Результат интеллектуальной деятельности: МОДУЛЬНЫЙ ШНЕКОВЫЙ ПРЕСС
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится, в целом, к оборудованию для отделения твердых веществ от жидкости и, более конкретно, к шнековому прессу для обезвоживания суспензии.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Шнековые прессы являются общеизвестными. Традиционные шнековые прессы типично имеют монолитную конфигурацию, адаптированную к конкретному процессу отделения, без возможности адаптации к другим типам.
Модульные шнековые прессы также были разработаны. Такие модульные шнековые прессы в общем содержат отдельные секции, выполненные с возможностью сборки друг с другом. Несмотря на то, что известные модульные шнековые прессы обеспечивают более широкие диапазоны применения, их реконфигурация типично требует полного удаления шнекового пресса из производственной линии, и затем, разборку шнекового пресса. Это требует полной остановки производственной линии и, таким образом, приводит к существенному времени простоя.
Соответственно, существует необходимость обеспечения нового модульного шнекового пресса, который может легко собираться и разбираться, при этом обеспечивая монолитность шнекового пресса.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, целью является облегчение технического обслуживания и реконфигурации шнекового пресса.
В соответствии с общим аспектом настоящего изобретения, предложен шнековый пресс для отделения жидкости от смеси твердых веществ и жидкости, при этом указанный шнековый пресс содержит: по существу, трубчатый корпус, имеющий разнесенные в осевом направлении впускную секцию и выпускную секцию, и секцию фильтра между указанными впускной секцией и выпускной секцией; при этом указанная секция фильтра имеет проходы для жидкости; и вращаемый шнек, установленный в указанном трубчатом корпусе для перемещения смеси твердых веществ и жидкости из впускной секции в выпускную секцию, при этом сжимая смесь твердых веществ и жидкости и побуждая по меньшей мере часть ее жидкого содержимого выдавливаться из трубчатого корпуса через указанные проходы для жидкости указанной секции фильтра; отличающийся тем, что, по существу, трубчатый корпус и вращаемый шнек - оба имеют модульную конструкцию, при этом секция фильтра трубчатого корпуса содержит по меньшей мере первую и вторую последовательно взаимно соединяемые секции фильтра, вращаемый шнек имеет по меньшей мере первую и вторую последовательно взаимно соединяемые секции шнека, соответственно размещенные в указанных первой и второй секциях фильтра для совместного вращения в виде единой составной части, и тем, что первая и вторая секции шнека имеют непрерывную винтовую поверхность шнека, имеющую внешний диаметр винтовой поверхности, при этом по меньшей мере первая и вторая секции шнека разъемно соединяются друг с другом посредством соединения, обеспеченного на указанном внешнем диаметре винтовой поверхности.
В соответствии с другим аспектом настоящего изобретения, предложено соединение для соединения первой и второй секций шнека шнекового пресса, при этом соединение содержит первый соединительный элемент, установленный на первой секции винтовой поверхности шнека на первом конце первой секции шнека, и второй соединительный элемент, установленный на второй секции винтовой поверхности шнека на втором конце второй секции шнека, при этом первый и второй соединительные элементы являются разъемно прикрепляемыми друг к другу.
В соответствии с дополнительным общим аспектом, первый и второй соединительные элементы содержат соответствующие полуцилиндрические пластины, установленные на поверхности внешнего диаметра винтовой поверхности шнека на первой и второй секциях шнека; при этом, когда взаимно соединены, полуцилиндрические пластины образуют поддерживающее кольцо вокруг первой и второй секций винтовой поверхности шнека.
Дополнительные подробности этих и других аспектов настоящего изобретения будут очевидными из подробного описания и фигур, прилагаемых ниже.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ссылка теперь дается на прилагаемые фигуры, на которых:
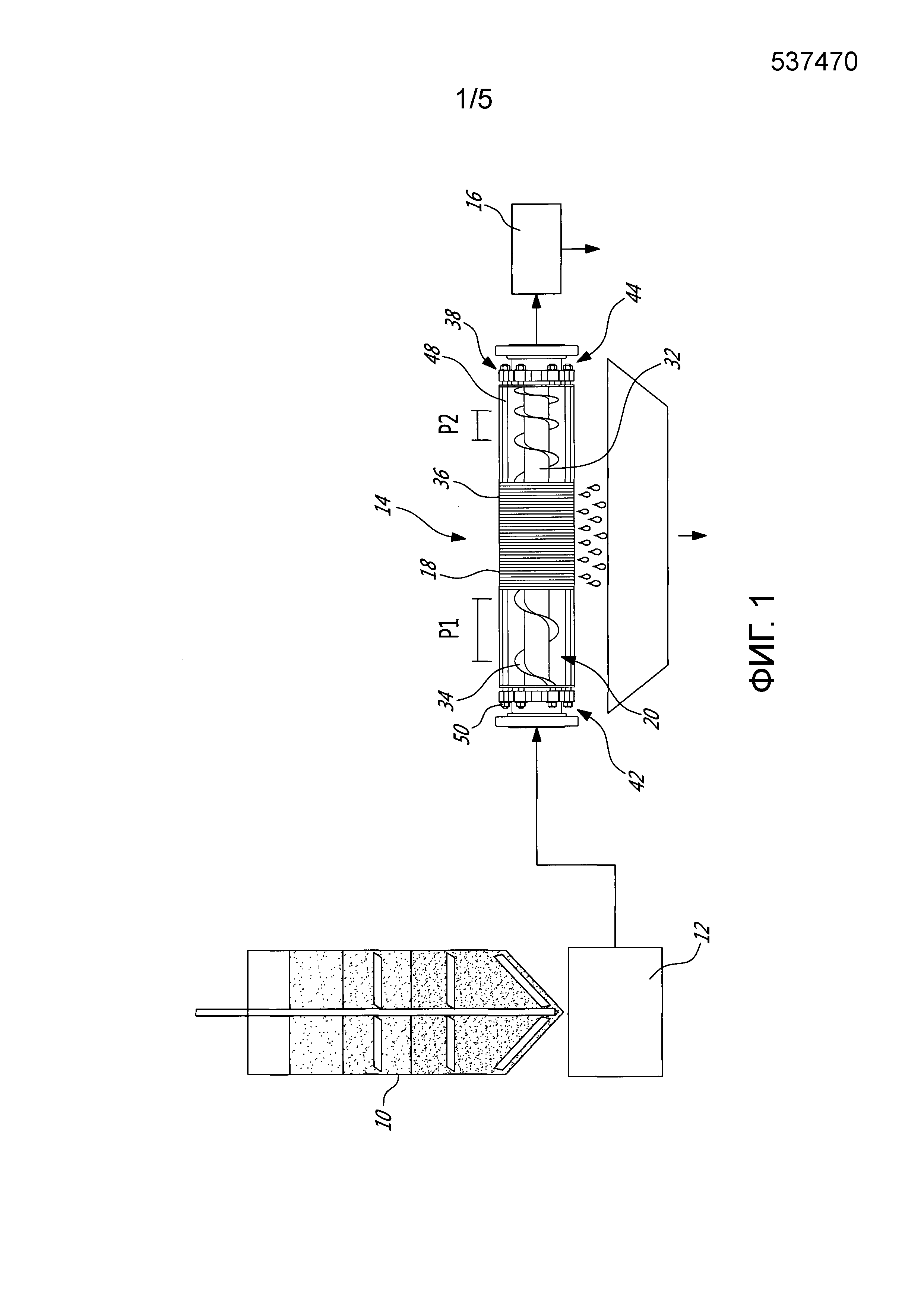
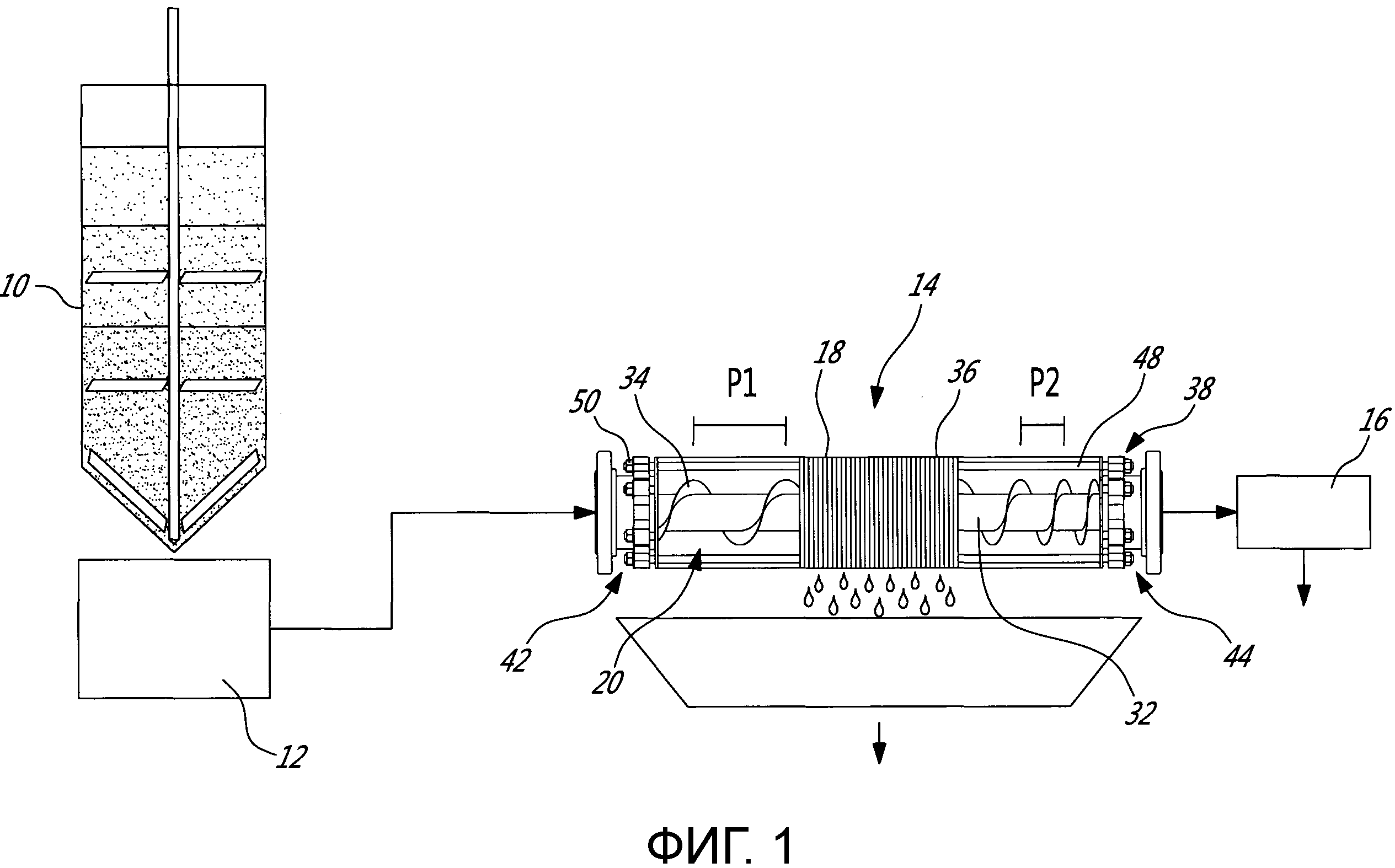
Фиг.1 представляет собой схематичный вид установки для фильтрации под давлением в соответствии с вариантом осуществления настоящего изобретения;
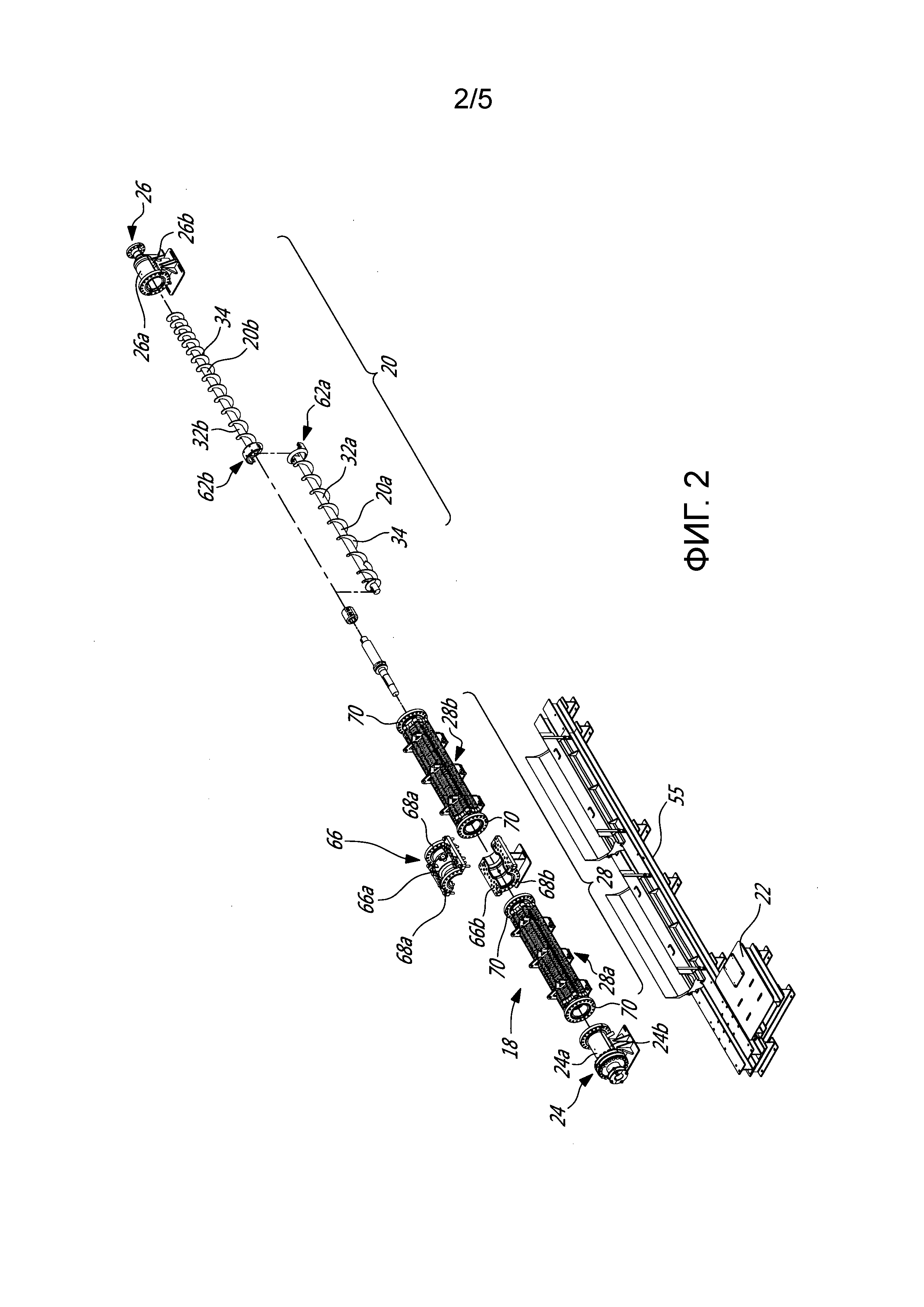
Фиг.2 представляет собой перспективный вид с разнесением деталей, показывающий детали конструкции шнекового пресса, образующего часть установки для фильтрации под давлением, показанной на фиг.1;
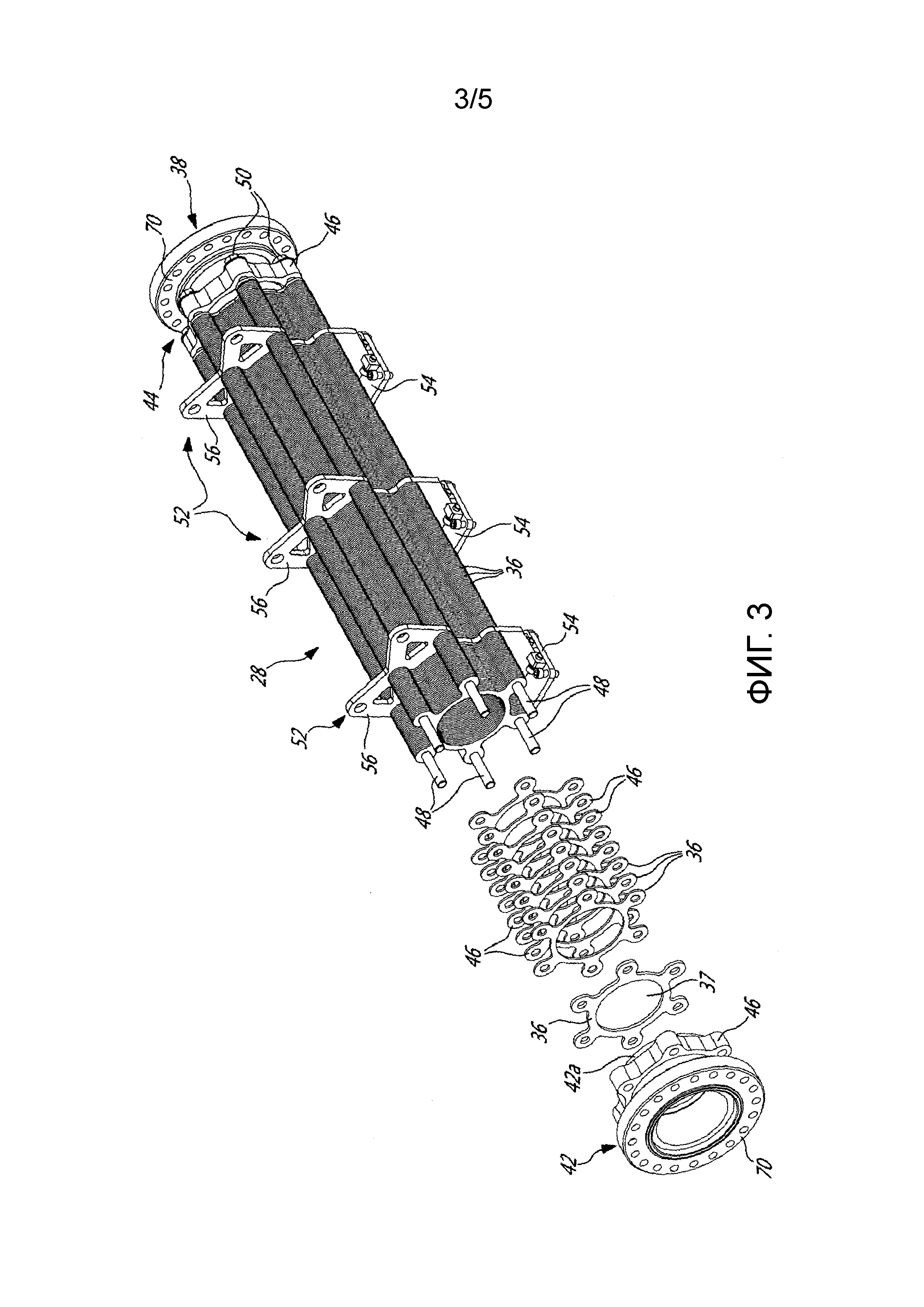
Фиг.3 представляет собой перспективный вид частично с разнесением деталей одной из секций фильтра шнекового пресса;
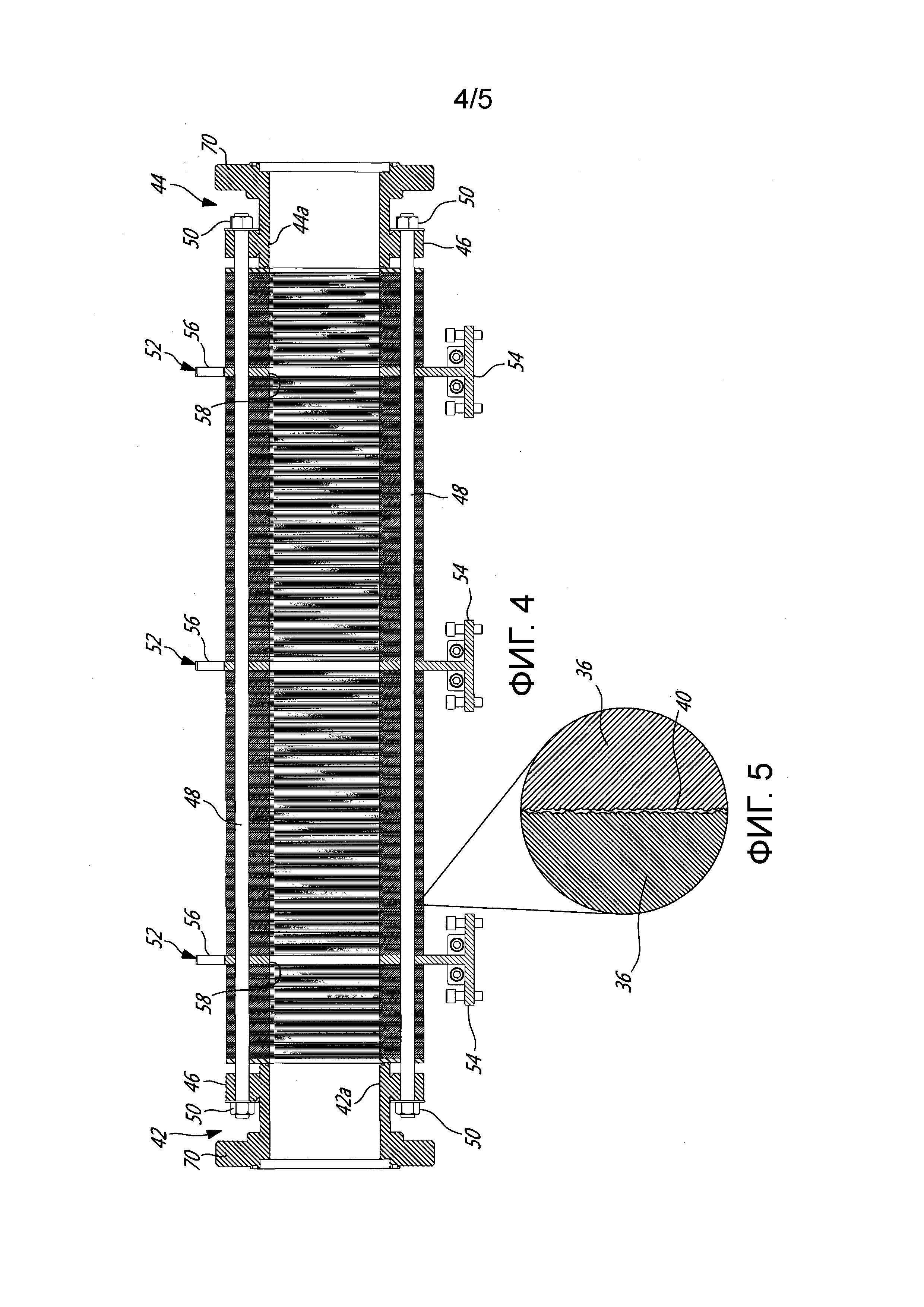
Фиг.4 представляет собой продольный разрез секции фильтра, показанной на фиг.3;
Фиг.5 представляет собой увеличенный вид, показывающий межпластинный зазор между двумя смежными фильтрационными пластинами секции фильтра, показанной на фиг.3 и 4; и
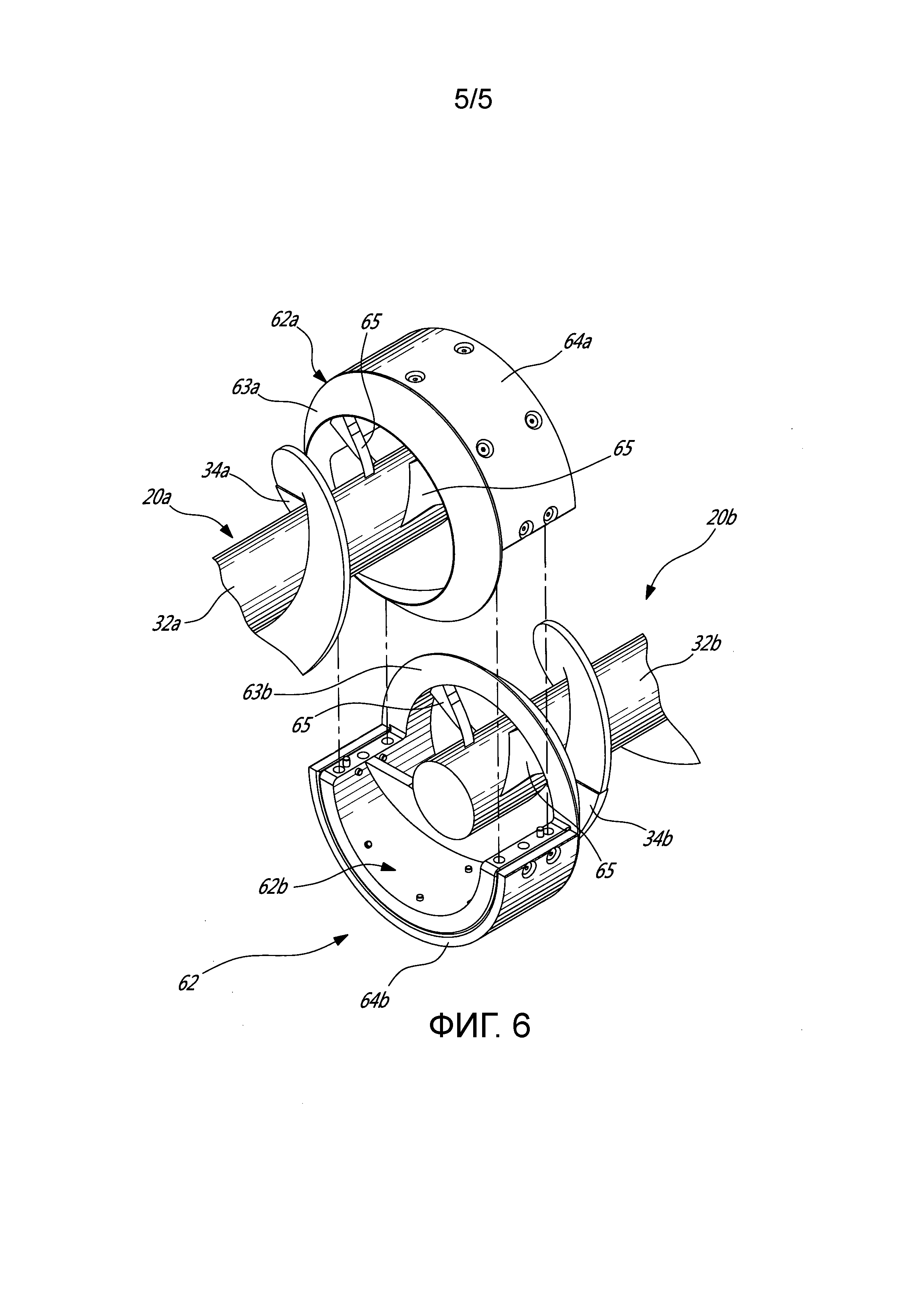
Фиг.6 представляет собой перспективный вид, показывающий детали внешнего соединения между двумя секциями шнека шнекового пресса.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 представляет собой пример устройства, к которому могут применяться принципы настоящего изобретения. Более конкретно, на фиг.1 показана установка для фильтрации под давлением для удаления жидкости из смеси твердых веществ и жидкости. В соответствии с одним применением, установка для фильтрации под давлением особенно хорошо адаптирована для обезвоживания красного шлама (остатка процесса Байера в производстве оксида алюминия из бокситовой руды). Однако, следует понимать, что установка для фильтрации под давлением может быть выполнена с возможностью и использоваться для дегидратации различных типов суспензии и, таким образом, строго не ограничена на применениях для обезвоживания красного шлама.
Как можно понять из фиг.1, установка в общем содержит резервуар 10, содержащий красный шлам или суспензию, подлежащая дегидратации, подающее средство, такое как поршневой насос 12 прямого вытеснения, функционально соединенной с резервуаром 10 для подачи суспензии под давлением в шнековый пресс 14, и клапан 16 для регулирования потока дегидратированного шлама на выпускном конце шнекового пресса 14.
Поршневой насос прямого вытеснения обычно комбинируется со средством для обеспечения возможности подачи по существу постоянного расхода суспензии при по существу постоянном давлении на впуске. Расход на входе суспензии может управляться посредством скорости хода поршневого насоса прямого вытеснения. Давление на впуске и расход могут поддерживаться во время цикла/переключения поршня поршневого насоса прямого вытеснения, посредством обратного клапана (или запорного клапана) для предотвращения обратного потока, и посредством находящегося под давлением демпфера, например резервуара, для подачи суспензии во время переключения.
Как показано на фиг.2, шнековый пресс 14 в общем содержит кожух фильтра, имеющий, по существу, трубчатый корпус 18 для окружения шнека 20, выполненного так, чтобы устанавливаться с возможностью вращения в трубчатом корпусе 18. Двигатель (не показан) установлен на платформе 22 рядом с кожухом фильтра, для приведения в движение шнека 20 посредством подходящей передаточной конструкции, например ременной трансмиссии или прямого привода (не показано). При работе, шнек 20 прикладывает продольный градиент давления к смеси твердых веществ и жидкости, подлежащей обезвоживанию. Давление подаваемой суспензии или давление подачи суспензии, например на выпуске нагнетательного насоса 12, побуждает жидкость выдавливаться из смеси и из кожуха шнекового пресса, как схематично изображено на фиг.1. Дополнительно к давлению суспензии, воздействие шнека 20 на смесь твердых веществ и жидкости, также побуждает жидкость выдавливаться из смеси и из кожуха шнекового пресса. Размер отверстия выпускного клапана может непрерывно изменяться для одновременного поддержания требуемого давления в устройстве и для управления выпускным расходом обезвоженной суспензии.
Как наилучшим образом показано на фиг.1, шнек 20 в общем содержит вал 32 и непрерывную винтовую поверхность 34, проходящую спиральным образом вокруг гладкой внешней поверхности вала 32. Винтовая поверхность 34 шнека имеет постоянный внешний диаметр винтовой поверхности, который незначительно меньше внутреннего диаметра трубчатого корпуса кожуха фильтра на предварительно заданный зазор винтовой поверхности. В соответствии с одним вариантом осуществления настоящего изобретения, внешний диаметр вала 32 является постоянным вдоль всей длины шнека 20. Также в соответствии с этим вариантом осуществления, шаг (см. P1 и P2 на фиг.1) винтовой поверхности 34 постепенно уменьшается по направлению к выпускному концу шнекового пресса (т.е. по направлению дальше по ходу). В результате, объем между смежными витками винтовой поверхности 34 шнека прогрессивно уменьшается по направлению к выпускному концу шнекового пресса 14, тем самым, постепенно повышая давление на смесь твердых веществ и жидкости и способствуя отделению твердых веществ и жидкости.
Как показано на фиг.2, трубчатый корпус 18 кожуха фильтра имеет противоположные в осевом направлении впускную и выпускную секции 24, 26, и секцию 28 фильтра между впускной и выпускной секциями 24, 26. Как схематично показано на фиг.1, секция 28 фильтра имеет проходы для текучей среды для обеспечения возможности отвода жидкости из кожуха фильтра, когда смесь твердых веществ и жидкости перемещается из впускной секции 24 в выпускную секцию 26 посредством шнека 20. Впускная секция 24 является функционально соединяемой во взаимодействии с возможностью протекания с выходной стороной поршневого насоса 12 прямого вытеснения для получения непрерывной подачи суспензии при предварительно заданном давлении. Впускная секция 24, предпочтительно, выполнена с возможностью поддержания непрерывного взаимодействия по текучей среде с трубчатым корпусом 18. Удовлетворительные результаты были получены посредством принудительной подачи шнекового пресса 14 при давлении, предпочтительно, варьирующемся от около 2 Н/мм2 (приблизительно, 2,1 МПа) до около 14 Н/мм2 (приблизительно, 13,8 МПа), и более предпочтительно от около 4 до 10 Н/мм2 (приблизительно, 4,1-10,3 МПа). Следует понимать, что давление подачи может изменяться в зависимости от размера шнекового пресса 14. Выпускная секция 26 может иметь коническую проходную секцию, функционально соединяемую с клапаном 16, для регулирования потока дегидратированного осадка, выходящего из шнекового пресса, и для поддержания требуемого давления фильтрации внутри кожуха фильтра.
Каждая из впускной и выпускной секций 24, 26 включает в себя верхний и нижний полукольцевые элементы 24a, 24b; 26a, 26b, выполненные с возможностью скрепления болтами друг с другом для формирования завершенной цилиндрической секции кожуха. Втулки или тому подобное (не показано) могут быть предусмотрены во впускной и выпускной секциях 24, 26 на внутренних поверхностях полукольцевых элементов 24a, 24b; 26a, 26b для поддерживания с возможностью вращения противоположных в осевом направлении концов шнека 20.
Ссылаясь на фиг.3 и 4, можно понять, что секция 28 фильтра в общем содержит множество стационарных фильтрационных пластин 36, зажатых в осевом направлении таким образом, чтобы, предпочтительно, постоянно поддерживаться в близком контакте грань к грани посредством зажимного узла 38, приводимого в действие для прикладывания предварительно заданного осевого давления зажима, по существу, равномерно по внутреннему диаметру пластин 36. Предварительно заданное осевое давление зажима, предпочтительно, поддерживается постоянным. Каждая фильтрационная пластина 36 может быть предусмотрена в форме плоского диска, задающего центральное отверстие 37. Как только собраны, центральные отверстия 37 пластин 36 выравниваются в осевом направлении для совместного формирования проходящего в осевом направлении центрального прохода для размещения шнека 20.
Так как фильтрационные пластины 36 непрерывно поддерживаются в близком контакте грань к грани, нет риска того, что некоторые из дисков раздвинутся, что создало бы предпочтительные проходы и привело бы к периодическому понижению давления суспензии внутри центрального прохода ниже давления на выпуске нагнетательного насоса 12. Следовательно, нет риска того, что небольшие частицы, например частицы, содержащиеся в суспензии красного шлама, могут оставаться застрявшими между фильтрационными дисками. Является существенным преимуществом по сравнению с фильтрационными устройствами по предшествующему уровню техники наличие возможности поддержания давления суспензии внутри шнекового пресса изобретения при относительно постоянном значении. Шнековый пресс настоящего изобретения, следовательно, предпочтительно, работает в установившемся состоянии большую часть времени.
Как будет понятно в дальнейшем, давление зажима и шероховатость поверхности пластин 36 выбираются таким образом, чтобы обеспечить образование предварительно заданного "микро" межпластинного зазора 40 (фиг.5) между каждой парой смежных пластин 36. Межпластинный зазор 40 выбирается таким образом, чтобы быть достаточно большим для обеспечения возможности просачивания жидкости, которая была выдавлена посредством шнека 20, между пластинами 36, при этом быть достаточно маленьким, чтобы предотвратить проход твердых частиц, тем самым обеспечивая возможность формирования осадка дегидратированного шлама на внутреннем диаметре секции 28 фильтра. Как только образован, осадок твердых частиц способствует поддержанию давления внутри секции 28 фильтра, несмотря на наличие межпластинных зазоров 40 (т.е. он ограничивает сброс давления через межпластинные зазоры 40). Толщина осадка твердых частиц поддерживается посредством шнека, который также работает для срезания указанного осадка. В зависимости от смеси твердых веществ и жидкости, подлежащем дегидратации, межпластинные зазоры 40 могут варьироваться от около 1 до около 60, и, предпочтительно, от около 2 микрон до около 20 микрон. Для применений для обезвоживания красного шлама, межпластинный зазор 40, предпочтительно, составляет от около 4 микрон до около 6 микрон, и, более предпочтительно, от около 5 микрон до около 6 микрон. В общем можно сказать, что межпластинные зазоры 40 выбираются таким образом, чтобы быть меньше или в том же порядке величины, что и значение среднего размера твердых частиц, содержащихся в смеси твердых веществ и жидкости, подлежащей обработке, и в достаточной мере большими для обеспечения возможности просачивания жидкости.
Как упомянуто здесь выше и как схематично показано на фиг.5, каждый межпластинный зазор 40 представляет собой функцию шероховатости поверхности пластин 36. Шероховатость (R) поверхности фильтрационных пластин 36 может задаваться в качестве среднего значения максимальной высоты неровностей на поверхности фильтрационных пластин 36. Когда пластины зажаты вместе, вершины, проходящие от противоположных поверхностей пластин 36, предотвращают сопряжение пластин в идеальном герметичном сцеплении грань к грани, тем самым приводя к образованию микропроходов, проходящих от внутреннего диаметра пластин 36 к их внешнему периферийному краю. В зависимости от смеси твердых веществ и жидкости, подлежащей дегидратации, могут использоваться фильтрационные пластины, имеющие шероховатость поверхности, варьирующуюся от около 1 микрона до около 30 микрон. Испытания показали, что оптимальный диапазон шероховатости поверхности для применений для фильтрации красного шлама составляет от около 1,4 микрона до около 3,5 микрона. Однако, удовлетворительные результаты также могут быть получены с шероховатостью поверхности, варьирующейся от около 2 микрон до около 10 микрон. Под шероховатостью поверхности фильтрационных пластин, обычно подразумевается шероховатость поверхности на всей поверхности обеих граней каждой пластины.
Проходы для жидкости секции 28 фильтра образованы межпластинными зазорами 40, заданными между каждой парой смежных фильтрационных пластин 36. Проходы для жидкости проходят от внутреннего диаметра пластин 36 к их внешнему периферийному краю. Проходы для жидкости окружают центральный проход, заданный проходящим в осевом направлении пакетом компланарных фильтрационных пластин 36. Фильтрационные пластины 36 поддерживаются зажатыми, предпочтительно, все время или непрерывно, в непосредственном близком контакте грань к грани, получающиеся проходы для жидкости, которые проходят от внутреннего диаметра пластин 36 к их внешнему периферийному краю, равномерно распределены вокруг центрального прохода, тем самым предотвращая создание предпочтительных проходов.
Другими словами, фильтрационные пластины 36 поддерживаются зажатыми, предпочтительно непрерывно, в непосредственном близком контакте грань к грани, на поверхности, которая проходит от внутреннего диаметра пластин 36 к их внешнему периферийному краю, таким образом, что получающиеся проходы для жидкости равномерно распределены вокруг центрального прохода, тем самым предотвращая создание предпочтительных проходов.
Тактильное или оптическое оборудование для измерения глубины шероховатости используется для обеспечения того, что пластины 36 имеют требуемую шероховатость поверхности. Предпочтительно, шероховатость поверхности пластины измеряется, используя инструмент контактного типа, имеющий мерительный штифт, выполненный с возможностью размещения в непосредственном контакте с поверхностью каждой из фильтрационных пластин 36. Когда мерительный штифт проходит по пластине, он поднимается и опускается вместе с шероховатостью на поверхности пластины. Это перемещение мерительного штифта считывается и используется для измерения шероховатости поверхности.
Фильтрационные пластины 36 могут выполняться из большого множества материалов, включая, например: нержавеющую сталь, черное листовое железо, сталь с термически обработанным красочным покрытием и керамику. Было отмечено, что термически обработанное красочное покрытие позволяет улучшить проницаемость секции 28 фильтра, при этом обеспечивая хорошую защиту от износа и коррозии. Выбранный материал должен быть способен выдерживать коррозионные среды, быть устойчивым при рабочих температурах (например, 100°C) и достаточно прочным, чтобы не сминаться или подвергаться сжатию/деформации во всем диапазоне давлений зажима, прикладываемых зажимным узлом 38. Материал пластины также выбирается таким образом, что сопротивление протеканию текучей среды через межпластинные зазоры 40 хуже сопротивления осадка твердых частиц, образованного на внутреннем диаметре пластин 36. Другими словами, сопротивление протеканию текучей среды фильтрационных пластин 36 выбирается таким образом, что оно является менее ограничивающим, чем сопротивление протеканию текучей среды осадка твердых частиц. Следует отметить, что другие материалы с другой шероховатостью поверхности могут использоваться для получения аналогичных сопротивлений протеканию жидкости между фильтрационными пластинами 36. Например, было установлено, при проведении экспериментов по обезвоживанию красного шлама, что пластины из нержавеющей стали с шероховатостью поверхности 1,4 и стальные пластины с термически обработанным красочным покрытием и шероховатостью поверхности 3,5 обеспечивают аналогичные сопротивления протеканию жидкости.
Сопротивление протеканию жидкости через межпластинные зазоры 40 также представляет собой функцию высоты фильтрации, которая соответствует расстоянию, вдоль которого пластины 36 побуждаются входить в близкий контакт грань к грани, между их внутренним диаметром и их внешним периферийным краем. Чем больше высота фильтрации, чем будет больше сопротивление протеканию через пластины. Фильтрационные пластины 36, предпочтительно, поддерживаются зажатыми, все время, в непосредственном близком контакте грань к грани, получающиеся проходы для жидкости проходят по всей высоте фильтрации, тем самым предотвращая создание предпочтительных проходов.
Фильтрационные пластины 36 могут подвергаться различным поверхностным обработкам для получения требуемой шероховатости поверхности и сопротивления протеканию жидкости. Например, пластины 36 могут подвергаться дробеструйной обработке поверхности. Обработка поверхности стеклянной дробью является предпочтительной в сравнении с пескоструйной обработкой поверхности. Пескоструйная обработка является более абразивной и приводит к большим значениям шероховатости поверхности, чем значения, полученные посредством обдувки стеклянной дробью.
Различные покрытия могут наноситься на фильтрационные пластины 36 для их защиты от коррозии, для изменения их гидрофобных или гидрофильных свойств и/или для изменения их шероховатости поверхности. Например, смесь из краски и частиц может наноситься на пластины 36 для их защиты от коррозии и для получения требуемой шероховатости поверхности.
Как упомянуто здесь выше, межпластинные зазоры 40 также представляют собой функцию давления зажима, прикладываемого к фильтрационным пластинам 36. Давление зажима должно прикладываться максимально равномерно вокруг центрального прохода, заданного фильтрационными пластинами 36, для исключения протечки. Ссылаясь на фиг.3 и 4, можно понять, что зажимной узел 38 в общем содержит первую и вторую зажимные плиты 42, 44, соответственно, предусмотренные на противоположных концах секции 28 фильтра, с фильтрационными пластинами 36, размещенными между ними. Каждая из первой и второй зажимных плит 42, 44 имеет участок распределения нагрузки, который может принимать форму кольцевого или цилиндрического выступа 42a, 44a, проходящего от их одной грани, для входа в равномерный опорный контакт со смежной одной из фильтрационных пластин 36 концентрически вокруг их центрального отверстия 37. Равномерно распределенные в окружном направлении секции проушин или выступ 46 с ушком проходят радиально наружу от фильтрационных пластин 36 и цилиндрических выступов 42a, 44a зажимных плит 42, 44 для сцепления с проходящими в осевом направлении соединительными ботами 48. Следует понимать, что монтажные отверстия, образованные выступами с ушком, могут выполняться иным образом. Например, монтажные отверстия могут задаваться непосредственно в фильтровальной кольцевой поверхности пластин 36. По меньшей мере четыре, предпочтительно шесть, наборов ушек и соединительных болтов распределены в окружном направлении вокруг центрального прохода, заданного фильтрационными пластинами 36. Гайки 50 сцепляются посредством резьбы на противоположных дистальных концах соединительных болтов 48 для осевого зажатия пакета фильтрационных пластин 36 между зажимными плитами 42, 44. Гайки 50 затягиваются с одинаковым предварительно заданным крутящим моментом. Подходящий инструмент, например динамометрический ключ, используется для обеспечения возможности прикладывания абсолютно одинакового крутящего момента к каждой гайке 50. В соответствии с одним применением настоящего изобретения, откалиброванный крутящий момент затяжки, составляющий от около 56 Н/м (приблизительно, 500 фунт-сила на дюйм) до около 560 Н/м (приблизительно, 5000 фунт-сила на дюйм), прикладывается к каждой из гаек 50. Требуемый крутящий момент увеличивается с размером (длиной и диаметром) шнекового пресса 14. Например, для шнека, имеющего диаметр около 0,1 м, крутящий момент зажима может быть около 56 Н/м (приблизительно, 500 фунт-сила на дюйм); тогда как для диаметра 0,3, крутящий момент зажима может быть около 225 Н/м (приблизительно, 2000 фунт-сила на дюйм). Толщина зажимных плит 42, 44, включая цилиндрические выступы 42a, 44a и секции ушек 46 или проушин, выбирается таким образом, чтобы исключать какую-либо деформацию при таких условиях затяжки. Поэтому зажимные плиты 42, 44 гораздо толще, чем фильтрационные пластины 36. Это позволяет обеспечить равномерное распределение давления на пластинах между смежными гайками 50 и, таким образом, по окружности центрального отверстия 37 фильтрационных пластин 36. Следует понимать, что значение крутящего момента будет варьироваться в зависимости от размера/геометрии фильтрационных пластин 36. Крутящий момент выбирается таким образом, чтобы, по существу, соответствовать давлению зажима от около 1,4 Н/мм2 (приблизительно, 200 фунт/кв.дюйм) до около 3,5 Н/мм2 (приблизительно, 500 фунт/кв.дюйм), и, предпочтительно, от около 2 Н/мм2 (приблизительно, 300 фунт/кв.дюйм) до около 2,8 Н/мм2 (приблизительно, 400 фунт/кв.дюйм) на каждой из фильтрационных пластин 36.
Давление зажима, прикладываемое к фильтрационным пластинам 36, является таким, что фильтрационные пластины поддерживаются зажатыми, предпочтительно все время или непрерывно, в непосредственном близком контакте грань к грани.
Как показано на фиг.3 и 4, по меньшей мере одна промежуточная поддерживающая плита 52 (три в показанном примере) размещена между двумя смежными фильтрационными пластинами 36. Количество поддерживающих плит 52 будет варьироваться в зависимости от осевой длины секции 28 фильтра. Поддерживающие плиты 52 вставляются с предварительно заданными интервалами вдоль осевой длины секции 28 фильтра для обеспечения равномерной поддержки и предотвращения деформации пакета фильтрационных пластин 36 под действием усилий зажима, прикладываемых к нему зажимными плитами 42, 44. Поддерживающая плита 52 способствует закреплению пластинчатого узла, при этом обеспечивая нижний монтажный интерфейс или опору 54 для прикрепления секции 28 фильтра к расположенной ниже рамной конструкции 55 (фиг.1). Также, промежуточная поддерживающая плита 52 может быть предусмотрена на ее верхнем конце с парой ушкообразных выступов 56 для способствования манипулированию и транспортировки собранной секции 28 фильтра. Монтажные отверстия также заданы в промежуточной поддерживающей плите для сцепления с соединительными болтами 48. Промежуточная поддерживающая плита 52 толще фильтрационных пластин 36. Это обеспечивает устойчивую и равномерную опорную поверхность для смежных фильтрационных пластин 36 и, таким образом, способствует поддержанию равномерного давления зажима на всем узле фильтрационных пластин. Подобно фильтрационным пластинам 36, каждая промежуточная поддерживающая плита 52 имеет центральное отверстие 58, задающее участок центрального прохода секции 28 фильтра. Промежуточная поддерживающая плита 52 типично имеет такую же шероховатость поверхности, что и фильтрационные пластины 36. Соответственно, фильтрационные зазоры на противоположных сторонах каждой промежуточной поддерживающей плиты 52 являются аналогичными межпластинным зазорам 40 между смежными фильтрационными пластинами 36.
Вышеописанный вариант осуществления установки для фильтрации под давлением обеспечивает возможность улучшения сжатия смеси твердых веществ и жидкости. То есть больше жидкости может удаляться из смеси. Для применений для обезвоживания красного шлама, испытания показали, что дегидратированный шлам может быть на 70%-75%, а иногда вплоть до 77%, твердым с точки зрения веса при его выходе из выпускной секции 26 шнекового пресса 14. Для применений для обезвоживания фтористого кальция (CaF2), испытания показали, что дегидратированный шлам может быть твердым вплоть до 80% с точки зрения веса при его выходе из выпускной секции 26 шнекового пресса 14. Для применений для обезвоживания железного шлама, испытания показали, что дегидратированный шлам может быть твердым вплоть до 89% с точки зрения веса при его выходе из выпускной секции 26 шнекового пресса 14. Это представляет собой улучшение на около 20% по сравнению с традиционными процессами гравитационного декантирования красного шлама. В общем можно сказать, что устройство для фильтрации под давлением позволяет увеличить твердую фракцию сжатой суспензии, выпускаемой из выпускной секции шнекового пресса, при этом увеличивая до максимума скорость отделения твердых веществ от жидкости.
Как можно понять из фиг.2, трубчатый корпус 18 и шнек 20 могут представлять собой модульную конструкцию. В соответствии с показанным примером, трубчатый корпус 18 имеет первую и вторую последовательно взаимно соединяемые секции 28a, 28b фильтра, и шнек 20 имеет соответствующие первую и вторую последовательно взаимно соединяемые секции 20a, 20b шнека, выполненные с возможностью соответствующего монтажа в первой и второй секциях 28a, 28b фильтра для совместного вращения в виде единой составной части. Однако, следует понимать, что трубчатый корпус 18 и шнек 20 могут содержать больше двух секций.
Первая и вторая секции 20a, 20b шнека соединены друг с другом таким образом, чтобы иметь непрерывную винтовую поверхность шнека без прерываний между секциями 20a, 20b и, чтобы обеспечить то, что объем между смежными витками винтовой поверхности 34 в сочленении двух секций 20a, 20b шнека не уменьшается соединением 62. Как показано на фиг.6, секции 20a, 20b шнека разъемно соединены друг с другом посредством внешнего соединения 62, предусмотренного на внешнем диаметре винтовой поверхности 34. Типично, секции шнека соединяются через посредство их валов. Такие соединительные конструкции валов могут в некоторых примерах требовать усиления валов на их сочленении, тем самым приводя к уменьшению объема сжатия суспензии между смежными витками винтовой поверхности на переходе от одной секции вала к следующей. Соответственно, для того, чтобы не создавать препятствий, здесь предложено соединить вал снаружи относительно объема, заданного между смежными витками винтовой поверхности, таким образом сохраняя площадь поперечного сечения, через которую проходит суспензия, что уменьшает до минимума сопротивления протеканию и уменьшает вероятность блокировки.
Соединение 62 в общем содержит первый соединительный элемент 62a, установленный на первой секции 34a винтовой поверхности шнека на дистальном конце первой секции 20a шнека, и второй соединительный элемент 62b, установленный на второй секции 34b винтовой поверхности шнека на смежном конце второй секции 20b шнека. Первый и второй соединительные элементы 62a, 62b являются разъемно прикрепляемыми друг к другу, например посредством скрепления болтами.
Первый и второй соединительные элементы 62a, 62b могут содержать полуцилиндрические пластины или кольцевые сегменты, установленные на поверхности внешнего диаметра секций 34a, 34b винтовой поверхности шнека, соответственно. Каждая из секций 34a, 34b винтовой поверхности шнека может быть выполнена в форме сегмента полувинтовой поверхности. Внутренний конец полуцилиндрических пластин может быть выполнен за одно целое с имеющей форму усеченного конуса секцией 63a, 63b, выполненной с возможностью взаимного соединения со связанными секциями 32a, 32b вала шнека через посредство распоркообразных элементов 65. Когда взаимно соединены, полуцилиндрические пластины образуют готовое поддерживающее кольцо вокруг первой и второй секций 34a, 34b винтовой поверхности шнека, при этом поддерживающее кольцо имеет внутренний диаметр, соответствующий внешнему диаметру винтовой поверхности 34. Следовательно, соединение 62 не уменьшает объем между секциями 34a, 34b винтовой поверхности. Полуцилиндрические пластины могут привариваться на их внутренней поверхности к поверхности внешнего диаметра первой и второй секций 34a, 34b винтовой поверхности шнека. Соединительный элемент 62a, секция 34a винтовой поверхности шнека и связанные распорки 65, предпочтительно, устанавливаются в виде предварительно собранного узла в секцию 32a вала шнека. Подобным образом, соединительный элемент 62b, секция 34b винтовой поверхности шнека и связанные распорки 65, предпочтительно, устанавливаются в виде предварительно собранного узла в секцию 32b вала шнека. В соответствии с вариантом осуществления настоящего изобретения, первая и вторая секции 34a, 34b винтовой поверхности привариваются к внутренней поверхности соединительных элементов 62a, 62b, и затем предварительно собранные узлы соединения и винтовой поверхности подвергаются процессу термической обработки для улучшения механических свойств соединительного узла. После этого, термически обработанные объединенные части соединения и винтовой поверхности шнека устанавливаются в соответствующие секции 32a, 32b вала шнека посредством приваривания секций 34a, 34b винтовой поверхности шнека к внешней поверхности вала и к концу имеющейся винтовой поверхности на соответствующих секциях 32a и 32b вала. Секции 34a, 34b винтовой поверхности шнека привариваются таким образом, чтобы непрерывно проходить с винтовой поверхностью, уже имеющейся на секциях 32a, 32b вала. Распорки 65 также привариваются к секциям 32a, 32b вала шнека.
Посредством приваривания секций 34a, 34b винтовой поверхности шнека к соединительным элементам 62a, 62b до процесса термической обработки и затем посредством соединения соединительных элементов 62a, 62b с секциями 32a, 32b вала шнека, конструктивная целостность соединительных элементов 62a, 62b может сохраняться. В действительности, приваривание соединительных элементов 62a, 62b непосредственно к винтовым поверхностям на секциях 32a, 32b вала потенциально может негативно влиять на механические свойства соединительных элементов 62a, 62b.
Также, как показано на фиг.6, изнашиваемые плиты 64a, 64b съемно смонтированы на внешней поверхности каждого из полуцилиндрических соединительных элементов 62a, 62b для сцепления с соответствующей сегментной изнашиваемой кольцевой конструкцией (не показана), установленной в поддерживающей секции 66 шнека (см. фиг.2), размещенной между первой и второй секциями 28a, 28b фильтра. Соответственно, соединение 62 также может использоваться для обеспечения промежуточной опоры для шнека 20, обычно посередине между его противоположными концами. Поддерживающая секция 66 шнека может содержать верхний и нижний полукольцевые элементы 66a, 66b, выполненные таким образом, чтобы разъемно скрепляться болтами друг с другом. Это обеспечивает легкий доступ к соединению 62. Сегментная изнашиваемая кольцевая конструкция (не показана), предусмотренная внутри поддерживающей секции 66 шнека, предназначена для износа до изнашиваемых плит 64a, 64b на внешней поверхности полуцилиндрических пластин соединительных элементов 62a, 62b. Верхний и нижний полукольцевые элементы 66a, 66b предусмотрены на их противоположном конце с фланцами 68a, 68b для скрепления болтами для соединения соответствующими фланцами 70 для скрепления болтами, предусмотренными на зажимных плитах 42, 44 каждой из секций 28a, 28b фильтра. Таким образом, каждый шнек и связанная секция 20a, 28a; 20b; 28b фильтра могут легко удаляться в виде узла или картриджа и заменяться аналогичным шнеком и фильтрационным "картриджем" посредством простого отвинчивания болтов фланца 70 от фланцев 68a, 68b, отвинчивания болтов верхнего полукольцевого элемента 66a, отвинчивания болтов соединительных элементов 62a и 62b шнека и отвинчивания болтов фланца 70 на другом конце секции шнека и фильтра, подлежащей замене. Все болты, включая болты, использующиеся для прикрепления первого и второго соединительных элементов 62a и 62b шнека, являются легко доступными.
Вышеприведенное описание следует понимать только в качестве примера, и специалисту в данной области будет понятно, что изменения могут быть выполнены относительно описанных вариантов осуществления, не выходя за пределы объема раскрытого изобретения. Модификации, которые подпадают под объем настоящего изобретения, будут очевидными для специалистов в данной области, с учетом рассмотрения настоящего описания изобретения, и такие модификации предполагаются подпадать в пределы прилагаемой формулы изобретения.
Многослойный катодный блок
Металлический анод выделения кислорода, работающий при высокой плотности тока, для электролизеров восстановления алюминия
Способ производства алюминия в электролизере
Способ производства тригидрата глинозема
Способ и система контроля работы установки для сушки углеродистых блоков
Способ регулирования печи для обжига анодов и печь, адаптированная для осуществления этого способа
Устройство потенциального псевдоожижения, предназначенное для транспортировки сыпучих материалов в сверхплотном слое
Снабженный канавками анод электролизера
Устройство для электрического соединения между двумя последовательными электролизерами серии электролизеров для получения алюминия
Устройство и способ очистки технологического раствора гравитационным осаждением
Система уплотнения для вращающегося вала резервуара
Шнековый пресс с фильтрующими пластинами

