с активным гидрооксидом алюминия и концентрированной азотной кислотой, полученную катализаторную массу подвергают экструзии и гранулированию, гранулы сушат при температуре 150°С и прокаливают при 550-600°С.
Технический результат относительно способа, основанного на использовании предлагаемого цеолитсодержащего катализатора для превращения смеси низкомолекулярных парафиновых и олефиновых углеводородов в концентрат ароматических углеводородов или высокооктановый компонент бензина, достигается путем пропускания различных газообразных смесей низкомолекулярных предельных и непредельных углеводородов, содержащих водород, сероводород, оксиды углерода и при их отсутствии (сырье), через стационарный слой катализатора, нагретого до температуры 400-600°С, при нагрузке катализатора по сырью 100-300 ч-1, со степенью конверсии углеводородов 60-100%), с выходом целевого продукта не менее 40% и селективностью образования ароматических углеводородов 40-60%.
Преимущество предлагаемого цеолитсодержащего катализатора состоит в использовании дешевых и доступных соединений при меньшем количестве стадий его синтеза и в широком сочетании модифицирующих добавок, позволяющих использовать катализатор для конверсии различных по углеводородному составу газообразных смесей.
Сущность изобретения поясняется конкретными примерами его выполнения.
Пример 1. Для получения цеолитсодержащего катализатора, содержащего в качестве активного компонента цеолит ZSM-5 в Н-форме (85 мас. %) и носитель в виде γ-Аl2O3 (15 мас. %), сначала гидротермальным синтезом получают Na-форму цеолита. Для этого готовят 6 фторопластовых стаканов объемом 100 см3, которые используют в качестве вкладышей в металлических стаканах-реакторах, выполненных из нержавеющей стали. В каждый из стаканов наливают по 25 см3 воды дистиллированной. Помещают в каждый из стаканов магнит, находящийся в изолированной оболочке, и устанавливают стаканы на магнитные мешалки. Включением магнитных мешалок создают перемешивание содержимого стаканов. Затем в каждый стакан помещают 2,2596 г гидрата окиси натрия. После растворения навески гидрата окиси натрия в стаканах растворяют по 1,5297 г алюминия азотнокислого 9-водного. Смесь выдерживают при перемешивании в течение 5 минут. Затем в каждый стакан добавляют по 0,4982 г хлорида олова (IV) 4-водного. После растворения навески в каждый из стаканов добавляют по 0,8235 г нитрата цинка 6-водного квалификации «ЧДА». Смесь выдерживают при перемешивании в течение 5 минут. После этого в каждый стакан добавляют 9,0000 г силикагеля марки КСКГ. Смесь выдерживают при перемешивании в течение 5 минут. После этого в каждый стакан загружают 0,25 г порошка цеолита структурного типа ZSM-5/MFI. Смесь выдерживают при перемешивании в течение 5 минут. Затем в каждый стакан при помощи дозатора ТУ 9452-002-3318999 пипеточного одноканального переменного объема вместимостью 1000-5000 микролитров (далее дозатор) наливают по 3,76 см3 н-бутанола. Смесь выдерживают при перемешивании в течение 5 минут. Из каждого фторопластового стакана с помощью металлического пинцета извлекают магнит и ополаскивают его 26,05 см3 воды дистиллированной (объем воды измеряют при помощи дозатора) таким образом, чтобы вся вода при промывке магнитов и пинцета попадала внутрь стаканов. Приготовленные реакционные смеси во фторопластовых стаканах помещают внутрь 6 стаканов-реакторов, выполненных из нержавеющей стали марки 12Х18Н10Т. Фторопластовые стаканы закрывают сверху фторопластовыми крышками. Стаканы-реакторы герметизируют, соединяя металлическую крышку стакана-реактора с его корпусом при помощи резьбового соединения. Герметизация резьбовых соединений в стаканах-реакторах обеспечивается при помощи фторопластовых прокладок. Стаканы-реакторы помещают в термический шкаф и выдерживают при температуре 170-180°С в течение 8-48 часов, после чего нагрев отключают.
После окончания процесса синтеза и охлаждения стаканов-реакторов до комнатной температуры содержимое стаканов-реакторов сливают в химический стакан объемом 1,0 дм3. Фторопластовые стаканы-вкладыши ополаскивают 50 см3 воды дистиллированной и промывную воду сливают в стакан с основным продуктом синтеза.
Полученную пульпу Na-формы цеолита фильтруют и полученный осадок репульпируют в 1,0-2,0% водном растворе углеаммонийных солей при соотношении жидкой и твердой фаз Ж : Т = 8-10, осадок цеолита отфильтровывают. Отфильтрованный и промытый осадок Na-формы цеолита сушат в сушильном шкафу до постоянной массы при температуре 150°С. Масса порошка Na-формы цеолита составляет 53,32 г.
Порошок Na-формы цеолита направляют на проведение солевого ионного обмена. В химический стакан объемом 1,0 дм3 опускают лопасти лабораторной мешалки и распульповывают 53,32 г порошка Na -формы цеолита в растворе нитрата аммония (объем раствора 282,3 см3). Раствор азотной кислоты приготавливают растворением 33,88 г нитрата аммония квалификации «ЧДА» в 282,3 см3 воды дистиллированной. Полученную пульпу выдерживают при температуре 90-100°С и постоянном перемешивании в течение 1,0-1,5 ч. Затем после солевого ионного обмена пульпу цеолита фильтруют, промывают 1,0 дм водой дистиллированной при соотношении жидкой и твердой фаз Ж : Т = 18:1. Промытый осадок Na -формы цеолита сушат в сушильном шкафу при температуре 150°С до постоянного веса и направляют на операцию приготовления катализаторной массы. К промытому и высушенному порошку цеолита в количестве 31 г приливают 10 см3 дистиллированной воды, к полученной смеси добавляют 13,423 г переосажденного гидрооксида алюминия в виде влажной пасты (с остаточной массовой долей при высушивании и прокаливании 72,72%) и 5,302 см3 концентрированной азотной кислоты квалификации «ХЧ» (азотную кислоту дозируют при помощи дозатора). Приготовленную смесь перемешивают до получения однородной пластической катализаторной массы, пригодной для проведения экструзии и гранулирования катализатора. Полученные после экструзии и гранулирования влажные гранулы катализатора сушат в сушильном шкафу при температуре 150°С в течение 2 часов и прокаливают в муфельной печи при температуре 550-600°С в течение 1-2 часов.
Пример 2. Пропан-бутановую смесь следующего состава, мас. %: 0,44 метана; 11,80 этана; 52,16 пропана; 35,38 изо- и н-бутана; 0,22 диоксида углерода подвергают контактированию с цеолитсодержащим катализатором, помещенным в реактор объемом 5 см3, при температуре 550-600°С, объемной скорости подачи газообразного сырья 100-200 ч-1 и без создания избыточного давления. Перед проведением процесса образцы цеолитсодержащего катализатора подвергают обработке в токе кислородсодержащего газа с последующей восстановительной обработкой в токе водорода. После окончания процесса рассчитывают конверсию исходных углеводородов (X, мас. %), селективность образования ароматических углеводородов (Sap, мас. %), массовое содержание ароматических углеводородов в конечном продукте (ωар, мас. %). Полученные результаты представлены в таблице 2. Катализатор состоит из 85,00 мас. %» цеолита структурного типа ZSM-5/MFI, содержащего в своей структуре 77,42 мас. % оксида кремния, 3,29 мас. % оксида алюминия, 1,70 мас. % оксида церия, 2,55 мас. % оксида цинка и 15,00 мас. % γ-Аl2О3, используемого в качестве связующего вещества.
Цеолитсодержащий катализатор готовили по способу, описанному в примере 1. Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 3. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 0,85 мас. % оксида церия и 1,70 мас. % оксида цинка.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 4. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 1,70 мас. % оксида церия и 0,85 мас. % оксида цинка.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 5. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 0,85 мас. % оксида церия, 0,85 оксида циркония и 0,85 мас. % оксида цинка.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 6. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 1,70 мас. % оксида церия и 2,55 мас. % оксида цинка.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 7. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 1,27 мас. % оксида церия, 2,12 мас. % оксида цинка и 0,85 мас. % оксида олова.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 8. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 0,85 мас. % оксида церия, 1,27 мас. % оксида олова и 2,12 мас. % оксида цинка.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 9. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 0,42 мас. % оксида олова, 1,70 мас. % оксида церия и 2,12 мас. % оксида свинца.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
Пример 10. Аналогичен примеру 1, только в качестве цеолитного компонента цеолитсодержащего катализатора используется цеолит типа ZSM-5, содержащий в своей структуре 2,12 мас. % оксида скандия и 2,12 мас. % оксида свинца.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Конверсия, выход и селективность образования ароматических углеводородов приводятся в таблице 2.
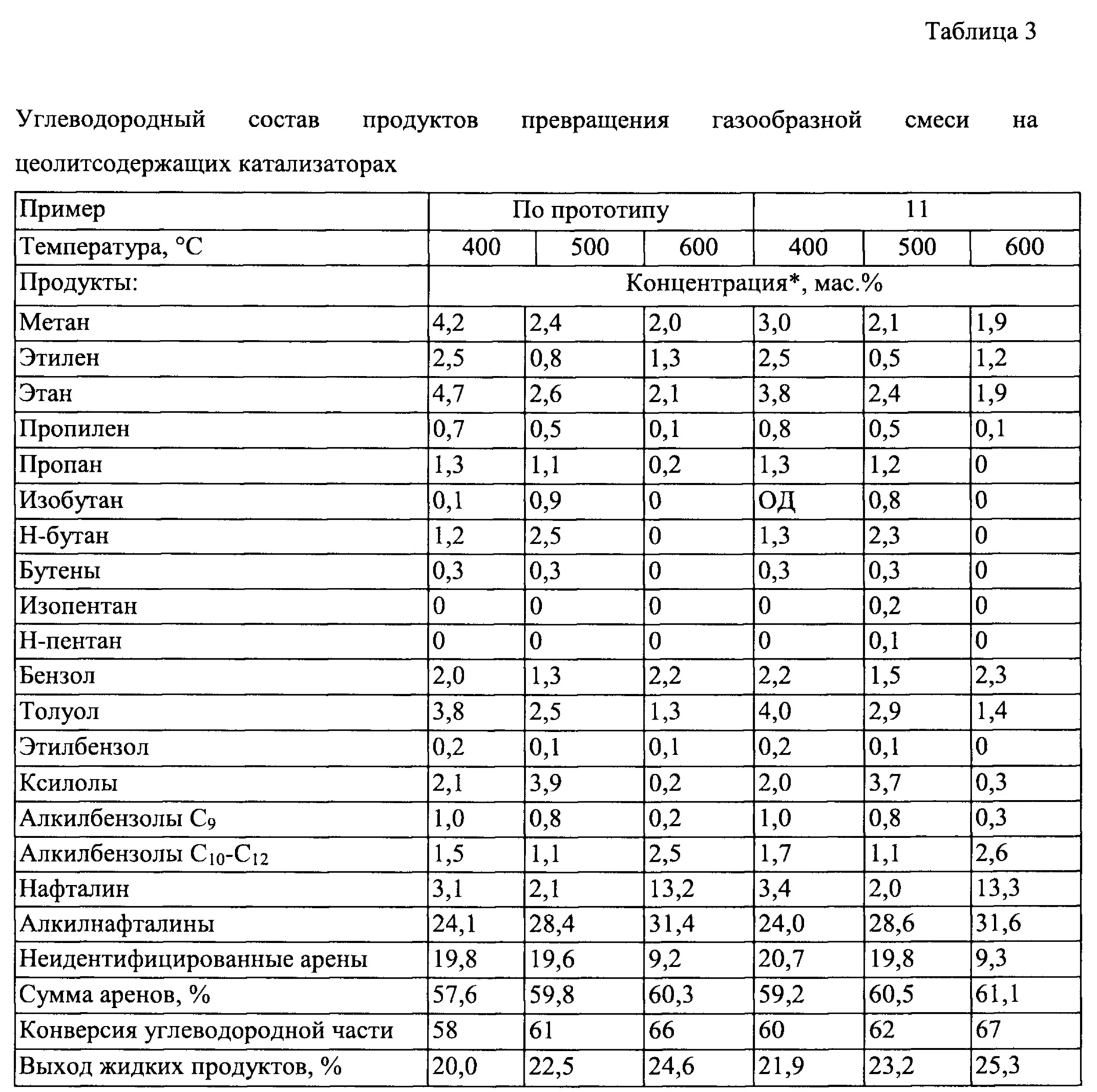
Пример 11. Углеводородную смесь предельных и непредельных углеводородов состава, мас. %: 16,87 метана; 9,94 этана; 12,96 этилена; 15,87 пропилена; 6,15 бутана, а также содержащую, мас. %: 14,06 водорода; 2,63 сероводорода; 10,95 оксида углерода; 8,15 диоксида углерода; 1,04 кислорода; 1,38 азота подвергают контактированию с цеолитсодержащим катализатором, помещенным в реактор объемом 5 см3, при температуре 400-600°С, объемной скорости подачи исходного сырья 300 ч-1, без избыточного давления. В качестве цеолитсодержащего катализатора используется образец из примера 8.
Качественный и количественный состав полученного катализатора приведен в таблице 1. Состав образующихся продуктов и выход жидких продуктов, а также конверсия и количество ароматических углеводородов для углеводородной составляющей смеси приводятся в таблице 3.
Примечание, t - температура реакции; W - объемная скорость подачи исходного сырья.
* - остальное - водород, оксид и диоксид углерода, азот.
Таким образом, применение предлагаемого технического решения позволяет достичь необходимого технического эффекта: высокой фазовой чистоты цеолитного катализатора и широкого распределения его кислотно-основных центров по природе, введение более одного модифицирующего элемента в структуру цеолита, повышение качества и выхода целевых продуктов на заявленном катализаторе.
Способ предпосадочной обработки клубней картофеля
Состав для повышения нефтеотдачи пластов (варианты)
Способ пробоподготовки водных объектов для определения углеводородных примесей
Способ получения гранулированного сорбента
Способ герметизации противофильтрационного экрана под водоемом после отработки карьера
Состав для повышения нефтеотдачи пластов (варианты)
Состав и способ получения ароматизатора воздуха
Состав для повышения нефтеотдачи пластов и способ его приготовления
Способ получения гуминовых препаратов
Способ гидроочистки дизельных фракций
Способ переработки природных битумов
Способ получения катализатора гидропереработки нефтяных фракций
Способ переработки тяжелого нефтяного сырья
Способ переработки мазута и тяжелого нефтяного сырья в дистиллятные фракции
Устройство для смешения сыворотки иммунной крови с этиловым спиртом на холоде
Направляющий канал тепловыделяющей сборки ядерного реактора
Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой (варианты)
Тепловыделяющий элемент ядерного реактора
Способ изготовления таблетированного топлива для тепловыделяющих элементов
Способ переработки органических радиоактивных отходов

