Результат интеллектуальной деятельности: КОМПОЗИТНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к технологии производства, и в частности к технологии получения композитной конструкции Т-образного или I-образного профиля, включающего воздушный зазор в области, которая обычно должна содержать радиусный заполнитель.
Композитные структуры применяют в различных процессах производства и строительства. Например, из композитных материалов можно образовать различные структурные компоненты воздушного судна. Композитные материалы, которые включены в структуры с Т-образным или I-образным профилем, например балки или выступы, обычно образуют внутреннее скругление в местах пересечения структур. В обычных производственных технологиях эти внутренние скругления заполняют веществом, обычно упоминаемым как радиусный заполнитель. При некоторых обстоятельствах применение радиусных заполнителей создает проблемы в готовых деталях.
Соответственно, композитные структуры и способы их получения могут найти применение, например, в конструкции транспортных средств, таких как воздушное судно или плавучее средство.
Сущность изобретения
В одном из примеров способ получения композитной детали включает в себя соединение первого структурного элемента и второго структурного элемента для образования внутреннего скругления в местах пересечения первого структурного элемента и второго структурного элемента, помещение в область внутреннего скругления надувного радиусного заполнителя, помещение первого структурного элемента, второго структурного элемента и надувного радиусного заполнителя в вакуумную камеру, обеспечение сообщения радиусного заполнителя с окружающей средой вне вакуумной камеры, выкачивание воздуха из вакуумной камеры и отверждение композитной детали.
В другом примере композитная деталь включает в себя первый структурный элемент и второй структурный элемент, выполненные из композитного материала и соединенные в местах пересечения с образованием внутреннего скругления в местах пересечения, и надувной радиусный заполнитель, расположенный в области внутреннего скругления.
Еще в одном примере композитная деталь включает в себя первый структурный элемент и второй структурный элемент, выполненные из композитного материала и соединенные в местах пересечения с образованием внутреннего скругления в местах пересечения, и воздушную область во внутреннем скруглении.
Краткое описание чертежей
Варианты осуществления способов и систем в соответствии с идеями настоящего изобретения описаны подробно ниже со ссылкой на следующие чертежи.
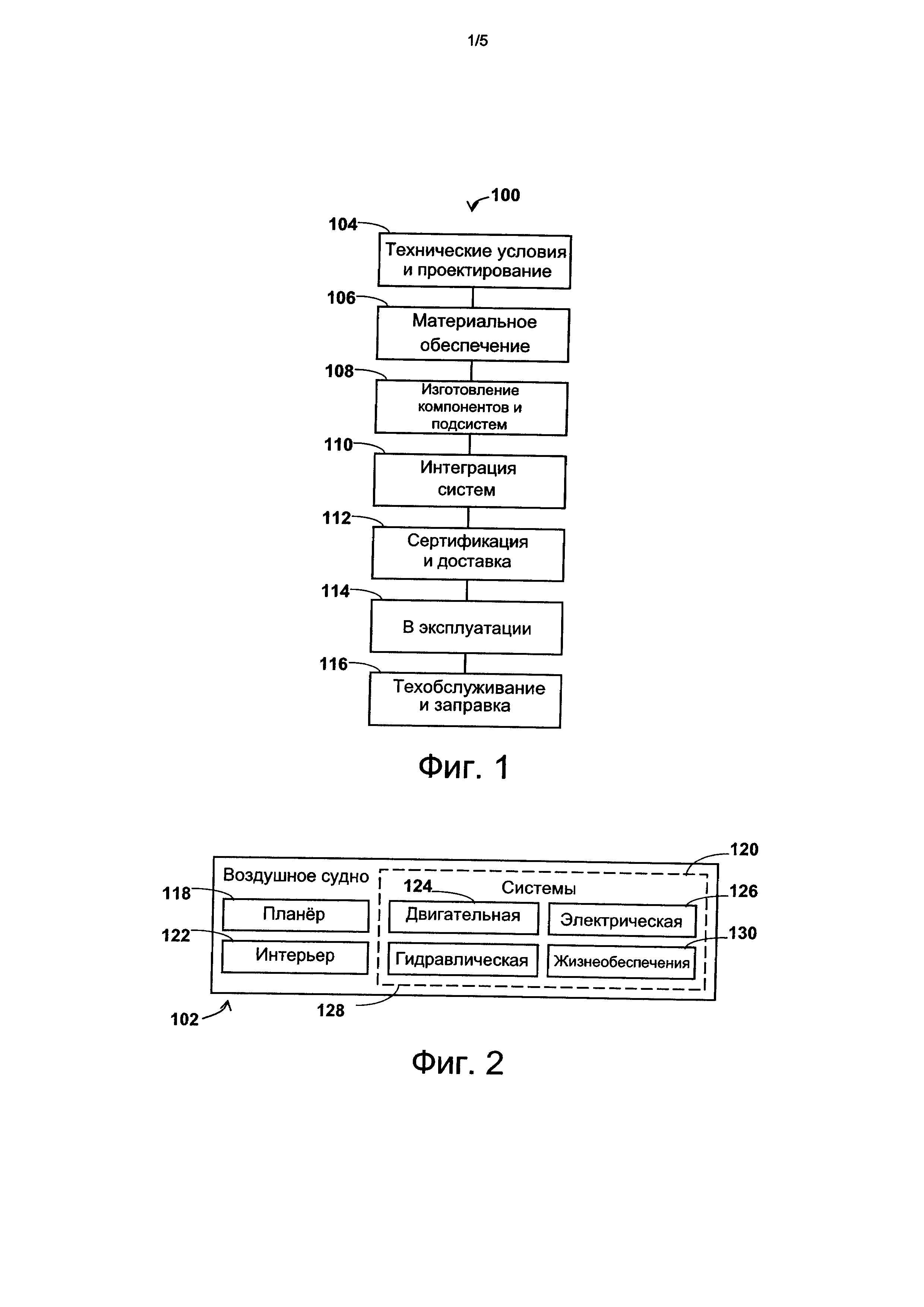
На фиг. 1 показана блок-схема производства и обслуживания воздушного судна согласно вариантам осуществления.
На фиг. 2 показана структурная схема воздушного судна согласно вариантам осуществления.
На фиг. 3А показан вид сбоку композитной структуры согласно вариантам осуществления.
На фиг. 3В показан вид в перспективе воздушного радиусного заполнителя согласно вариантам осуществления.
На фиг. 3С показан вид в перспективе держателя мешка согласно вариантам осуществления.
На фиг. 3D показан вид сбоку внутреннего скругления согласно вариантам осуществления.
На фиг. 3Е показан вид сбоку композитной структуры согласно вариантам осуществления.
На фиг. 4 показана схема последовательности операций, иллюстрирующая операции способа установки жгута проводов в структуре согласно вариантам осуществления.
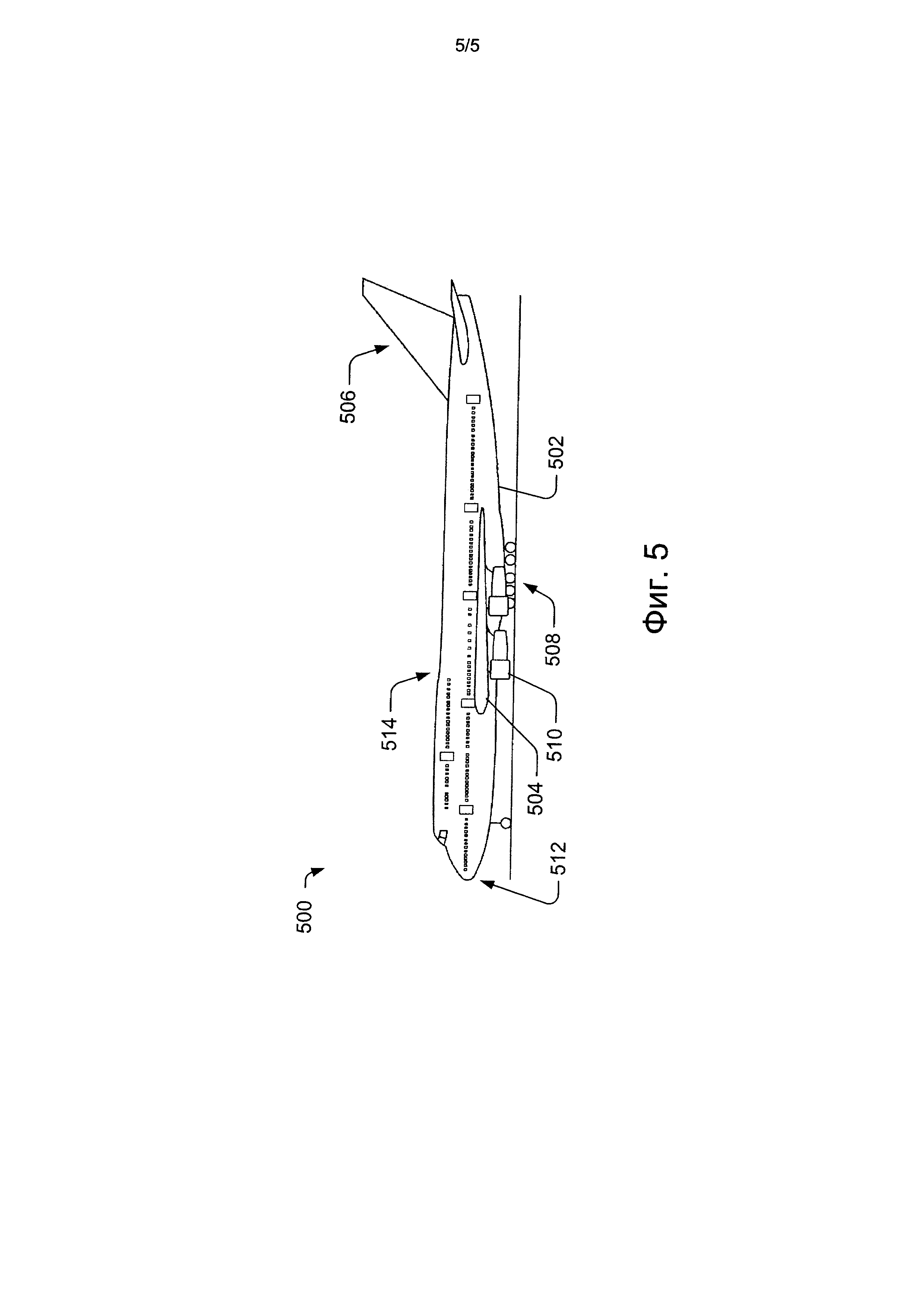
На фиг. 5 показано схематичное представление воздушного судна согласно вариантам осуществления.
Подробное описание
В последующем описании для полного понимания различных вариантов осуществления изложены конкретные многочисленные детали. Однако специалисты в данной области техники должны понимать, что различные варианты осуществления можно применить на практике без конкретных деталей. В других случаях широко известные способы, процедуры, компоненты и контуры описаны не очень подробно с тем, чтобы не затушевывать конкретные варианты осуществления.
Как описано в данном документе, композитные структуры можно собирать в структурные компоненты для применения в более крупной структуре, такой как воздушное судно, космический аппарат или плавающее средство. Например, структуры воздушного судна, такие как крылья и хвостовая часть, обычно включают структурные компоненты, образованные из композитных материалов. Варианты осуществления, описанные в данном документе, дают возможность собирать композитные структуры в компоненты Т-образного или I-образного профиля без применения радиусных заполнителей, увеличивая таким образом эффективность производственного процесса и обеспечивая легковесные прочные композитные компоненты.
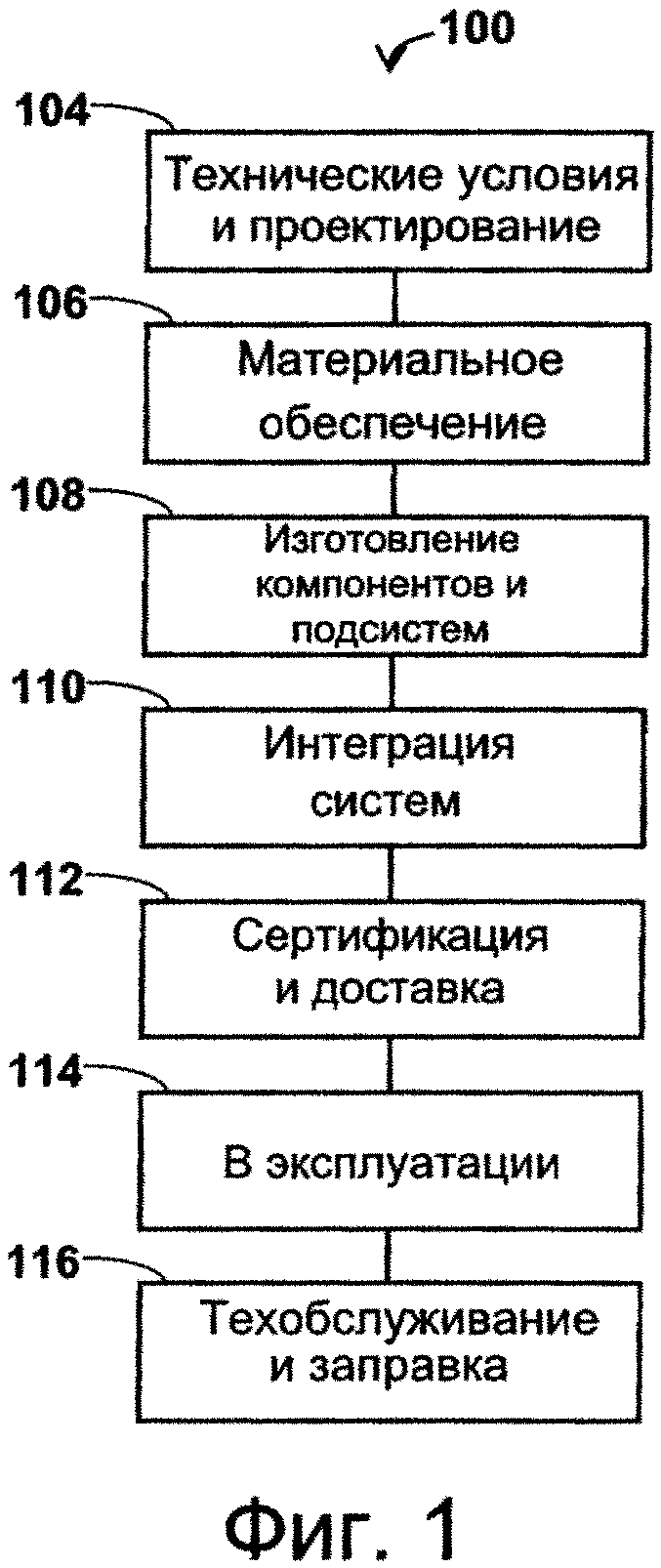
Согласно чертежам варианты осуществления изобретения можно описать в контексте способа 100 производства и обслуживания воздушного судна, как показано на фиг. 1, и воздушного судна 102, как показано на фиг. 2. На стадии подготовки производства иллюстративный способ 100 может включать технические условия и проектирование 104 воздушного судна 102 и материально-техническое обеспечение 106. На стадии производства осуществляется изготовление 108 компонентов и сборочных узлов и интеграция ПО систем воздушного судна 102. После этого воздушное судно 102 может пройти сертификацию и поставку 112 для сдачи в эксплуатацию 114. На стадии эксплуатации заказчиком, составляется график планового технического обслуживания и заправки 116 (которые могут также включать модификацию, перекомпоновку, модернизацию и т.д.) воздушного судна 102.
Каждый из процессов способа 100 можно осуществить интегратором систем, третьей стороной и/или оператором (например, заказчиком). Для целей этого описания интегратор систем может включать без ограничения любое количество изготовителей воздушного судна и главных субподрядчиков; третья сторона может включать без ограничения любое количество продавцов, субподрядчиков и поставщиков; и оператор может представлять собой авиалинию, лизинговую компанию, военный объект, обслуживающую организацию и т.д. Как показано на фиг. 2, воздушное судно 102, полученное иллюстративным способом 100, может включать планер 118 с множеством систем 120 и интерьер 122. Примеры высокоуровневых систем 120 включают одну или более силовых установок 124, электрическую систему 126, гидравлическую систему 126 и систему 130 жизнеобеспечения. Можно включить и любое количество других систем. Хотя показан аэрокосмический пример, принципы изобретения можно применить к другим отраслям промышленности, таким как автомобильная промышленность.
Способы и устройства, реализованные в данном документе, можно использовать в ходе одной или более стадий способа 100 производства и обслуживания. Например, компоненты или сборочные узлы, соответствующие процессу 108 производства, можно производить способом, сходным с получением компонентов или сборочных узлов во время обслуживания воздушного судна 102. Также один или более вариантов осуществления аппаратуры, вариантов осуществления способа или их комбинацию можно использовать в ходе стадий 108 и ПО производства, например, по существу ускоряя сборку или снижая стоимость воздушного судна 102. Подобным образом один или более вариантов осуществления аппаратуры, вариантов осуществления способа или их комбинацию можно использовать во время обслуживания воздушного судна 102, к примеру, а не ограничению, для технического обслуживания и заправки 116.
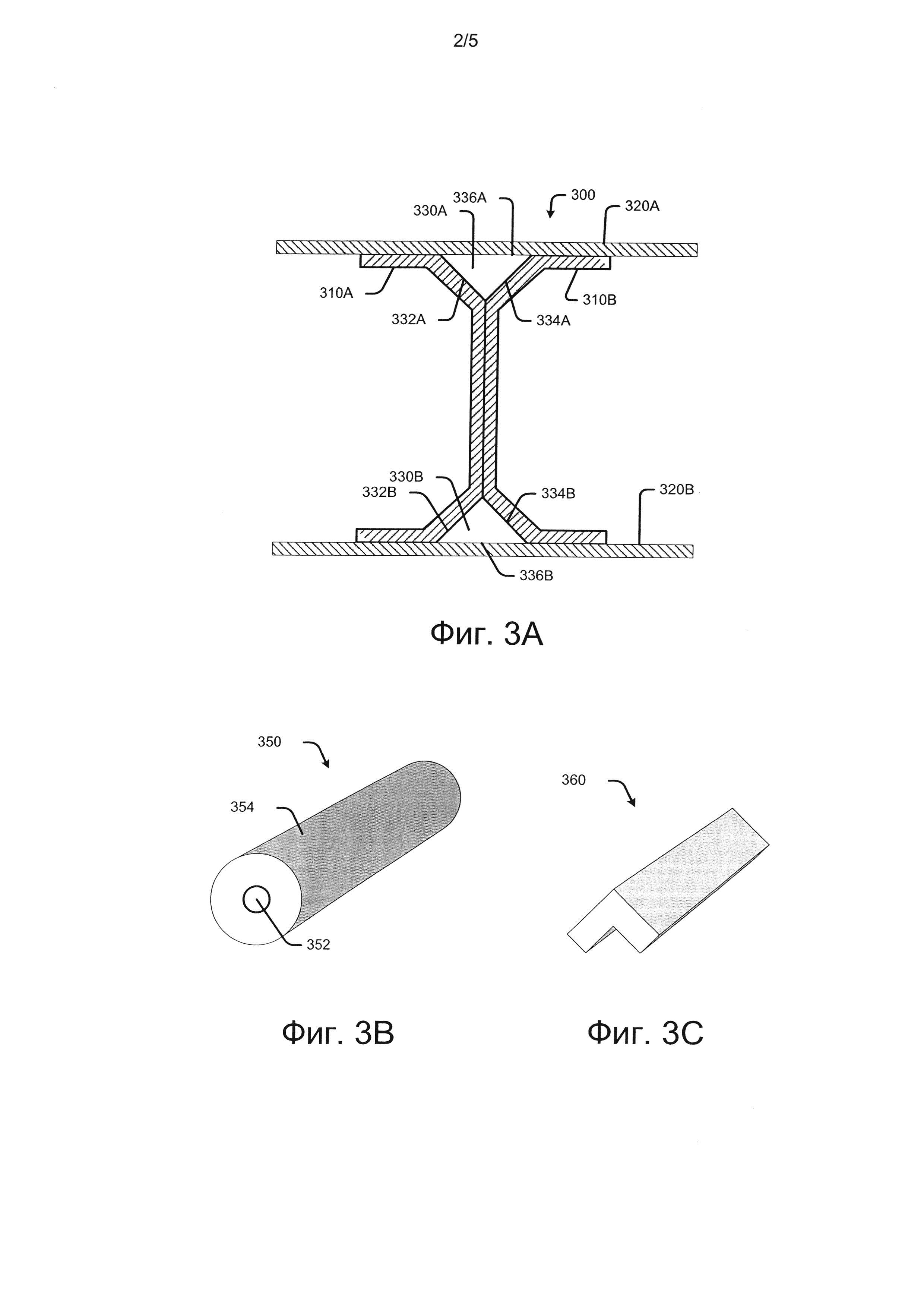
На фиг. 3A-3D схематично показана композитная деталь 300 согласно вариантам осуществления. Согласно фиг. 3A-3D в некоторых вариантах осуществления композитная деталь 300 содержит первые структурные элементы 310А и 310В, которые можно совместно обозначить ссылочным номером 310, и вторые структурные элементы 320А и 320В, которые можно совместно обозначить ссылочным номером 320.
Первые структурные элементы 310 и вторые структурные элементы 320 могут быть образованы из усиленного волокном композитного материала, такого как стекловолокно, углеродное волокно, кевлар или аналогичного, связанного смолой, такой как эпоксидная смола или аналогичная. Первые структурные элементы 310 и вторые структурные элементы 320 могут включать один или более слоев усиливающего металла, например алюминия, титана или стали.
В варианте осуществления, показанном на фиг. 3А, первые структурные элементы 310 и вторые структурные элементы 320 соединены в местах пересечения с образованием внутренних скруглений 330А и 330В, которые можно совместно обозначить ссылочным номером 330, в местах пересечения. Первые структурные элементы 310 имеют поперечное сечение С-образной формы и расположены в противоположных направлениях так, чтобы внутренние скругления 330 были по существу треугольными по форме. Внутреннее скругление 330А имеет первую сторону 332А, вторую сторону 334А и третью сторону 336А. Подобным образом, внутреннее скругление 330В имеет первую сторону 332В, вторую сторону 334В и третью сторону 336В. Специалист в данной области техники оценит, что форма внутренних скруглений 330 является функцией формы первых структурных элементов 310. Боковые стенки 332, 334, 336 могут быть прямыми или изогнутыми в зависимости от формы первых структурных элементов. Например в варианте осуществления, показанном на чертеже, внутреннее скругление имеет форму треугольника с углами величиной приблизительно 45°-45°-90°. Специалисту в данной области техники будет понятно, что можно применять и другие размеры. Далее, хотя композитная деталь 300 имеет два вторых структурных элемента 320, образующие поперечное сечение I-образной формы, специалисту в данной области техники будет понятно, что в некоторых вариантах осуществления первые структурные элементы 310 можно прикрепить к одиночному второму структурному элементу 320 с образованием поперечного сечения Т-образной формы.
В различных вариантах осуществления композитная деталь 300 может представлять собой структурный компонент воздушного судна. Примеры подобных компонентов включают кессон крыла, поверхности управления, консоль крыла, обшивки, фюзеляжи, двери или аналогичные.
Как описано выше, в обычной практике внутренние скругления 330 заполнены структурным материалом, обычно называемым в области техники как радиусный заполнитель. При некоторых обстоятельствах изготовление композитной детали 300 без радиусного заполнителя, расположенного в области внутреннего скругления (внутренних скруглений) 330, может быть преимуществом. Технологии изготовления композитной детали 300 без радиусного заполнителя будут объяснены со ссылкой на фиг. 3А-3С и фиг. 4.
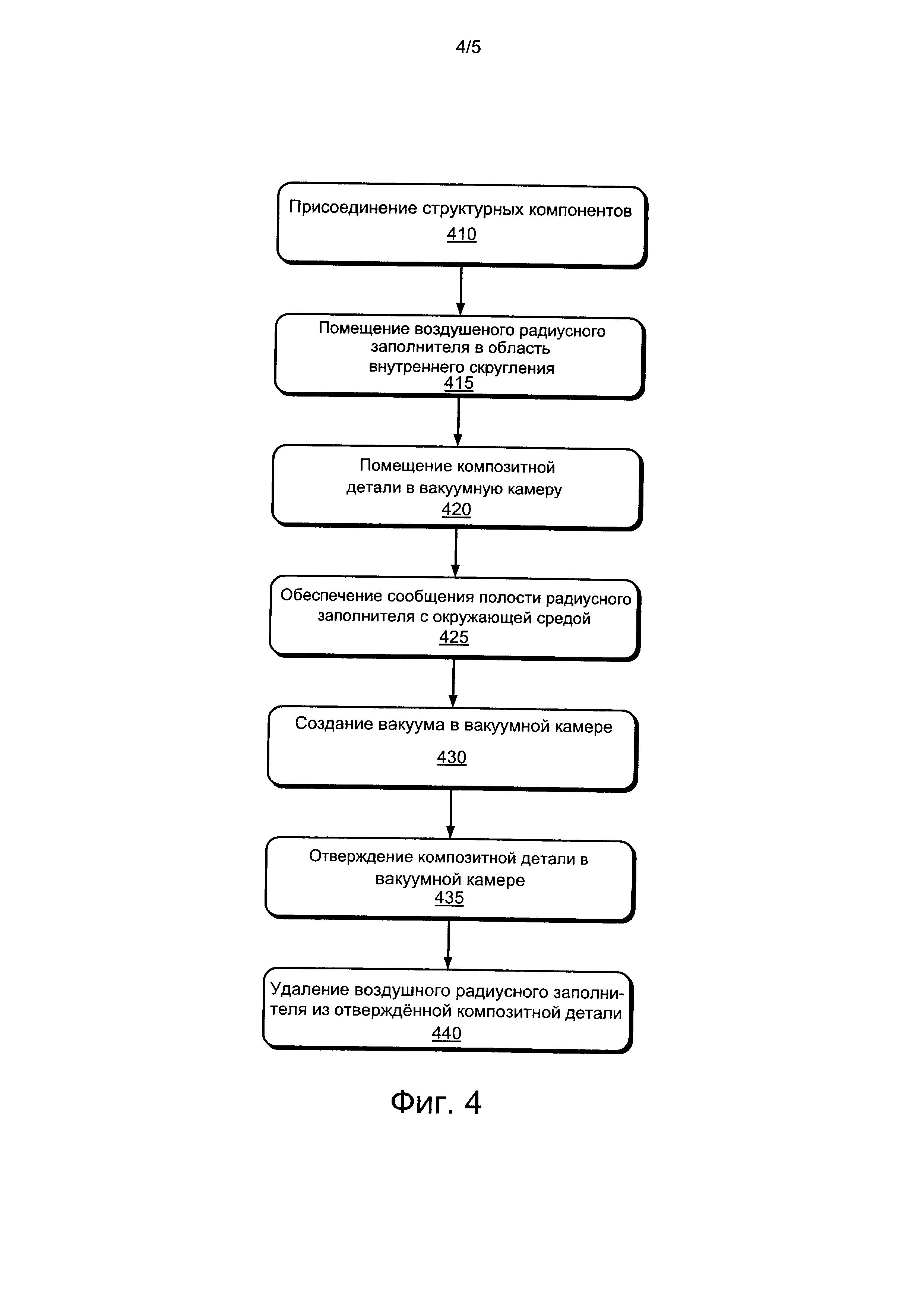
На фиг. 4 показана схема последовательности операций, иллюстрирующая операции способе изготовления композитной детали 300 без радиусного заполнителя согласно вариантам осуществления. Согласно фиг. 4 при операции 410 структурные компоненты соединяют с образованием формы по фиг. 3А, так чтобы первые структурные элементы 310 образовали балки, а вторые структурные компоненты образовали панели, которые поддерживаются балками. На практике композитная деталь 300 может содержать многочисленные балки. На структурные элементы 310, 320 можно нанести адгезивную смолу. Дополнительно для закрепления структурных элементов 310, 320 можно применить один или более зажимов.
При операции 415 в области внутреннего скругления расположен надувной радиусный заполнитель 350. На фиг. 3В показано схематичное представление надувного радиусного заполнителя в соответствии с вариантами осуществления. Согласно фиг. 3В в некоторых вариантах осуществления надувной радиусный заполнитель 350 может быть вакуумным мешком 354, образованным из подходящего полимерного материала, такого как нейлон. Вакуумный мешок 354 может расширяться с образованием сторон 332, 334, 336 внутренних скруглений 330. Вакуумный мешок 354 может дополнительно содержать выходное отверстие 352, которое обеспечивает сообщение вакуумного мешка 354 с внешней окружающей средой.
В некоторых вариантах осуществления в вакуумном мешке 354 можно расположить по меньшей мере один держатель мешка. Пример держателя 360 мешка показан на фиг. 3С. Согласно фиг. 3С в некоторых вариантах осуществления держатель 360 мешка можно реализовать в виде металлической угловой скобки с поперечным сечением V-образной формы так, чтобы держатель 360 мешка соответствовал частям по меньшей мере сторон 332, 334 внутреннего скругления 330. На практике держатель 360 мешка можно расположить в вакуумном мешке 354. В некоторых вариантах осуществления держатель 360 мешка можно обернуть тканью до его расположения в держателе мешка для придания большего радиуса углам внутреннего скругления 330, снижая таким образом вероятность растрескивания или расслоения слоев в углах внутреннего скругления 330.
В альтернативных вариантах осуществления надувной радиусный заполнитель 350 можно реализовать как трубку, образованную из деформируемого материала, например подходящего полимера или каучука. Трубка может быть цилиндрической по форме, как показано на фиг. 3В, или может быть изготовлена треугольной формы, чтобы соответствовать треугольному профилю внутренних скруглений 330.
При операции 420 композитную деталь 300 помещают в вакуумную камеру. Например, в некоторых вариантах осуществления вакуумную камеру можно осуществить как второй вакуумный мешок, который является достаточно большим, чтобы удерживать всю сборную конструкцию структурных компонентов. Вакуумная камера 300 может дополнительно содержать автоклав с интегрированным вакуумным мешком.
При операции 425 надувной радиусный заполнитель 350 сообщается с внешней окружающей средой. Например, в некоторых вариантах осуществления выходное отверстие 352 надувного радиусного заполнителя 350 может сообщаться по текучей среде с внешней средой, например, посредством соединения некоторой трубки с выходным отверстием 352 и вывода трубки во внешнюю среду.
При операции 430 в вакуумной камере образуется вакуум. Применяемый в данном документе термин вакуум следует толковать как обозначение того, что окружающее давление газа в вакуумной камере понижается ниже давления воздуха окружающей среды. Применяемый в данном документе термин вакуум не следует толковать как требование образования абсолютного вакуума в вакуумной камере. Вакуум можно получить выкачиванием газа из вакуумной камеры с применением насоса или аналогичного устройства.
Так как надувной радиусный заполнитель 350 сообщается с окружающей средой, то в этом надувном радиусном заполнителе 350 будет поддерживаться внутреннее давление, которое приблизительно соответствует давлению окружающей среды. Таким образом, так как в вакуумной камере образуется вакуум, надувной радиусный заполнитель 350 будет расширяться, чтобы занять пространство, ограниченное внутренним скруглением (внутренними скруглениями) 330. Расширение надувного радиусного заполнителя 350 в области внутреннего скругления (внутренних скруглений) 330 создает одинаковое давление отверждения на каждую из сторон 332, 334, 336 внутреннего скругления (внутренних скруглений) 330, снижая таким образом риск образования искажений и пустот в слоях композитных структур 310, 320.
При операции 435 композитную деталь 300 отверждают в вакуумной камере. В некоторых вариантах осуществления отверждение композитной детали 300 может включать в себя нагревание композитной детали до температуры, при которой смола и/или любой адгезив, применяемый для образования композитной детали 300, будет отверждаться. Кроме того, композитную деталь 300 можно подвергнуть давлению. Конкретные температура и давление, приложенные к композитной детали 300, могут зависеть от материалов, из которых сконструирована композитная деталь. Например, композитные материалы, применяемые в аэрокосмической промышленности, обычно нагревают до температурного интервала от 30 градусов по Цельсию до 200 градусов по Цельсию под давлением от 15 до 100 psi (0,103 МПа - 0,689 МПа).
При операции 440 надувной радиусный заполнитель 350 удаляют из отвержденной композитной детали 300 с обеспечением отвержденной композитной детали 300, содержащей первый структурный элемент 310 и второй структурный элемент 320, образованные из композитного материала и соединенные в местах пересечения для образования внутреннего скругления в местах пересечения и воздушную область во внутреннем скруглений 330.
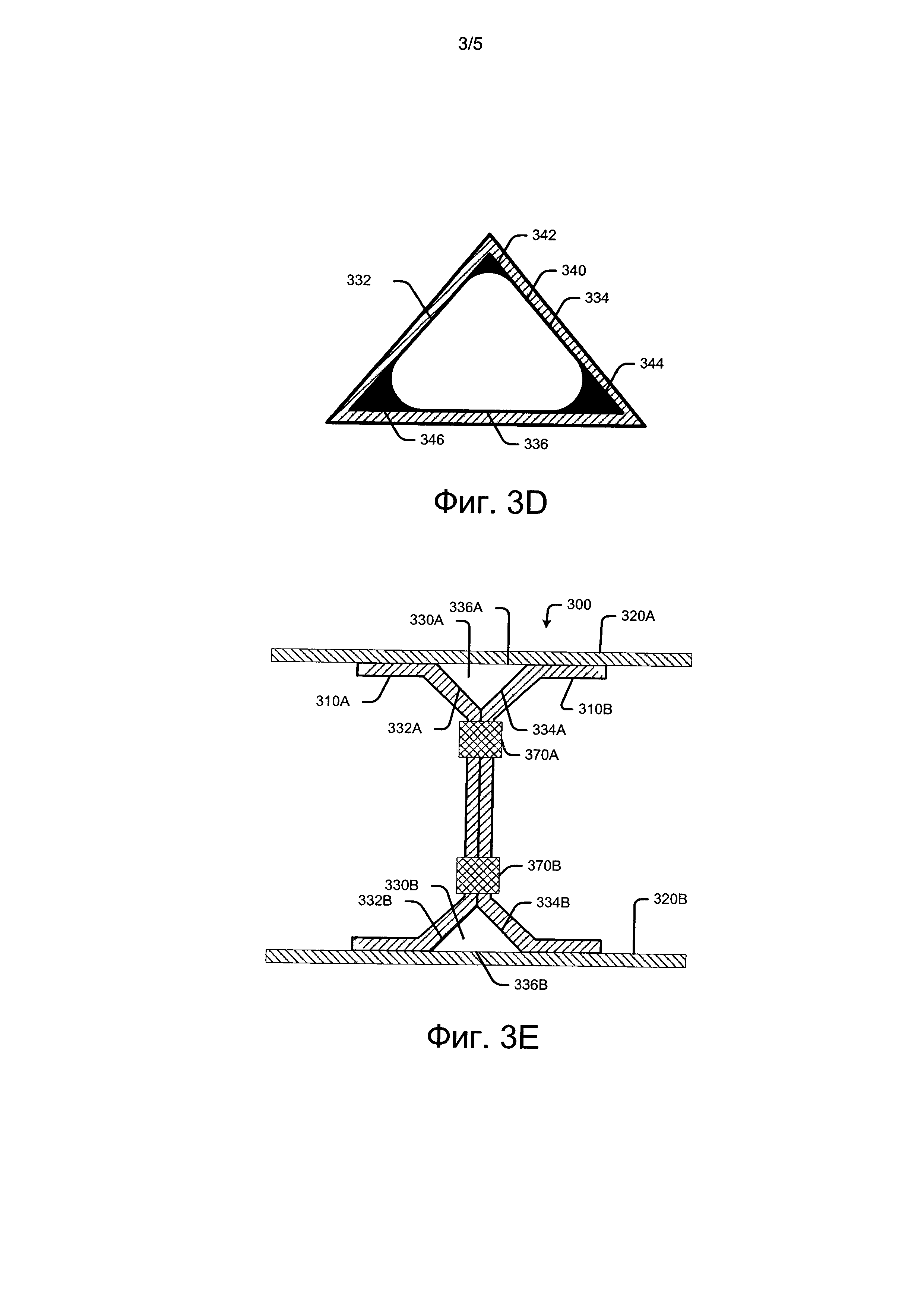
Как показано на фиг. 3D, в некоторых вариантах осуществления внутреннее скругление 330 можно обеспечить усиливающим элементом 340, который скрепляет соответствующие стенки 332 внутреннего скругления 330 друг с другом. Усиливающий элемент 340 можно образовать из тканевого материала, который можно пропитать эпоксидной смолой так, чтобы в ходе процесса отверждения тканевый материал затвердевал на стенках 332 внутреннего скругления 330. В подобных вариантах осуществления усиливающий элемент 340 помогает поглощать напряжение и деформацию на структурных компонентах, которые образуют внутреннее скругление 330. Кроме того, смола смягчает внутренние радиусы углов 342, 344, 346 внутреннего скругления 330. Оба этих фактора понижают вероятность растрескивания или расслоения композитных материалов в углах 342, 344, 346 внутреннего скругления 330.
В качестве примера, а не ограничения в некоторых вариантах осуществления вакуумный мешок 354 можно обернуть в композитный многослойный материал так, чтобы при отверждении композитный многослойный материал образовал усиливающий элемент 340.
композитного многослойного материала, применяемого для обертывания структурных компонентов 310A, 310В, не является критическим. В некоторых вариантах осуществления вакуумный мешок 354 можно обернуть 1-5 раз слоем композитного многослойного материала.
На фиг. 5 показан вертикальный вид сбоку воздушного судна 500, имеющего одну или более композитных частей, таких как композитная деталь 300 в соответствии с другим вариантом осуществления изобретения. Следует принять во внимание, что композитные детали применяются во многих местах, включая фюзеляж, консоли крыла, хвостовое оперение, корпус и стенки воздушного судна 500. В альтернативных вариантах осуществления композитные детали можно применять на других типах структур, транспортных средств и платформ, таких как автомобили, воздушное судно, морские суда или космический корабль или другие подходящие области применения.
В этом варианте осуществления воздушное судно 500 включает фюзеляж 502, включающий узлы 504 крыла, узел 506 хвостовой части и узел 508 приземления. Дополнительно воздушное судно 500 включает одну или более силовых установок 510, систему 512 контроля и управления (не показана) и совокупность других систем и подсистем, которые делают возможным соответствующее функционирование воздушного судна 500. Следует принять во внимание, что композитную деталь можно использовать в любой подходящей части воздушного судна 500, такой как фюзеляж 502, узлы 504 крыла, узел 506 хвостовой части и любые другие подходящие области воздушного судна 500. В основном, различные компоненты и подсистемы воздушного судна 500 могут быть известной конструкции и ради краткости не будут описаны подробно в данном документе.
Хотя воздушное судно 500, показанное на фиг. 5, в основном представляет коммерческое пассажирское воздушное судно, включая, например, модели 737, 747, 757, 767, 777 и 787, серийно выпускаемые компанией Boeing Company of Chicago, Illinois, устройства и способы настоящего изобретения, раскрытые в данном документе, можно также использовать в узле фактически любого другого типа воздушного судна. В частности, идеи настоящего изобретения можно применить к изготовлению и компоновке другого пассажирского воздушного судна, истребителя, грузового воздушного судна, вертолета и любых других
Усиливающий элемент 340 можно образовать из такого же композитного материала, что и структурные элементы 310, 320 так, чтобы композитный многослойный материал, который образует усиливающий элемент 340, имел модуль упругости, который приблизительно является таким же, что и модуль упругости структурных компонентов 310, 320. Конкретное количество слоев композитного многослойного материала, применяемого для обертывания вакуумного мешка 354, не является критическим. В некоторых вариантах осуществления вакуумный мешок 354 можно обернуть 1-5 слоями композитного многослойного материала.
Таким образом, в данном документе описаны способы образования композитной детали, которая включает одно или более внутренних скруглений 330, включающие полое отверстие, а не радиусный заполнитель. В некоторых вариантах осуществления внутреннее скругление 330 можно оставить полностью полым. В других вариантах осуществления внутреннее скругление 330 может включать усиливающий элемент 340, образованный из одного или более слоев композитного многослойного материала. При эксплуатации внутреннее скругление 330 можно применять в качестве изоляционной трубки, через которую можно протянуть проводку, кабели, трубопровод для текучей среды или аналогичное им. Так как внутреннее скругление 330 представляет собой ограниченное пространство, нет необходимости в применении зажимов или стоек для удерживания на месте проводов, кабелей или трубопроводов для текучих сред.
При применении в воздушном судне композитная деталь 300 может образовывать ограниченное пространство, которое функционирует в состояниях под давлением и без давления в различных точках одновременно в зависимости от условий, в которых функционирует воздушное судно.
В другом примере, показанном на фиг. 3Е, структурные элементы 310А, 310В близко к пересечению стенок 332, 334 можно обернуть усиливающей решеткой 370А, 370 для усиления точки пересечения между структурными элементами 310A, 310В. Усиливающую решетку 370А, 370В можно образовать из такого же композитного материала, что и структурные элементы 310, 320, так чтобы композитный многослойный материал, который образует усиливающую решетку 370А, 370В, имел модуль упругости приблизительно таким же, что и модуль упругости структурных компонентов 310A, 310В. Конкретное количество слоев
типов управляемых или не управляемых человеком воздушных судов, включая описанные, например, в The Illustrated Encyclopedia of Military Aircraft by Enzo Angelucci, опубликованной Book Sales Publishers, September 2001, и в Jane's All the World's Aircraft, опубликованной Jane's Information Group of Coulsdon, Surrey, United Kingdom, тексты которых включены в данное описание посредством ссылки.
Одним из объектов настоящего изобретения является композитная деталь, содержащая первый структурный элемент и второй структурный элемент, образованные из композитного материала и соединенные в местах пересечения с образованием внутреннего скругления в местах пересечения, т.е. воздушного радиуса в области внутреннего скругления. Определенное преимущество заключается в том, что по меньшей мере два структурных элемента соединяются с образованием по меньшей мере одной балки Т-образного или I-образного профиля. Преимущество также заключается в том, что воздушный радиус имеет форму поперечного сечения, которая образует треугольник. Еще одно преимущество заключается в том, что композитная деталь дополнительно содержит усиливающий элемент, расположенный в области внутреннего скругления.
В описании и формуле изобретения можно применять термины «сопряженные» и «соединенные» наряду с их производными. В частных вариантах осуществления термин «соединенные» можно применять для обозначения, что два или более элементов находятся в непосредственном физическом или электрическом контакте друг с другом. Термин «сопряженные» может обозначать, что два или более элементов находятся в непосредственном физическом или электрическом контакте. Однако термин «сопряженные» может также обозначать, что два или более элементов могут не быть в непосредственном контакте друг с другом, но все еще могут взаимодействовать друг с другом или влиять друг на друга.
Ссылка в описании на "один вариант осуществления" или "некоторые варианты осуществления" означает, что конкретный признак, структура или характеристика, описанные в связи с вариантом осуществления, включены по меньшей мере в реализацию. Появления фразы "в одном варианте осуществления" в различных местах описания означает, что все эти варианты осуществления могут или не могут быть одним и тем же вариантом осуществления.
Хотя варианты осуществления описаны на конкретных примерах структурных особенностях и/или методологических действий, следует понимать, что заявленный объект изобретения не может ограничиваться конкретными описанными признаками или действиями. Скорее конкретные признаки и действия описаны как примеры форм реализации заявленного объекта изобретения.
Лонжерон кессонного крыла и обшивка
Стыковое соединение по окружности для конструкций обшивки
Ультразвуковая система для неразрушающего контроля
Способ металлизации в форме композитных структур
Диффузионно-связанные металлические материалы
Градиентные тонкие пленки
Втулочные узлы, комплекты втулочных узлов, аппараты, содержащие втулочные узлы, и связанные с ними способы
Узел крепления законцовки крыла и способ присоединения разделенной законцовки к крылу
Аэродинамическая поверхность, летательный аппарат и способ его изготовления
Способы выполнения отверстий в заготовке и связанные с этим системы

