Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ДЕТАЛЕЙ ТУРБОМАШИНЫ И УЗЕЛ, ПРИМЕНЯЕМЫЙ ПРИ ТАКОМ СПОСОБЕ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области сборки деталей турбомашины.
Изготовление турбомашины неизбежно включает в себя этапы сборки, некоторые из которых требуют, в частности, затрат большого количества времени и энергии.
Поэтому изобретение относится к способу сборки деталей турбомашины и узлу, применяемому при этом способе сборки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известно, что для сборки двух деталей турбомашины можно использовать вулканизируемые эластомеры, такие, как кремнийорганические соединения, которые можно вулканизировать при температуре окружающей среды.
Такой узел обычно получают с помощью способа сборки деталей турбомашины, включающего в себя этапы, на которых:
- собирают первую и вторую детали на опоре;
- нагнетают вулканизируемый эластомер, такой, как кремнийорганическое соединение, которое можно вулканизировать при температуре окружающей среды, в выбранной зоне нагнетания на стыке первой детали и второй детали;
- размещают опору и первую деталь и вторую деталь в сушильной печи при 100 °C в течение времени, длительность которого обычно составляет 1 час;
- охлаждают опору и первую деталь и вторую деталь;
- разбирают узел первой детали и второй детали.
Хотя таким способом можно вулканизировать эластомер быстрее, чем при осуществлении вулканизации при температуре окружающей среды, он имеет ряд недостатков.
Использование сушильной печи для нагрева опоры и обоих деталей требует, в частности, потребления большого количества энергии, когда детали, подлежащие сборке, являются крупными, а в частности - тяжелыми. Более того, время, необходимое для охлаждения тяжелой детали этого типа, может превышать 2 часа и даже 4 часа. В заключение, следует отметить, что оператор должен класть опору и все детали, подлежащие сборке, в сушильную печь, а затем вытаскивать их. Эти операции могут быть трудными для оператора, в частности, когда эти детали являются тяжелыми и крупными.
Среди известных технических решений также есть способ осуществления этапа нагрева с использованием согревающей камеры вместо сушильной печи. Такую согревающую камеру формируют с помощью крышки опоры или мата, укладываемого на опоре. Крышка или мат включает в себя систему нагрева, которая нагревает опору и все детали, подлежащие сборке, так, чтобы можно было вулканизировать эластомер.
Как бы то ни было, хотя такая система с согревающей камерой и ограничивает проблемы манипуляций с опорой и всеми деталями, подлежащими сборке, проблемы, связанные с энергией, потребляемой для достижения этой вулканизации, а также с продолжительностями нагрева и охлаждения, остаются неизменными.
Следует отметить, что вышеупомянутые проблемы существуют, в частности, в случае узла направляющего аппарата, состоящего внутреннего корпуса и внешнего корпуса, на котором уже закреплены лопатки, из-за массы и размеров внутреннего и внешнего корпусов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является устранение вышеуказанных недостатков известного уровня техники.
Задача изобретения, в частности состоит в том, чтобы разработать способ сборки, включающий в себя этап вулканизации с энергопотреблением, меньшим, чем при способах сборки в соответствии с уровнем техники, которые включают в себя этап вулканизации.
Задачей изобретения состоит также в том, чтобы разработать способ сборки с этапом вулканизации, для которого длительность этапа охлаждения меньше, чем длительность этапа охлаждения при способах сборки в соответствии с уровнем техники, которые включают в себя этап вулканизации.
Для решения задачи предлагается способ сборки первой детали турбомашины, по меньшей мере, с одной второй деталью турбомашины, включающий в себя следующие этапы, на которых:
- нагнетают вулканизируемый эластомер, предпочтительно - кремнийорганическое соединение, которое можно вулканизировать при температуре окружающей среды, именуемое кремнийорганическим соединением, вулканизируемым при комнатной температуре (кремнийорганическим ВКТ-соединением), в зоне нагнетания на стыке между первой и второй деталями;
- локально нагревают зону нагнетания, чтобы вулканизировать вулканизируемый эластомер.
Этап, на котором «локально нагревают зону нагнетания, чтобы вулканизировать вулканизируемый эластомер», - это этап, на котором нагрев проводят, обеспечивая локальный нагрев в зоне нагнетания и тем самым предотвращая перегрев первой детали и второй детали.
Следовательно, благодаря использованию такого способа сборки, все, что необходимо, это обеспечение энергии, требующейся для нагрева только зоны нагнетания, без перегрева первой и второй деталей. Результатом является гораздо меньшее энергопотребление, чем в способах, соответствующих уровню техники, наряду с сокращенными длительностями нагрева и охлаждения.
Первая деталь и вторая деталь могут быть двумя кольцевыми деталями, которые будут образовывать направляющий аппарат турбомашины после сборки.
Первая деталь может быть внутренним корпусом направляющего аппарата, при этом вторая деталь образована из внешнего корпуса, на котором лопатки уже собраны.
Первая деталь может быть внутренним корпусом направляющего аппарата, при этом вторые детали представляют собой лопатки.
Такие способы выгодны, в частности, для таких деталей, в частности, из-за большой массы деталей, используемых в направляющем аппарате. Поэтому преимущественно достигаются выгоды, связанные с энергией и длительностью сборки.
Этап локального нагрева можно воплотить, используя узел, содержащий опору для первой детали и вторых деталей и систему локального нагрева, которая содержит зону нагрева и связана с опорой так, что зона нагрева оказывается обращенной к зоне нагнетания, когда проводят этап нагрева.
Такой узел может обеспечить, в частности, эффективный локальный нагрев, поскольку зона нагрева обращена непосредственно к зоне нагнетания.
Узел также может действовать как сборочная опора во время этапа нагнетания эластомера.
Таким образом, нет необходимости манипулировать узлом, состоящим из первой детали и второй детали, после нагнетания. Это приводит к экономии времени и исключению этапа, который, в частности, труден для оператора.
Этап локального нагрева может быть воплощен посредством использования нагревательного элемента, заранее размещенного на обеих деталях турбомашины вблизи зоны нагнетания.
Такой нагревательный элемент может способствовать проведению этапа локального нагрева непосредственно на традиционной сборочной опоре, используемой во время этапа нагнетания, и поэтому нет необходимости разбирать узел, образованный первой деталью и второй деталью.
Во время этапа локального нагрева, нагревательный элемент может контактировать либо с первой, либо со второй деталью турбомашины, причем упомянутая деталь, находящаяся между первой и второй деталями, имеет поверхность, обращенную к зоне нагнетания.
Этап локального нагрева может быть воплощен с помощью системы нагрева, внешней по отношению к опоре; это может быть система обдува горячим воздухом в зоне нагнетания, лазерное излучение или микроволновое излучение.
С помощью таких систем нагрева извне, этап локального нагрева можно проводить, оставляя детали на обычной сборочной опоре, используемой во время этапа нагнетания, и поэтому нет необходимости разбирать узел, образованный из первой и второй деталей.
Изобретение также относится к узлу для сборки первой детали турбомашины, по меньшей мере, с одной второй деталью турбомашины путем нагнетания и вулканизации вулканизируемого эластомера в зоне нагнетания на стыке первой и вторую деталей, причем упомянутый узел содержит опору и систему локального нагрева, которая содержит зону нагрева, при этом упомянутая опора и упомянутая система нагрева связаны так, что зона нагрева обращена к зоне нагнетания сразу же после сборки первой детали и второй детали.
Такой узел может обеспечить средство сборки первой детали на второй детали, которое можно использовать во время этапа нагнетания вулканизируемого эластомера и этапа локального нагрева.
Для обеспечения нагревающей поверхности, система локального нагрева включает в себя нагревательное средство, выбранное среди группы, состоящей из контура, несущего нагревающую жидкость, нагревательного сопротивления, системы, действие которой основано на эффекте Пельтье, и индукционной катушки.
Такие нагревательные средства обеспечивают локальный нагрев, при этом для их установки требуется относительно малый объем, и поэтому их можно без затруднений встраивать в узел, соответствующий изобретению.
Нагревательную систему можно встроить в опору, например, путем формирования кольцевой центровочной стенки, выполненной и расположенной с возможностью центровки сборки, образованной первой деталью и второй деталью.
Опора может содержать основание, от которого простирается кольцевая стенка опоры системы локального нагрева, причем система локального нагрева установлена вдоль кольцевой стенки и имеет размеры и расположение, обеспечивающие возможность центровки сборки таким образом, что зона нагрева оказывается обращенной к зоне нагнетания.
Опора может включать в себя систему нагрева в центровочной стенке узла.
Весь узел может образовывать опору для узла направляющего аппарата турбомашины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение в дальнейшем поясняется описанием неограничительных вариантов его осуществления приведенным со ссылками на прилагаемы чертежи, на которых::
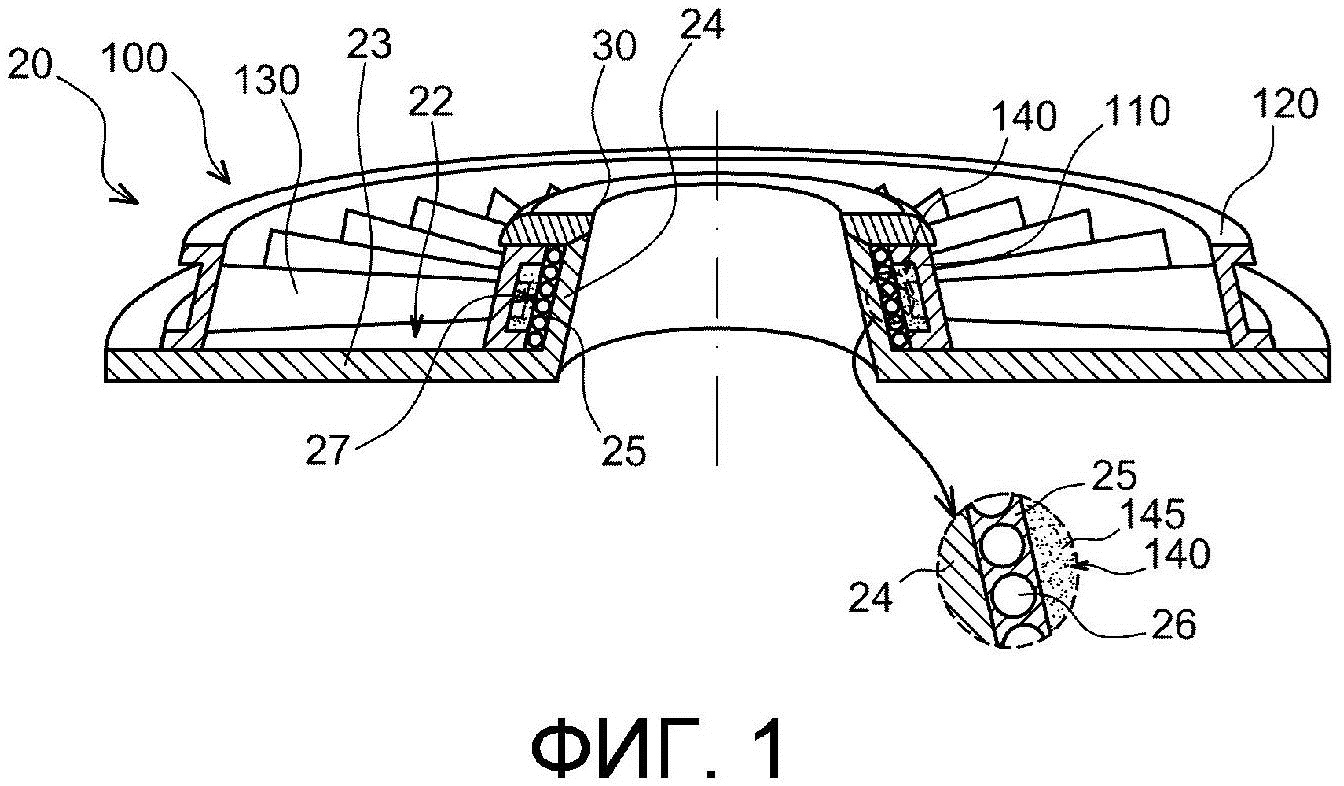
фиг. 1 изображает узел, применяемый для осуществления способа сборки, соответствующего первому варианту осуществления изобретения, в котором нагрев обеспечивается теплопередающей жидкостью, причем обе детали, подлежащие сборке, располагают на этом узле;
фиг. 2 – узел, применяемый во время осуществления способа сборки, соответствующего второму варианту осуществления изобретения, в котором нагрев обеспечивается нагревательным сопротивлением, причем обе детали, подлежащие сборке, размещают на этом узле;
фиг. 3 - этап локального нагрева согласно способу сборки, соответствующего третьему варианту осуществления, в котором используют нагревательную полоску;
Фиг. 4 - этап локального нагрева согласно способу сборки, соответствующего четвертому варианту осуществления, в котором применяют обдувку горячим воздухом;
фиг. 5 - этап локального нагрева согласно способу сборки, соответствующего с пятому варианту осуществления, в котором используют обдувку завихряемым горячим воздухом.
Идентичные, аналогичные или эквивалентные детали на разных чертежах обозначены одинаковыми позициями, чтобы облегчить сравнение разных чертежей.
Различные детали, показанные на чертежах, не обязательно все представлены в одном и том же масштабе, чтобы сделать чертежи легче читаемыми.
Различные возможности (версии и варианты осуществления) следует понимать как не являющиеся взаимно исключительными, и их можно объединять друг с другом.
ПОДРОБНОЕ ОПИСАНИЕ КОНКРЕТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 показан узел 20 для сборки направляющего аппарата 100 турбомашины, начиная с внутреннего корпуса 110 и внешнего корпуса 120, на котором ранее смонтированы лопатки 130.
Такой узел 20 применяют во время сборки направляющего аппарата 100, включающей в себя этапы, на которых:
- устанавливают внешний корпус 120 на внутреннем корпусе 110 таким образом, что концы лопаток 130, противоположные внешнему корпусу 120, оказываются заключенными в соответствующих отверстиях во внутреннем корпусе 110;
- размещают сборку внутреннего корпуса 110 и внешнего корпуса 120 на узле 20;
- размещают крышку 30 для нагнетания на узле 20, чтобы огородить зону 140 нагнетания на стыке внутреннего корпуса 110 и лопаток 130, установленных на внешнем корпусе 120;
- нагнетают кремнийорганическое соединение 145, которое можно вулканизировать при температуре окружающей среды, более известное как кремнийорганическое ВКТ-соединение;
- осуществляют локальный нагрев зоны 140 нагнетания, чтобы вулканизировать кремнийорганическое соединение 145 и заделать лопатки 130 на внутреннем корпусе 110, а также заделать стык между лопатками 130 и внутренним корпусом 110.
Такой способ сборки направляющего аппарата 100, за исключением этапа локального нагрева, раскрыт во французском патенте FR 2958323. Вот почему конкретные признаки этапов помимо этапа локального нагрева не будут подробнее описаны в этом документе.
Такой способ сборки можно использовать для заделки лопаток 130 во внутреннем корпусе 110, обеспечивая при этом функцию уплотнения, изнашиваемого трением, для узла ротора и статора турбомашины.
Узел 20 содержит сборочную опору 22а и центровочное и нагревательное кольцо 25.
Опора 22 содержит основание 23 и кольцевую стенку 24 опоры для кольца 25. Основание 23 в целом имеет форму диска, внешний диаметр которого больше диаметра внешнего корпуса 120 или равен этому диаметру. Кольцевая стенка 24 выполнена в форме цилиндрической оболочки, которая простирается от основания 23 поперечно основанию 23 с внешним диаметром, меньшим, чем внешний диаметр внутреннего корпуса 110.
Кольцо 25 адаптировано к монтажу радиально снаружи кольцевой стенки 24, а для достижения этого оно имеет внутренний профиль, дополняющий внешний профиль кольцевой стенки 24. Таким образом, внутренний диаметр кольца 25 несколько больше, чем внешний диаметр of кольцевой стенки 24. Внешний профиль кольца 25 напротив кольцевой стенки 24 адаптирован к выполнению функции ограничений нагнетания, чтобы можно было придать требуемую форму кремнийорганическому соединению 145 во время его нагнетания. Этот же внешний профиль кольца 25 также выполняет функцию направляющей для внутреннего корпуса 110, центруя его во размещения на узле 20. Таким образом, кольцо может центровать сборку внутреннего корпуса 110 относительно внешнего корпуса 120 во время его размещения на узле 20.
Следует отметить, что в соответствии с одной возможностью изобретения, одна и та же опора 22 может быть связана с несколькими кольцами 25, при этом каждое кольцо 25 имеет внешний профиль, соответствующий типу направляющего аппарата 100. Такая возможность позволяет использовать единственную опору 22 для сборки направляющих аппаратов 100 нескольких типов.
Кольцо 25 содержит нагревательное устройство 26, состоящее из контура теплопередающей жидкости. Нагревательное устройство 26 встроено в кольцо 25 так, что оно ограничивает зону 27 нагрева, обращенную к зоне 140 нагнетания, когда узел 20 поддерживает сборку внутреннего корпуса 110 и внешнего корпуса 120.
Нагревательное устройство 26 образует нагревательное средство, а кольцо 25 образует систему локального нагрева.
В соответствии с одной возможностью изобретения, которая не проиллюстрирована, кольцо 25 также может включать в себя систему для измерения температуры, такую, как термопара. Такая система для измерения температуры выгодна, в частности, тем, что позволяет проконтролировать, правильно ли нагревательное устройство 26 подводит тепло к зоне 140 нагнетания, и вулканизируется ли вследствие этого кремнийорганическое соединение 145.
В соответствии с одной выгодной возможностью, которая не проиллюстрирована, кольцо 25 может быть сформировано из двух разных материалов, один из которых является теплоизоляционным материалом, который, в частности, образует внутренний поверхность кольца, находящуюся в контакте с опорой 22, а другой является теплопроводным материалом, так что кольцо 25 имеет зону 27 нагрева с относительно однородной температурой.
После сборки внутреннего корпуса 110 и внешнего корпуса 120, на узле 20 размещают крышку 30 для нагнетания. Таким образом, крышка 30 для нагнетания перекрывает зону 140 нагнетания. Тогда зона 140 нагнетания ограничивается внешней поверхностью кольца 25, внутренним корпусом 110 и крышкой 30 для нагнетания. Зона 140 нагнетания и форма заделки, образовавшейся во время этого нагнетания, становятся полностью определенными.
При наличии такого узла 20, соответствующего этому первому варианту осуществления, теплопередающая жидкость, нагретая до нужной температуры, циркулирует в контуре теплопередачи во время этапа локального нагрева, доводя нагревающую поверхность 27 до некоторой температуры и вулканизируя нагнетенное кремнийорганическое соединение 145. Таким образом, в конкретном случае кремнийорганического ВКТ-соединения теплопередающая жидкость может иметь температуру, например, 60 °C и может циркулировать в контуре теплопередающей жидкости в течение периода приблизительно 30 минут во время этапа локального нагрева.
При наличии такого нагревательного устройства 26 появляется также возможность использовать контур теплопередачи для обеспечения активного охлаждения зоны 140 нагнетания. После циркуляции теплопередающей жидкости во время этапа локального нагрева можно осуществить циркуляцию жидкости с температурой, меньшей, чем температура зоны 140 нагнетания, для получения активного охлаждения.
На фиг. 2 показан узел 20, соответствующий второму варианту осуществления изобретения, в котором нагревательное устройство 26 представляет собой нагревательный контур с активным сопротивлением. Такой узел отличается от узла 20, соответствующего первому варианту осуществления, тем, что контур теплопередающей жидкости заменен нагревательным контуром с активным сопротивлением.
Отличается и применение такого узла 20, поскольку этот последний узел 20 нельзя адаптировать к обеспечению активного охлаждения зоны 140 нагнетания после этапа локального нагрева.
В соответствии с другими возможностями, которые не проиллюстрированы, нагревательное устройство 26 также может представлять собой систему, действие которой основано на эффекте Пельтье, или индукционную катушку. Аналогично контуру теплопередачи, систему, действие которой основано на эффекте Пельтье, можно адаптировать к обеспечению активного охлаждения. В случае индукционной катушки, встроенной в кольцо 25, для генерирования тока в индукционной катушке также необходим генератор индуктивного тока.
В соответствии с одной возможностью этих первых двух вариантов осуществления, узел может содержать единственную опору 22, кольцевую стенку 24, адаптированную к осуществлению функции направления и центровки сборки внутреннего корпуса 110 и внешнего корпуса 120 и содержащую нагревательное устройство 27 для обеспечения зоны нагрева, обращенной к зоне нагнетания.
На фиг. 3 показан этап локального нагрева согласно способу сборки, соответствующего с третьему варианту осуществления, в котором локальный нагрев обеспечивается нагревательным элементом 40, размещенным на лопатках 130 вблизи зоны 140 нагнетания. Нагревательный элемент 40 должен быть размещен достаточно близко к зоне 140 нагнетания, чтобы обеспечить локальный нагрев зоны 140 нагнетания. Способ сборки, соответствующий этому третьему варианту осуществления, отличается от способа, соответствующего первому вариантом осуществления, тем, что не предусматривает использование кольца 25, и тем, что на этапе нагрева используют нагревательный элемент 40, а не контур 26 теплопередачи, встроенный в кольцо 25.
Следовательно, в этом третьем варианте осуществления узел 20 содержит только сборочную опору 22а. Конфигурация кольцевой стенки 24 обеспечивает направление и центровку внутреннего корпуса 110 с тем, чтобы центровать сборку внутреннего корпуса 110 и внешнего корпуса 120 во время ее размещения на узле 20. Аналогичным образом, профиль внешней поверхности кольцевой стенки 24 адаптирован к выполнению функции ограничений нагнетания, чтобы можно было придать требуемую форму кремнийорганическому соединению 145 во время его нагнетания.
В этом третьем варианте осуществления, нагревательный элемент 40 представляет собой нагревательную полоску, температуру которой регулируют до достижения температуры, подходящей для вулканизации кремнийорганического соединения 145. Эта температура могла бы составлять, например, 60 °C в случае кремнийорганического ВКТ-соединения.
Этап локального нагрева в соответствии с этим третьим вариантом осуществления включает в себя следующие подэтапы, на которых:
- размещают нагревательный элемент 40 на лопатках 130 близко к зоне 140 нагнетания;
- используют нагревательный элемент 40 для локального нагрева зоны 140 нагнетания.
Во время размещения нагревательного элемента 40 на лопатках 130, этот нагревательный элемент вводят в контакт с внутренним корпусом 110, который имеет некоторую площадь поверхности, обращенной к зоне 140 нагнетания. Таким образом, во время размещения нагревательного элемента, большая доля тепла, передаваемого нагревательным элементом 40 внутреннему корпусу 110, прикладывается к зоне 140 нагнетания посредством поверхности внутреннего корпуса 110, которая обращена к зоне 140 нагнетания. Приложение тепла таким образом может обеспечить локальный нагрев зоны 140 нагнетания.
На фиг. 4 показан этап локального нагрева в способе сборки, соответствующем четвертому варианту осуществления, в котором локальный нагрев обеспечивается посредством обдувания зоны 140 нагнетания горячим воздухом 50. Способ, соответствующий этому четвертому варианту осуществления, отличается от способа, соответствующего третьему варианту осуществления тем, что не предусматривает использование нагревательного элемента 40, размещенного на лопатках 130, и тем, что локальный нагрев обеспечивается посредством системы дистанционного нагрева, которая не показана.
Такой этап локального нагрева можно провести, например, с помощью колпака для обдува потоком 50 горячего воздуха, продуваемого к зоне нагнетания, чтобы вулканизировать кремнийорганическое соединение 145. Этот колпак для обдува может представлять собой стационарную систему для обдува или может представлять собой устройство для обдува, которое оператор помещает над сборочной опорой 22а, обращенной к зоне нагнетания.
На фиг. 5 показан этап локального нагрева в способе сборки, соответствующем пятому варианту осуществления изобретения, в котором локальный нагрев обеспечивают путем обдува завихряющимся горячим воздухом 50, который движется по зоне 140 нагнетания. Способ, соответствующий этому пятому варианту осуществления, отличается от способа, соответствующего четвертому варианту осуществления, тем, что поток 50 горячего воздуха во время этапа нагрева представляет собой концентрированный поток воздуха, направленный к зоне 140 нагнетания и могущий свободно двигаться, чтобы охватить всю зону 140 нагнетания.
Такой концентрированный поток 50 горячего воздуха можно обеспечить, например, посредством термосушителя, при этом оператор, работающий на этапе локального нагрева посредством обдува горячим воздухом 50, выдает его из термосушителя к зоне 140 нагнетания.
Такой концентрированный поток 50 горячего воздуха также можно обеспечить посредством устройства для обдува, оснащенного мобильным насадком для обдува. Насадок для обдува, имеющийся в таком устройстве, предназначен для позиционирования таким образом, что он оказывается обращенным к зоне 140 нагнетания во время этапа локального нагрева, а его поток 50 горячего воздуха сконцентрирован по направлению к зоне нагнетания. Во время этого этапа обдува, этот насадок для обдува перемещается вдоль зоны 140 нагнетания, охватывая всю зону нагнетания, в процессе кругового движения. Такое движение насадка для обдува обеспечивает завихрение обдувающего горячего воздуха.
В соответствии с еще одним возможным вариантом осуществления, можно также предусмотреть дистанционный нагрев посредством лазерного излучения или микроволнового излучения вместо потока 50 горячего воздуха. Ограничения при наличии такого средства дистанционного нагрева аналогичны ограничениям в случае потока 50 горячего воздуха, и поэтому они не будут описаны в этом документе подробнее.
Очевидно, что хотя во всех вышеописанных вариантах осуществления первой деталью и второй деталью являются внутренний корпус 110 и внешний корпус 120 направляющего аппарата 100, применение таких способов конечно же можно переносить на сборку других деталей турбомашины всякий раз, когда эта сборка требует нагнетания эластомера, который можно вулканизировать, независимо от того, представляет он собой кремнийорганическое соединение 145, или нет.
Таким образом очевидно, что изобретение охватывает и способы сборки деталей турбомашин с помощью вулканизируемого эластомера, не являющегося кремнийорганическим ВКТ-соединением.



Устройство для соединения кольцевых фланцев, в частности, в турбомашине
Устройство для фиксирования в осевом направлении лопаток на диске ротора турбомашины
Способ заделки при помощи сварки трением отверстия металлической детали, применение опорной детали и удерживающей детали в указанном способе
Способ закупоривания отверстия в металлической детали при помощи сварки в результате трения и использование металлического стержня и опорной детали подшипника для осуществления этого способа
Турбинное кольцо и турбина
Кольцевой корпус статора газовой турбины и устройство охлаждения кольцевого корпуса
Реактивное сопло двигателя летательного аппарата
Способ установки заданного рассогласования на лопастном колесе турбомашины и лопастное колесо турбомашины с заданным рассогласованием (варианты)
Устройство для подачи топлива в камеру сгорания турбомашины
Система блокировки главного вала газотурбинного двигателя с плавким подшипником

