Результат интеллектуальной деятельности: СПОСОБ ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ МЕХАНИЧЕСКОЙ ДЕТАЛИ ПРЕДОПРЕДЕЛЕННЫМ ГРАФИЧЕСКИМ ПРЕДСТАВЛЕНИЕМ, ИМЕЮЩИМ ГОЛОГРАФИЧЕСКИЙ ЭФФЕКТ
Вид РИД
Изобретение
Предшествующий уровень техники
Настоящее изобретение относится к области маркировки деталей газотурбинного двигателя.
Областью применения изобретения является маркировка деталей авиационного турбинного двигателя предопределенной графикой, имеющей эффект голографического типа, в частности, чтобы позволять их идентифицировать и проверять их подлинность.
В области авиации известно нанесение серийного номера (например, в форме шестнадцатеричного кода или в форме кода матрицы данных) на определенные детали двигателя для цели идентификации таких деталей (где это указывается ссылкой, как "маркировка"). Используя такой номер, можно убедиться в подлинности деталей и в их происхождении.
Маркировка особенно желательна для лопастей турбины и компрессора авиационного турбинного двигателя. В частности, лопасти являются ключевыми запасными деталями, для которых важна уверенность в их происхождении, чтобы принимать во внимание воздействие замены таких деталей на срок службы рассматриваемой турбины или компрессора.
Детали, и, в частности, лопасти турбины и компрессора авиационного турбинного двигателя могут маркироваться разными способами. Известна лазерная маркировка, в которой лазер выполняет множество проходов, тем самым формируя отпечаток на детали для маркировки посредством удаления материала. Также известна механическая маркировка, в которой используется молоток или пневматический поршень, который осуществляет последовательные удары, тем самым отпечатывая серийный номер на детали для маркировки. Также известна маркировка, выполняемая посредством ручного или автоматического фрезерного станка.
Методики маркировки, которые опираются на принцип удаления материала или деформацию детали для маркировки, чтобы нанести на нее желаемую графику, представляют явный недостаток, касающийся состояния материала детали для маркировки. В частности, если деталь изготовлена из монокристаллического металлического сплава, деформация или удаление материала может привести к локализованной повторной кристаллизации или к необратимому дефекту микроструктуры.
Более того, если деталь должна быть маркирована предопределенной графикой, имеющей эффект голографического типа, известные способы маркировки опираются на добавление материала, например, посредством модификации фоточувствительной пленки или посредством наложения изображений в полимере.
Тем не менее, такие методики маркировки посредством добавления материала являются сложными и дорогими в исполнении, в частности, на детали, которая изготовлена из монокристаллического металлического сплава.
Задача и сущность изобретения
Задача настоящего изобретения состоит в устранении вышеуказанных недостатков предшествующего уровня техники и в разработке способа, который позволяет простым и быстрым образом маркировать поверхность механической детали предопределенной графикой, имеющей эффект голографического типа, в то же время избегая вышеупомянутых недостатков.
В соответствии с изобретением, эта задача решается способом маркировки поверхности механической детали предопределенной графикой, имеющей эффект голографического типа, включающим использование лазерного источника для нанесения последовательности лазерных импульсов на наружную поверхность детали для маркировки, с разными шаблонами, располагаемыми между лазерным источником и наружной поверхностью детали, каждый шаблон, содержащий конкретный образ, каждый лазерный импульс, имеющий плотность мощности по меньшей мере 20 мегаватт на квадратный сантиметр (МВт/см2) и длительность, меньшую чем или равную 100 наносекундам (нс).
Термин "графика с эффектом голографического типа" используется в материалах настоящей заявки, чтобы обозначать графику, для которой отражение света меняется, как функция от угла, под которым наблюдается упомянутая графика (она может появляться или исчезать в зависимости от угла наклона относительно глаза наблюдателя, тем самым создавая иллюзию глубины или рельефа).
Заявитель заметил, что нанесение последовательности лазерных импульсов в вышеупомянутых условиях через разные шаблоны позволяет наносить предопределенную графику с эффектом голографического типа на деталь газотурбинного двигателя, в то же время удаляя очень небольшое количество материала, и предоставляя отличную способность выдерживать окислительные условия и высокие температуры.
В частности, было обнаружено, что отпечаток, оставленный такими лазерными импульсами на поверхности детали для маркировки, является очень поверхностным в терминах глубины (менее одного микрометра). Также, согласно наблюдениям, отпечаток, сделанный посредством таких лазерных импульсов, является долговечным, даже если он подвергается высокой температуре (около 1100°C) в очень окислительной среде.
В результате, относительно применения для маркировки лопастей турбины или компрессора, способ согласно изобретению может применяться к участку лопасти, который подвержен воздействию газа (например, аэродинамическому профилю), тем самым избегая всех недостатков, связанных с маркировкой лопасти в скрытой области. В частности, можно идентифицировать лопасти посредством их маркировки, даже если лопасти установлены в двигатель.
Более того, было обнаружено, что способ согласно изобретению является одинаково эффективным (в терминах малого удаления материала и долговечности) независимо от того, изготовлена ли деталь для маркировки из металла (в частности, Ni, Al, Ti, Fe, и т. д.), композитного материала (в частности, изготовленного из углеродных волокон и эпоксидной матрицы) или керамики (в частности, диоксида циркония).
Наконец, визуальные результаты, полученные посредством способа согласно изобретению, зависят от последовательности разных лазерных импульсов, применяемых к наружной поверхности детали. В частности, плотность мощности, и/или диаметр шаблона, и/или конкретный образ шаблона могут различаться для каждого импульса, применяемого к наружной поверхности детали.
Фокусирующие линзы могут располагаться между лазерным источником и наружной поверхностью детали, чтобы изменять размер пучка, испускаемого лазерным источником. Лазерный источник может являться Nd-YAG лазером. Более того, каждый лазерный импульс может иметь диаметр воздействия по меньшей мере 0.5 миллиметра (мм), тем самым делая результирующую маркировку видимой невооруженным глазом.
Если деталь для маркировки изготовлена из металла, каждый лазерный импульс предпочтительно имеет плотность мощности, лежащую в диапазоне от 0.04 гигаватт на квадратный сантиметр (ГВт/см2) до 0.55 ГВт/см2.
Если деталь для маркировки изготовлена из композитного материала, содержащего углеродные волокна и эпоксидную матрицу, каждый лазерный импульс предпочтительно имеет плотность мощности, лежащую в диапазоне от 0.15 ГВт/см2 до 2 ГВт/см2.
Если деталь для маркировки изготовлена из керамики, каждый лазерный импульс предпочтительно имеет плотность мощности, лежащую в диапазоне от 0.10 ГВт/см2 до 0.34 ГВт/см2.
Изобретение также предлагает использование способа, определенного выше, для маркировки лопасти вентилятора, турбины или компрессора авиационного турбинного двигателя.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием неограничительных вариантов его осуществления со ссылками на сопровождающие чертежи, на которых:
Фигура 1 изображает схематический вид примерной установки для выполнения способа; и
Фигуры со 2 по 5 показывают реализацию способа согласно изобретению.
Подробное описание изобретения
Изобретение относится к маркировке поверхности любой детали газотурбинного двигателя предопределенной графикой, имеющей эффект голографического типа.
Термин "предопределенная графика" используется, чтобы обозначать любую предопределенную геометрическую форму или рисунок, такой как, например, логотип, серийный номер, код матрицы данных, и т. д.
Термин "эффект голографического типа" используется, чтобы обозначать графику, для которой отражение света меняется, как функция от угла, под которым наблюдается упомянутая графика.
Неограничивающим примером применения изобретения является маркировка поверхности лопастей вентилятора, турбины или компрессора в авиационном турбинном двигателе.
Способ согласно изобретению содержит нанесение последовательности лазерных импульсов на наружную поверхность детали для маркировки, с разными шаблонами, располагаемыми между лазерным источником и наружной поверхностью детали, каждый шаблон, содержащий конкретный образ, так что, когда образы складываются друг с другом, они определяют графику, которую необходимо нанести на деталь.
Согласно изобретению, каждый лазерный импульс, применяемый к наружной поверхности детали, имеет плотность мощности по меньшей мере 20 МВт/см2 и длительность, меньшую чем или равную 100 нс.
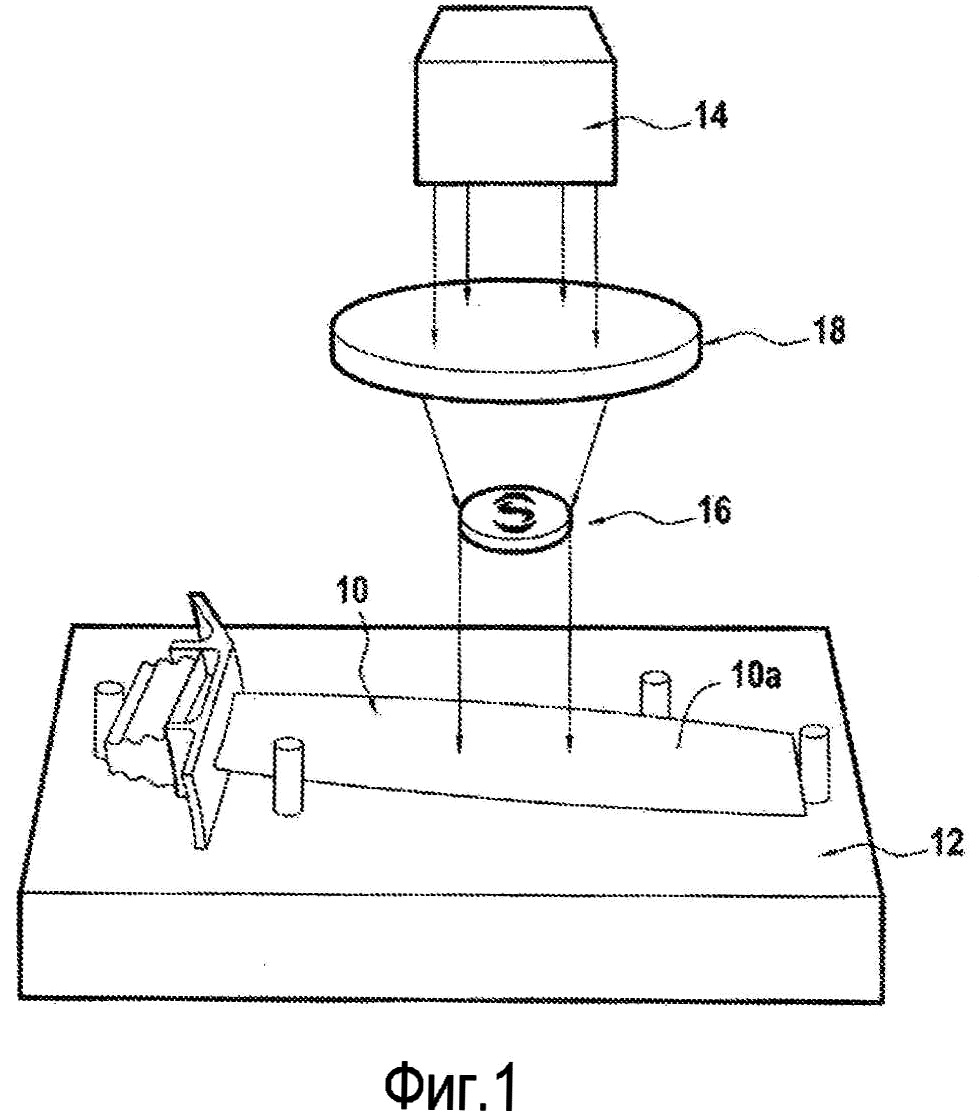
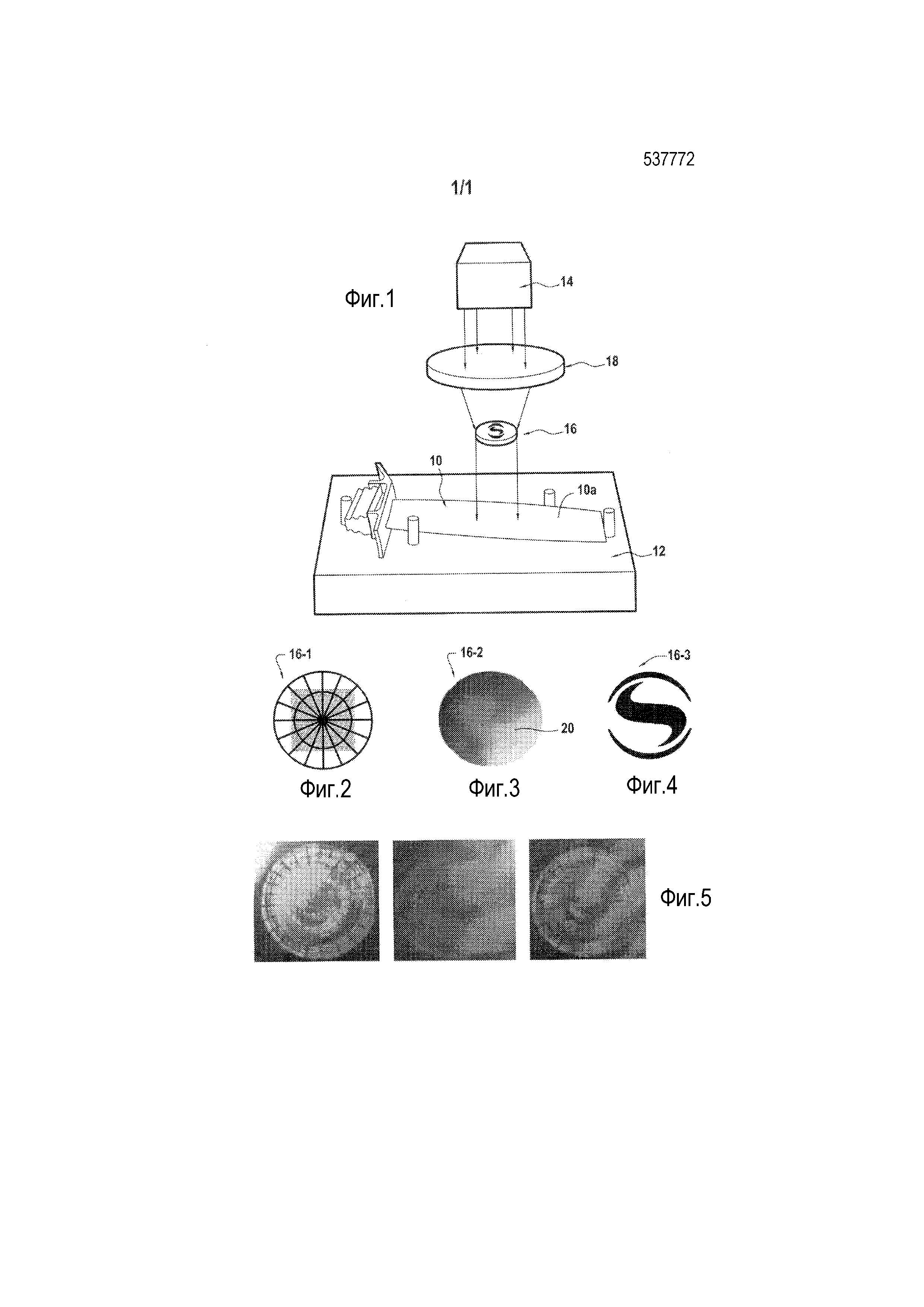
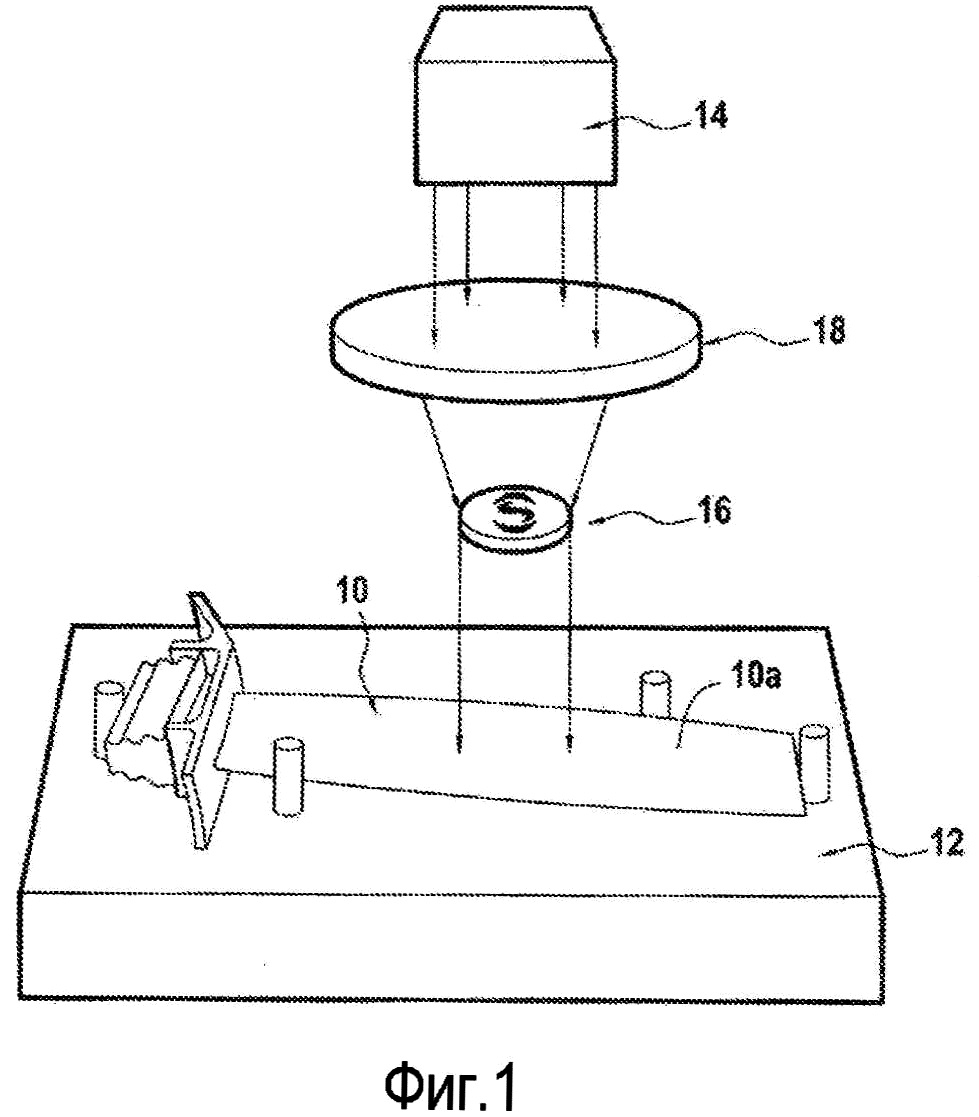
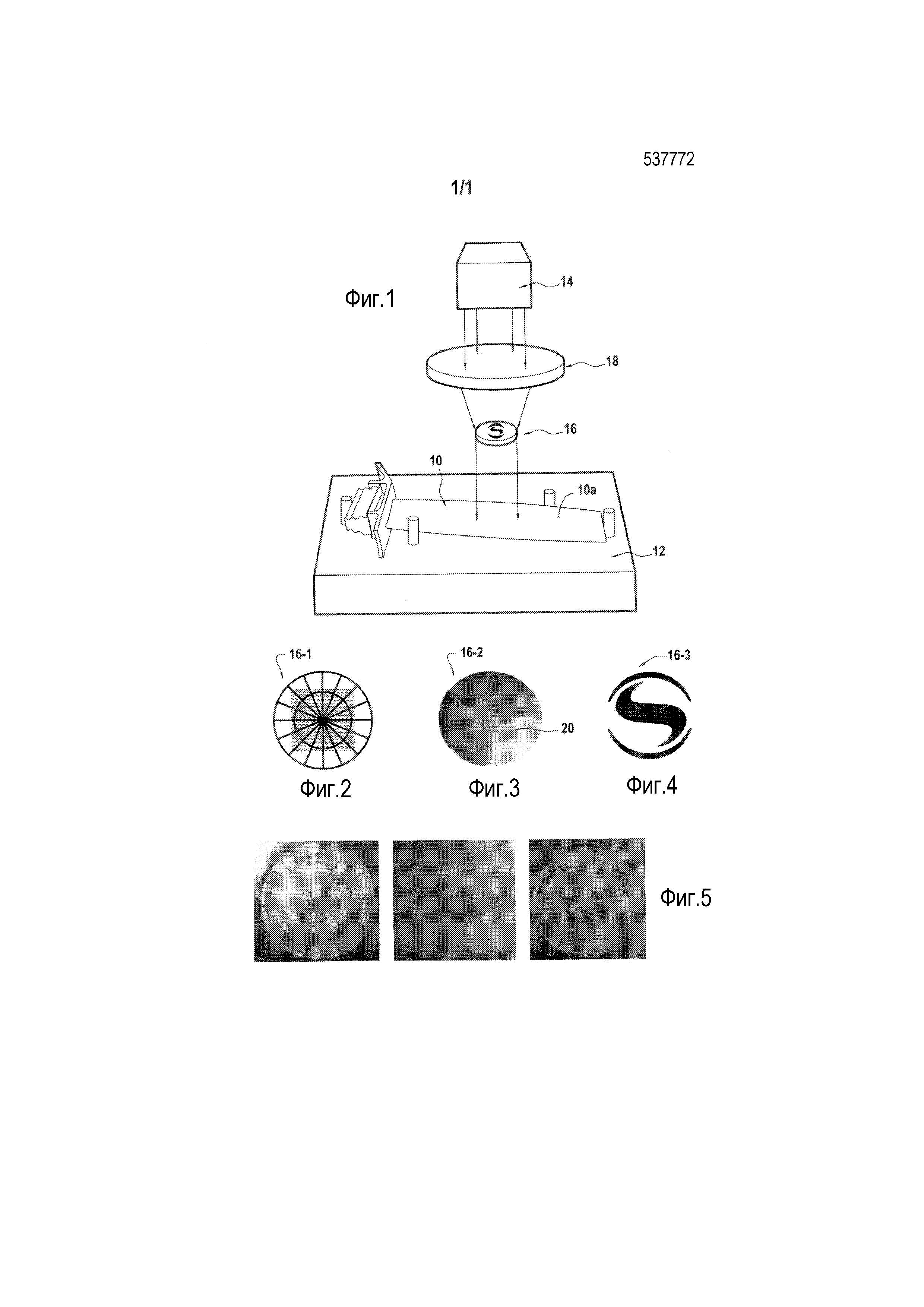
Фигура 1 схематически показывает пример установки, которая может использоваться для выполнения способа маркировки согласно изобретению.
Деталь 10 для маркировки (например, лопасть турбины), имеющая наружную поверхность 10a, на которой должна быть выполнена маркировка, поддерживается посредством опорного зажима 12. Наружная поверхность 10a детали направлена вверх.
Лазерный источник 14, например, лазер типа Nd-YAG с удвоенной частотой, производящий излучение с длиной волны 1.064 микрометра (мкм), расположен над опорным зажимом 12 и сконфигурирован, чтобы передавать импульсы, имеющие плотность мощности по меньшей мере 20 МВт/см2 и длительность, меньшую чем или равную 100 нс.
Более того, шаблон 16, содержащий конкретный графический образ, располагается между лазерным источником и наружной поверхностью 10a детали 10 для маркировки. Подобным образом, фокусирующая линза 18 (которая может быть собирающей или рассеивающей), располагается между лазером 14 и шаблоном 16, чтобы приводить размер лазерного луча, испускаемого лазером, в соответствие с размерами шаблона.
В результате, лазер 14 производит излучение, которое фокусируется посредством фокусирующей линзы 18 в пучок, который проходит через шаблон 16 перед освещением выбранной области наружной поверхности детали. Лазерный импульс, производимый лазером 14, генерирует плазму в этой области, с расширением плазмы, сопровождаемым высвобождением большого количества энергии (термомеханической и акустической энергии), приводя к локальной модификации на поверхности детали для маркировки. Если лазерный импульс, производимый лазером, имеет указанные выше настройки (то есть, плотность мощности по меньшей мере 20 МВТ/см2 и длительность, меньшую чем или равную 100 нс) эта локальная модификация на поверхности детали формирует отпечаток, который остается на поверхности детали.
Посредством применения последовательности лазерных импульсов в таких условиях, в то же время меняя шаблон и меняя плотность мощности импульса после каждого последовательного импульса, маркировка, полученная посредством способа согласно изобретению, состоит в суперпозиции разных образов шаблонов, формирующих картину с эффектом голографического типа.
Способ маркировки согласно изобретению может применяться к любому типу материала. В частности, он хорошо подходит для маркировки деталей, изготовленных из металла, керамики или композитного материала. Способ также применим к любому материалу для покрытия поверхности детали.
Если деталь для маркировки изготовлена из металла, используемый лазерный импульс имеет плотность мощности, которая лежит в диапазоне от 0.04 ГВт/см2 до 0.55 ГВт/см2, с тем чтобы получить отпечаток, который является совершенно четким.
Более точно, для детали, изготовленной из никеля, используемая плотность мощности преимущественно лежит в диапазоне от 0.10 ГВт/см2 до 0.52 ГВт/см2. Для детали, изготовленной из алюминия, используемая плотность мощности лежит в диапазоне от 0.20 ГВт/см2 до 0.55 ГВт/см2, а для детали, изготовленной из стали, используемая плотность мощности предпочтительно лежит в диапазоне от 0.10 ГВт/см2 до 0.50 ГВт/см2.
Более того, если деталь для маркировки изготовлена из композитного материала, содержащего углеродные волокна и эпоксидную матрицу, каждый лазерный импульс предпочтительно имеет плотность мощности, лежащую в диапазоне от 0.15 ГВт/см2 до 2 ГВт/см2, с тем чтобы получить отпечаток, который является совершенно четким.
Наконец, если деталь для маркировки изготовлена из керамики, каждый лазерный импульс предпочтительно имеет плотность мощности, лежащую в диапазоне от 0.10 ГВт/см2 до 0.34 ГВт/см2, с тем чтобы получить отпечаток, который является совершенно четким.
Со ссылкой на фигуры со 2 по 5, следует описание реализации способа маркировки согласно изобретению.
В данном примере, деталь для маркировки изготовлена из сверхпрочного сплава на основе никеля. Наружная поверхность детали подвергается воздействию последовательности из трех лазерных импульсов, с тремя разными шаблонами, располагаемыми между лазерным источником и наружной поверхностью детали.
Фигура 2 показывает первый шаблон 16-1, который расположен между лазерным источником и наружной поверхностью детали для маркировки. Этот первый шаблон представляет диаметр около 15 мм и конкретный графический образ (круг, разделенный радиусами, с наличием квадрата с более высоким контрастом в центре).
Первый лазерный импульс, имеющий плотность мощности P1, составляющую 0.09 ГВт/см2, применяется к наружной поверхности детали через первый шаблон 16-1.
Фигура 3 показывает второй шаблон 16-2, который используется во время второго лазерного импульса, который применяется к наружной поверхности детали. Этот второй шаблон 16-2 представляет диаметр около 10 мм и конкретный графический образ (затемненный круг с более низким затемнением в периферийной области 20).
Второй лазерный импульс с плотностью мощности P2, составляющей 0.130 ГВт/см2, применяется к наружной поверхности детали через второй шаблон 16-2.
Фигура 4 показывает третий шаблон 16-3, который используется во время третьего лазерного импульса, который применяется к наружной поверхности детали. Этот третий шаблон 16-3 представляет диаметр около 6 мм и конкретный графический образ (круг с S-образным рисунком в центре).
Третий лазерный импульс с плотностью мощности P3, составляющей 0.300 ГВт/см2, применяется к наружной поверхности детали через третий шаблон 16-3.
Фигура 5 показывает результаты, полученные посредством применения этих трех лазерных импульсов к наружной поверхности детали. На этой фигуре виден отпечаток, сформированный на наружной поверхности детали, содержащий графику, составленную посредством сложения графических образов трех использованных шаблонов.
Кроме того, три изображения, показанные на этой фигуре, являются видами отпечатка, на которые смотрят вдоль трех разных углов наблюдения. Таким образом, видно, что графика, нанесенная на поверхность детали, может появляться и исчезать в зависимости от ее угла наклона относительно глаза наблюдателя, тем самым создавая иллюзию глубины или рельефа.
Модуль газотурбинного двигателя
Система управления лопатками с изменяющимся углом установки для газотурбинного двигателя
Стабилизатор пламени
Антивибрационное устройство для механической обработки вала
Деталь газотурбинного двигателя, содержащая сплав на основе титана
Самоусиленный корпус, состоящий из композиционного материала с органической матрицей
Устройство и способ регулирования расхода
Направляющая лопатка для газотурбинного двигателя, сделанная из композиционного материала, и способ ее изготовления
Соединительное устройство, содержащее несколько изогнутых концентрических труб
Способ пропитки полой волокнистой структуры

