Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАЧКИ, СОДЕРЖАЩЕЙ СТОПКУ АБСОРБИРУЮЩЕГО БУМАЖНОГО МАТЕРИАЛА САЛФЕТОК И УПАКОВКУ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее описание относится к способу и устройству для образования пачки, содержащей стопку абсорбирующего бумажного материала салфеток и упаковки, а также к устройству для образования пачки, содержащей стопку абсорбирующего бумажного материала салфеток и упаковку.
УРОВЕНЬ ТЕХНИКИ
Стопки абсорбирующего бумажного материала салфеток используются для обеспечения пользователей полотном материала для вытирания и очищения. Обычно стопки бумажного материала салфеток образованы для помещения в диспенсер, что упрощает подачу бумажного материала салфеток конечному пользователю. Также указанные стопки имеют удобную форму для транспортировки согнутого бумажного материала салфеток. Для этой цели стопки часто снабжены упаковкой для поддержания и защиты стопки во время транспортировки и хранения. Соответственно, обеспечены пачки, содержащие стопку бумажного материала салфеток и соответствующую упаковку.
Во время транспортировки пачек, содержащих бумажный материал салфеток, существует необходимость в сокращении объема транспортируемого материала. Обычно объем пачки, содержащей стопку бумажного материала салфеток, включает значительный объем воздуха между панелями и внутри панелей бумажного материала салфеток. Следовательно, можно значительно сократить затраты при сокращении объема пачки, так что можно транспортировать большее количество бумажного материала салфеток, например, на одной паллете или в грузовике.
Также при наполнении диспенсера для обеспечения пользователей бумажным материалом салфеток есть необходимость в сокращении объема стопки, помещаемой в диспенсер, так что большее количество бумажного материала салфеток можно поместить в ограниченный вмещающий объем диспенсера. Если в диспенсер можно поместить большее количество бумажного материала салфеток, пополнение диспенсера будет требоваться реже. Это предоставляет возможность сокращения расходов в связи с устранением необходимости обслуживания диспенсера.
В связи с вышесказанным, предприняты попытки сократить объем стопки, содержащей некоторое количество бумажного материала салфеток, например, путем приложения давления на стопку для сжатия бумажного материала салфеток в направлении высоты стопки.
Однако, в уровне техники известно, что при подвергании относительно высокому сжимающему давлению свойства абсорбирующего бумажного материала салфеток могут измениться, и имеющееся качество абсорбирующего бумажного материала салфеток может быть снижено, например, сокращена впитываемость. Также в стопках, подвергнутых относительно высокому сжимающему давлению, слои могут скрепляться друг с другом, так что стопка сопротивляется разгибанию, и, следовательно, извлечение бумажного материала салфеток из стопки может быть усложнено для пользователя.
Другая проблема пачек, обеспечивающих сильно сжатые стопки в упаковке, заключается в том, что сжатые стопки стремятся к обратному расширению. Соответственно, наружные поверхности панелей стопок прилагают усилие, которое может быть обозначено как сила упругости, на упаковку, находясь внутри пачки. Кроме того, при удалении упаковки сила упругости вызывает обратное расширение стопки. Соответственно, стопка, обеспеченная без упаковки, готовая для введения в диспенсер, может быть сжата значительно меньше, по сравнению с той же стопкой в упаковке.
Также сила упругости может вызывать затруднения во время процесса изготовления пачки, в частности, при нанесении упаковки на стопку для формирования завершенной пачки. В условиях массового производства пачек со скоростью примерно 100 пачек в минуту необходимо, чтобы все этапы производства могли быть образованы за ограниченный период времени. Доказано, что в этих условиях сложно нанести упаковку так, чтобы она могла сопротивляться силе упругости относительно сильно сжатой стопки в пределах доступного ограниченного времени.
Ввиду вышеизложенного существует необходимость в улучшенной пачке, содержащей стопку бумажного материала салфеток и упаковку.
Сущность изобретения
Вышеуказанная потребность может быть удовлетворена с помощью описанного здесь, по которому обеспечивают упаковку, содержащую стопку абсорбирующего бумажного материала салфеток и упаковку. Указанный бумажный материал салфеток в стопке образует панели, имеющие длину (L) и ширину (W), перпендикулярную длине (L), при этом панели штабелированы друг на друга для образования высоты (Н), продолжающейся между первой концевой поверхностью и второй концевой поверхностью стопки.
Упаковку необходимо адаптировать для поддержания стопки в сжатом состоянии в пачке с выбранной упаковочной плотностью D0 и выбранной упаковочной высотой Н0.
Указанный способ включает:
- образование стопки абсорбирующего бумажного материала салфеток;
- сжатие каждой части стопки в направлении высоты (Н) для получения временной высоты Н1, равной с1 х Н0, где с1 составляет от 0,30 до 0,95; и
- нанесение упаковки на стопку.
Абсорбирующий бумажный материал салфеток может быть материалом сухого крепирования, а выбранная упаковочная плотность D0 составлять от 0,30 до 0,95 кг/дм3.
Опционально, абсорбирующий бумажный материал салфеток является материалом сухого крепирования, и предпочтительно выбранная упаковочная плотность D0 составляет от 0,30 до 0,65 кг/дм3, наиболее предпочтительно, от 0,35 до 0,65 кг/дм3.
Указанный абсорбирующий бумажный материал салфеток является структурированным материалом салфеток и, предпочтительно, выбранная упаковочная плотность D0 составляет от 0,20 до 0,50 кг/дм3, наиболее предпочтительно, от 0,23 до 0,50 кг/дм3.
Абсорбирующий бумажный материал салфеток может быть комбинированным материалом, содержащим, по меньшей мере, материал сухого крепирования и, по меньшей мере, структурированный материал салфеток, при этом выбранная упаковочная плотность D0 составляет от 0,25 до 0,80 кг/дм3.
Опционально, абсорбирующий бумажный материал салфеток является комбинированным материалом, содержащим материал сухого крепирования и, по меньшей мере, структурированный материал салфеток, и, предпочтительно выбранная упаковочная плотность D0 составляет от 0,25 до 0,55 кг/дм3, наиболее предпочтительно, от 0,30 до 0,55 кг/дм3.
Абсорбирующий бумажный материал салфеток в общем может быть материалом для очищения и вытирания, таким как, например, носовые платки, салфетки для лица, сложенная туалетная бумага, влажные салфетки для рук или для бытового использования.
Упаковочная плотность D0 является плотностью стопки при ее поддержании в сжатом состоянии в пачке. Упаковочная плотность D0 может быть определена как вес стопки, разделенный на упаковочный объем стопки, при этом упаковочный объем равен длине (L) панелей х ширину (W) панелей х упаковочную высоту Н0 стопки, находящейся в пачке. Наиболее точные определения даны в описании способа ниже.
В соответствии с указанным выше, обеспечена пачка, содержащая стопку согнутого полотна материала, предпочтительная в том, что упаковочная плотность D0 стопки является относительно высокой, что означает, что стопка обеспечивает больше абсорбирующего бумажного материала салфеток в выбранном наружном объеме, чем многие пачки того же типа материала в уровне техники.
В уровне техники известно, что стопка бумажного материала салфеток, сжатая в направлении ее высоты, стремится к обратному расширению в направлении высоты. Эта склонность к обратному расширению вызывает приложение усилия сжатой стопкой, иногда обозначаемого как «сила упругости», на любое ограничение, поддерживающее ее в сжатом состоянии.
В предложенном здесь способе стопку сжимают до временной высоты Н1, составляющей менее упаковочной высоты Н0, до нанесения упаковки, которая должна поддерживать стопку при упаковочной высоте Н0. Обнаружено, что это временное сжатие до временной высоты Н1 составляет с1 х Н0, где с1, в соответствии с указанным выше, сокращает стремление стопки к обратному расширению от упаковочной высоты Н0. Следовательно, когда упаковку располагают вокруг стопки для поддержания стопки при упаковочной высоте Н0, сила упругости, прилагаемая сжатой стопкой к упаковке, относительно низка. В частности, сила упругости к упаковке менее силы упругости, прилагаемой сходной стопкой, сжимаемой непосредственно до упаковочной высоты Н0 без предыдущего этапа временного сжатия до временной высоты Н1.
Соответственно, предыдущие проблемы, возникающие при нанесении упаковки на стопку абсорбирующего бумажного материала салфеток, с предложенными здесь упаковочными плотностями могут быть сокращены. Поскольку в соответствии с предложенным способом сила упругости, прилагаемая на упаковочный материал, сокращена, упаковочные материалы и способы могут быть выбраны более свободно. Например, традиционные бумажные и пластиковые упаковочные материалы могут обеспечивать достаточную прочность для удержания стопки в сжатом состоянии с упаковочной плотностью D0.
Также возможно использование традиционных способов образования пачек, например, путем образования обертки вокруг стопки, скрепляемой адгезивом. Например, традиционный клей для запечатывания обертки вокруг стопки может значительно затвердевать за стандартное упаковочное время, так что полученная пачка содержит упаковку, тем не менее, способную поддерживать стопку при упаковочной плотности D0 без нарушения или открывания.
Предпочтительно, указанная упаковка может быть упаковкой для одиночной стопки, так что указанная пачка содержит одиночную упаковку и одиночную стопку. Однако указанная упаковка также может содержать две или более стопок, при этом каждая стопка поддерживается при выбранной упаковочной плотности D0. Например, две или более стопок могут быть расположены бок-о-бок в упаковке.
Кроме того, обнаружено, что в пачке, полученной предложенным здесь способом, абсорбирующий бумажный материал салфеток может иметь меньший объем при состоянии, обеспечивающем удовлетворительное использование, а также простое разгибание и выдачу из стопки.
Сжатие стопки для получения временной высоты Н1, меньшей, чем упаковочная высота Н0, как описано выше, может подразумевать сжатие стопки до временной плотности D1, имеющей значение, как ранее предполагалось, негативно влияющее на качество бумажного материала салфеток, и, следовательно, избегаемое.
С помощью предложенного здесь способа обнаружено, что временное сжатие до относительно высокой плотности D1 может быть образовано, не вызывая существенного снижения качества бумажного материала салфеток. Качество бумажного материала салфеток может быть оценено путем исследования различных параметров, предпочтительно включая влагопрочность и впитываемость бумажного материала салфеток.
Без привязки к теории считается, что стопка абсорбирующего бумажного материала салфеток демонстрирует то, что можно обозначить как эластичное поведение при относительно низкой плотности. Если стопку сжимают, а затем высвобождают, оба этапа выполняются при относительно низкой плотности, сжатие не повлияет существенно на свойства бумажного материала салфеток. С другой стороны, сжатие также не повлияет существенно на силу упругости стопки. Было обнаружено, что при относительно высокой плотности на силу упругости стопки может существенно повлиять временное сжатие, как описано здесь. Однако на свойства абсорбирующего бумажного материала салфеток это не влияет существенным образом или влияет только в той степени, которая допускает преимущества, полученные с помощью сокращенной силы упругости стопки.
Другое преимущество, полученное пачкой, обеспеченной указанным здесь способом, заключается в том, что расширение стопки в направлении высоты Н после удаления упаковки относительно мало благодаря силе упругости, прилагаемой стопкой к упаковке. Соответственно, любые проблемы, возникающие от стопки, расширяющейся после удаления упаковки, могут быть сокращены. Кроме того, полученное сокращение объема пачки может быть значительным не только для транспортировки и хранения указанной пачки, но также для хранения и использования стопки, например, помещенной в корпус диспенсера для выдачи бумажного материала салфеток пользователю.
Также в пачке, в которой упаковка образована из сгибаемого или упругого материала, сила упругости стопки, прилагаемая к упаковке, обычно вызывает вздувание стопки и упаковки наружу вдоль продольной центральной линии панелей стопки. Благодаря сокращенной силе упругости, пачка, полученная предложенным здесь способом, также может быть образована с меньшим вздуванием, чем пачки по уровню техники, содержащие сходные стопки со сходной упаковочной плотностью D0. Предпочтительно, что несколько пачек может быть упаковано более плотно, например, на паллете во время транспортировки и хранения.
Упаковка может быть нанесена на стопку, когда стопку удерживают при временной высоте Н1, после чего стопка и упаковка могут быть высвобождены, так что стопка расширяется до упаковочной высоты Н0, находясь в упаковке. Альтернативно, упаковка может быть нанесена в то время, пока стопка удерживается на любой другой высоте между Н1 и Н0. Также предполагается, что стопка после сжатия до временной высоты Н1 может расширяться обратно до высоты, превышающей упаковочную высоту Н0, а затем указанная стопка сжимается снова до упаковочной высоты Н0 под нанесением упаковки. Кроме того, предполагается, что дополнительные этапы способа выполняются между различными этапами способа.
Временная высота Н1 является минимальной высотой, до которой каждая часть стопки сжимается во время образования пачки. Возможно, различные части стопки могут быть сжаты до различных временных высот Н1, где все временные высоты Н1 выполняют требование Н1=с1 х Н0 (с1 может быть различным).
Однако предпочтительно, что по существу все части стопки сжимаются до одной и той же временной высоты Н1. Временная высота Н1, таким образом, является минимальной высотой, до которой сжимаются по существу все части стопки. По существу, все части стопки могут, например, соответствовать, по меньшей мере, 85% панельной области стопки, предпочтительно, по меньшей мере, 90%, наиболее предпочтительно, по меньшей мере, 95%.
Понятно, что для сжатия каждой части стопки для получения временной высоты Н1 может быть необязательно прилагать сжимающее давление непосредственно на каждую часть стопки, например, на всю панельную область стопки. Возможно, каждая часть стопки может принимать временную высоту Н1 путем приложения сжимающего давления только на некоторые части стопки, поскольку это приложение давления может быть образовано таким образом, который не повреждает бумажный материал салфеток. Предпочтительно нанесение сжимающего давления возникает на, по меньшей мере, 50% панельной области стопки.
Предпочтительно, каждую часть стопки сжимают до временной высоты Н1 путем приложения сжимающего давления на каждую часть стопки. Например, сжимающее давление может быть приложено по всей панельной области стопки, где по существу вся панельная область может соответствовать, по меньшей мере, 85% панельной области стопки, предпочтительно, по меньшей мере, 90%, наиболее предпочтительно, по меньшей мере, 95%. Предпочтительно, сжимающее давление может быть приложено по всей панельной области (100%) стопки.
Предпочтительно, с1 может превышать 0,30, предпочтительно, превышать 0,45, наиболее предпочтительно, превышать 0,60. Предпочтительно, с1 может быть менее 0,90, предпочтительно, менее 0,85.
Предпочтительно, с1 может составлять от 0,30 до 0,90, предпочтительно, от 0,45 до 0,90, наиболее предпочтительно, от 0,60 до 0,85.
Термин «бумажная салфетка» здесь следует понимать как мягкую абсорбирующую бумагу, имеющую массу ниже 65 г/м2, обычно от 10 до 50 г/м2. Ее плотность обычно составляет менее 0,60 г/см3, предпочтительно, менее 0,30 г/см3, более предпочтительно, от 0,08 до 0,20 г/см3.
Волокна, содержащиеся в бумажной салфетке, являются, в основном, целлюлозными волокнами из химической, механической, термомеханической, химико-механической и/или химико-термо-механической целлюлозы (СТМР). Бумажная салфетка также может содержать другие виды волокон, повышающих, например, прочность, впитывание или мягкость бумаги.
Абсорбирующий бумажный материал салфеток может содержать переработанные или новые волокна, или их комбинацию.
В соответствии с предложенным выше способом, абсорбирующий бумажный материал салфеток может быть материалом сухого крепирования, структурированным материалом салфеток или может быть комбинацией, по меньшей мере, материала сухого крепирования и, по меньшей мере, структурированного материала салфеток.
Структурированный материал салфеток является бумажным полотном салфеток с трехмерной структурой.
Указанный структурированный материал салфеток может быть TAD материалом (полученным путем сквозной воздушной сушки), UCTAD материалом (некрепированным, полученным путем сквозной воздушной сушки), ATMOS (полученным с помощью усовершенствованной системы формования), NTT или комбинацией любых из этих материалов.
Комбинированный материал является бумажным материалом салфеток, содержащим, по меньшей мере, два слоя, где один слой образован из первого материала, а второй слой образован из второго материала, отличного от указанного первого материала.
Опционально, указанный бумажный материал салфеток может быть комбинированным материалом, содержащим, по меньшей мере, один слой структурированного бумажного материала салфеток и, по меньшей мере, один слой материала сухого крепирования. Предпочтительно, слой структурированного бумажного материала салфеток может быть слоем TAD или ATMOS материала. В частности, комбинация может состоять из структурированного материала салфеток и материала сухого крепирования, предпочтительно, состоять из одного слоя структурированного бумажного материала салфеток и одного слоя материала сухого крепирования, например, указанная комбинация может состоять из одного слоя TAD или ATMOS материала и одного слоя материала сухого крепирования.
Пример TAD известен из US 5 5853 547, ATMOS - из US 7 744 726, US 7 550 061 и US 7 527 709, а UCTAD - из ЕР 1 156 925.
Опционально, комбинированный материал может содержать материалы, отличные от указанных выше, таких как, например, нетканый материал.
Альтернативно, бумажный материал салфеток не содержит нетканого материала.
Согласно одной альтернативе, этап сжатия каждой части стопки в направлении высоты (Н) для получения временной высоты Н1 может быть образован путем по существу одновременного сжатия всех частей стопки до временной высоты Н1.
Например, это может быть достигнуто путем сжатия стопки по ее высоте Н между двумя по существу плоскостными поверхностями, при этом каждая плоскостная поверхность имеет размеры, превышающие область панельной поверхности (L x W).
По одной альтернативе этап сжатия каждой части стопки в направлении высоты (Н) для получения временной высоты Н1 может быть образован путем последовательного сжатия каждой части стопки до временной высоты.
Последовательное сжатие каждой части стопки до временной высоты может быть образовано путем, например, подачи стопки через наклонный канал или область прессовки.
По одной альтернативе этап сжатия каждой части стопки в направлении высоты (Н) для получения временной высоты Н1 выполняется в то время, пока стопка неподвижна.
Например, стопка может быть неподвижной, опираясь на одну из ее концевых поверхностей на по существу горизонтальной опорной поверхности, поверх которой располагается перемещающийся сжимающий узел для образования сжатия каждой части стопки. Указанный перемещающийся сжимающий узел может быть, например, узлом, выполняющим по существу одновременное сжатие всей стопки, например, путем вертикального перемещения по существу плоскостной поверхности. Перемещающийся сжимающий узел в другом примере может быть узлом для последующего сжатия каждой части стопки до временной высоты, например, по меньшей мере, частично горизонтально перемещающимся роликом, проводимым по концевой поверхности стопки для последовательного сжатия каждой части стопки.
По одной альтернативе этап сжатия каждой части стопки в направлении высоты (Н) для получения временной высоты Н1 выполняется во время перемещения стопки, предпочтительно, в то время, пока стопка расположена на перемещаемой опоре. Такая перемещаемая опора может быть, например, конвейерной лентой.
Варианты образования, в которых сжатие выполняется в то время, пока стопка перемещается, могут особенно подходить для использования в линейном производственном процессе.
Перемещаемая стопка может быть совмещена со сжатием, выполняемым путем по существу одновременного сжатия всей стопки. Например, стопку можно перемещать через параллельный канал, продолжающийся за пределы измерения стопки в направлении перемещения, для по существу одновременного сжатия всей стопки. В этом случае вся стопка может быть по существу одновременно сжата, по меньшей мере, когда вся стопка расположена в параллельном канале.
Последовательное сжатие каждой части стопки может быть образовано многими различными способами. Предпочтительно последовательное сжатие может быть образовано при перемещении стопки. Например, предпочтительно, перемещаемая стопка может быть перемещена через область прессовки для последовательного сжатия каждой части стопки до временной высоты Н1.
Опционально, перемещаемая стопка может быть перемещена через наклонный канал для последовательного сжатия каждой части стопки до временной высоты Н1.
Опционально, этап сжатия каждой части стопки в направлении высоты (Н) для принятия временной высоты Н1 образован с возможностью поддержания высоты Н1 в течение периода времени (delta), превышающего 0, но менее 10 мин., предпочтительно, менее 60 с., наиболее предпочтительно, менее 20 с.
Понятно, что временная высота Н1 должна поддерживаться в течение периода времени, превышающего 0, то есть, сжатие должно быть, хотя бы кратковременное. Например, период времени может составлять более 0,1 с.
Для того, чтобы сжатие до временной высоты не повлияло негативно на бумажный материал салфеток, период времени (delta) может составлять от 0 с до 10 мин, предпочтительно, от 0,1 с до 60 с, наиболее предпочтительно, от 4 с до 20 с.
При применении в поточном производственном процессе в общем желательно сохранять период времени максимально коротким для сохранения скорости производства.
При определении периода времени (delta) в способе рассматриваемый период времени является временем, за которое первая часть стопки достигает высоты ((H1+H0)/2), и пока та же часть стопки снова не достигнет той же высоты ((H1+H0)/2).
Опционально, этап образования стопки включает: образование заготовки абсорбирующего бумажного материала салфеток, при этом указанная заготовка содержит бумажный материал салфеток для, по меньшей мере, двух соответствующих стопок, и разрезание указанной заготовки для образования стопки.
Способ может включать образование заготовки, содержащей, по меньшей мере, две соответствующие стопки, и вырезание стопки из заготовки. Для образования такой заготовки абсорбирующий бумажный материал салфеток сгибают для образования панелей заготовки, при этом каждая область панели заготовки соответствует, по меньшей мере, двум панельным областям стопки, расположенным бок о бок. Заготовка может содержать, по меньшей мере, две стопки, предпочтительно, по меньшей мере, 6 стопок. Обычно заготовка содержит менее 13 стопок.
Этап разрезания заготовки для образования стопки может быть образован между любыми из вышеуказанных этапов способа. Опционально, разрезание также может происходить до или после сжатия стопки до временной высоты Н1. Также разрезание может быть образовано до или после нанесения упаковки на стопку. При образовании разрезания после нанесения упаковки указанная упаковка может быть разрезана для подгонки к стопке на том же этапе способа.
Предпочтительно, заготовку сжимают до временной высоты Н1, после чего упаковку заготовки, продолжающуюся по длине указанной заготовки, наносят на указанную заготовку, и после этого упаковку заготовки и указанную заготовку разрезают для образования пачек, содержащих стопку и ее упаковку.
Упаковка может быть оберткой, окружающей стопку, по меньшей мере, в направлении высоты стопки, предпочтительно, указанная упаковка может быть оберточной полоской.
Предпочтительно, упаковка образована из материала, демонстрирующего прочность на разрыв S(pack) вдоль высоты H стопки, составляющую менее 10 кН/м2.
Прочность на разрыв материалов, как описано здесь, получают способом ISO 1924-3. Соответствующая прочность на разрыв материала является прочностью в направлении его разрыва, которое продолжается в направлении высоты упаковки. Это может быть машинным направлением MD или поперечным направлением CD упаковочного материала.
Благодаря уменьшенной силе упругости, демонстрируемой стопками, полученной способом, описанным выше, возможно упаковывать стопку, имеющую относительно высокую плотность, в упаковочный материал, имеющий относительно низкую прочность, по сравнению с уровнем техники. Соответственно, доступно несколько материалов, удобных для использования в упаковке стопок, таких как, например, бумажные материалы и пластиковые пленки.
Упаковочный материал может полностью окружать стопку для полного вмещения стопки. Однако может быть предпочтительно только обернуть стопку оберточной полоской, оставляя, по меньшей мере, две противоположные боковые поверхности стопки непокрытыми.
Упаковка может быть предпочтительно образована одиночной упаковочной частью, такой как закрытая пачка или одиночная обертка, окружающая стопку. Упаковка, образованная одиночной упаковочной частью, может быть образована несколькими частями материала, соединенными вместе для образования одиночной упаковочной части. Например, окружающая обертка может быть образована двумя частями обертки, соединенными двумя запечатываниями для образования единой обертки. Однако упаковка также может быть образована, по меньшей мере, из двух упаковочных частей. Например, две или более отдельных лент, каждая из которых окружает стопку, расположенных на расстоянии друг от друга по длине L стопки, могут образовывать упаковку.
Для получения единого вида стопок, предпочтительно, чтобы упаковка при нанесении на стопку продолжалась по всей длине L и ширине W стопки, то есть, по всем концевым поверхностям стопки.
Прочность на разрыв материала должна быть выбрана таким образом, чтобы ее было достаточно для поддержания стопки в сжатом состоянии.
Упаковка предпочтительно может быть из материала, демонстрирующего прочность S(pack) на разрыв в направлении высоты Н стопки, составляющую, по меньшей мере, 1,5 кН\м2, предпочтительно, по меньшей мере, 2,0 кН/м2, наиболее предпочтительно, по меньшей мере, 4,0 кН/м2.
Предпочтительно упаковка может быть образована из бумаги, нетканого или пластикового материала. Упаковочный материал может быть выбран таким образом, чтобы он был перерабатываемым вместе с абсорбирующим бумажным материалом салфеток пачки. Например, упаковка может быть полиэтиленовой или полипропиленовой пленкой, пленкой на основе крахмала (PLA) или бумажным материалом, например, бумагой с покрытием или без покрытия.
Опционально, способ может включать закрывание упаковки для окружения стопки с помощью запечатывания.
Запечатывание должно быть выбрано для поддержания упаковки в закрытом состоянии. Соответственно, запечатывание должно быть способно сопротивляться силе упругости, прилагаемой стопкой к упаковке.
Запечатывание может быть адгезивным запечатыванием. Предпочтительно, адгезивное запечатывание должно быть таким, чтобы оно могло развивать достаточную прочность для сохранения стопки в сжатом состоянии в период времени, удобный для использования в процессе производства. Такой период времени может максимально составлять 30 секунд или, предпочтительно, 10 секунд. Подходящие адгезивы могут быть термоплавкими адгезивами, включая, без ограничения, традиционные термоплавкие адгезивы и чувствительные к давлению термоплавкие адгезивы.
Альтернативно, запечатывание может быть ультразвуковым запечатыванием или термозапечатыванием.
Опционально, бумажный материал салфеток в стопке может быть несплошным материалом. Несплошной материал означает материал, разрезаемый для образования отдельных листов бумажного материала салфеток, например, каждый лист может иметь размер, подходящий для образования салфеток.
В стопке отдельные листы несплошного материала могут быть расположены отдельным образом. Например, индивидуальные листы могут быть отдельно штабелированы, один на другом для образования стопки. В качестве одной альтернативы, каждый такой индивидуальный лист может образовывать панель. В другом альтернативном варианте каждый такой индивидуальный лист может быть согнут, и указанные согнутые листы могут быть отдельно штабелированы для образования указанной стопки.
В стопке отдельные листы несплошного материала могут быть альтернативно расположены, образуя непрерывное полотно.
«Непрерывное полотно» означает здесь материал, который может подаваться непрерывным образом подобно ленточному материалу, например, когда бумажный материал салфеток вытягивают из диспенсера.
Для образования непрерывного полотна из несплошного материала, содержащего индивидуальные листы, указанные индивидуальные листы могут быть вложены друг в друга, так что вытягивание первого листа предполагает вытягивание второго, последующего листа с первым листом.
Опционально, бумажный материал салфеток в стопке может быть непрерывным материалом. Непрерывный материал может быть разделен на индивидуальные листы при и после их выдачи. Например, непрерывный материал может быть автоматически разрезан для образования индивидуальных листов в обозначенном диспенсере, содержащем режущую конструкцию. Опционально, непрерывный материал может содержать ослабленные линии, предусмотренные для разделения непрерывного полотна материала на индивидуальные листы при разделении по ослабленным линиям. Предпочтительно, такие ослабленные линии могут содержать линии перфорации.
Указанная стопка может содержать одиночный непрерывный материал. Опционально, стопка может содержать два или более непрерывных материалов, согнутых вместе для образования стопки.
Непрерывный материал по существу образует непрерывное полотно, так что вытягивание любого материала для образования первого листа всегда подразумевает, что материал, образующий второй, последующий лист, вытягивается вместе с первым листом.
Опционально стопка является стопкой согнутого абсорбирующего бумажного материала салфеток, в случае чего указанная стопка предпочтительно содержит линии сгиба, продолжающиеся по длине (L) стопки. Соответственно, абсорбирующий бумажный материал салфеток сгибают для образования панелей, имеющих ширину W и длину L стопки. Предпочтительно, линии сгиба согнутого бумажного материала салфеток продолжаются по длине L стопки. Обычно линии сгиба абсорбирующего бумажного материала салфеток могут, по меньшей мере, частично образовывать стороны стопки, продолжающиеся по ее длине L и высоте Н.
Как понятно из вышеуказанного, стопка согнутого бумажного материала салфеток может быть образована из несплошного бумажного материала салфеток, также как из непрерывного бумажного материала салфеток.
Бумажный материал салфеток может быть согнут различным образом для образования стопки, например, Z-образно, С-образно, V-образно или М-образно.
Предпочтительно, стопка может содержать, по меньшей мере, одно непрерывное полотно, согнутое Z-образным путем.
Опционально стопка может содержать, по меньшей мере, два непрерывных полотна, согнутых Z-образным путем, для вложения друг в друга.
Опционально стопка может содержать первое непрерывное полотно материала, разделенное на индивидуальные листы с помощью ослабленных линий, и второе непрерывное полотно материала, разделенное на индивидуальные листы ослабленными линиями, при этом указанные первое и второе непрерывные полотна материала вложены друг в друга для образования стопки, при этом первое и второе непрерывные полотна материала расположены так, что ослабленные линии первого непрерывного полотна материала и ослабленные линии второго непрерывного полотна материала смещены относительно друг друга вдоль непрерывного полотна материалов.
Опционально первое непрерывное полотно материала и второе непрерывное плотно материала могут быть соединены друг с другом в нескольких точках вдоль непрерывного полотна материалов, предпочтительно, точки могут быть равномерно распределены вдоль полотна материалов.
Предпочтительно и длина L, и ширина W стопки превышают 67 мм, предпочтительно, превышают 70 мм.
Во втором объекте обеспечено устройство для образования пачки, содержащей стопку абсорбирующего бумажного материала салфеток и упаковку, при этом указанная упаковка образована с возможностью поддержания стопки в сжатом состоянии при выбранной упаковочной высоте Н0, при этом устройство содержит:
- стопку, образующую элементы для образования стопки абсорбирующего бумажного материала салфеток, при этом бумажный материал салфеток образует панели, имеющие длину (L) и ширину (W), перпендикулярную длине (L), при этом панели штабелированы друг на друга для образования высоты (Н), продолжающейся между первой концевой поверхностью и второй концевой поверхностью стопки;
- сжимающий узел для сжатия указанной стопки в направлении высоты (Н) до сжатой высоты Н1, составляющей с1 х Н0, где с1 составляет от 0,30 до 0,95, так что каждая часть стопки подвергается сжимающему давлению РС, составляющему, по меньшей мере, 1 кПа; и
- упаковочный узел для нанесения упаковки на стопку для поддержания указанной стопки при выбранной высоте Н0 в пачке.
Приложение сжимающего давления РС во многих практических применениях приводит к плотностям стопки, соответствующим плотностям, указанным в отношении описанного выше способа. Опционально, сжимающее давление может, по меньшей мере, составлять 1,5 кПа, предпочтительно, по меньшей мере, 2 кПа.
Опционально, с1 составляет от 0,30 до 0,90, предпочтительно, от 0,45 до 0,90, наиболее предпочтительно, от 0,60 до 0,85.
Опционально, сжимающий узел образован с возможностью по существу одновременного сжатия всех частей стопки до временной высоты Н1.
Опционально, сжимающий узел образован с возможностью последовательного сжатия каждой части стопки до временной высоты Н1.
Опционально, сжимающий узел содержит подающие элементы для подачи стопки через наклонный канал или область прессовки.
Опционально, сжимающий узел образован с возможностью сжатия, пока стопка неподвижна.
Опционально, сжимающий узел образован с возможностью сжатия, пока стопка перемещается, предпочтительно, указанное устройство содержит перемещаемую опору для стопки.
Опционально, сжимающий узел образован с возможностью поддержания высоты Н1 в течение времени, превышающем 0, но менее 20 с, предпочтительно, менее 60 с, наиболее предпочтительно, менее 10 мин.
Опционально, элементы образования стопки содержат:
- элементы образования заготовки для образования заготовки абсорбирующего бумажного материала салфеток, при этом указанная заготовка содержит бумажный материал салфеток для, по меньшей мере, двух соответствующих стопок, и
- режущие элементы для разрезания указанной заготовки для образования стопки.
В третьем объекте обеспечена пачка, содержащая стопку и упаковку по описанному выше способу.
Возможности и преимущества, раскрытые в отношении вышеописанного способа, равным образом применимы к устройству и пачке.
Краткое описание чертежей
Предложенный способ и устройство далее описаны со ссылкой на сопровождающие схематичные чертежи, на которых:
Фиг. 1 - схематичный вид пачки, содержащей стопку бумажного материала салфеток и упаковку;
Фиг. 2а - схематичный вид варианта образования способа обеспечения пачки, содержащей стопку бумажного материала салфеток и упаковку;
Фиг. 2b - схематичный вариант способа по Фиг. 2а;
Фиг. 3а-3с - схематичный вид варианта образования способа сжатия стопки по способу по Фиг. 2;
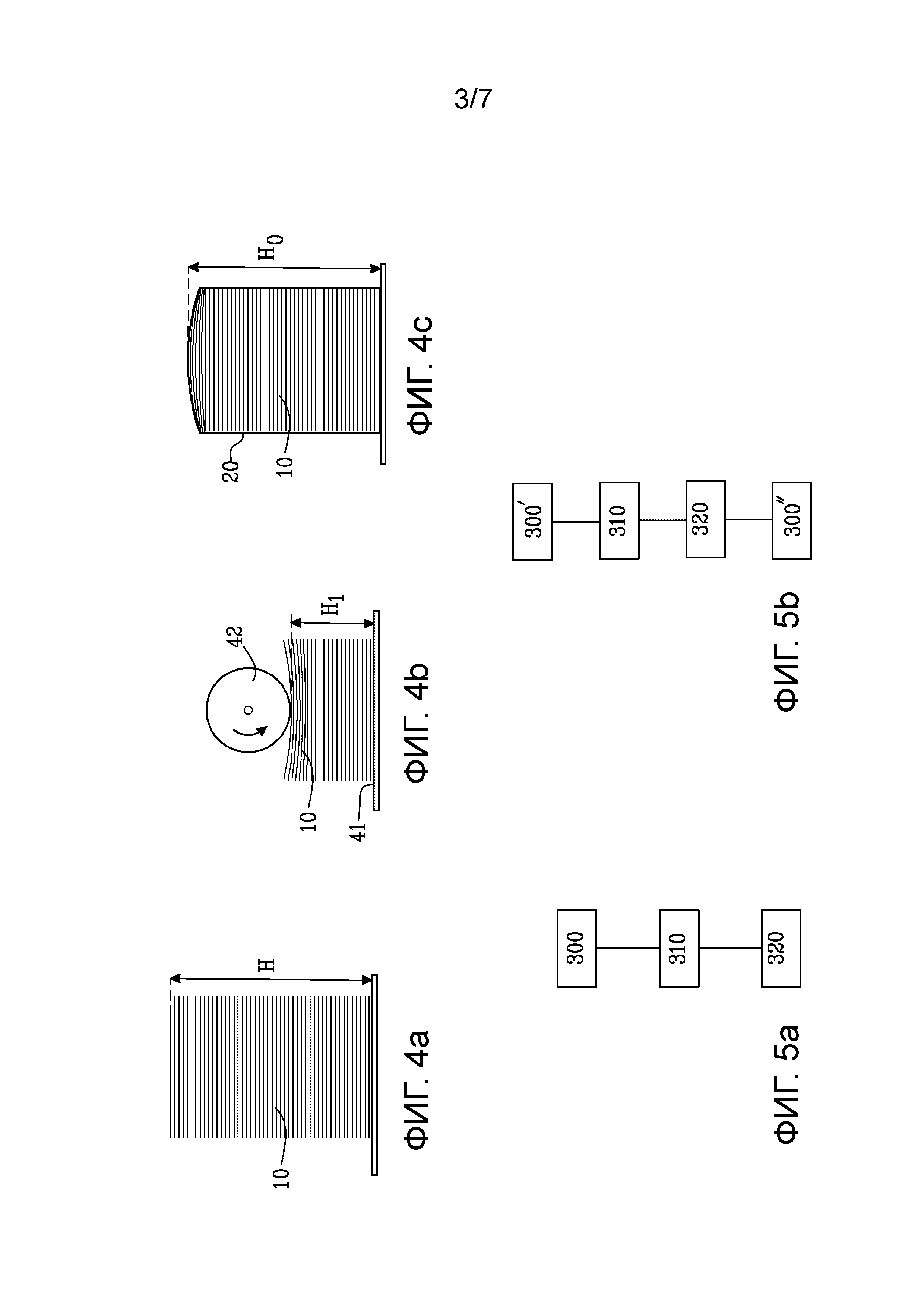
Фиг. 4а-4с - другой схематичный вариант образования способа сжатия стопки по способу по Фиг. 2;
Фиг. 5 - схематичный вариант образования устройства для обеспечения пачки, содержащей стопку бумажного материала салфеток и упаковку;
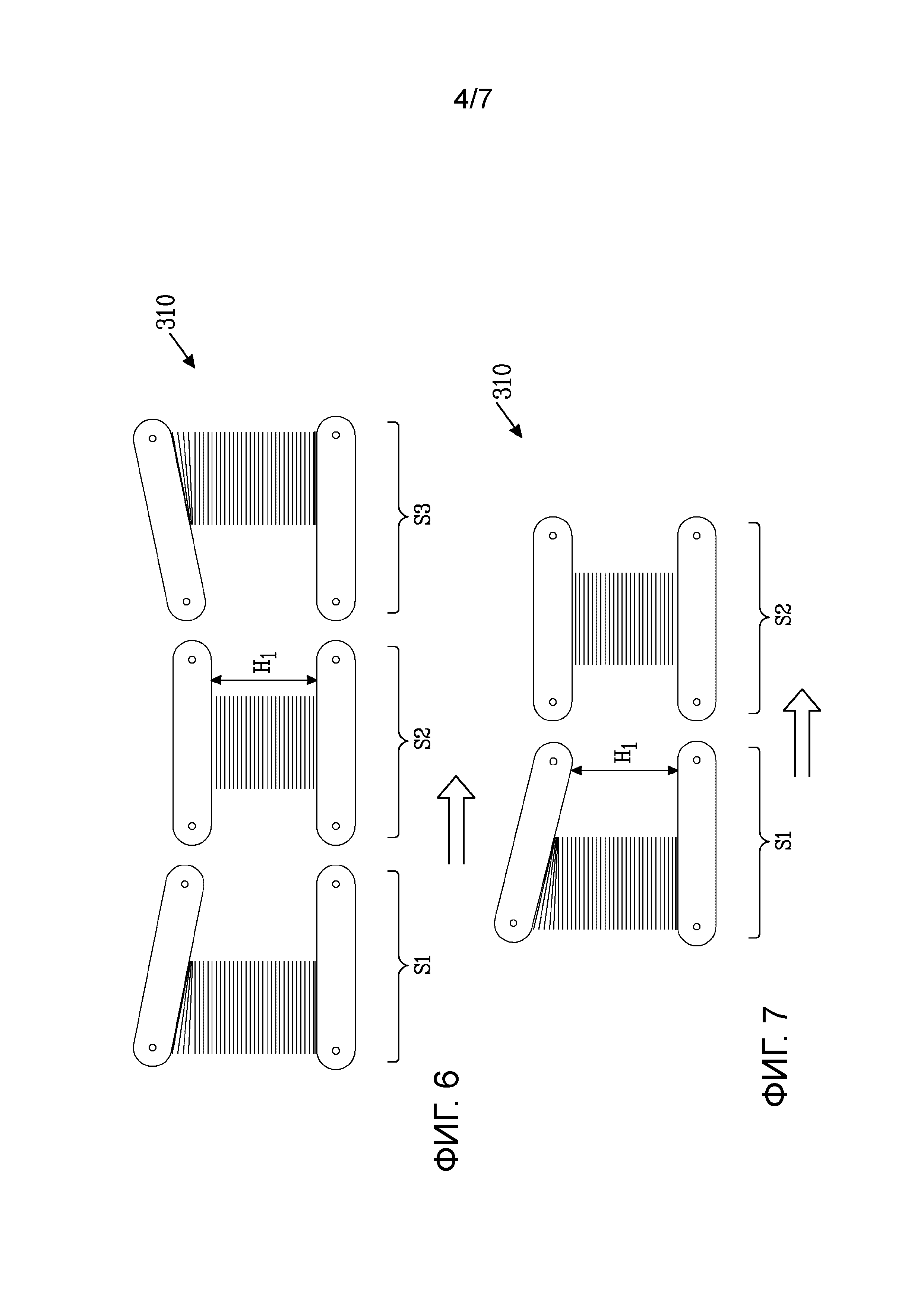
Фиг. 6 - схематичный вариант образования сжимающего стопку узла в устройстве по Фиг. 5;
Фиг. 7 - схематичный вид другого варианта образования сжимающего стопку узла в устройстве по Фиг. 5;
Фиг. 8 - график, демонстрирующий давление, требуемое для получения стопки выбранной плотности для различных бумажных материалов салфеток;
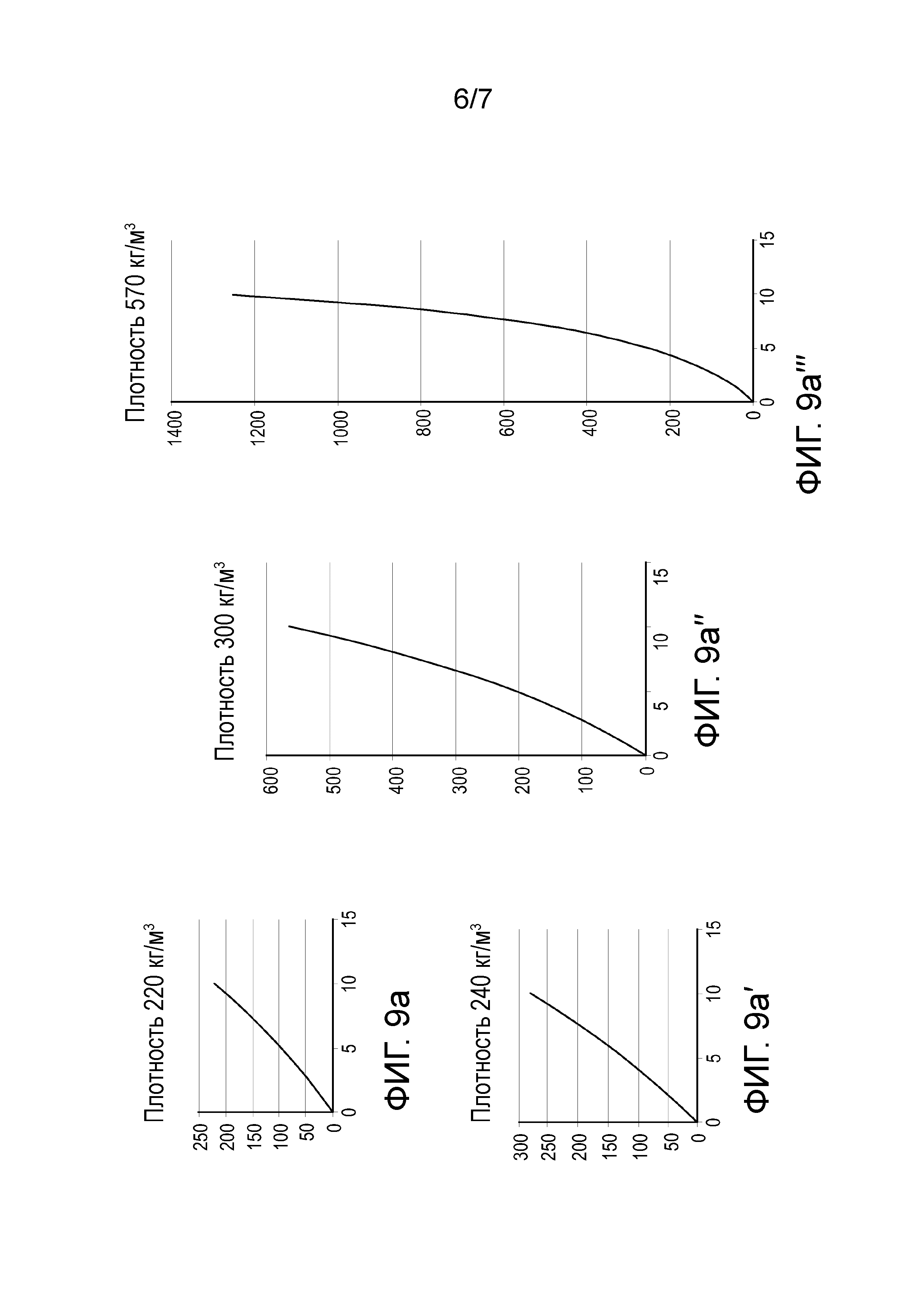
Фиг. 9а - 9а''' - графики, демонстрирующие результат измерений нагрузки поршня, оказываемой на пачку;
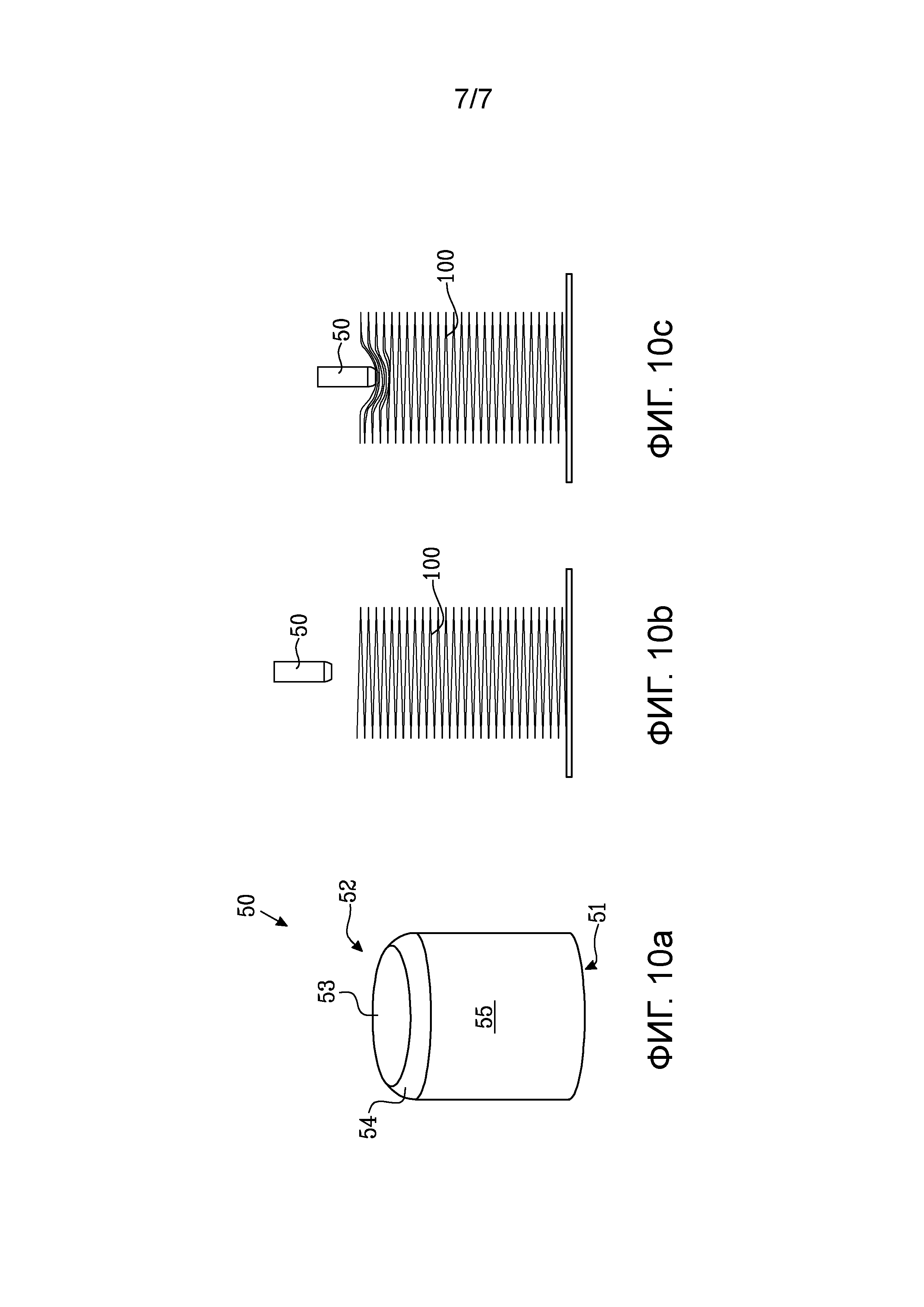
Фиг. 10 - схематичный вид испытательного оборудования для измерения нагрузки поршня.
Подробное описание предпочтительных вариантов образования
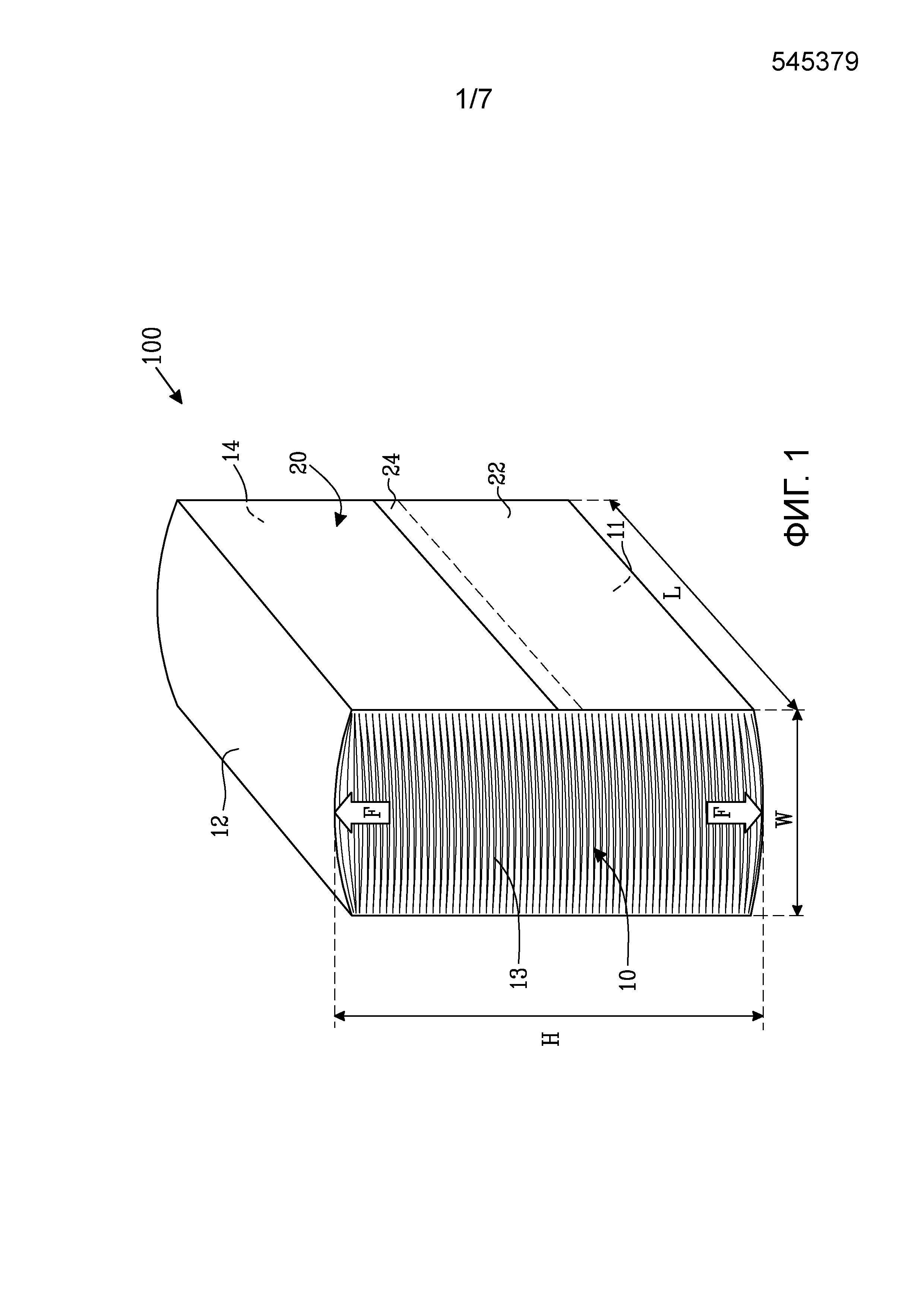
На Фиг. 1 схематично показан вариант образования пачки 100, содержащей стопку 10 абсорбирующего бумажного материала салфеток и упаковку 20.
В стопке 10 абсорбирующий бумажный материал салфеток образует панели, имеющие длину L и ширину W, перпендикулярную длине L. Указанные панели штабелированы друг на друге для образования высоты Н, продолжающейся между первой концевой поверхностью 11 и второй концевой поверхностью 12 указанной стопки 10.
На Фиг. 1 абсорбирующий бумажный материал салфеток является непрерывным полотном материала, согнутым зигзагообразно, так что линии сгиба продолжаются по длине L стопки, и расстояние между линиями сгиба вдоль полотна материала соответствует ширине W указанной стопки.
Упаковка 20 окружает указанную стопку 10 для поддержания указанной стопки 10 в сжатом состоянии в пачке 100. Соответственно, указанная стопка 10, стремящаяся к расширению, прилагает усилие F в направлении высоты Н стопки, к упаковке 20. Указанное усилие F вызывает вздувание наружу упаковки, так что нижняя и верхняя поверхности упаковки, соответствующие первой концевой поверхности 11 и второй концевой поверхности 12 стопки, принимают изогнутый вид.
Для поддержания стопки 10 в сжатом состоянии упаковка 20 окружает указанную стопку, по меньшей мере, по направлению высоты Н стопки 10.
В варианте образования, показанном на Фиг. 1, упаковка 20 продолжается по существу по всей длине L и ширине W стопки. Это может быть предпочтительным в том, что верхняя и нижняя поверхности 11, 12 пачки 100 могут удерживаться за одно целое для обеспечения стандартного вида пачки 100. Возможно, в других вариантах образования упаковка 20 может продолжаться только по части или частям длины L стопки. Однако такие варианты образования привели бы к вздуванию верхней и нижней поверхностей 11, 12 стопки различным образом в областях, покрытых упаковкой, а не в областях, не покрытых упаковкой, и, следовательно, более неправильному виду стопки 10.
В варианте образования, показанном на Фиг. 1, упаковка 20 образована в форме оберточной полоски 22, окружающей стопку, как видно в плане параллельно ее направлениям ширины W и высоты Н. Указанная упаковка 20 покрывает верхнюю и нижнюю поверхности 11, 12 стопки, а также покрывает переднюю и заднюю поверхности, но указанная упаковка 20 не покрывает боковые концевые поверхности 13, 14. Оберточные полоски предпочтительны в том, что их легко наносить во время производства, а также удалять перед использованием стопки. Однако также понятно, что упаковка 20 образует закрытый корпус, покрывающий также боковые концевые поверхности 13, 14.
Оберточная полоска 22 в показанном варианте образования закрыта запечатыванием 24. На Фиг. 1 запечатывание 24 образует линию запечатывания, продолжающуюся в направлении длины упаковки. Указанное запечатывание 24 может быть предпочтительно образовано адгезивом, таким как термоплавкий адгезив.
Альтернативно запечатывание 24 может быть образовано другими подходящими средствами для запечатывания материала упаковки, такими как термозапечатывание или ультразвуковое запечатывание.
Упаковка может быть образована из любых упаковочных материалов, указанных выше. Предпочтительно, указанная упаковка образована из бумажного материала, который может быть вторично переработан вместе с бумажным материалом салфеток в стопке.
Например, упаковка может быть из материала ʺPuro Performanceʺ от SCA Hygiene products, например, с поверхностной плотностью 60 г/м2. Подходящий упаковочный материал может быть выбран в зависимости от требований к его прочности на разрыв.
Понятно, что упаковка 20 поддерживает стопку 10 при выбранной упаковочной высоте Н0 (измеряемой как указано ниже). Соответственно, упаковочный материал, в этом примере - оберточная полоска 22 и запечатывание 24 должны быть выбраны и образованы для возможности сопротивления усилию F, прилагаемому стопкой 10 к упаковке 20.
Указанное усилие F образуется при сгибании и сжатии бумажного материала салфеток и иногда обозначается как сила упругости стопки. Из уровня техники известно, что сила упругости возрастает с усилением сжатия стопки в направлении высоты Н.
Как объясняется выше, известно, что сила упругости, возрастающая при усилении сжатия стопки, вызывает проблемы, например, когда доходит до нанесения упаковки на стопку.
На Фиг. 2а схематично показан способ образования пачки 100, содержащей стопку 10 абсорбирующего бумажного материала салфеток и упаковку 20.
Способ включает этап 200 образования стопки 100 из абсорбирующего бумажного материала салфеток. Для этого может использоваться любой традиционный способ образования стопки. Например, стопка может быть образована путем сгибания полотна материала в панели, штабелированные друг на друга для образования стопки. Стопка, изначально образованная на этапе 200, получает номинальную высоту Н.
Высота может быть выбрана свободным образом. Однако высота Н с использованием традиционных способов образования стопки может превышать выбранную упаковочную высоту Н0. Это происходит из-за того, что традиционные способы образования стопки не образуют плотности стопки, достигающие выбранных упаковочных плотностей D0, определенных выше для различных бумажных материалов салфеток.
На втором этапе 210 каждую часть стопки сжимают в направлении высоты Н для получения временной высоты Н1.
На третьем этапе 220 упаковку 20 наносят на стопку 10. Упаковка 20 образована с возможностью поддержания стопки 10 в сжатом состоянии, в котором стопка 10 принимает упаковочную высоту Н0.
Временная высота Н1 составляет с1 х Н0, где с1 составляет от 0,30 до 0,95.
Задачей второго этапа 210 при сжатии каждой части стопки до временной высоты Н1 в образованной упаковке заключается в сокращении усилия F, прилагаемого полученной стопкой, имеющей высоту Н0, к упаковке.
Н0 выбрана таким образом, что конечная стопка, поддерживаемая в упаковке 20, имеет плотность D0, определенную выше для различных бумажных материалов салфеток.
Соответственно, получена пачка, содержащая стопку 10, имеющую относительно высокую плотность D0, но относительно низкую силу F упругости, по сравнению с другими стопками 10 того же бумажного материала салфеток со сходной плотностью D0.
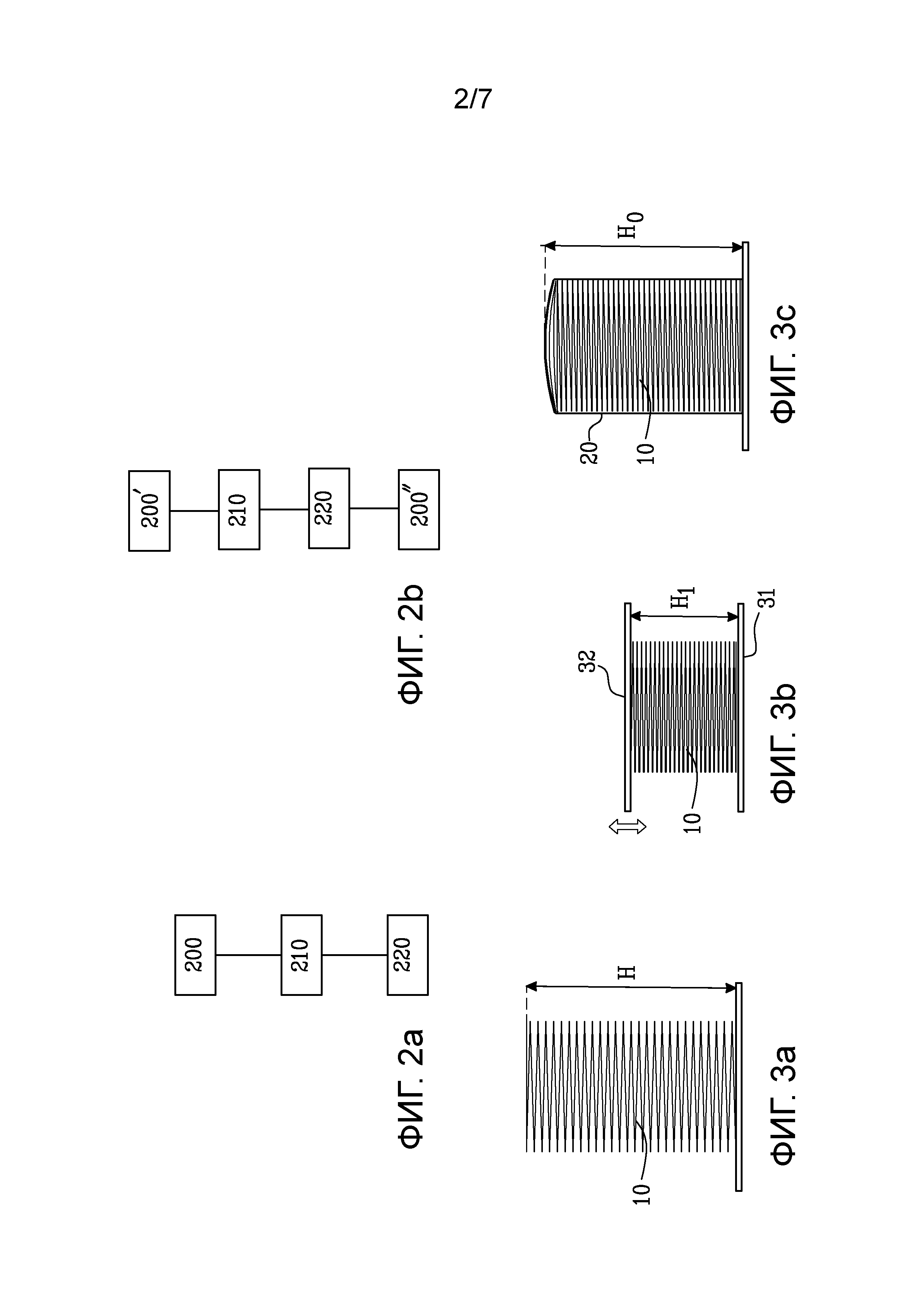
На Фиг. 2b схематично показан вариант способа по Фиг. 2а, в котором первый этап 200 образования стопки включает образование заготовки абсорбирующего бумажного материала салфеток, при этом указанная заготовка содержит бумажный материал салфеток для образования, по меньшей мере, двух соответствующих стопок, и разрезание указанной заготовки для образования стопки 10.
Предпочтительно заготовка может быть образована на этапе 200' образования первой стопки. После этого каждую часть заготовки могут сжимать до временной высоты Н1 на этапе 210 и наносить упаковку на этапе 220. Наконец, во время процедуры 200ʺ образования второй стопки заготовку разрезают для образования указанных стопок 10. В другом альтернативном варианте заготовку могут разрезать для образования стопок 10 до этапа 220 нанесения упаковки.
Этап 220 нанесения упаковки 20 на стопку 10 может быть образован в любое подходящее время в процессе производства. Например, упаковку 20 можно удобным образом нанести во время сжатия стопки 10 до временной высоты Н1. Альтернативно, упаковку 20 можно нанести во время сжатия стопки до любой высоты меньше упаковочной высоты Н0. При этом последующее высвобождение стопки 10 вызывает ее расширение внутри упаковки 20 для принятия упаковочной высоты Н0 в полученной пачке 100.
Опционально упаковку можно нанести только после того, как стопке 10 позволили расшириться до высоты Н0.
Кроме того, упаковку можно нанести, когда стопка имеет высоту, превышающую упаковочную высоту Н0, в случае чего упаковка может быть натянута, пока стопка 10 не примет упаковочную высоту Н0.
Когда способ включает образование заготовки, содержащей несколько стопок, непрерывный упаковочный материал, соответствующий нескольким стопкам, может быть нанесен на заготовку, после чего указанную заготовку разрезают вместе с непрерывной упаковкой для образования индивидуальных стопок, окруженных их индивидуальными упаковками.
Согласно предложенному здесь способу, каждую часть стопки 10 сжимают для получения временной высоты Н1.
Доступны различные альтернативы образования сжатия до временной высоты Н1.
На Фиг. 3а-3с схематично показан первый вариант способа сжатия стопки 10 до временной высоты Н1. На Фиг. 3а-3с стопка показана со стороны ее боковой поверхности (13, 14).
На Фиг. 3а схематично показана начальная стопка 10, имеющая высоту Н.
На Фиг. 3b показана стопка 10, когда каждая часть стопки 10 по существу одновременно сжата до временной высоты Н1. Для этого стопку 10 располагают между опорной поверхностью 31 и сжимающей поверхностью 32, расположенными параллельно и так, что расстояние, измеряемое перпендикулярно поверхностям 31, 32, является изменяемым. Обе из опорной поверхности 31 и сжимающей поверхности 32 имеют измерения поверхности, превышающие измерения панельной области (ширина W х длина L) стопки, так что поверхности 31, 32 могут одновременно сжимать всю стопку 10. Для сжатия стопки 10 до временной высоты Н1 расстояние между параллельными поверхностями 31, 32 изменяют для соответствия временной высоте Н1.
Упаковку 20 наносят на стопку 10, при этом пачка образована с возможностью поддержания стопки 10 при упаковочной высоте Н0, как показано на Фиг. 3с.
На Фиг. 4а-4с схематично показан второй вариант способа сжатия стопки 10 до временной высоты Н1.
На Фиг. 4а схематично показана начальная стопка 10, имеющая высоту Н.
На Фиг. 4b показана стопка 10, когда каждая часть стопки 10 последовательно сжата до временной высоты Н1. Для этого стопку 10 подают между перемещаемой опорной поверхностью 41, такой как конвейерная лента, и роликом 42, расположенным так, что его поворотная ось расположена параллельно опорной поверхности 41. Минимальное расстояние между наружной периферией ролика 42 и опорной поверхностью 41 должна соответствовать временной высоте Н1. Стопку 10, расположенную на перемещаемой опоре 41, подают через область прессовки, образованную между перемещаемой опорой 41 и роликом 42, так что каждая часть стопки последовательно принимает временную высоту Н1.
Ориентация стопки 10 относительно ролика 42 может меняться. Например, стопку можно подавать в таком направлении, что поворотная ось ролика 42 параллельна направлению L длины стопки 10, как показано на Фиг. 4а. В другом примере стопку можно подавать в таком направлении, что поворотная ось ролика 42 параллельна ширине W стопки 10.
После этого упаковку 20 наносят на стопку 10, при этом указанная упаковка образована с возможностью поддержания стопки 10 при упаковочной высоте Н0, как показано на Фиг. 4с.
Способ, показанный на Фиг. 4а-4с, может быть особенно предпочтительным для подачи заготовки (содержащей несколько соответствующих стопок) в направлении ее длины через область прессовки, образованную между роликом 42 и перемещаемой опорной поверхностью 41.
На Фиг. 5а схематично показан вариант образования устройства для образования пачки, содержащей стопку бумажного материала салфеток и упаковку, в соответствии со способом по Фиг. 2а.
Устройство содержит:
- элементы 300 образования стопки для образования стопки абсорбирующего бумажного материала салфеток, при этом указанный бумажный материал салфеток образует панели, имеющие длину (L) и ширину (W), перпендикулярную длине (L), при этом панели штабелированы друг на друга для образования высоты (Н), продолжающейся между первой концевой поверхностью и второй концевой поверхностью стопки;
- сжимающий узел 310 для сжатия стопки в направлении высоты (Н) до сжатой высоты Н1, равной с1 х Н0, где с1 составляет от 0,30 до 0,95, так что каждая часть стопки подвергается сжимающему давлению РС, составляющему, по меньшей мере, 1 кПа; и
- упаковочный узел 320 для нанесения упаковки на стопку для поддержания указанной стопки при выбранной высоте Н0 в пачке.
Функция элементов 300 образования стопки, сжимающего узла 310 и упаковочного узла 320 соответствует вышеприведенному описанию этапов способа.
На Фиг. 5b схематично показан вариант устройства по Фиг. 5а для образования способа, описанного по Фиг. 2b. Элементы 300 образования стопки содержат элементы 300' образования заготовки и элементы 300ʺ разрезания заготовки. Элементы 300' образования заготовки расположены по ходу перед сжимающим узлом 310 и упаковочным узлом 320. По ходу после упаковочного узла 320 расположены элементы 300ʺ разрезания заготовки. В другой альтернативе элементы 300ʺ разрезания заготовки могут быть расположены между сжимающим узлом 310 и упаковочным узлом 320.
Понятно, что упаковочный узел 320 может быть расположен в любом подходящем положении в устройстве, соответствующем этапу 220 нанесения упаковки, как описано выше по Фиг. 2а и 2b.
В устройстве доступны различные альтернативы образования узла 310, сжимающего стопку. В частности, сжимающий узел 310 может быть образован с возможностью сжатия стопки 10, в то время как стопка неподвижна, например, как показано на Фиг. 3а-3с, или в то время как стопка перемещается, например, как показано на Фиг. 4а-4с.
На Фиг. 6 схематично показан вариант образования сжимающего узла 310 для образования этапа 210 сжатия стопки 10 до временной высоты Н1. Сжимающий узел 310 содержит противоположно расположенные конвейерные ленты, между которыми стопку 10 подают дальше по ходу, как показано стрелкой слева направо на Фиг. 6. Стопка 10 должна быть расположена таким образом, что направление ее высоты продолжается между противоположными конвейерными лентами. На первом участке S1 конвейерных лент расстояние между противоположными конвейерными лентами постепенно сокращается, сжимая таким образом стопку, проходящую между лентами. Расстояние между противоположными конвейерными лентами сокращается по существу до временной высоты Н1. На втором участке S2 конвейерных лент расстояние между противоположными конвейерными лентами удерживается по существу постоянным, равным временной высоте Н1. На третьем участке S3 расстояние между противоположными конвейерными лентами может расширяться, чтобы позволить стопке 10 расшириться обратно от временной высоты Н1.
На Фиг. 7 схематично показан другой вариант образования сжимающего узла 310 для образования этапа 210 сжатия стопки 10 до временной высоты Н1. Сжимающий узел 310 содержит противоположно расположенные конвейерные ленты, между которыми подают стопку 10 дальше по ходу, как показано стрелкой слева направо на Фиг. 7. Стопка 10 должна быть расположена так, что направление ее высоты продолжается между противоположными конвейерными лентами. На первом участке S1 конвейерных лент расстояние между противоположными конвейерными лентами постепенно сужается, сжимая таким образом стопку, проходящую между лентами. Расстояние между противоположными конвейерными лентами принимает значение временной высоты Н1 в конце первого участка S1. На втором участке S2 конвейерных лент расстояние между противоположными конвейерными лентами уже превышает временную высоту Н1, как минимальную высоту, до которой сжимают каждую часть стопки.
Ориентация стопки относительно сжимающего узла может варьироваться.
Независимо от того, какой способ и соответствующий сжимающий узел 310 используется для сжатия стопки 10, понятно, что сжатие до временной высоты Н1 происходит за период времени delta, превышающий 0. Теоретически, отрезок времени delta, за который происходит сжатие до временной высоты Н1, может стремиться к нулю, то есть, > 0. На практике период времени delta, по меньшей мере, превышает 0,1 с.
В непрерывных производственных процессах период времени delta может быть, предпочтительно, менее 60 с, наиболее предпочтительно, менее 20 с. В этом случае период времени составляет менее, и обычно значительно менее 10 минут.
В производственных процессах с использованием аккумулятора период времени delta может быть более, чем в непрерывных производственных процессах, но предпочтительно все еще менее 10 минут.
При определении периода времени delta время может измеряться с момента, когда стопка впервые достигает высоты (Н0-Н1)/2, до того, как она достигает временной высоты Н1, пока стопка не достигнет высоты (Н0-Н1)/2 снова после принятия временной высоты Н0. Измерения могут быть образованы, например, с помощью высокоскоростной камеры.
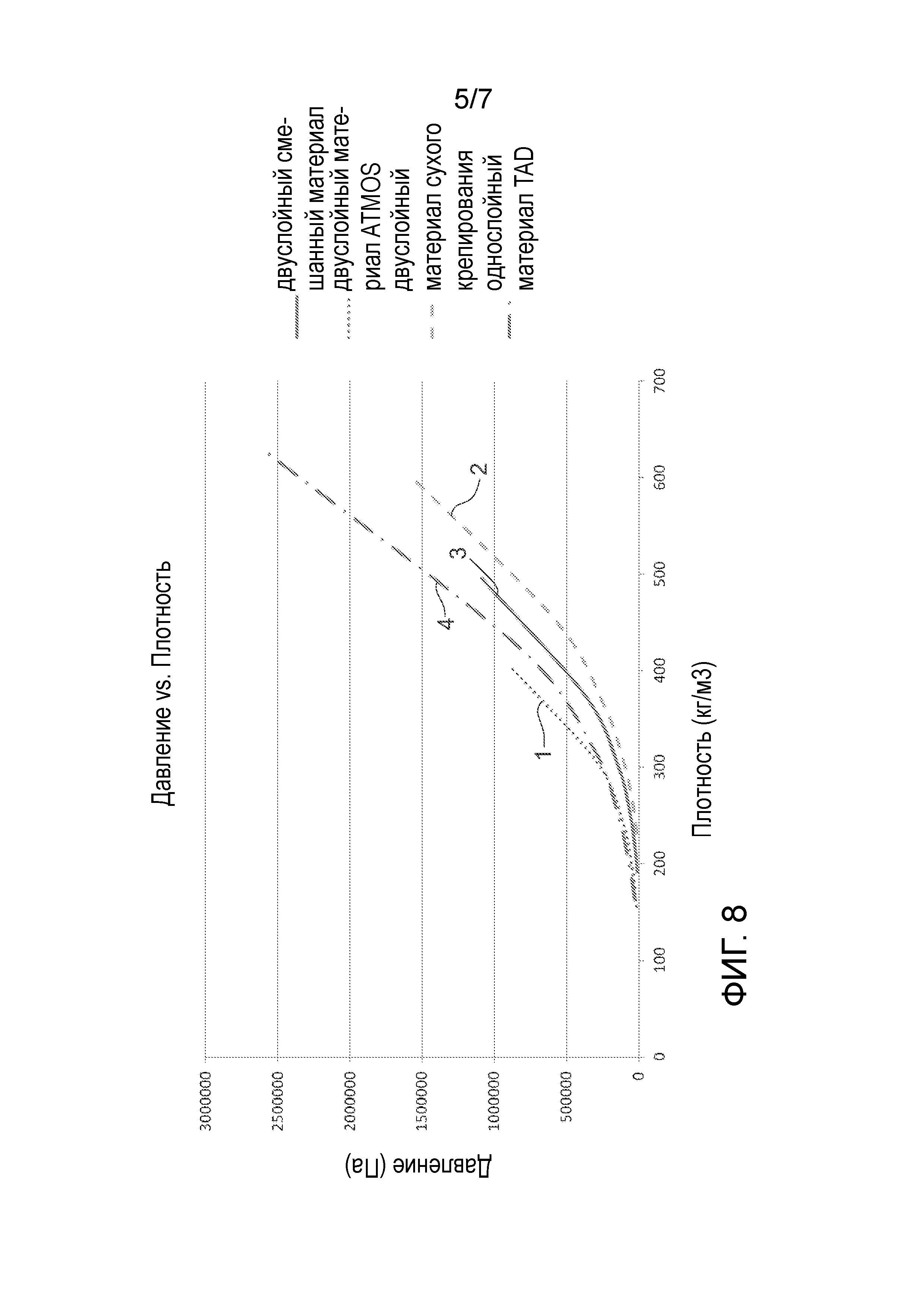
На Фиг. 8 показан график давления, требуемого для сжатия стопки, содержащей бумажный материал салфеток разного качества или разной плотности. Давление обозначается в Па, а плотность в кг/м3 (100 кг/м3=0,1 кг/дм3).
Протестированными бумажными материалами салфеток являются:
|
Бумажные материалы салфеток различного качества сформированы в стопки, имеющие длину и ширину, как обозначено в таблице выше. Линии сгиба продолжаются вдоль измерения длины L стопок.
Начальная плотность на Фиг. 8 получена при высоте стопок примерно 130 мм.
Каждая стопка расположена на горизонтально расположенной плоскостной опорной поверхности с размерами, превышающими длину и ширину L, W стопки, так что указанная стопка продолжается по существу перпендикулярно от опорной поверхности в по существу вертикальном направлении вдоль высоты Н стопки. По существу, плоскостная поверхность давления, также имеющая измерения, превышающие длину и ширину L, W стопки, образована для продолжения параллельно указанной опорной поверхности и возможности перемещения в указанном вертикальном направлении. Поверхность давления опущена к опорной поверхности, прилагая таким образом давление к стопке, сжатой между опорной поверхностью и поверхностью давления. Вертикальное расстояние между поверхностью давления и опорной поверхностью зарегистрировано, соответственно высоте Н стопки во время сжатия. Одновременно зарегистрировано усилие, требуемое для давления поверхностью давления в направлении опорной поверхности, при этом усилие требуется для сжатия стопки до соответствующей высоты Н. Наконец, зарегистрированные измерения усилия и высоты переведены в соответствующие показатели давления и плотности стопки с использованием измерений длины L и ширины W, а также веса стопки.
Результаты по Фиг. 8 показывают для каждой выбранной упаковочной плотности D0 требуемое давление РС для получения этой упаковочной плотности D0 для тестируемого бумажного материала салфеток. Сходным образом, для каждой временной плотности D1 (соответствующей временной высоте Н1) найдено давление РС, требуемое для получения этой временной плотности D1.
Соответственно, для образования способа, как описано выше, для стопки выбранного бумажного материала салфеток, кривая давление - плотность, показанная на Фиг. 8, может быть верной для выбранного бумажного материала салфеток, вида салфеток и типа стопки, и показателя давления и/или высоты, требуемые для образования способа с такой стопкой, могут быть взяты на кривой давление - плотность.
На Фиг. 9а-9а''' показан результат образования измерений нагрузки поршня в соответствии со способом, раскрытым ниже, на образце пачки. На кривой нагрузки поршня усилие F (Н), требуемое для давления поршнем на пачку, выбранное расстояние - уровень нагрузки - от номинальной высоты Н0 пачки нанесено на график относительно указанного уровня нагрузки, как раскрыто в способе ниже.
Бумажный материал салфеток в образце пачки является комбинированным материалом, состоящим из одного слоя материала сухого крепирования и одного слоя материала ATMOS. Бумажный материал салфеток доступен под артикульным номером 120288 SCA Hygiene products (качество 3, как указано выше).
Упаковка образована в форме оберточной полоски, продолжающейся по всей длине и ширине стопки. Оберточная полоска состоит из двух частей, соединенных в двух отдельных точках по длине L пачки термоплавким адгезивом. Упаковочный материал - ʺPuro Performanceʺ от SCA Hygiene products, с плотностью поверхности 60 г/м2.
Протестированные пачки имеют измерения, сходные с измерениями, указанными в таблице выше, качество 3.
Пачки получены способом, описанным выше, в котором каждую стопку сжали до временной высоты Н1, равной 40 мм, в течение примерно 2 минут. Упаковочная высота Н0 каждой пачки составляет 65 мм.
Количество бумажного материала салфеток в каждой пачке выбрано (то есть, вес стопки выбран) для получения различных упаковочных плотностей D0.
На Фиг. 9а-9а''' кривые измерений нагрузки поршня для четырех разных упаковок показаны в качестве примера. На Фиг. 9а упаковочная плотность D0 составляет 0,22 кг/дм3, на Фиг. 9а' упаковочная плотность D0 составляет 0,24 кг/дм3, на Фиг. 9аʺ упаковочная плотность D0 составляет 0,30 кг/дм3, и на Фиг. 9а''' упаковочная плотность D0 составляет 0,57 кг/дм3.
Соответствующая кривая может быть получена путем применения способа измерения нагрузки поршня на выбранное число пачек с различной плотностью.
Как видно на Фиг. 9а-9а''', усилие, требуемое для давления поршня на пачку относительно мало на начальном уровне давления и примерно составляет 3 мм. Предполагается, что это происходит из-за способа изготовления упаковки, который делает силу упругости, прилагаемую находящейся в упаковке стопкой к указанной упаковке, относительно низкой.
Кривые измерения нагрузки поршня, соответствующие показанным на Фиг. 9а-9a''', могут быть объединены для любых пачек, полученных описанным выше способом.
Способ определения плотности стопки
Плотность определяется как вес на объем и обозначается в кг/дм3.
Как определено выше, в стопке бумажного материала салфеток указанный бумажный материал салфеток образует панели, имеющие длину (L) и ширину (W), перпендикулярную длине (L), при этом панели наложены друг на друга для образования высоты (Н). Высота (Н) продолжается перпендикулярно длине (L) и ширине (W), и между первой конечной поверхностью и второй конечной поверхностью стопки.
Объем стопки определяется как L x W x H.
Образцы стопок выдерживают 48 часов при температуре 23°С и относительной влажности 50%.
Определение высоты
Если определяемая плотность является плотностью свободной стопки, необходимо выполнить следующую процедуру определения высоты.
Для определения высоты (Н) стопки стопку располагают в общем на горизонтальной опорной поверхности, так что она опирается на одну из ее концевых поверхностей (11), так что высота (Н) стопки продолжается в общем в вертикальном направлении.
По меньшей мере, одна сторона стопки может опираться на вертикально продолжающуюся опору для обеспечения того, что вся стопка продолжается в общем в вертикальном направлении от опорной концевой поверхности.
Высота (Н) стопки является вертикальной высотой, измеряемой от опорной поверхности.
Измерительный брусок, удерживаемый параллельно горизонтальной опорной поверхности и параллельно ширине (W) стопки, снижают к свободной концевой поверхности (12) стопки, и регистрируют вертикальную высоту измерительного бруска, когда он касается указанной стопки.
Измерительный брусок снижают к свободной концевой поверхности стопки в трех различных положениях вдоль длины (L) стопки. Первое положение должно быть в середине стопки, то есть, ½ L от каждого ее продольного конца (13, 14). Второе положение должно быть примерно в 2 см от первого продольного конца (измеряемого вдоль длины (L)), а третье положение примерно в 2 см от второго продольного конца (измеряемого вдоль длины (L)).
Высота (Н) стопки определяется как среднее значение трех измерений высоты, образованных в трех различных положениях.
Понятно, что при применении вышеуказанного способа определения высоты, когда стопка не является идеально прямоугольной, например, концевые поверхности вздуты наружу, высота соответствует максимальной высоте стопки.
Если определяемая плотность является плотностью стопки, помещенной в пачку, процедура измерения высоты, описанная выше, по существу должна выполняться, когда стопка помещена в пачку. Большинство упаковочных материалов, используемых в уровне техники, являются достаточно тонкими, и их толщина не влияет значительным образом на измерения. Если упаковочный материал имеет такую толщину, что материал может значительно повлиять на измерения, толщина упаковочного материала может быть определена после его удаления со стопки, а значение, полученное в процессе измерения высоты, может быть изменено соответственно.
Если определяемая плотность является плотностью стопки, подвергаемой ограничению другого порядка, например, при сжатии стопки между двумя по существу параллельными поверхностями, высота стопки соответствует расстоянию между указанными поверхностями.
Если стопку пропускают через канал для ее сжатия, минимальное расстояние между противоположными поверхностями канала вдоль направления высоты стопки соответствует временной высоте Н1, до которой сжимают каждую часть стопки.
Определение длины и ширины
Длину (L) и ширину (W) стопки определяют путем открывания стопки и измерения длины (L) и ширины (W) панелей стопки. Края и/или сгибы в бумажном материале салфеток обеспечивают необходимое направление образования измерений длины (L) и ширины (W).
В практических условиях понятно, что длина и ширина стопки могут изменяться, например, во время сжатия и расслабления стопки. Такие вариации, однако, считаются незначительными для требуемых здесь результатов. Вместо этого, длина (L) и ширина (W) стопки считаются постоянными и идентичными длине (L) и ширине (W), измеренных по панелям.
Вес
Вес стопки измеряется путем взвешивания с точностью до 0,1 г с помощью соответственно откалиброванной шкалы.
Для определения плотности стопки, находящейся внутри пачки, указанная пачка по существу должна быть удалена перед взвешиванием стопки.
В свете вышеуказанного могут быть определены значения плотности и высоты стопок.
При рассмотрении материалов и давлений, подходящих в этом случае, любое расширение стопки в направлении длины и ширины, когда стопка подвергается сжатию, не принимает значения, значительно влияющего на результат.
Соответственно, для оценки плотности стопки и, по желанию, вариации плотности во время сжатия и ослабления стопки, важно принимать во внимание вариации высоты стопки и постоянную панельную область стопки.
Измерение нагрузки поршня
Для оценки состояния стопки с точки зрения ее компактности, а также склонности к расширению, выполняются измерения усилия, требуемого для давления поршня на стопку на выбранное расстояние. Поршень прижимают к концевой поверхности стопки и в направлении высоты (Н) стопки.
Описание оборудования
Используется универсальная испытательная машина, например, Z100, обеспечиваемая Zwick/Roell, с датчиком нагрузки 50Н.
На Фиг. 10 схематично показано измерительное оборудование, содержащее поршень 50.
Поршень 50 имеет внутренний конец 51, образованный с возможностью соединения с испытательной машиной.
Поршень 50 имеет наружный конец 52 для контакта со стопкой 10.
Наружный конец 52 поршня 50 содержит по существу плоскостную круглую наружную концевую поверхность 53, имеющую диаметр 33,5 мм. Указанный наружный конец поршня также содержит коническую поверхность 54, продолжающуюся наружу от плоскостной наружной концевой поверхности. Указанная коническая поверхность 54 образует угол 45° с плоскостной наружной концевой поверхностью 53 и сужается продольно внутрь от наружной концевой поверхности 53, см. Фиг. 10. Коническая краевая поверхность 54 продолжается радиально на диаметр 36 мм. Соответственно, наружная поверхность поршня 50 образует цилиндрическую поверхность 55, продолжающуюся к внутреннему концу 51 поршня 50.
Предпочтительно, по меньшей мере, 15 мм материала стопки должно продолжаться радиально вокруг наружной окружности поршня (с диаметром 36 мм) во время измерений.
Нижняя опора состоит из горизонтально расположенной плоскостной стальной пластины с измерениями, превышающими измерения ширины W и длины L тестируемой стопки.
Поршень 50 устанавливают в испытательном оборудовании его плоскостной наружной концевой поверхностью 53 параллельно нижней опоре. Поршень 50 устанавливают так, что он является вертикально перемещаемым по существу перпендикулярно нижней опоре.
Описание стопки и технических условий
Образцы стопок удерживают 48 часов при температуре 23°С и относительной влажности 50%.
Упаковку не удаляют, она продолжает окружать стопку во время измерений.
Описание испытательной процедуры
Упаковку располагают опирающейся на концевую панельную поверхность (11) на нижней опорной поверхности, по существу плоскостной и расположенной по существу горизонтально. Нижняя опорная поверхность может быть стальной пластиной.
Наружную концевую поверхность 53 поршня располагают по существу параллельно нижней опорной пластине и перемещают к нижней опорной пластине в перпендикулярном ней направлении со скоростью 100 мм/мин.
Поршень должен быть расположен в центре концевой поверхности пачки, то есть, продольная центральная ось поршня совпадает с продольной центральной осью, проходящей через концевую поверхность стопки, как видно в ее направлениях длины L и ширины W.
Поршень прижимают к пачке на заданное расстояние, при этом усилие, требуемое для сжатия, непрерывно измеряется универсальной испытательной машиной.
На первом этапе калибровки поршень прижимают к пачке, пока не будет достигнуто усилие 1Н. Уровень нагрузки, при котором достигается усилие 1Н, считается уровнем нагрузки 0. Все другие уровни нагрузки обозначают расстояние от уровня нагрузки 0.
Затем усилие необходимо непрерывно регистрировать по мере давления поршня на пачку.
Соответственно, поршень может сжимать пачку, пока не будет достигнут уровень нагрузки 10 мм.
Изготовлено и протестировано 5 образцов каждого продукта, и вычислено среднее значение.
Как указано выше, упаковка продолжает окружать стопку во время образования измерений. Соответственно, во многих пачках поршень контактирует с упаковкой, прижатый к концевой поверхности стопки.
Для упаковочных материалов, в настоящее время используемых в уровне техники, наличие упаковки при образовании измерений не влияет на результаты значительным образом. При задействованных давлениях упаковка просто поддается действию поршня, и, следовательно, полученные результаты верным образом отражают свойства стопки, окруженной упаковкой.
Если используется любой новый упаковочный материал такого типа, который может значительно повлиять на результаты, предлагается образование первого измерения с помощью поршня, при этом поршень используется для образования начального воздействия на пачку, при этом начальное воздействие на пачку выполняется на очень малую длину, например, 1 мм. Усилие, требуемое для образования этого начального сжатия, регистрируется как начальное усилие. После этого упаковку удаляют со стопки и располагают стопку для ее сжатия поршнем, как указано выше. Когда усилие для сжатия стопки поршнем равно начальному усилию, достигается начальная длина воздействия (например, 1 мм). Соответственно, состояние стопки при ее нахождении в пачке может быть оценено путем использования длины начального воздействия и соответствующего начального усилия, как точки калибровки на кривой воздействия.
Предпочтительно тестировать пачки в течение 6 месяцев с момента их изготовления.
Описанные выше способ и устройство могут быть изменены в рамках объема прилагаемой формулы. Как указано выше, порядок образования этапов в способе и соотношение между различными узлами и элементами устройства могут быть изменены. Материалы стопки и упаковочные материалы могут быть различными, как указано выше. Элементы из различных альтернативных вариантов и примеров, приведенных в описании, могут быть скомбинированы.
Способ изготовления верхнего листа или нижнего листа одноразового абсорбирующего изделия
Поглощающее изделие одноразового использования, имеющее барьерный элемент, соединенный с боковой частью посредством соединительного элемента
Абсорбирующее изделие, которое содержит отсоединяемый элемент жесткости
Покрытый смазкой тампон, имеющий переворачиваемые клапаны для облегченного введения и удаления
Абсорбирующее изделие, содержащее отсоединяемый, придающий жесткость элемент
Поглощающее изделие одноразового использования, содержащее частично прикрепленный ярлык с печатью
Поглощающее изделие одноразового использования, содержащее ярлык с печатью
Абсорбирующее изделие, содержащее элемент жесткости и устройство для удаления
Абсорбирующее изделие
Поглощающее изделие с эластичными боковыми панелями, содержащими средства индикации
Пачка, содержащая стопку абсорбирующего бумажного материала салфеток и упаковку
Вставной диспенсер для листовых изделий, шкаф для установки в него вставного диспенсера и использование вставного диспенсера в шкафу
Способ спрессовывания санитарно-гигиенических бумажных изделий из структурированного материала
Способ спрессовывания санитарно-гигиенических бумажных изделий из структурированного материала

