Результат интеллектуальной деятельности: ПОЛАЯ ЛОПАТКА И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к полой лопатке и к способу ее изготовления.
Рассматриваемой лопаткой может быть лопатка OGV (Outlet Guide Vane), то есть неподвижная лопатка решетки, спрямляющей поток газов на выходе ступени подвижных лопаток, принадлежащих к ротору газотурбинного двигателя, хотя можно рассматривать и другие виды лопаток.
Лопатки могут быть цельными или, наоборот, полыми, когда необходимо уменьшить их вес. В этом случае они содержат внутреннюю полость и часто состоят из двух частей: главной части, охватывающей полость и содержащей открытую сторону для обеспечения доступа к полости и выполнения ее посредством механической обработки, и крышки, которую соединяют с главной частью таким образом, чтобы закрыть проем и получить гладкую и сплошную наружную сторону, необходимую для надлежащей аэродинамической работы лопатки. Для иллюстрации некоторых известных решений полых лопаток можно указать документы FR 2 956 875 A и FR 2 978 196 A.
Традиционными способами соединения между крышкой и главной частью являются сварка и склеивание. Однако оба эти варианта соединения имеют недостатки: сварка сопровождается механической усталостью на сварном шве по сравнению со свойствами базового материала лопатки, а также остаточными напряжениями и деформациями в лопатке; клеевое соединение может не отличаться долговременной прочностью, подвержено распространению трещин уже с момента их появления, а также агрессивному воздействию химических веществ и часто для обеспечения соединения деталей по полному контуру требует избыточного материала, который выступает из клеевого шва и который необходимо удалить после затвердевания для восстановления гладкой наружной поверхности, необходимой для лопатки. Необходимо осуществлять контроль качества соединения, и во время операций обслуживания замена крышки оказывается сложной или невозможной. Поэтому ставится задача улучшения соединения, которую призвано решить изобретение.
Основным объектом изобретения является полая лопатка, содержащая главную часть и по меньшей мере одну крышку, при этом крышку устанавливают в проем главной части таким образом, чтобы она закрыла проем и образовала вместе с главной частью в основном сплошную наружную сторону лопатки, при этом главная часть содержит также полость, сообщающуюся с наружной стороной через проем, отличающаяся тем, что крышка содержит по меньшей мере один выступ, расположенный на части толщины крышки на расстоянии от наружной стороны и на противоположных участках контура крышки, и главная часть содержит по меньшей мере одно удлинение проема, которое находится на расстоянии от наружной стороны и в которое заходит выступ крышки.
Таким образом, сборку осуществляют путем простого соединения в паз форм, не требующего ни сварки, ни склеивания. Вместе с тем, можно использовать клей для улучшения соединения. Выступы крышки, удерживаемые в удлинениях проема, препятствуют извлечению или выпадению крышки во время работы детали. Посадка может быть очень точной. Необходимо также подчеркнуть, что, как будет показано ниже, способ изготовления или сборки такой лопатки является очень простым и не влечет за собой никакого повреждения крышки или главной части, в частности, не происходит никакой пластической деформации.
В соответствии с указанными ниже усовершенствованиями крышку можно установить в проеме главной части без зазора между выступом и наружной стороной, а выступ заходит в удлинение с зазором. При этом наружная сторона является гладкой и сплошной. Напряжения сжатия, которые действуют на соединение крышки и главной части, предпочтительно являются исключительно упругими.
Крышку можно соединить с главной частью без какого либо промежуточного соединительного материала, что упрощает структуру лопатки и ее изготовление и одновременно позволяет избегать рисков старения, присущего некоторым из этих материалов.
Выступ и удлинение могут быть расположены либо на полных контурах проема и крышки, либо только на накладываемых друг на друга участках этих контуров: это не влияет на нормальное выполнение изобретения, если только захождение выступов крышки в удлинения проема является достаточным, чтобы препятствовать извлечению.
Проем может образовать продольную выемку, содержащую опорную сторону стороны дна, противоположную наружной стороне крышки: опора крышки позволяет заходить ей на определенную глубину в проем, при этом ее наружная сторона оказывается точно на уровне наружной стороны главной части.
Полые лопатки часто оснащены нервюрами, которые делят внутреннюю полость. Благодаря изобретению, можно выполнить нервюры до наружной стороны главной части, чтобы они тоже делили проем, и вышеупомянутую крышку устанавливают на каждом из участков проема. Благодаря уменьшению площади крышки, можно добиться лучшей жесткости лопатки, например, по отношению к вибрациям. Поскольку соединение крышки или крышек с главной частью можно осуществить очень легко, присутствие множество крышек не доставляет неудобства.
Поверхность сопряжения между главной частью и крышкой может быть гладкой после установки крышки, хотя это и не является обязательным, и во вполне допустимой концепции выступ и удлинение находятся перед передней и задней кромками лопатки, при этом крышка выступает из главной части перед задней кромкой и заходит в главную часть перед передней кромкой либо за счет уменьшения толщины крышки к передней кромке от задней кромки, либо за счет уменьшения глубины удлинения от передней кромки к задней кромке.
Выступ и удлинение можно выполнить со ступенчатым изменением сечения или при помощи наклонных краев, которые придают им сечения, непрерывно расширяющиеся перед наружной стороной лопатки.
Наклоны таких наклонных краев предпочтительно являются незначительными, например, образуют угол не более 5° с направлением, перпендикулярным к наружной стороне лопатки. Углы могут быть разными для главной части и крышки, чтобы способствовать заклиниванию крышки после ее установки.
Предпочтительно также, чтобы крышка полностью занимала проем главной части, была соединена с главной частью при помощи заходящих друг в друга анкерных креплений и была выполнена путем литья в форму, соответствующую форме проема главной части.
Способ изготовления такой лопатки можно осуществлять путем расширения главной части относительно крышки. Это расширение должно быть достаточным для обеспечения прохождения выступов через проем с зазором, затем для размещения выступов напротив удлинений. Затем расширение прекращают, чтобы главная часть сжалась на крышке и чтобы удлинения сели вокруг выступов. После этого соединение является завершенным.
Расширение можно осуществить при помощи механических средств или предпочтительно путем создания разности температуры между главной частью и крышкой, охлаждая эту крышку и/или нагревая главную часть. Умеренной разности температуры (в несколько сот градусов) может быть вполне достаточно, если лопатки изготовлены из сплава с высоким коэффициентом расширения, такого как алюминиевый или титановый сплавы.
Для достижения этого результата можно также применять упругое сгибание или деформацию крышки в полости главной части.
Далее следует подробное описание не ограничительных вариантов осуществления изобретения со ссылками на прилагаемые фигуры чертежей, на которых:
Фиг. 1 изображает полую лопатку,
Фиг. 2 - вид в разрезе полой лопатки в соответствии с изобретением до ее сборки,
Фиг. 3 - вид спереди главной части этой лопатки.
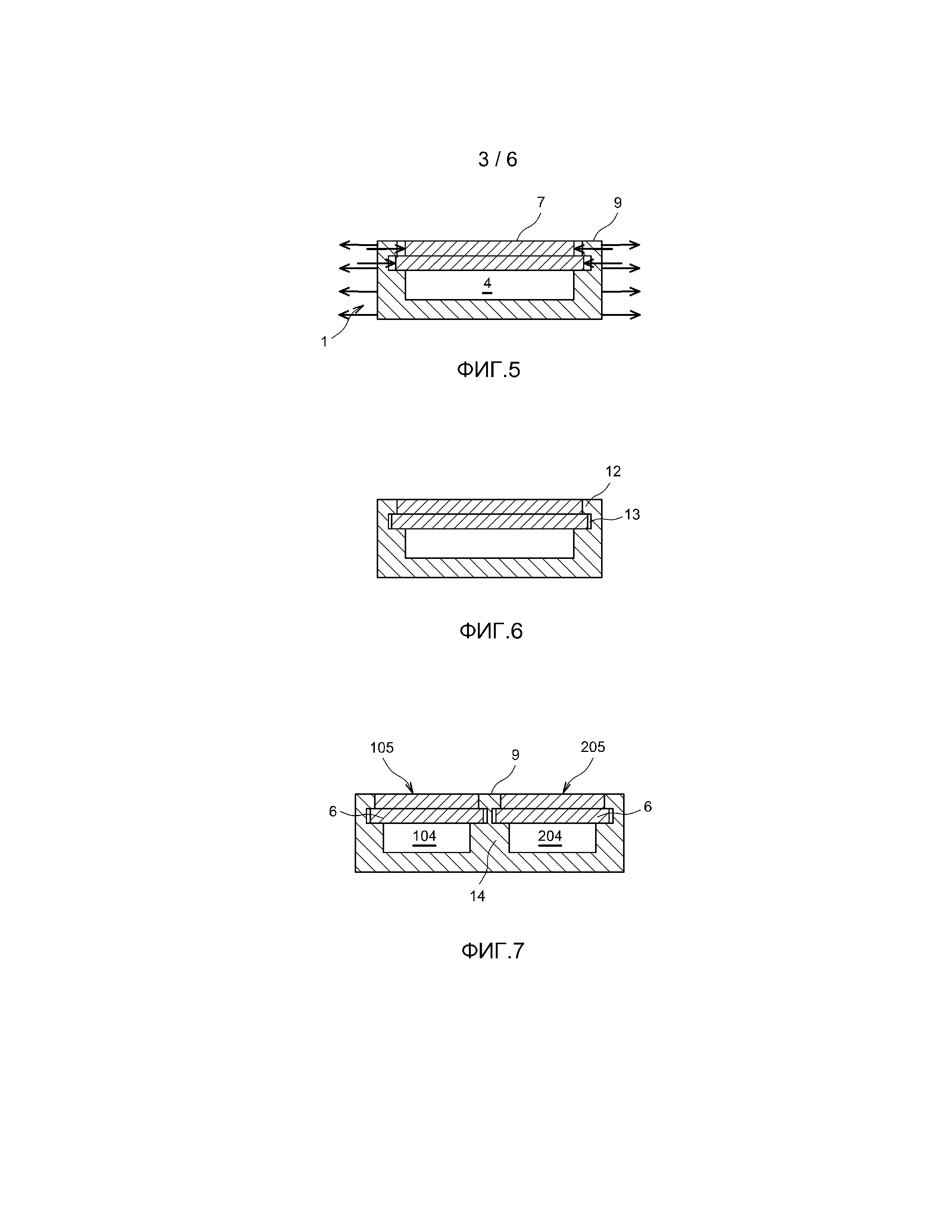
Фиг. 4, 5 и 6 - основные этапы сборки.
Фиг. 7 - вариант выполнения.
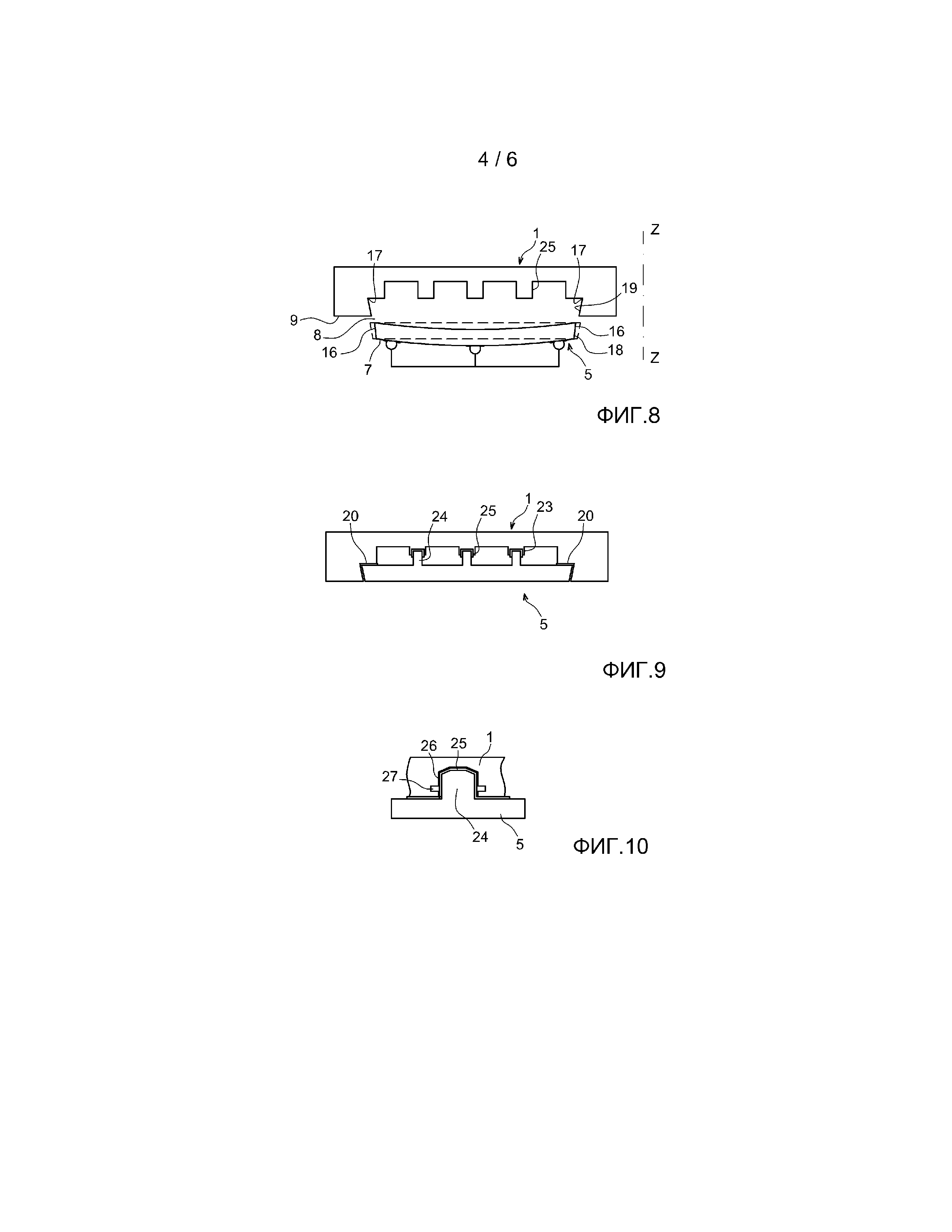
Фиг. 8 - вариант выполнения и другой способ сборки лопатки.
Фиг. 9 - другой вариант выполнения.
Фиг. 10 - детальный вид другого варианта.
Фиг. 11, 12 и 13 - три других варианта выполнения.
Фиг. 14 и 15 - еще один вариант выполнения.
Фиг. 16 и 17 - два других варианта выполнения.
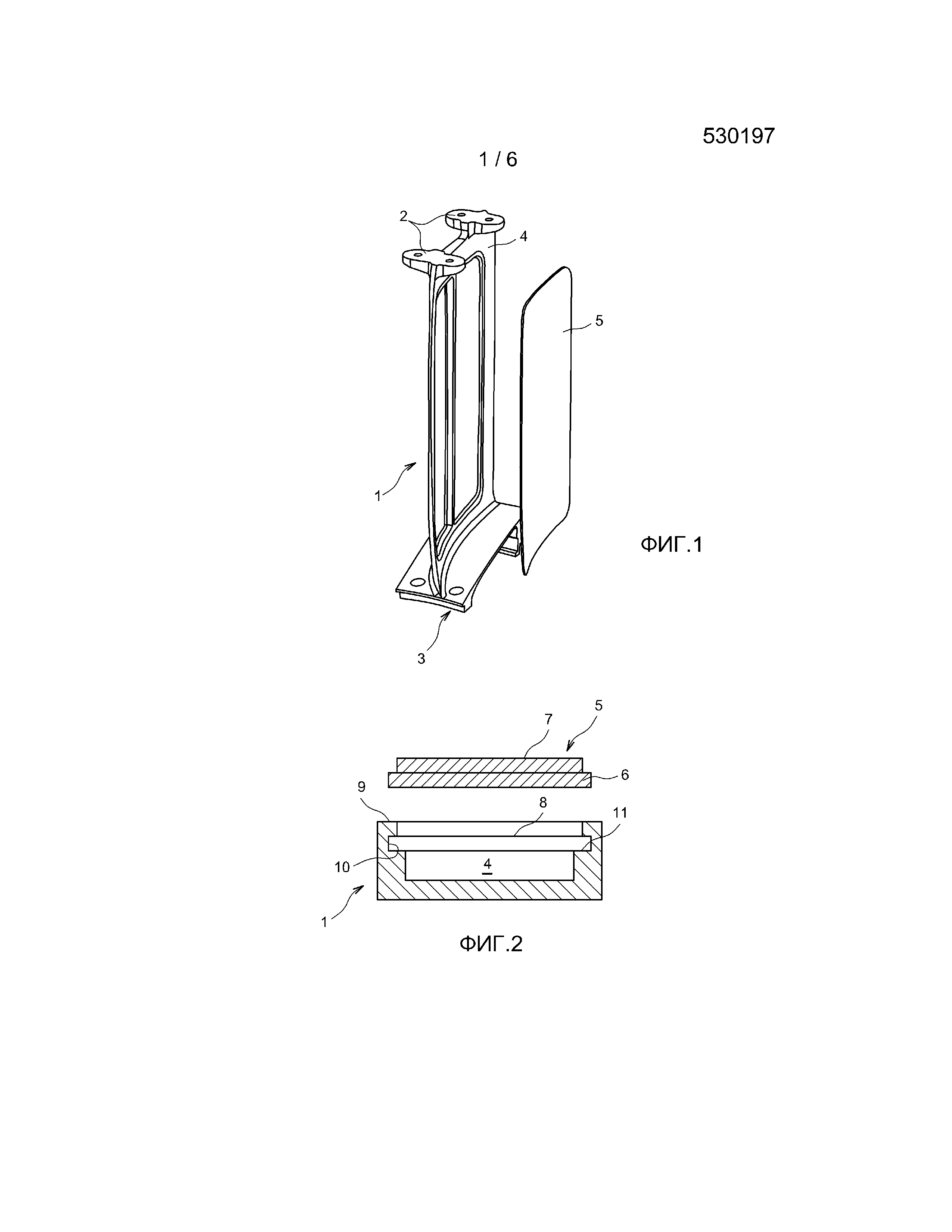
На фиг. 1 показан схематичный вид варианта выполнения лопатки. Здесь показан главный участок 1, содержащий лапки 2 для крепления на не показанном статоре вращающейся машины с участком головки и другие лапки 3 крепления на известном соединительном кольце круглой ступени таких лопаток с участком ножки. Главный участок 1 содержит внутреннюю полость 4, открывающуюся на главную сторону корытца или спинки. Лопатка содержит также крышку 5, выполненную с возможностью закрывания проема полости 4 при ее посадке в этот проем.
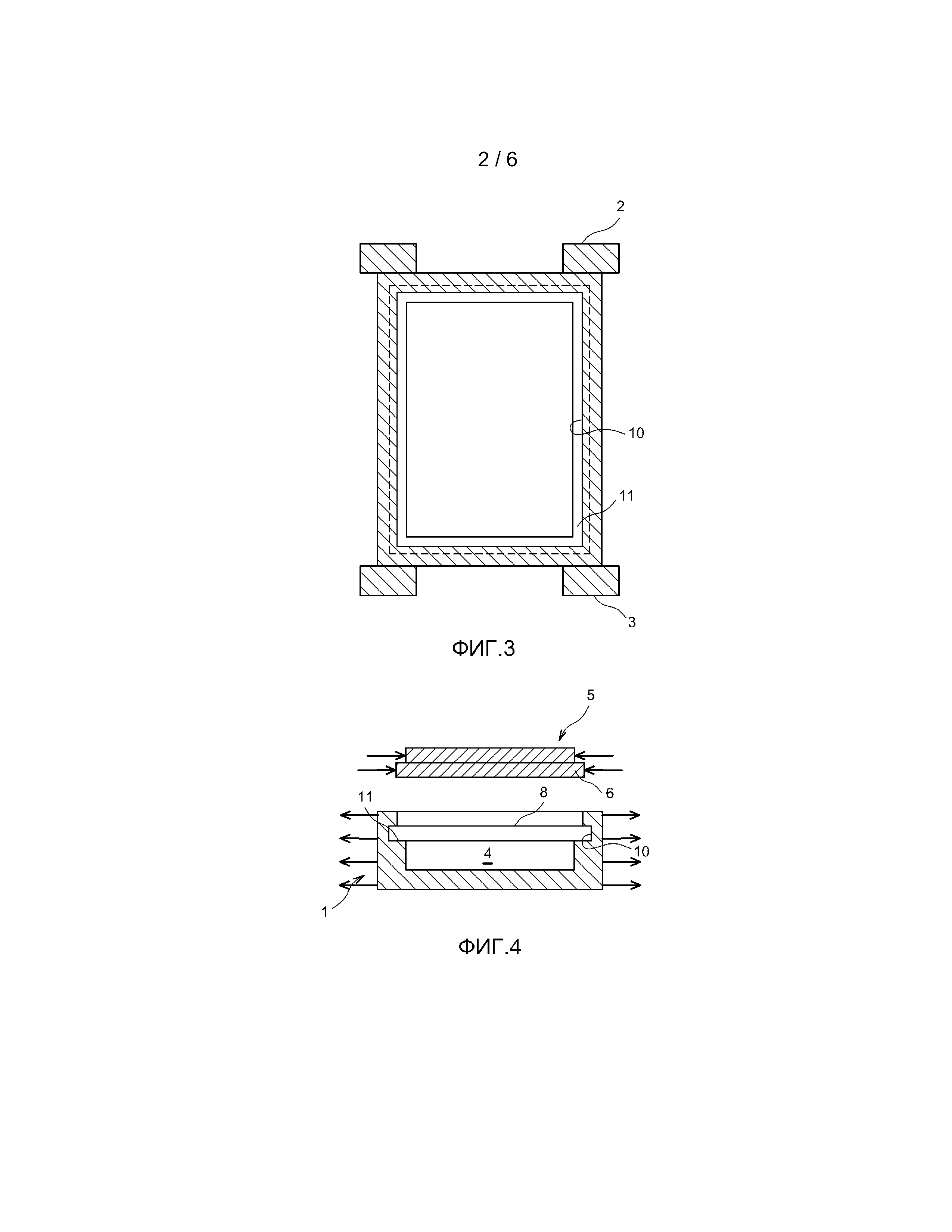
Рассмотрим фиг. 2. В данном случае крышка 5 представляет собой плоскую или в основном плоскую пластину постоянной толщины (не выходя за рамки изобретения, можно также предусмотреть не плоскую пластину), на контуре которой выполнен выступ 6 на расстоянии от наружной стороны 7 крышки 5. Выступ 6 доходит до стороны дна, противоположной наружной стороне 7 крышки 5. Проем 8 главной части 1, выполненный от ее наружной стороны 9 до полости 4, содержит удлинение 10 на расстоянии от наружной стороны 9, ограниченное в направлении полости опорной стороной 11, обращенной наружу главной части, и таким образом проем 8 имеет форму продольной выемки.
На фиг. 3 показано, что удлинение 10 проходит по всему контуру проема 8 и что выступ 6 тоже проходит по всему контуру крышки 5. Вместе с тем, достаточно выполнить выступы и удлинения на нескольких частях контура. Число выступов и удлинений, их положение на контуре и их протяженность не имеют критического значения: вполне достаточно нескольких узких выступов. Если выступ 6 не является сплошным по контуру крышки, он должен быть просто выполнен на противоположных участках контура, чтобы избегать его извлечения посредством поворота.
Фиг. 4 иллюстрирует способ сборки лопатки. Производят расширение проема 8 по отношению к крышке 5. Его мощно осуществлять либо нагревая главную часть 4, либо, наоборот, охлаждая крышку 5, либо одновременно и то, и другое. Нагрев можно осуществлять в сушильном шкафу, а термическую усадку можно обеспечивать, например, путем погружения в холодную ванну жидкого азота. Можно также осуществить механическое вытягивание главной части 4 путем приложения натяжения к ее четырем сторонам после зажатия в машине с тисками. В достигнутом состоянии более широкое сечение крышки 5, соответствующее выступам 6, является более узким, чем все участки проема 6, поэтому достаточно опустить крышку 5 в проем 8 и уложить ее на опорную поверхность 11 для осуществления сборки. Это состояние показано на фиг. 5. Поскольку расстояние между наружной стороной 9 и стороной дна 11 главной части 4 равно толщине крышки 5, наружные стороны 7 и 9 находятся на одном уровне, и выступ 6, находящийся в дне крышки 5, находится на том же уровне, что и удлинение 10 на дне проема, и оказывается охваченным этим удлинением. Расширение проема 8 прекращают, и оно постепенно уменьшается, поэтому удлинение 10 сжимается вокруг выступа 6. Окончательное состояние показано на фиг. 6, где выступ 6 зашел в выемку 10 и удерживается в направлении наружной стороны 9 консольной частью 12 края проема 8. Между наружной частью крышки 5 и радиальным внутренним краем консольной части 12 происходит незначительная плотная посадка, и наружные стороны 7 и 9 оказываются в продолжении друг друга и образуют единую и сплошную наружную сторону. Вместе с тем, в дне удлинения 10 и вокруг выступа 6 остается зазор 13, чтобы избежать ненужной концентрации напряжений. Лопатка образует единое соединение, несмотря на отсутствие соединительных средств. Поскольку толщина выступа 6 идентична толщине удлинения 10, движения крышки 5 в проеме 8 при заглублении или извлечении стопорятся, и наружные стороны 7 и 9 остаются в продолжении друг друга. При этом нет необходимости в какой-либо дополнительной обработке или в каком-либо контроле.
Если во время эксплуатации происходит повреждение крышки 5 (вмятина, трещина, царапина и т.д.), которое делает невозможным использование лопатки и требует ее ремонта или замены, соединение в соответствии с изобретением позволяет заменить только крышку 5, удалив ее посредством механической обработки, и сохранить главный участок 1 лопатки без его повреждения.
На фиг. 7 показан вариант изобретения. Нервюра 14 делит полость 4 на два участка 104 и 204, а также проем на два участка, поскольку она доходит до наружной стороны 9. При этом участки проема закрыты двумя крышками 105 и 205 соответственно, аналогичными крышкам 5, если не считать их размеров; в частности, они соединены таким же образом за счет захождения выступов 6 в удлинения 10, выполненные в участках проема над полостями 104 и 205. Нервюры 14 можно выполнить в любом количестве, как и крышки, такие как 105 и 205.
Изобретение можно также применять во множестве версий, некоторые из которые представлены ниже. Так, на фиг. 8 показано, что выступ и удлинение не обязательно имеют форму пояска и продольной выемки, как было указано выше, а имеют скошенную форму: выступ 16 и удлинение 17 приема 8 образованы наклонными краями 18 и 19 таким образом, что их сечения непрерывно расширяются по мере удаления от наружных сторон 7 и 9. Их форма приблизительно соответствует форме конуса. Проем 8 является более узким на наружной стороне 9, чем крышка 5 в своем самом широком участке, удаленном от наружной стороны 7, что одновременно не позволяет ввести крышку 5 напрямую в удлинение 17 и извлечь ее после установки. На фиг. 8 показано, что возможен также другой вариант соединения крышки 5 с главной частью 1: крышку 5 можно деформировать в пределах упругости ее материала путем изгиба, чтобы она стала более узкой и проникла в проем 8. Сгибание можно осуществить при помощи показанного инструмента с присоской. Такое упругое сгибание возможно благодаря небольшой толщине крышки 5 (например, 1 мм или несколько миллиметров).
Выше было указано, что одним из основных преимуществ изобретения является возможность отказаться от использования клея или другого промежуточного соединительного материала между главной частью 1 и крышкой 5 для удержания соединения. Вместе с тем, можно дополнительно применить склеивание, если, например, требуется обеспечить дополнительную гарантию против появления вибраций крышки 5 во время работы. Поскольку этот клей не выполняет функцию сцепления лопатки, его применение связано с меньшими требованиями: нет необходимости в избыточном количестве клея, допускаются перерывы склеивания по контуру, и исключен традиционный этап обработки поверхности для ее сглаживания после склеивания. На фиг. 9 видно, что склеенные участки 20 можно добавить, например, на дне удлинений 10 или 17 или в других местах контакта между главной частью 1 и крышкой 5, которые могут находиться на элементах 23 и 24 жесткости, выполненными на главной части 1 или на крышке 5. В варианте, представленном на фиг. 9 присутствуют оба типа этих элементов 23 и 24 жесткости, расположенных противоположно друг другу, и клеевые участки 25 расположены между их входящими в контакт концами. Контакты могут быть плоскими, но элементы жесткости (в данном случае 24) могут также заходить в участки в виде выемок, выполненные либо в элементах жесткости противоположной детали, в данном случае 23, либо напрямую в этой противоположной детали, если она имеет достаточную толщину.
На фиг. 8 показан вариант выполнения, в котором существуют только элементы 23 жесткости главной части 1; на фиг. 10 показан частный случай, когда существуют только элементы 24 жесткости крышки, заходящие в выемки 26 главной части, достаточно глубокие, чтобы она входила в контакт с крышкой 5 вокруг этих элементов 24 жесткости. Эти участки контакта вокруг элементов 24 жесткости могут также соответствовать другим участкам 25 склеивания. На фигуре показан паз 27 в выемке 26, в который, в случае необходимости, может проникать избыток клея.
Сцепление между главной частью и крышкой 5 можно получить просто за счет достаточно небольших зазоров между ними. Его можно дополнить, например, при помощи уплотнительной пасты или тороидальной прокладки в удлинении 10 или 17 для обеспечения непрерывного соединения с крышкой 5.
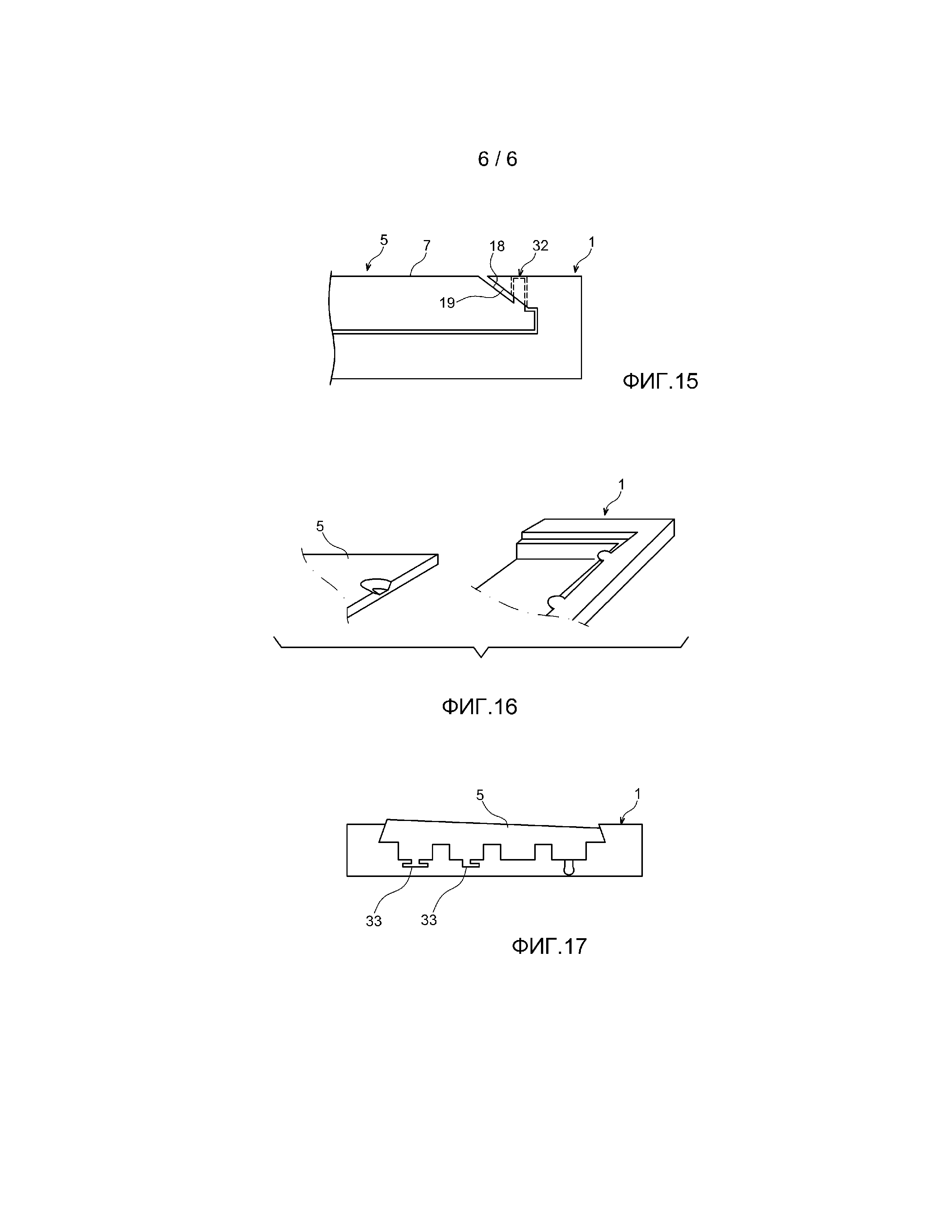
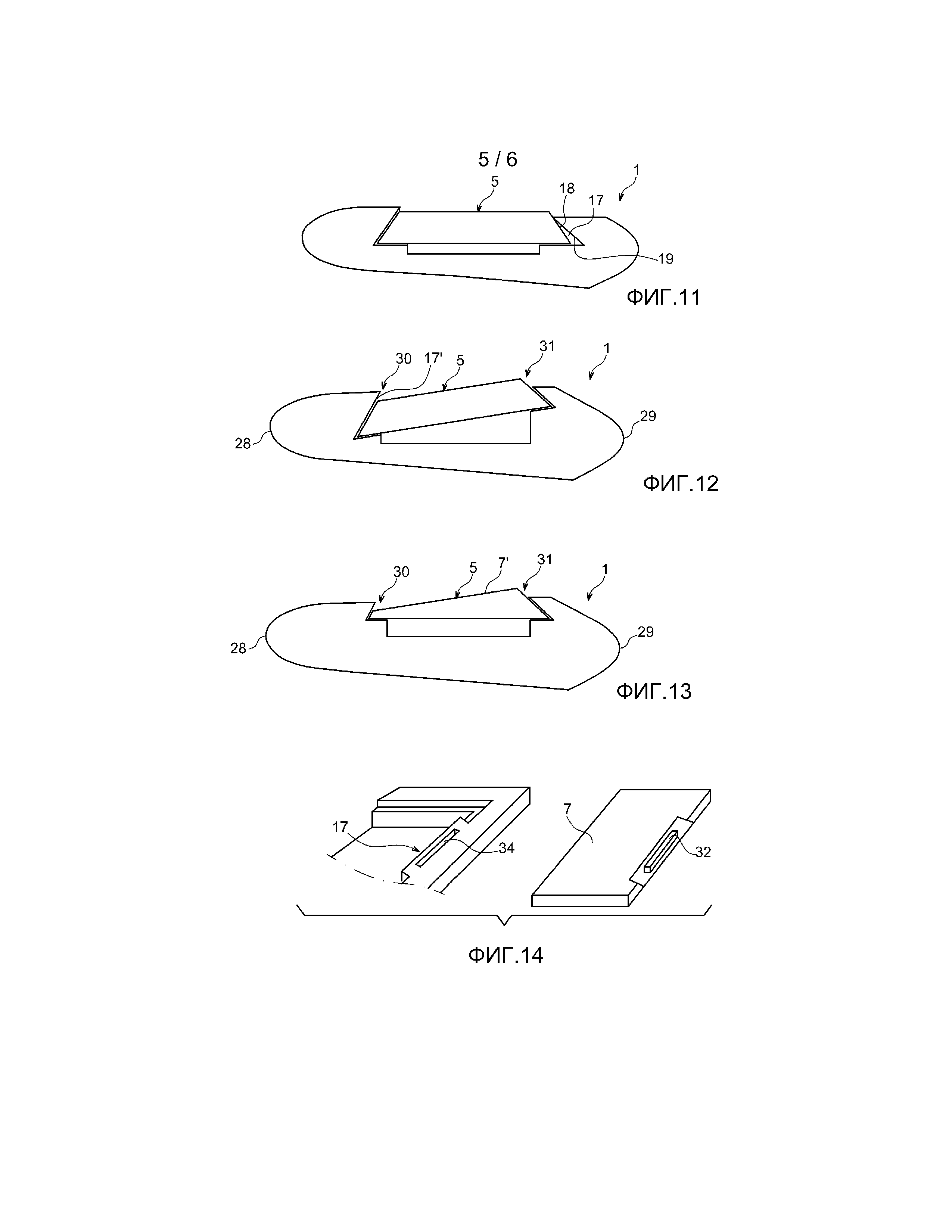
В случае наклонных наружных краев 18 и 19 предпочтительно их выполняют с таким наклоном, чтобы угол, который они образуют с направлением ZZ, перпендикулярным к наружной стороне 7 или 9, составлял от 1° до 45° и предпочтительно имел значение ближе к нижнему пределу этого интервала, приблизительно 1-5°. Как показано на фиг.11, наружные края 18 и 19 не обязательно имеют одинаковый наклон, и наклонный край 19 удлинения 17 главной части 1 может быть больше по крайней мере со стороны проема 8 для облегчения введения крышки 5 в удлинение 17 и ее удержания на его дне. Разность между наклонами является небольшой и на фигуре показана не в масштабе.
Непрерывность наружных сторон 7 и 9 может быть идеальной после завершения соединения, но сопряжение может быть и не идеальным, если оно не ухудшает аэродинамические характеристики лопатки. На фиг. 12 и 13 представлены две возможные версии, когда крышка 5 заходит внутрь проема 8 вблизи передней кромки 28 лопатки, но выступает вблизи противоположной задней кромки 29. Разность уровня в этих местах между наружными сторонами 7 и 9 может составлять несколько десятых миллиметра. В случае, показанном на фиг. 12, ее можно получить при помощи удлинения 17’, глубина которого уменьшается в сторону задней кромки 29, или, как показано на фиг. 13, при помощи крышки 5, наружная сторона 7’ имеет наклон относительно внутренней стороны, поэтому крышка имеет толщину, уменьшающуюся в сторону передней кромки 28. Для лучшего понимания эти перепады глубины и толщины показаны в увеличенном виде.
Как было указано выше, выступы и удлинения могут быть выполнены по всему контуру главной части 1 и крышки 5 или на только на накладываемых друг на друга участках этих контуров, например, только на двух противоположных сторонах, например, на сторонах 30 и 31, соответственно близких к передней кромке 28 и к задней кромке 29, как в вариантах, представленных на фиг. 12 и 13. Они могут быть также выполнены только на участках этого контура или этих сторон, как показано на фиг. 14 и 15. Кроме того, лопатка может иметь анкерные крепления 32, которые усиливают ее сцепление и выполнены в данном случае в виде выступающего ребра на наклонном крае 18 крышки 5, заходящего в паз 34 соответствующей формы, выполненный в наклонном крае 19 главной части 1. Выступы и удлинения могут иметь очень незначительную ширину. Их боковые концы могут быть прямыми, как показано на фиг. 14, или закругленными, как показано на фиг. 16.
Полая область главной части 1 может быть заполнена слоем или блоком из сотового материала или пеноматериала под крышкой 5, чтобы эта крышка опиралась на этой слой всей своей поверхностью. На фиг.17 представлен вариант, в котором достигается такой же результат и в котором присутствуют другие отличительные признаки. Крышка 5 тоже занимает всю полую область главной части 1, кроме того, она образует с этой главной частью чередование анкерных креплений 33, взаимодействующими с соответствующими выемками на дне этой полой области. Эти анкерные крепления 33 могут соответствовать выступающим участкам крышки 5, заходящим в соответствующие выемки главной части 1. Такую структуру можно получить при помощи специального способа, при этом крышку 5 выполняют, например, из термопластического или термореактивного полимера: материал заливают под давлением в полую область, затем сжимают в полой области главной части 1 таким образом, чтобы перед затвердеванием он полностью ее заполнил. В лопатке можно выполнить сквозное вентиляционное отверстие для удаления выделяющегося газа, чтобы он не скапливался в полости. Это отверстие затем заделывают. Предпочтительно его выполняют выходящим в область крепления лопатки на ее опоре.
Усовершенствованный способ изготовления цельного ротора типа "блиск" с вспомогательным опорным кольцом для лопаток, расположенным на расстоянии от их кромок
Способ изготовления моноблочного лопаточного диска путем резания абразивной водяной струей
Способ изготовления моноблочного лопаточного диска с кольцом для временного удержания лопаток, удаляемым перед этапом фрезерования
Способ изготовления моноблочного лопаточного диска с кольцом для временного удержания лопаток, удаляемым после этапа чистовой обработки фрезерованием
Способ изготовления моноблочного лопаточного диска с кольцом для временного удержания лопаток, удаляемым перед этапом чистовой обработки фрезерованием
Лопатки лопаточного колеса газотурбинного двигателя, оснащенные канавками для охлаждения
Разделенный на сектора направляющий аппарат для турбомашины, турбина низкого давления турбомашины и турбомашина
Устройство соединения радиальных стоек с круглой обечайкой при помощи осей и распорок и газотурбинный двигатель, содержащий такое устройство
Воздушный коллектор в газотурбинном двигателе
Датчик для проверки поверхности круговой канавки в диске турбореактивного двигателя с помощью вихревых токов
Способ демонтажа усилительного элемента детали

