Результат интеллектуальной деятельности: Электрически изолирующее неразъемное рельсовое стыковое соединение
Вид РИД
Изобретение
Изобретение относится к верхнему строению железнодорожного пути, а именно к электрически изолирующим рельсовым стыковым соединениям, устанавливаемым в безстыковом пути без уравнительных пролетов высокоскоростных железных дорог.
Известно, принятое за прототип электрически изолирующее неразъемное рельсовое стыковое соединение - патент РФ №173925, содержащее электрически изолированные накладки, расположенные по обеим сторонам стыкуемых концов рельсов, стянутые между собою и соединяемыми рельсами с помощью электрически изолированных стяжных крепежных элементов, пропущенных сквозь соосные отверстия, выполненные в шейках рельсов и накладках, при этом каждая накладка выполнена со стальной обечайкой, прилегающей к рельсу, и полнопрофильным стальным сердечником, подобными по форме профилю рельса со стороны его шейки, причем электрическая изоляция накладки выполнена с помощью электроизолирующего слоя, размещенного между упомянутыми обечайкой и сердечником, а наружная поверхность сердечника выполнена вертикально плоской, при этом монтажные зазоры между контактными поверхностями элементов соединения заполнены клеевой композицией; наружная поверхность полнопрофильного стального сердечника каждой накладки выступает за пределы головки рельса, при этом сердечник по всей длине в районе головки рельса имеет выемку для пропуска гребня колеса подвижного состава, а в районе подошвы рельса уступ для установки стальных клемм рельсовых скреплений; между стыкуемыми рельсами расположена стыковая прокладка из диэлектрического материала, стальная обечайка каждой из накладок состоит из двух частей, расположенных с зазором в районе стыковой прокладки.
Существенными признаками прототипа, совпадающими с существенными признаками предлагаемого решения, являются следующие - электрически изолирующее неразъемное рельсовое стыковое соединение (клееболтовой стык), содержащее электрически изолированные накладки, расположенные по обеим сторонам стыкуемых концов рельсов, стянутые между собою и соединяемыми рельсами с помощью электрически изолированных стяжных крепежных элементов, пропущенных сквозь соосные отверстия, выполненные в шейках рельсов и накладках, при этом каждая накладка состоит из подобного по форме профилю рельса со стороны его шейки стального сердечника, а также расположенного между ними электроизоляционного слоя из композиционного материала, а наружная поверхность сердечника выполнена вертикально плоской, при этом монтажные зазоры между контактными поверхностями элементов соединения заполнены клеевой композицией; наружная поверхность стального сердечника каждой накладки выступает за пределы головки рельса, при этом сердечник по всей длине в районе головки рельса имеет выемку для пропуска гребня колеса подвижного состава, а в районе подошвы рельса уступ для установки стальных клемм рельсовых скреплений; между стыкуемыми рельсами расположена стыковая прокладка из диэлектрического материала.
Известная из прототипа металлокомпозитная накладка в поперечном сечении выполнена из 3-х частей - стального сердечника, слоя композитного материала, а также стальной обечайки. При этом стальная обечайка, находясь между клеевым слоем со стороны рельса и клеевым электроизоляционным слоем стороны сердечника, как показали исследования, существенно не влияет на целостность стыка и служит только по сути предмонтажной защитой электроизоляционного слоя, требуя при этом значительного количества добавочных операций для ее изготовления, подготовки к склеиванию, монтажу и т.п. При этом за счет ее наличия снижается момент инерции и момент сопротивления изгибу накладки.
Технической задачей, на решение которой направлено данное техническое решение является повышение прочностных, жесткостных, усталостных свойств стыка, а также упрощение процесса монтажа, снижение затрат на оборудование и сокращение времени сборки клееболтового изолирующего стыка.
Поставленная техническая задача решается тем, что в электрически изолирующее неразъемное рельсовое стыковое соединение (клееболтовой стык), содержащее электрически изолированные накладки, расположенные по обеим сторонам стыкуемых концов рельсов, стянутые между собою и соединяемыми рельсами с помощью электрически изолированных стяжных крепежных элементов, пропущенных сквозь соосные отверстия, выполненные в шейках рельсов и накладках, при этом каждая накладка состоит из подобного по форме профилю рельса со стороны его шейки стального сердечника, а также расположенного между ними электроизоляционного слоя из композиционного материала, а наружная поверхность сердечника выполнена вертикально плоской, при этом монтажные зазоры между контактными поверхностями элементов соединения заполнены клеевой композицией; наружная поверхность стального сердечника каждой накладки выступает за пределы головки рельса, при этом сердечник по всей длине в районе головки рельса имеет выемку для пропуска гребня колеса подвижного состава, а в районе подошвы рельса уступ для установки стальных клемм рельсовых скреплений; между стыкуемыми рельсами расположена стыковая прокладка из диэлектрического материала, в отличие от прототипа, электроизолирующий слой каждой накладки изготовлен методом наслаивания (напрессовки) на подобный по форме профилю рельса со стороны его шейки стальной сердечник накладки полимерного композиционного материала, имеющего температуру стеклования от +60°С до +250°С и коэффициент армирования от 0,3 до 0,8, толщина электроизолирующего слоя составляет от 1,5 до 2,5 мм, он расположен в месте непосредственного контакта с поверхностями пазух стыкуемых рельсов, включая шейку и опорные поверхности рельсов; геометрические параметры части каждой накладки, обращенной к шейке рельса, выбраны исходя из максимального заполнения пазухи в районе склейки при обеспечении толщины клеевого шва в изолирующем стыке между поверхностью электроизолирующего слоя накладки и рельса от 0,5 до 2,5 мм в районе шейки рельса при плотном контакте по опорным поверхностям в районе головки и подошвы рельса для всего диапазона размера высоты пазух стыкуемых рельсов.
Дополнительно, для обеспечения максимального качества склеивания стыка внешняя поверхность электроизоляционного слоя каждой металлокомпозитной накладки сформирована с помощью жертвенного слоя, закладываемого в процессе изготовления накладки на наружной поверхности электроизолирующего слоя, выполненного с возможностью удаления непосредственно перед сборкой стыка; при этом жертвенный слой выполнен с возможностью формирования текстурированной наружной поверхности электроизоляционного слоя с обеспечением шероховатости со средним арифметическим отклонением профиля поверхности Ra от 3 до 40 мкм и максимальной высотой неровностей профиля поверхности Rz от 15 до 200 мкм. Жертвенный (разделительный, защитный) слой - финишный слой в композиционном материале, который после отверждения легко удаляется с поверхности изделия, оставляя чистую, без пыли и грязи, текстурированную поверхность, устраняющий необходимость в зачистке и подготовке детали для дальнейшей сборки (склейки).
Дополнительно, для обеспечения максимальных прочностных характеристик стального сердечника каждой металлокомпозитной накладки его профиль образован восьмью поверхностями - поверхностью, подобной по форме профилю рельса со стороны его шейки, двумя скруглениями, верхней и нижней опорными поверхностями с уклоном 1:4, скосом под углом 50°±15° от горизонтальной плоскости в районе головки рельса для пропуска гребня колеса подвижного состава, вертикальной наружной поверхностью, выступающей за пределы головки рельса, для размещения опорных частей крепежных элементов и уступом под углом 30°±15° от вертикальной плоскости в районе подошвы рельса для установки стальных клемм рельсовых скреплений.
Благодаря наличию данных отличительных признаков достигается следующий технический результат: за счет увеличения размеров стального сердечника, увеличивается его момент инерции и момент сопротивления изгибу, и, соответственно, существенно повышается жесткость и усталостная прочность накладки, а соответственно и эксплуатационная надежность самого стыка. Это также повышает шунтирующие свойства изолирующей накладки, а, следовательно, электроизолирующие и магнитопроводные свойства соединения. Уменьшение количества элементов, а, следовательно, и количества соединений (поверхностей склеивания) в конструкции накладки за счет исключения внешних стальных обечаек дает улучшение технологичности производства, повышение точности изготовления и приводит к увеличению усталостной прочности накладки и клееболтового стыка в целом. Дополнительно, за счет предварительно подготовленной (с помощью жертвенного слоя) для склейки поверхности накладок, увеличивается качество склейки стыка, а также существенно уменьшается время и упрощаются условия монтажа, т.к. в противном случае, для обеспечения адгезии поверхности накладок перед склейкой необходимо было бы, например, зашкуривать и обезжиривать. Также, за счет предложенного профиля стального сердечника достигаются его максимальные прочностные и жесткостные характеристики.
В предлагаемой конструкции накладки электроизолирующий слой изготавливается методом наслаивания (напрессовки) на стальной сердечник полимерного композиционного материала, имеющего температуру стеклования (температура, при которой полимер при охлаждении переходит из высокоэластического или вязкотекучего в стеклообразное состояние) от +60°С до +250°С и коэффициент армирования (отношение объема, занятого армирующими волокнами (стеклонаполнителем), к объему полимерного материала) от 0,3 до 0,8, что позволяет обеспечить требуемые прочностные характеристики - его модуль упругости при поперечном сжатии от 6000 МПа до 12000 МПа и предел пропорциональности при поперечном сжатии от 120 МПа до 400 МПа в диапазоне рабочих температур от -60°С до +60°С. При этом полимерный материал с меньшим, чем указано, значением температуры стеклования при достижении в эксплуатации рельсами и накладками в изолирующем стыке температуры +60°С, что характерно для верхнего строения пути в летний период, практически скачкообразно перейдет в пластичное состояние. У полимерных материалов с температурой стеклования больше +250°С наблюдается резкое снижение деформационных свойств, то есть материал становится хрупким. Коэффициент армирования меньше 0,3 характерен для не конструкционных полимерных материалов с хаотичным расположением стеклонаполнителя (например, на основе стекломата), что приводит к увеличению прогиба изолирующего стыка под действием поперечной нагрузки от подвижного состава, а коэффициент армирования больше 0,8 характерен для полимерных материалов с расположением армирующих волокон в одном направлении (например, на основе однонаправленного ровинга), что может вызвать растрескивание электроизолирующего слоя на опорных поверхностях накладки от ударных воздействий при прохождении подвижного состава.
Минимальная толщина изолирующего слоя накладки на опорных поверхностях 1,5 мм обусловлена обеспечением достаточной прочности электроизолирующего слоя при перемещении накладок, как при их производстве, так и при их транспортировке и монтаже стыков, а также его восстановления (ремонта) клеем в местах возможных повреждений. Толщина электроизолирующего слоя накладки на опорных поверхностях больше 2,5 мм приводит к уменьшению жесткости изолирующего стыка с соответствующими последствиями при его эксплуатации. К тому же, увеличение толщины изолирующего слоя отводит стальной сердечник от шейки рельса, что способствует снижению магнитной проводимости стыка.
За счет, по сути, замены стальной обечайки жертвенным слоем, увеличиваются размеры стального сердечника (за счет более полного заполнения пазухи рельса), что дает увеличение его момента инерции и момента сопротивления изгибу, и, соответственно, существенно повышает жесткость и усталостную прочность накладки. Это также повышает шунтирующие свойства изолирующей накладки, а, следовательно, электроизолирующие и магнитопроводные свойства соединения. Уменьшение количества элементов, а, следовательно, и количества соединений (поверхностей склеивания) в конструкции накладки за счет исключения внешних стальных обечаек дает улучшение технологичности производства, повышение точности изготовления и приводит к увеличению усталостной прочности накладки и клееболтового стыка в целом.
Жертвенный (разделительный, защитный) слой - финишный слой в композиционном материале, который после отверждения легко удаляется с поверхности изделия, оставляя чистую, без пыли и грязи, текстурированную поверхность, устраняющий необходимость в зачистке и подготовке детали для дальнейшей сборки (склейки). При этом жертвенный слой выполнен с возможностью формирования текстурированной наружной поверхности электроизоляционного слоя (за счет заполнения смолой внутренней текстурированной поверхности жертвенного слоя при формовании) с обеспечением шероховатости со средним арифметическим отклонением профиля поверхности Ra от 3 до 40 мкм и максимальной высотой неровностей профиля поверхности Rz от 15 до 200 мкм. При шероховатости меньше Ra=3 мкм и Rz=15 мкм будет снижаться адгезия клея к электроизолирующему слою накладки, следовательно, предел прочности клеевого соединения при сдвиге так же будет ниже. При шероховатости больше Ra=40 мкм и Rz=200 мкм будет нарушаться структура несущих слоев электроизолирующего слоя накладки и снижаться его прочность при межслоевом сдвиге. Жертвенный слой может быть выполнен на основе полиамидной (нейлоновой) или полиэфирной жертвенной ткани с поверхностной плотностью от 50 г/см2 до 900 г/см2, с максимальной рабочей температурой от +110°С до +280°С, например производства компаний Leadgo или Stevik. Текстуру и шероховатость наружной поверхности электроизолирующего слоя определяет диаметр волокон, из которых состоит армирующий наполнитель жертвенного слоя и тип его переплетения. Жертвенный слой толщиной менее 0,06 мм не может обеспечить минимально необходимую текстуру и шероховатость наружной поверхности электроизолирующего слоя, так как должен состоять из волокон диаметром менее 0,03 мм, что меньше минимально требуемого параметра шероховатости Ra 3 мкм. Жертвенный слой толщиной более 5,0 мм, состоящий, например, из скрученных в жгут диаметром более 2,5 мм волокон, будет давать текстуру и шероховатость наружной поверхности электроизолирующего слоя больше допустимой Ra40 мкм, а значит нарушать структуру несущих слоев электроизолирующего слоя накладки и снижаться его прочность при межслоевом сдвиге. Защитный жертвенный слой более 5,0 мм становится настолько жестким и упругим, что его чрезвычайно сложно интегрировать в электроизоляционный слой при изготовлении накладки, имеющей сложную форму поверхности, обращенной к шейке рельса. То есть ухудшается технологичность изготовления накладки. Кроме того, в процессе хранения и транспортировки из-за возможных в нем внутренних напряжений, образовавшихся при изготовлении, он может самопроизвольно отделиться от поверхности электроизоляционного слоя, то есть защита будет нарушена.
Предлагаемое техническое решение может быть использовано в клееболтовых изолирующих стыках, предназначенных для электрической изоляции одного блок-участка бесстыкового или звеньевого железнодорожного пути, оборудованного электрическими рельсовыми цепями, от другого.
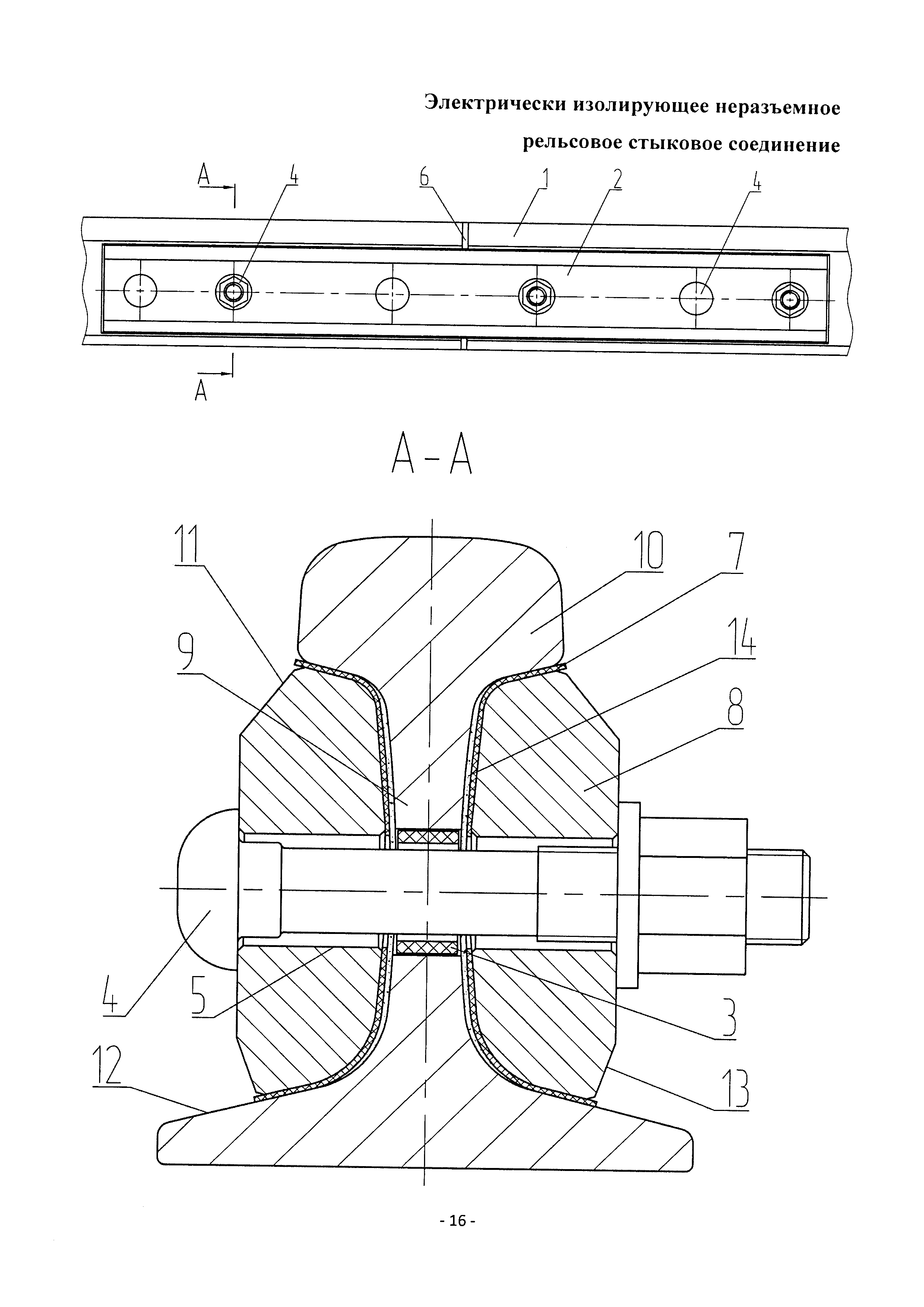
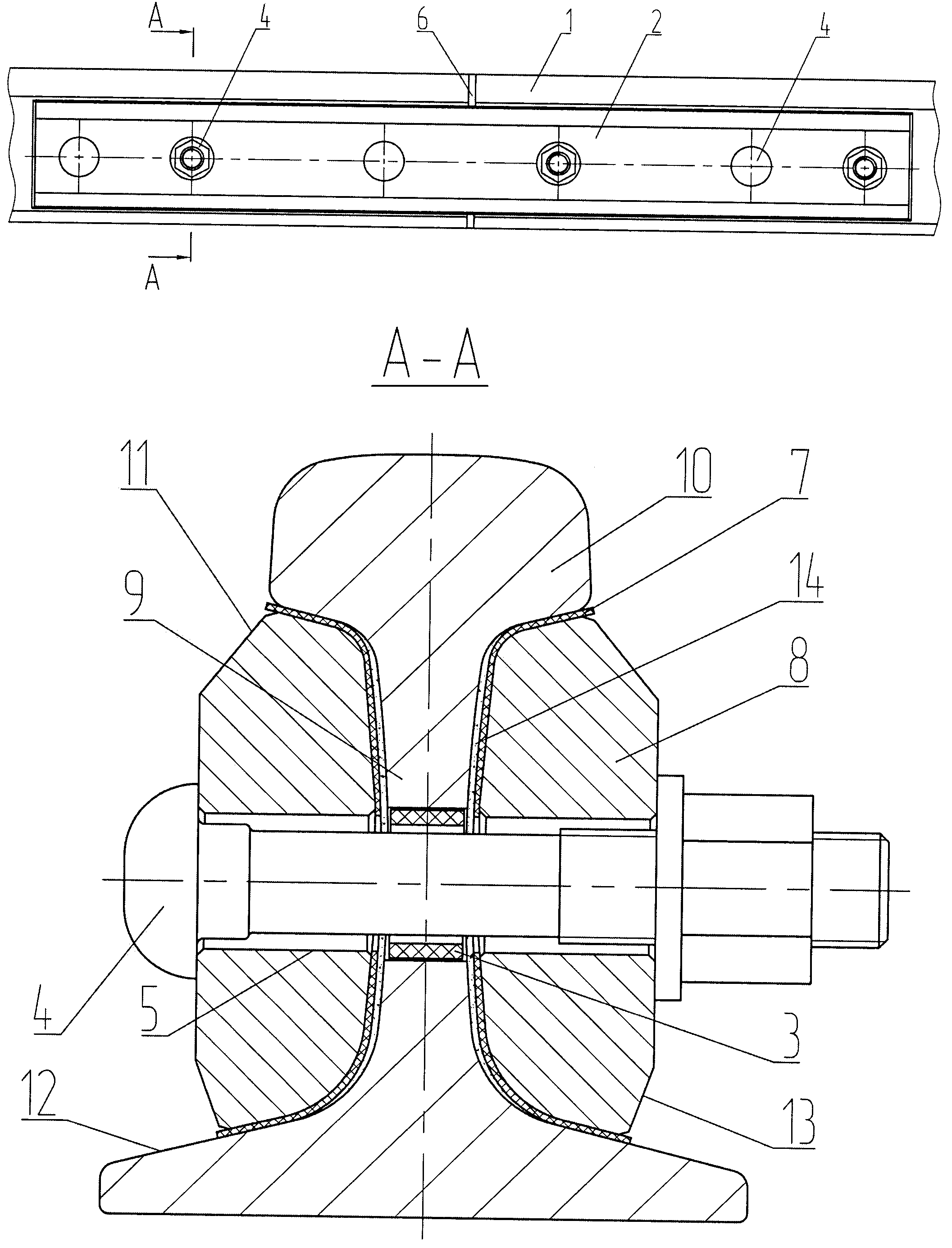
Решение поясняется рисунком, на котором изображен общий вид электрически изолирующего неразъемного рельсового стыкового соединения (клееболтового стыка) и его поперечный разрез.
Изображенное на рисунке электрически изолирующее неразъемное рельсовое стыковое соединение содержит стыкуемые рельсы 1, изолирующие накладки 2, расположенные по обеим сторонам стыкуемых концов рельсов 1, стянутые между собою и соединяемыми рельсами 1 с помощью электрически изолированных втулками 3 (могут быть установлены как в отверстия в шейке 9 рельса 1, так и в отверстия накладки 2) стяжных крепежных элементов (болтов) 4, пропущенных сквозь соосные отверстия 5, выполненные в шейках 9 рельсов 1 и накладках 2. Каждая накладка 2 изготовлена в заводских условиях методом наслаивания (напрессовки) на стальной сердечник 8 электроизолирующего слоя 7. При этом перед прессованием на уложенные слои препрега (изготавливается на специальной пропиточной установке, где стеклоткань пропитывается полимерным составом) укладывается жертвенный (разделительный, защитный) слой, создающий текстуру с заданной шероховатостью на поверхности изделия, устраняющий необходимость в зачистке и подготовке детали для дальнейшей сборки (склейки). Накладка 2 в местах прилегания к рельсу 1 имеет форму подобную форме профиля рельса 1 со стороны его шейки 9. Наружная же поверхность накладки 2 (по сути стального сердечника 8 каждой накладки 2) выступает за пределы головки 10 рельса 1. При этом сердечник 8 по всей длине в районе головки 10 рельса 1 имеет выемку 11 для пропуска гребня колеса подвижного состава (на рисунках не приведен), а в районе подошвы 12 рельса 1 уступ 13 для установки стальных клемм современных типов рельсовых скреплений (на рисунках не приведены). Выемка 11 и уступ 13 могут быть выполнены как радиусными, так и плоскими поверхностями. Между стыкуемыми рельсами 1 расположена стыковая прокладка 6 из диэлектрического материала. Геометрические параметры части накладки 2, обращенной к шейке 9 рельса 1, выбраны исходя из обеспечения толщины клеевого шва 14 (монтажного зазора) в изолирующем стыке между поверхностью электроизолирующего слоя 7 накладки 2 и рельса 1 от 0,5 до 2,5 мм в районе шейки 9 рельса 1 при плотном контакте по опорным поверхностям в районе головки 10 и подошвы 12 рельса 1 для всего диапазона размера высоты пазух стыкуемых рельсов. Для получения требуемых геометрических параметров внутренней части накладки 2 толщина ее электроизолирующего слоя составляет от 1,5 до 2,5 мм. Металлические сердечники 8 могут быть изготовлены как из горячекатаной заготовки специального профиля (как существующие аналоги), так и методом механической обработки из стандартного профильного проката (полоса, лист), особенно в случае применения выемки 11 и уступа 13 плоской формы, что позволяет использовать более дешевое и/или более доступное сырье.
Для достижения максимального шунтирующего эффекта толщину стального сердечника 8 накладки 2 следует выбирать исходя из превышения площади его поперечного сечения над половиной площади поперечного сечения рельса 1, соответственно из условия превышения площади поперечного сечения сердечников 8 двух накладок 2 над площадью поперечного сечения рельса 1. Так, например, удвоенная площадь поперечного сечения сердечника 8 накладки 2 для рельса типа Р65 составит 8812 кв. мм, что больше площади поперечного сечения рельса 1 типа Р65, составляющей 8265 кв. мм, и обеспечивает достаточный шунтирующий эффект.
Электроизолирующий слой 7 накладки изготавливается методом наслаивания (напрессовки) на стальной сердечник 8 полимерного композиционного материала, имеющего температуру стеклования не менее +60°С, но не более +200°С и коэффициент армирования не менее 0,3, но не более 0,8, что позволяет обеспечить его модуль упругости при поперечном сжатии от 6000 МПа до 12000 МПа и предел пропорциональности при поперечном сжатии от 120 МПа до 400 МПа, выполненного из препрега на основе полимерных связующих и стеклонаполнителя, обеспечивающих указанные характеристики.
Профиль сердечника 8 накладки образован всего 8 восьмью поверхностями: поверхностью, подобной по форме профилю рельса со стороны его шейки 9, двумя скруглениями, верхней и нижней опорными поверхностями с уклоном 1:4, скосом под углом 50°±15° от горизонтальной плоскости в районе головки 10 рельса для пропуска гребня колеса подвижного состава, вертикальной наружной поверхностью, выступающей за пределы головки 10 рельса, для размещения опорных частей крепежных элементов 4 и уступом под углом 30°±15° от вертикальной плоскости в районе подошвы 12 рельса для установки стальных клемм рельсовых скреплений. В отличие от аналогов, сердечники которых имеют: 12 (накладка компании Electro Thermit), 13 (накладка компании LB Foster), 15 (накладки компании «ПЛАСТРОН-Ко») и 18 (накладки ИП65) образующих поверхностей соответственно. Это дает возможность изготавливать сердечник 8 как из горячекатаной заготовки специального профиля (как существующие аналоги), так и методом механической обработки из стандартного профильного проката (полоса, лист), что позволит использовать более дешевое и/или более доступное сырье.
Структура жертвенного слоя формирует текстурированную наружную поверхность электроизоляционного слоя с шероховатостью не менее Ra 3 мкм, но не более Ra 40 мкм (среднее арифметическое отклонение профиля поверхности) и не менее Rz 15 мкм, но не более Rz 200 мкм (максимальная высота неровностей профиля) для повышения адгезии и обеспечения энергии разрушения клеевого соединения при сдвиге от 0,2 Дж/см2 до 1,6 Дж/см2.
Уменьшение количества элементов, а, следовательно, и количества соединений (поверхностей склеивания) в конструкции накладки за счет исключения внешних стальных обечаек дает улучшение технологичности производства, повышение точности изготовления и приводит к увеличению усталостной прочности накладки и клееболтового стыка в целом.
Наличие защитного жертвенного слоя, закладываемого в процессе формования, на наружной поверхности изолирующей обечайки накладки, подлежащей склеиванию со стыкуемыми рельсами, и удаляемого с ее поверхности непосредственно перед монтажом, исключает необходимость специальной подготовки ее поверхности под склеивание механической или абразивной обработкой для повышения адгезии в клеевом соединении. Это существенно упрощает процесс и повышает качество монтажа клееболтового изолирующего стыка с использованием металлокомпозитных накладок без стальных обечаек, снижает затраты на оборудование и время сборки. При этом расширяются возможности монтажа, так как сборка клееболтовых изолирующих стыков с металлокомпозитными накладками без стальных обечаек может производиться не только в условиях стационарного производства, но и в «полевых» условиях на действующем пути при перерыве в движении поездов, а также в рельсовых плетях, выгруженных в середину колеи железнодорожного пути.
Монтаж электрически изолирующего неразъемного рельсового стыкового соединения производится на специализированных предприятиях или в действующем железнодорожном пути следующим образом:
Рельсы 1 в местах склейки подвергаются абразивной обработке (твердой крошкой или углошлифовальной машинкой с абразивным диском) до требуемой шероховатости и обезжириваются. Накладки 2 с жертвенным слоем в дополнительной подготовке поверхности к склеиванию не нуждаются, с них просто удаляется жертвенный слой. На поверхность рельсов 1 и накладок 2 наносится специальная клеевая композиция. Металлокомпозитные накладки 2 устанавливаются в пазухи стыкуемых рельсов 1 и стягиваются высокопрочными стыковыми болтами 4, электроизолированными при помощи втулок 3 установленных в отверстия стыкуемых рельсов 1 или в отверстия накладок 2. Затяжка болтов 4 осуществляется определенным крутящим моментом и в последовательности, установленной технической документацией. После сборки клееболтовой стык проходит обязательную термообработку в печи или в специальном нагревательном устройстве. Использование жертвенного слоя расширяются возможности монтажа, так как сборка клееболтовых изолирующих стыков данной конструкции может производиться не только в условиях стационарного производства, но и в «полевых» условиях на действующем пути при перерыве в движении поездов, а также в рельсовых плетях, выгруженных в середину колеи железнодорожного пути.
Клееболтовой изолирующий стык с безобечаечными металлокомпозитными накладками при полностью затянутых стыковых болтах выдерживает без разрушения вертикальную осевую нагрузку от колесной пары подвижного состава не менее 250 кН и продольную растягивающую или сжимающую нагрузку не менее 2300 кН.
Металлокомпозитная накладка клееболтового изолирующего стыка
Тестер для измерения угла скольжения и коэффициента статического трения
Стрингерная панель из композиционного слоистого материала
Кессон крыла из композиционного материала
Кессон крыла из композиционного материала
Крышка из полимерного материала для водоотводного лотка
Лоток водоотводный подвесной из полимерных композиционных материалов (варианты)
Способ изготовления крыши вагона-хоппера
Система водоотводных лотков
Способ оценки состояния железнодорожного пути с изолирующим стыком
Огнестойкая несущая конструкция (варианты)

