Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, в частности к методам упрочнения поверхностей деталей машин электромеханической обработкой, направлено на повышение износостойкости изделий изготовленных из малоуглеродистых сталей в условиях массового и ремонтного производства.
Известны способы электромеханической обработки деталей машин (см. Аскинази, Б.М. Упрочнение и восстановление деталей электромеханической обработкой / Б.М. Аскинази. - Л.: Машиностроение. - 1989. - 184 с. и Яковлев, С.А. Влияние электрофизических параметров на электромеханическую обработку деталей машин: монография / С.А. Яковлев. - Ульяновск: УВАУ ГА (И), 2014. - 129 с.) при которых через зону контакта деформирующего электрод-инструмента (ролика или пластины) и детали проходит ток большой плотности (108-109 А/м2) и низкого (1-6 В) напряжения, вследствие чего на контактирующей поверхности изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла внутрь детали, что приводит к повышению твердости, прочности и износостойкости.
Однако данные способы не позволяют существенно повысить твердость малоуглеродистой стали, что не обеспечивает значительное увеличение износостойкости поверхностей изделий.
Известен способ упрочнения поверхности изделий из низкоуглеродистых сталей (см. Материаловедение и технология металлов: Учебник для ВУЗов / Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин и др. - М.: Высшая школа, 2001. - 638 с.) путем цементации их поверхности с последующей закалкой. Сущность процесса заключается в диффузионном насыщении поверхностных слоев стали углеродом путем размещения обрабатываемых изделий в среде карбюризатора нагретого до температуры цементации, длительной, до нескольких часов, выдержке изделий при температуре цементации, последующем охлаждении деталей и их закалке. Более производительной технологией цементации является использование в качестве карбюризатора графитовой пасты.
Недостатком этого способа высокая трудоемкость, длительность процесса, необходимость проводить дополнительные стадии термической закалки изделий и их последующей финишной механической обработки.
Известен способ поверхностной обработки малоуглеродистой стали (патент РФ №2197557 - принят за прототип), включающий механическое воздействие рабочим инструментом и нагрев поверхностного слоя изделия путем пропускания электрического тока через зону контакта рабочего инструмента с изделием, отличающийся тем, что одновременно с механическим воздействием рабочим инструментом и нагревом поверхностного слоя изделия осуществляют диффузионное насыщение поверхностного слоя углеродом путем нанесения графитового слоя в зону контакта, при этом нагрев осуществляют пропусканием электрического тока силой 450-650 А через зону контакта рабочего инструмента с изделием со скоростью обработки изделия 0,6-2,5 м/мин при давлении рабочего инструмента на изделие до 250 МПа. Этот способ позволяет частично повысить твердость и износостойкость поверхности.
Недостатками этого способа является необходимость предварительного нанесения графитового слоя, недостаточная степень и глубина науглероживания поверхности. Относительно высокая скорость обработки (0,6-2,5 м/мин) и малый ток (450-500 А) приводят к недостатку времени и температуры на прохождение процессов диссоциации, адсорбции, диффузии при насыщении поверхности детали атомарным углеродом. Все это не обеспечивает необходимую твердость и глубину упрочненной поверхности и недостаточно повышает износостойкость
Достигаемый технический результат - повышение износостойкости обработанных электромеханической обработкой поверхностей изделий изготовленных из малоуглеродистых сталей путем интенсификации процессов насыщения поверхности атомарным углеродом.
Указанный технический результат достигается тем, что в процессе электромеханической обработки происходит более интенсивное диффузионное насыщение поверхностного слоя углеродом путем подачи графитового слоя в зону контакта, за счет того что подача графитовой пасты осуществляется через отверстие неподвижного инструмента в зону контакта инструмента с поверхностью детали под давлением 2…3 МПа, при этом электромеханическая обработка проводится силой тока 800-1000 А через зону контакта рабочего инструмента с изделием со скоростью обработки поверхности изделия 0,4…0,5 м/мин.
На фиг. 1 представлена схема электромеханической обработки поверхности деталей из малоуглеродистой стали.
Способ осуществляется следующим образом. Через зону контакта перемещающейся со скоростью v=0,4…0,5 м/мин по поверхности детали 1 и неподвижного деформирующего электрод-инструмента 2, соединенных между собой электрически с помощью контактных шин 4, проходит ток силой 800…1000 А, вследствие чего на контактирующей поверхности изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием при давлении рабочего инструмента Р1. Одновременно с этим через отверстие электрод-инструмента в место контакта под давлением P2=2-3 МПа (например, создается поршнем - на рисунке не показано) подается графитовая паста 3 (композиционная графитовая паста, в которой связующим веществом является, например, солидол, керосин и олифа, а наполнителем - измельченный графит при установленных технологических пропорциях между этими компонентами). Процессы диссоциации начинают протекать уже в отверстии инструмента, чему дополнительно способствует интенсивный нагрев рабочего инструмента от прохождения электрического тока. В месте контакта инструмента с деталью графитовая паста нагревается до температуры 1000…1200°С, что значительно интенсифицирует процессы адсорбции и мгновенной диффузии атомов углерода в нагретую до аустенитного состояния поверхность изделия. При остывании нагретого участка приводит упрочнение науглероженного слоя с образованием направленного микрорельефа на рабочей поверхности, т.е. к совокупности свойств, значительно повышающих износостойкость рабочих поверхностей трения.
Уменьшение силы тока менее 800 А не обеспечивает достаточный прогрев поверхностных слоев выше температуры фазовых превращений на глубину 1-1,2 мм и интенсификацию науглероживания поверхности. Увеличение скорости обработки более 0,5 м/мин сокращает время науглероживания, что не позволяет увеличить содержание углерода на необходимую глубину.
Увеличение силы тока более 1000 А и уменьшение скорости обработки менее 0,4 м/мин приводит к перегреву и оплавлению поверхностных слоев обрабатываемой детали, что снижает качество поверхности изделия.
Уменьшение давления на графитовую пасту Р2 менее 2 МПа не обеспечивает должную интенсификацию процесса науглероживания поверхности. Увеличение давления Р2 выше 3 МПа практически не изменяет процесс науглероживания.
Давление Р1, прикладываемое к рабочему электрод-инструменту 2, материал инструмента, форма его рабочей поверхности и конфигурация отверстия для подачи графитовой пасты, подача инструмента вдоль заготовки принимаются исходя из заданных требований к качеству обрабатываемой поверхности.
Например, образцы из стали 10, обработанные на заявленных в предложенном способе режимах, на специально оборудованном установкой для электромеханической обработки токарном станке мод. 1К62, были подвергнуты металлографическим исследованиям, в результате которых на упрочненных участках поверхности образцов выявлена концентрация углерода до 1,1%. Глубина закаленного (цементованного) слоя составила до 0,75 мм.
Обработанный по предлагаемому способу поверхностный слой в прилегающей к границе области состоит из мелкодисперсного мартенсита, более глубокие слои из более крупных игл мартенсита, на границе с исходным металлом фиксируются зоны распространения углерода из цементитных пластин перлитных зерен в ферритные области.
Предлагаемый способ обеспечивает дополнительное снижение шероховатости обработанной поверхности, а также небольшие энергетические затраты при его реализации.
Испытания образцов на машине трения СМТ-1 показали увеличение износостойкости изделий на 10-12% по сравнению с прототипом.
Способ электромеханической обработки поверхности детали из малоуглеродистой стали, включающий одновременное осуществление подачи графитовой пасты в зону контакта электрод-инструмента с поверхностью детали, механического воздействия электрод-инструментом на поверхность упомянутой детали и нагрева ее поверхности путем пропускания электрического тока через зону контакта электрод-инструмента с деталью для диффузионного насыщения поверхности углеродом в зоне контакта, отличающийся тем, что подачу графитовой пасты осуществляют через отверстие неподвижного упомянутого электрод-инструмента в зону контакта электрод-инструмента с поверхностью детали под давлением 2-3 МПа, нагрев осуществляют посредством пропускания через упомянутую зону контакта электрического тока 800-1000 А при скорости подачи электрод-инструмента по поверхности детали, составляющей 0,4-0,5 м/мин.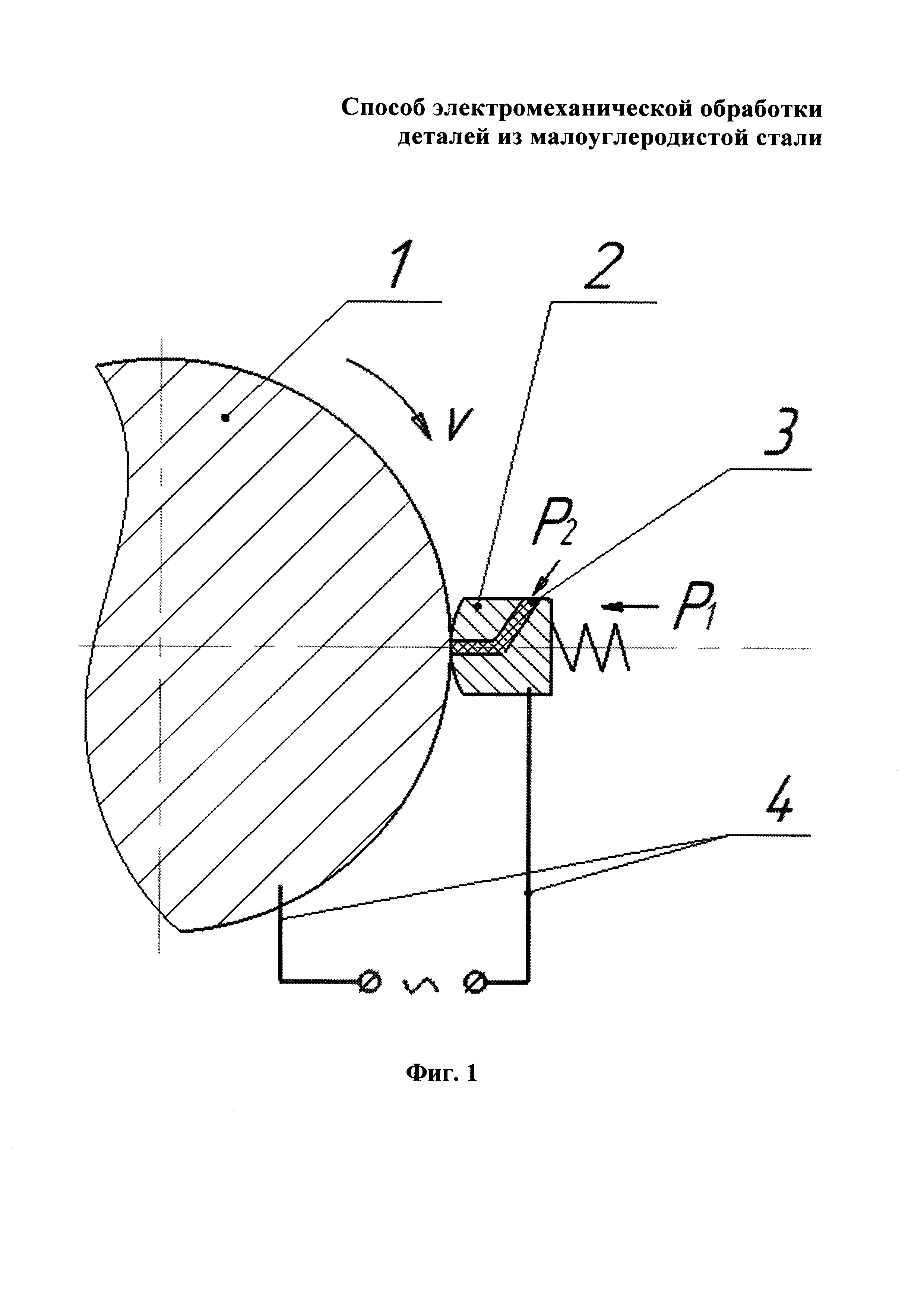
Препарат для лечения гнойного пододерматита у коров
Маслоизготовитель
Маслоизготовитель
Маслоизготовитель
Маслоизготовитель
Маслоизготовитель
Устройство для сушки зерна
Почвообрабатывающий каток
Устройство для сушки зерна
Способ оценки урожайных свойств семян в посевах гороха и сои на стадии формирования плодов
Адаптивный двухпороговый обнаружитель сигналов цифрового панорамного приемника модульного типа
Способ восстановления износа боковых поверхностей шлицев
Способ определения трещин в двухслойных емкостях для перевозки нефтепродуктов
Электрод для контактирования фотоэлектрических преобразователей
Способ получения шпоночного соединения на валах
Способ получения шпоночного соединения на валах
Способ получения шпоночного соединения
Способ получения шпоночного соединения
Передатчик мультиполяризационных помех с повышенной энергетической эффективностью
Способ получения шпоночного соединения на валах точечной электромеханической обработкой

