Результат интеллектуальной деятельности: Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты)
Вид РИД
Изобретение
Изобретение относится к обработке металлов, в частности к газолазерной резке металлических материалов.
Сочетание технических средств (таких как лазер, плазма, ультразвук, электромагнитные поля) существенно расширяет возможности воздействия на физико-химические процессы в материалах, по сравнению с известными результатами их раздельного использования. Особое место здесь занимают ультразвуковые колебания. Мощный ультразвук как средство физического воздействия на вещество, эффективно используется в металлургии и машиностроении при обработке материалов. Ультразвуковые колебания (УЗК) могут активно воздействовать на процессы контактного взаимодействия на границах раздела «жидкость - твердое тело», «жидкость - газ», на протекание тепло- и массообменных процессов в жидкости, а также на структуру и свойства твердых тел. Комбинированное воздействие на границах раздела фаз, когда наряду с ультразвуковыми колебаниями в зоне контакта прикладывается статическое давление, в этом случае многие процессы интенсифицируются. Этот эффект лежит в основе технологического применения ультразвуковых колебаний в механической обработке, обработке металлов давлением, лазерной сварке, наплавке, резке и т.д.
Ультразвуковые генераторы обычно состоят из преобразователя, осуществляющего перевод какого-либо вида энергии (электрической, механической) в энергию акустических, волн, а также концентратора колебаний, волноводных звеньев и излучателя, соединенного с рабочим инструментом в единый технологический узел.
Известно использование УЗК при раскрое листовых материалов (ультразвуковое резание), при котором упругие колебания подводятся непосредственно к режущему инструменту (О.В. Абрамов. Воздействие мощного ультразвука на жидкие и твердые металлы. Наука, 2000 г., с. 247). Под действием ультразвука в точках контакта режущего инструмента происходит нагрев и «размягчение» деформируемого материала, сопротивление пластической деформации снижается, что существенно облегчает процесс разделения материала.
Недостатком ультразвукового раскроя является низкая скорость и толщина разрезаемого материала. Ультразвуковой раскрой используется преимущественно для разделения неметаллических материалов.
Известно устройство (K. Yoshinao, A. Takashi, О. Makoto, F. Yasuyuki, патент JP 2015178125, Laser cutting device and method), где УЗК подают на разрезаемую деталь совместно с лазерным излучением, при этом генератор УЗК состоит из множества ультразвуковых электрических преобразователей, которыми создают волны давления в окружающей среде и фокусируют их в область взаимодействия лазерного луча с разрезаемым материалом.
Известен также способ лазерной резки (М. Yoshio; F. Yasuyuki, патент JP 2008137036 (А) 2008-06-19, Laser cutting apparatus), в котором УЗК предаются на поверхность детали в зону действия лазера путем вибраций самой детали, с помощью электрического преобразователя.
Недостатком данных способов является наличие ограничений по толщине и качеству обработки, в зависимости от длины волны используемого лазерного излучения и типа разрезаемого металла.
Прототипом данного изобретения выбран известный способ и устройство комбинированного использования источников энергии (лазера и ультразвукового вибратора) для резки металлических материалов (Гуреев Д.М, Петров А.Л. Лазерно-дуговой и лазерно-ультразвуковой раскрой листового металла. Изв. Самарского научного центра РАН. 1999, №2, с. 265-269). Ультразвуковые колебания вводились в зону лазерного реза с помощью механического воздействия конусообразного концентратора полуволновой длины, который крепился к торцу магнитострикционного преобразователя, подключенного к выходу ультразвукового генератора. Концентратор поджимался к поверхности разрезаемого листа вблизи пятна фокусировки лазерного излучения с усилием 50 Н. Частота колебаний составляла 22 кГц, амплитуда - до 45 мкм, мощность до 1 кВт. Воздействие ультразвуковых вибраций с указанными характеристиками обеспечивало отрыв капель расплава от нижней кромки реза при лазерно-ультразвуковой резке листового металла (жаропрочного никелевого сплава), причем соосного с лазерным лучом ввод ультразвуковых колебаний осуществлялся непосредственно в зону лазерного расплава.
Недостатком данного способа и устройства является то, что с ростом толщины листа образование грата при лазерном раскрое возрастает и требуется более мощное ультразвуковое воздействие, обеспечить которое с помощью предложенного устройства затруднительно.
Задачей предлагаемого изобретения является повышение качества лазерного реза (уменьшение шероховатости) при увеличении толщины листа и скорости резки.
Поставленная задача решается за счет предлагаемого способа и двух вариантов устройства ультразвуковой газолазерной резки листовых металлов.
Способ ультразвуковой газолазерной резки листового металла, включает воздействие на поверхность разрезаемого листа ультразвуковыми колебаниями (УЗК) и потоком технологического газа, истекающего из сопла лазерного резака соосно с лазерным лучом. Согласно изобретению ультразвуковые колебания предварительно генерируют в потоке технологического газа в резонирующем объеме генератора УЗК, а затем ультразвуковой газовый поток подают совместно с лазерным лучом на обрабатываемый лист металла.
Способ ультразвуковой газолазерной резки листового металла может выполняться в двух вариантах устройства ультразвуковой газолазерной резки листового металла.
Устройство ультразвуковой газолазерной резки листового металла включает лазерный резак, форкамеру, сопло, коллектор подвода технологического газа и генератор ультразвуковых колебаний (УЗК).
В устройстве согласно изобретению по Варианту 1 генератор УЗК выполнен в виде резонирующего объема с несколькими свистками Гартмана, не менее трех, расположенными равномерно по его периметру, при этом резонирующий объем размещен коаксиально форкамере сопла и совмещен с ней.
В устройстве согласно изобретению по Варианту 2 генератор УЗК выполнен в виде резонирующего объема с несколькими свистками Гартмана, не менее трех, расположенными равномерно по его периметру, при этом резонирующий объем размещен коаксиально форкамере сопла и выполнен в виде конического кольцевого канала, вход которого связан с коллектором подвода технологического газа, а выход расположен в плоскости среза сопла.
Положительный результат достигается за счет подачи ультразвуковой струи технологического газа на поверхность разрезаемого листа соосно с лазерным лучом, с целью интенсификации удаления расплава (грата) с поверхности разрезаемого металла.
Основным достоинством конструктивного решения устройства ультразвукового газолазерного резака является ввод УЗК непосредственно в поток технологического газа в резонаторе, совмещенном с форкамерой сопла (Вариант 1) или в коническом кольцевом канале в плоскости среза сопла (Вариант 2), до подачи его на разрезаемый лист металла, при этом для генерации УЗК используют энергию сжатого газа, генерируемую системой (не менее трех) свистков Гартмана, дополнительное усиление которой осуществляется в резонаторе.
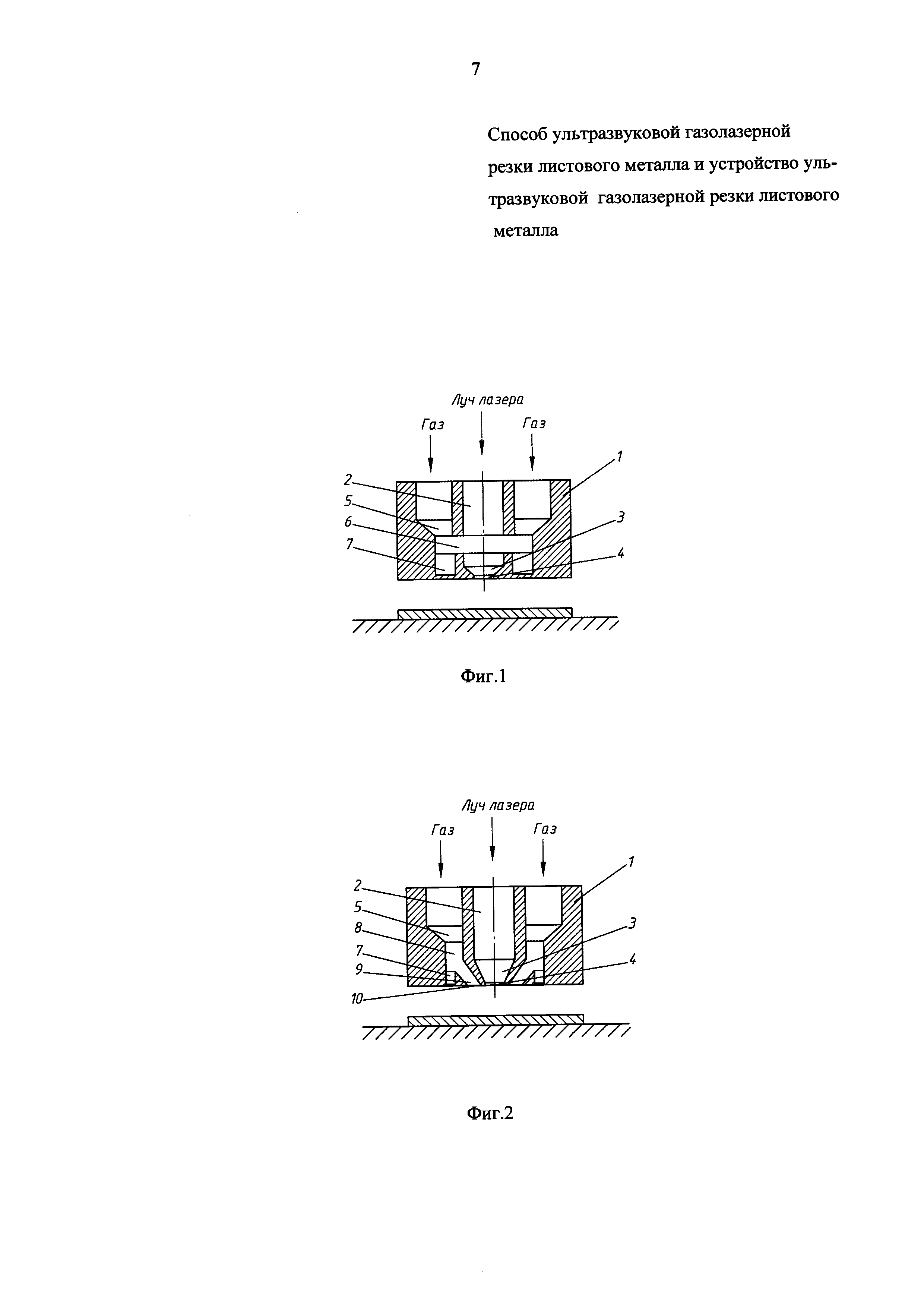
На фиг. 1 изображена схема устройства ультразвуковой газолазерной резки листового металла по Варианту 1.
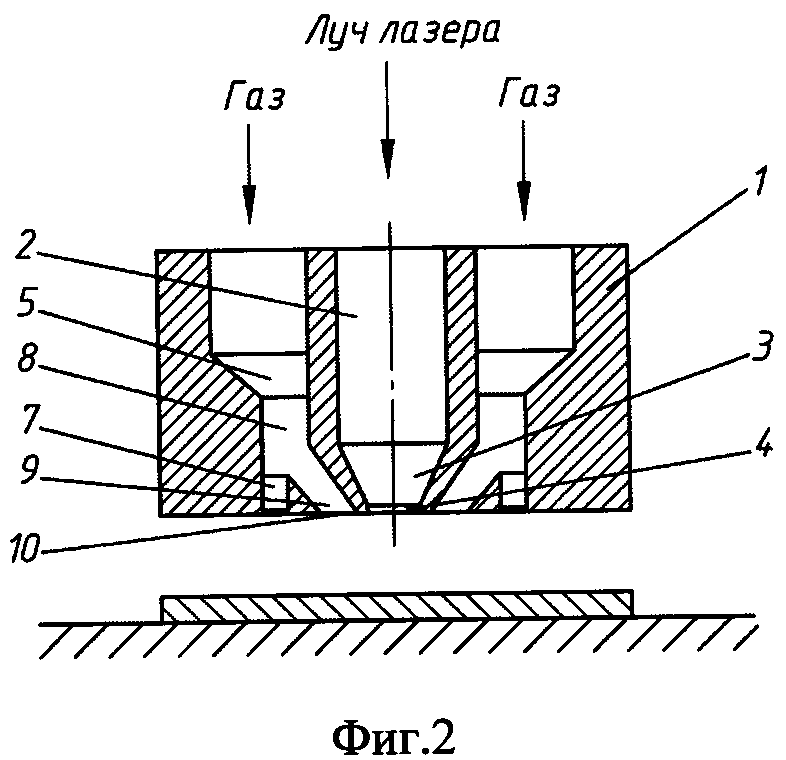
На фиг. 2 изображена схема устройства ультразвуковой газолазерной резки листового металла по Варианту 2.
Устройство ультразвуковой газолазерной резки листового металла (по Варианту 1) включает лазерный резак 1 с центральным каналом 2 подачи лазерного излучения, через форкамеру 3 сопла 4 на разрезаемый лист металла. Коаксиально центральному каналу 2 размещен коллектор 5 для подачи технологического газа соосно с лазерным лучом в форкамеру 3 сопла 4. Генератор ультразвуковых колебаний УЗК выполнен в виде резонирующего объема 6 с несколькими свистками Гартмана 7 (не менее трех), расположенными равномерно по его периметру, при этом резонирующий объем 6 размещен коаксиально форкамере 3 сопла 4 и совмещен с ней.
Устройство ультразвуковой газолазерной резки листового металла (по Варианту 2) включает лазерный резак 1 с центральным каналом 2 подачи лазерного излучения, через форкамеру 3 сопла 4 на разрезаемый лист металла (на фиг. не показано). Коаксиально центральному каналу 2 размещен коллектор 5 для подачи технологического газа через резонирующий объем 8 генератора УЗК с несколькими свистками Гартмана 7 (не менее трех), расположенными равномерно по его периметру. Резонирующий объем 8 размещен коаксиально форкамере 3 сопла 4 и выполнен в виде конического кольцевого канала 9, вход которого связан с коллектором 5 подвода технологического газа, а выход 10 расположен в плоскости среза сопла.
Размеры свистков Гартмана, расположение и их количество зависят от частоты колебаний, требуемых для удаления расплава из канала лазерного реза, что напрямую связано с мощностью лазера, толщиной разрезаемого листа и свойствами материала.
Способ ультразвуковой газолазерной резки листовых металлов осуществляется следующим образом.
По Варианту 1
По оси центрального канала 2 лазерного резака 1 подается лазерный луч, который проходит форкамеру 3 сопла 4 и выходит наружу по направлению к разрезаемому листу металла. Технологический рабочий газ подводят в коллектор 5. В коллекторном сопле газ разгоняется и направляется в резонирующий объем 6 генератора ультразвуковых колебаний УЗК, где колебания возбуждаются несколькими свистками Гартмана 7 (не менее трех), расположенными равномерно по его периметру. Колебания в потоке газа резонансно усиливаются и устремляются в форкамеру 3 сопла 4, где формируется ультразвуковой поток, переходящий на срезе сопла в ультразвуковую струю газа. Совместное воздействие ультразвуковой струи газа и лазерного излучения на поверхность разрезаемого металла позволяет получить положительный результат: повышение качества лазерного реза (уменьшение шероховатости) при увеличении толщины листа и скорости резки.
По Варианту 2
По оси центрального канала 2 лазерного резака 1 подается лазерный луч, который проходит форкамеру 3 сопла 4 и выходит наружу по направлению к разрезаемому листу металла. Технологический рабочий газ подводят в коллектор 5, в сопле которого газ разгоняется и направляется в резонирующий объем 8 генератора ультразвуковых колебаний УЗК, где возбуждаются колебания несколькими свистками Гартмана 7 (не менее трех), расположенными равномерно по его периметру. Попадая в конический кольцевой канал 9 резонирующего объема 8, колебания возмущенного потока газа резонансно усиливаются и по коаксиальному кольцевому каналу 9 выводятся через кольцевое отверстие 10 наружу в плоскости среза сопла. Совместное воздействие ультразвуковой струи газа и лазерного излучения на поверхность металла также позволяет получить положительный результат по качеству реза и времени обработки.
Источники информации:
1. О.В. Абрамов Воздействие мощного ультразвука на жидкие и твердые металлы. Наука, 2009 г., с. 247 и с. 285;
2. Патент Японии № JP 2015178125 МПК В23K 26/38, 2015-10-08.
3. Патент Японии № JP 2008137036 (А), 2008-06-4;
4. Гуреев Д.М, Петров А.Л. Лазерно-дуговой и лазерно-ультразвуковой раскрой листового металла. Изв. Самарского научного центра РАН. 1999, №2, с. 265-269.) - прототип.
Узел кольцевого ввода порошкового материала электродугового плазмотрона
Способ напыления покрытия на изделие из натурального камня или из металлического материала и устройство для его осуществления
Многофункциональная магнитогидродинамическая (мгд) машина
Способ пиролиза углеводородного сырья
Устройство для визуализации фазовых неоднородностей
Устройство газодинамического нанесения покрытий на внешние цилиндрические поверхности изделий
Электродуговой плазмотрон с водяной стабилизацией дуги
Способ снижения уровня звукового удара летательного аппарата (ла)
Устройство адиабатического сжатия (варианты)
Способ синтеза наноразмерных частиц порошка диоксида титана
Способ резки толстых металлических листов
Устройство защиты зоны газопорошковой лазерной наплавки металлов от внешней среды и способ защиты зоны газопорошковой лазерной наплавки металлов от внешней среды (варианты)
Способ определения дебита жидкости в малодебитных скважинах
Способ определения уровня жидкости в скважине

