Результат интеллектуальной деятельности: СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к производству труб большого диаметра, в частности, к оборудованию для сварки труб с использованием технологий лазерной и гибридной лазерно-дуговой сварки.
Нормативно установленные требования к магистральным газо-нефтепроводам диктуют разработку и внедрение новых технологий производства труб большого диаметра, к которым относятся технологии лазерной и гибридной лазерно-дуговой сварки. Главными критериями применения этих технологий являются высокая точность операций по подготовке свариваемых кромок трубной заготовки, сборке кромок в стык, наведению лазерной или гибридной лазерно-дуговой сварочной головки на стык. Эти требования обусловлены необходимостью оплавления обеих кромок стыка для получения сварного соединения с учетом диаметра лазерного луча, величина которого в точке фокуса 0,4…0,6 мм. Также возникают проблемы, связанные с качеством сварного шва, находящиеся в зависимости от самого наличия прихваточного (технологического) шва, выполняемого снаружи трубной заготовки и скрывающего стык кромок для последующего наложения рабочих швов. Выполнение прихваточного (технологического) шва снаружи объясняется простотой исполнения и надежностью системы наведения на стык сварочной головки для сварки прихваточного (технологического шва). Однако при наложении этого шва, скрывается стык кромок, что может привести к неточности наведения головки для сварки корневого шва по технолигии лазерной/гибридной лазерно-дуговой сварки и, как следствие, образование такого дефекта, как несплавление.
Таким образом, существует техническая проблема поиска оборудования для наложения прихваточного (технологического) шва изнутри.
Из уровня техники известно техническое решение, представляющее собой стан для сварки трубной заготовки, включающий размещенную на опорном средстве консольную балку, предназначенную для перемещения сварочного аппарата и другого оборудования внутри трубной заготовки, а также гидравлически упоры, расположенные снизу и предназначенные для прижима кромок трубной заготовки (ближайший аналог, патент US №3377013), находящейся в положении «на 6 часов». Конструктивные особенности стана позволяют его использовать только для сформованных трубных заготовок без раскрытия кромок, следовательно, толстолистовые трубные заготовки, имеющие раскрытие кромок после формовки прессом не могут быть установлены на этот стан для наложения сварного шва.
Использование стана накладывает ограничения и на типоразмер изготавливаемых труб. Так, при сварке труб малым диаметром 508 мм не представляется возможным разместить необходимо оборудование в полости трубы из-за несовместимости по габаритам, поскольку для обеспечения жесткости на больших длинах трубных заготовок консольная балка должна быть выполнена с очень крупным сечением.
Кроме того, упоры осуществляют прижим кромок к консольной балке, что при сварке длинномерных труб и труб большой толщины приведет к большим нагрузкам на консоль и, как следствие, к снижению точности сборки трубы и деформации трубной заготовки, а также к быстрому износу оборудования.
Также стан имеет форму «тупика», куда заходит трубная заготовка, а потом тем же путем выходит. Такая форма стана занимает много места и имеет меньшую производительность за счет нескольких перемещений трубной заготовки в области стана.
Техническая проблема заключается в создании стана для сварки и сборки прямошовных труб, обеспечивающего наложение сварочного шва изнутри трубной заготовки с достижением технического результата, заключающегося в возможности наложения сварного шва на трубы различных типоразмеров.
Предлагаемый стан включает средство подачи трубной заготовки с транспортным рольгангом, имеющим продольную ось и проходящим через сборочно-сварочную клеть с радиально расположенными прижимными роликовыми балками, предназначенными для обжима трубной заготовки, перемещаемой по транспортному рольгангу, а также продольно ориентированный направляющий нож, сварочную тележку с роликами с обеспечением возможности вращения роликов по внутренней поверхности трубной заготовки при перемещении через сборочно-сварочную клеть, при этом сварочная тележка жестко связана с опорными элементами сборочно-сварочной клети через вертикально ориентированный и продольно направленный соединительный нож, направляющий нож предназначен для позиционирования трубной заготовки раскрытием кромок в положении на 12 часов и установлен на опорных элементах сборочно-сварочной клети с возможностью перемещения в вертикальном направлении и фиксации, на сварочной тележке установлены сварочная головка с возможностью вертикального перемещения для наведения на кромки трубной заготовки и обращенный вверх упорный ролик с возможностью перемещения в вертикальном направлении для воздействия на кромки трубной заготовки с внутренней стороны, при этом одна из прижимных роликовых балок установлена вертикально с возможностью воздействия на кромки трубной заготовки с наружной стороны.
Решение технической проблемы связано с наличием в составе сборочно-сварочной клети средств, выполненных в виде сварочной тележки, жестко связанной с опорными элементами сборочно-сварочной клети через соединительный нож, а также направляющего ножа. Указанные ножи установлены продольно ориентированными для обеспечения возможности прохождения через раскрытие кромок трубной заготовки при ее перемещении по транспортному рольгангу через сборочно-сварочную клеть. При этом направляющий нож корректирует положение трубной заготовки раскрытием кромок в положении на 12 часов благодаря тому, что данный нож установлен на опорных элементах сборочно-сварочной клети с возможностью перемещения в вертикальном направлении и фиксации. При подаче трубной заготовки в зону сборочно-сварочной клети направляющий нож частично входит в раскрытие кромок и корректирует необходимое положение трубной заготовки.
Наложение сварного шва изнутри трубной заготовки становится возможным при перемещении трубной заготовки относительно сварочной тележки, несущей сварочную головку. Возможность наведения сварочной головки на кромки трубной заготовки при ее перемещении в вертикальном направлении характеризует предлагаемое устройство в качестве универсального для сварки труб различных типоразмеров.
Функция прижимного ролика, установленного на сварочной тележке, обеспечивает технический результат - выравнивание кромок трубной заготовки относительно друг друга при воздействии с внутренней стороны трубной заготовки. В то же время, в полезной модели предусмотрено гарантированное выравнивание кромок за счет возможности воздействия и на наружную поверхность трубной заготовки с помощью вертикальной роликовой балкой. Таким образом, заявляемое изобретение способно обеспечить надежное выравнивание кромок трубной заготовки с верхней и нижней стороны, предваряющее наложение качественного сварного шва.
Конструкция заявляемого стана характеризует его в качестве проходного, исключающего необходимость нескольких перемещений трубной заготовки.
Таким образом, предлагаемое изобретение содержит признаки, находящиеся в функциональной взаимосвязи в конструктивном единстве, обеспечивающие возможность использования сварочной головки, размещенной на оборудовании, предназначенном для нахождения внутри трубной заготовки. Предлагаемый стан обладает свойством универсальности, т.к. на нем возможно выполнять сварочный шов изнутри трубной заготовки независимо от ее типоразмера благодаря возможности регулирования высоты прижимного ролика до упора во внутреннюю поверхность и наведения сварочной головки изнутри трубной заготовки.
Эти и другие особенности изобретения поясняются с помощью чертежей:
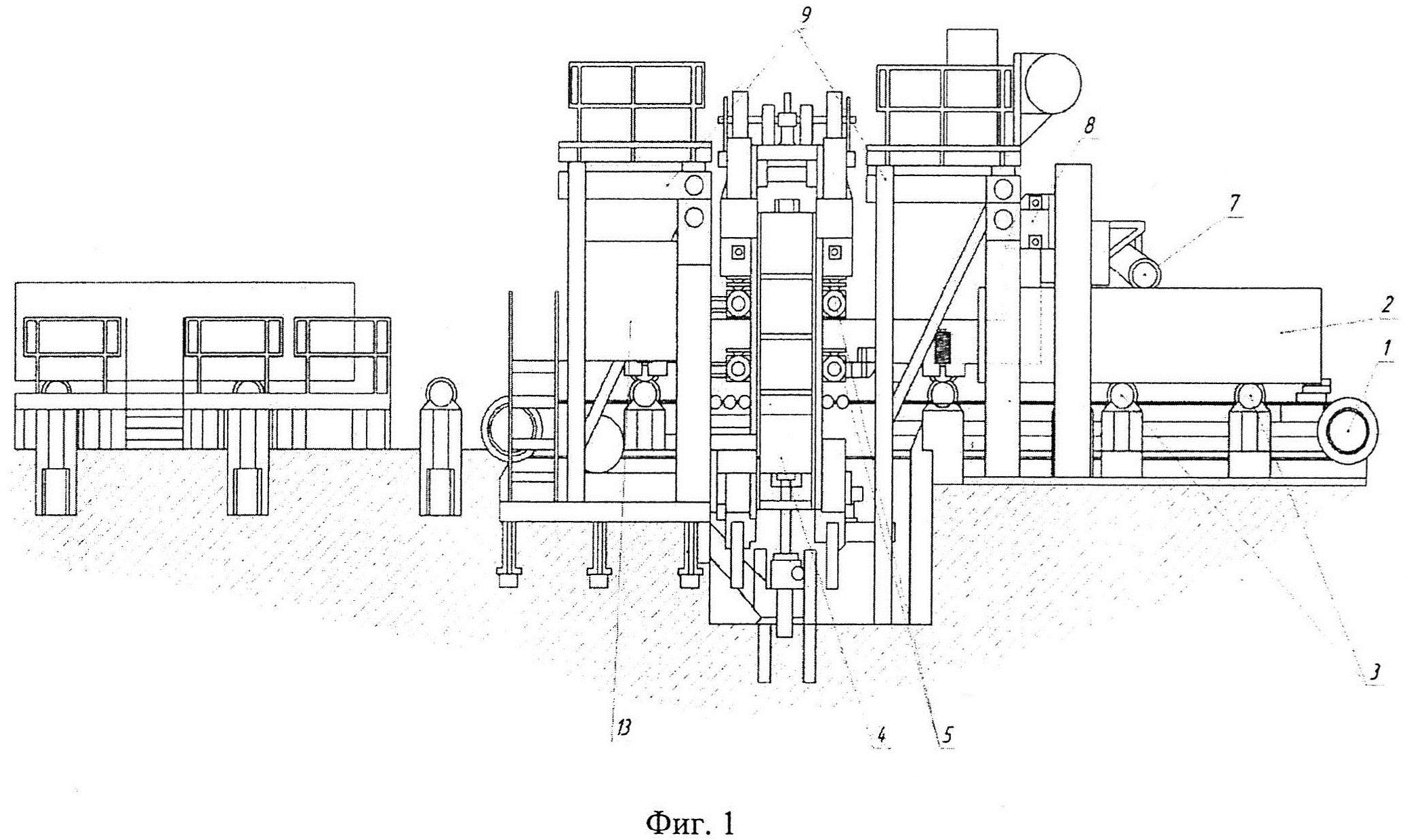
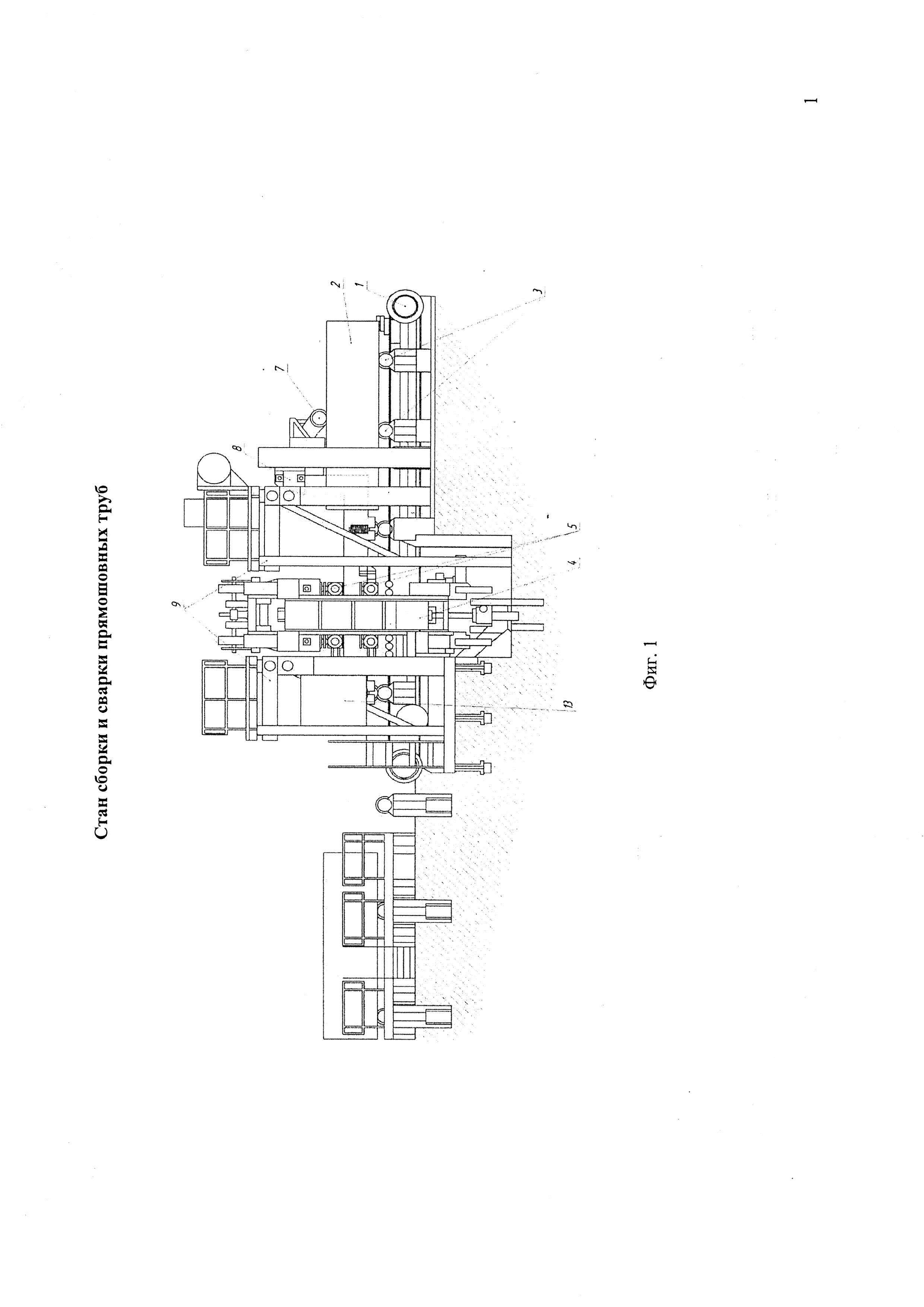
- фигура 1 - общий вид (вид сбоку).
- фигура 2 - общий вид (вид слева).
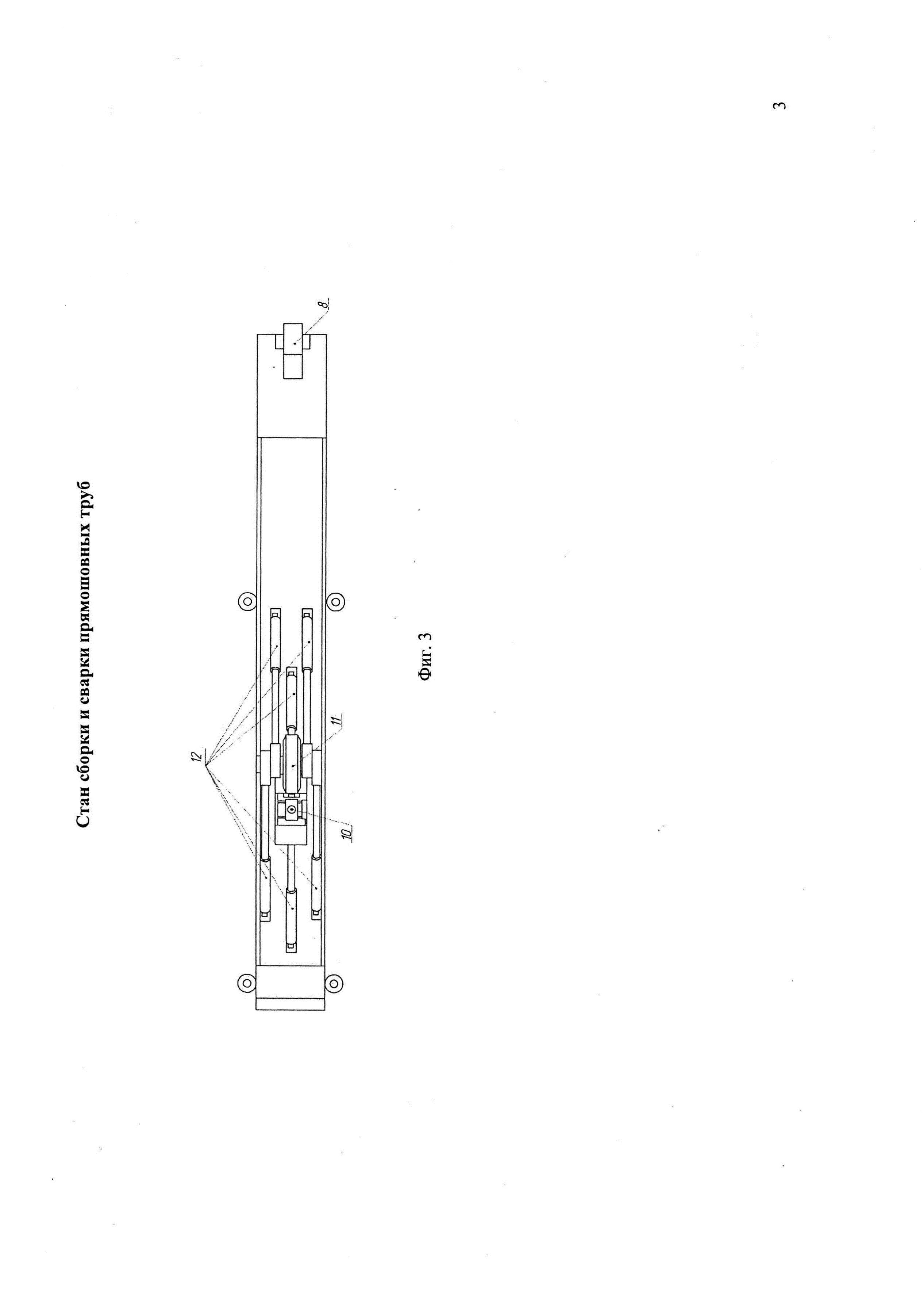
- фигура 3 - общий вид сварочная тележка (вид сбоку).
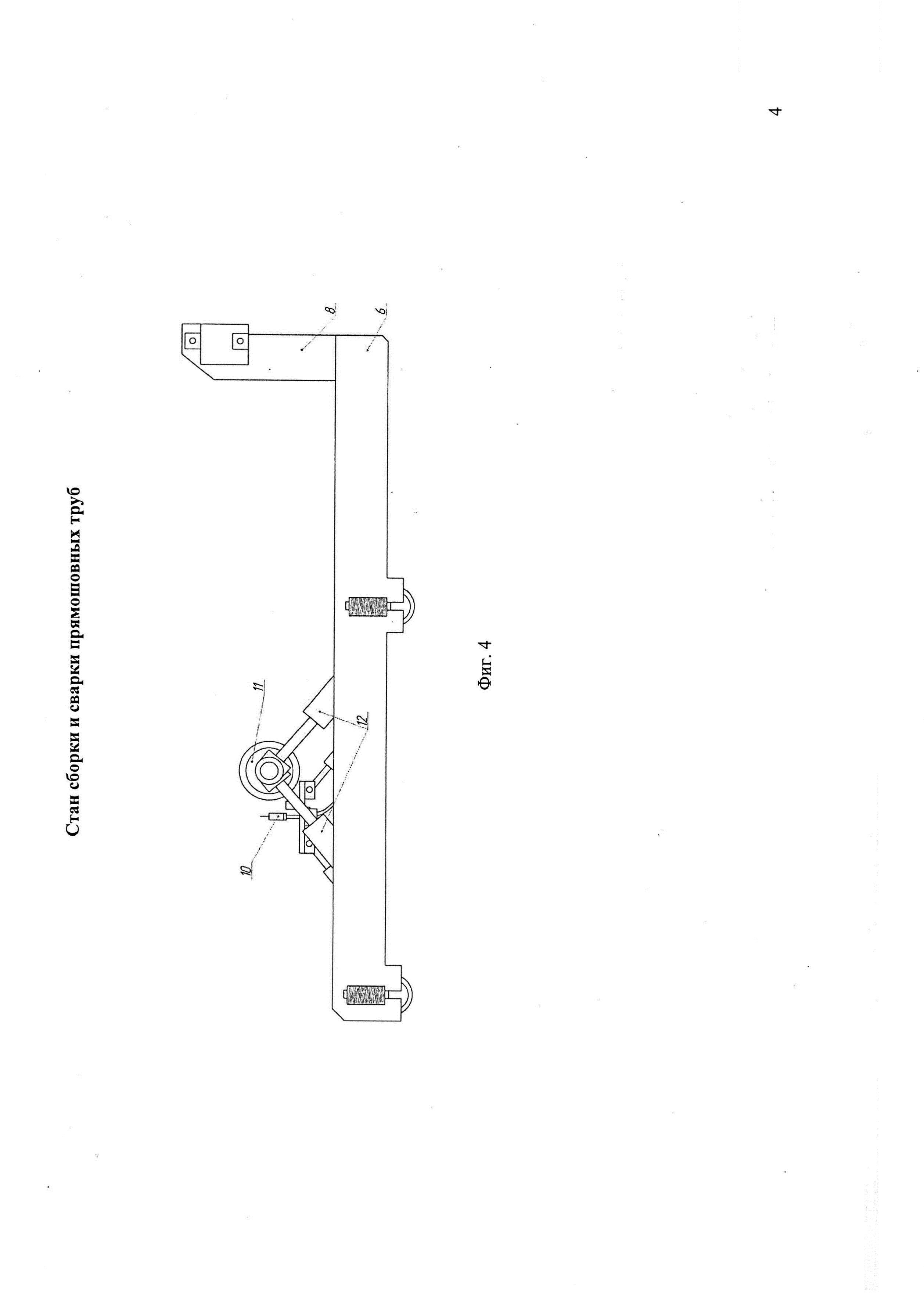
- фигура 4 - общий вид сварочная тележка (вид сверху).
Предлагаемый стан сборки и сварки прямошовных труб представляет собой установленные средство 1 подачи трубной заготовки 2 с транспортным рольгангом 3, сборочно-сварочную клеть 4 с прижимными роликовыми балками 5, сварочную тележку 6, направляющие ножи 7, 8, технологические мостики 9 с размещенными на нем сварочными источниками питания и сварочными материалами (позицией не обозначены).
На сварочной тележке 6 установлена сварочная головка 10 с горизонтальным корректором ее положения, упорный ролик 11 и механизмы 12 для регулирования высоты прижимного ролика и сварочной головки. Такие механизмы могут быть выполнены в виде гидравлических цилиндров.
На сварочной тележке имеется стандартное оборудование для обнаружении разделки и для наведения сварочной головки на стык кромок (на чертеже не показаны) Рядом с клетью 4 размещен пост управления станом 13.
Перед подачей трубной заготовки, например, для наложения прихваточного (технологического) шва происходит настройка сборочно-сварочной клети 4 путем перемещения прижимных роликовых балок 5, поднятие/опускание упорного ролика 11 с помощью механизмов 12, поднятие/опускание сварочной головки с помощью механизмов 12 и установка режимов сварки на посту управления 13. Затем сформованная трубная заготовка 2 поступает на стан, где позиционируется с помощью ножа 7 раскрытием кромок на «12 часов», и при необходимости увеличивает его для прохождения ножа 8. Трубная заготовка перемещается средством подачи труб 1 в зону сварки, при этом в полость трубной заготовки вводится тележка, заставляя ролики сварочной тележки 6 вращаться. При поступлении в рабочую зону трубная заготовка обжимается роликовыми балками 5. Вертикальная роликовая балка, связанная с гидравлическим механизмом осуществляют выравнивание кромок друг относительно друга путем приложения усилия с наружной стороны, в то же время упорный ролик 11 выполняет свою функцию, выравнивая кромки с внутренней стороны. Остальные роликовые балки обжимают трубную заготовку до сведения кромок, затем трубная заготовка останавливается для наведения сварочной головки 10 на стык кромок. С помощью горизонтального корректора сварочная головка 10 устанавливается точно по центру разделки. Оператор на посту управления 13 проверяет и при необходимости корректирует режимы сварки. Таким образом, сварочная головка накладывает сварной шов с внутренней стороны трубной заготовки.
После завершения сварки собранная технологическим (прихваточным) швом трубная заготовка выходит с обратной стороны сборочно-сварочного стана и переходит на следующие этапы производства.
Предложенный стан для сборки и сварки прямошовных труб по сравнению с ближайшим аналогом позволяет осуществить сборку технологическим (прихваточным) швом с внутренней стороны трубных заготовок любого типоразмера, что оставит видимым стык кромок с наружной стороны и позволит адаптировать технологию гибридной лазерно-дуговой сварки для производства труб. Предложенный стан позволяет значительно сократить время на перевалку стана с одного типоразмера труб на другой.
Стан для сборки и сварки прямошовных труб, содержащий средство подачи трубной заготовки с транспортным рольгангом, имеющим продольную ось и проходящим через сборочно-сварочную клеть с радиально расположенными прижимными роликовыми балками, предназначенными для обжима трубной заготовки, перемещаемой по транспортному рольгангу, продольно ориентированный направляющий нож и сварочную тележку с роликами, установленную с обеспечением возможности вращения роликов по внутренней поверхности трубной заготовки при перемещении через сборочно-сварочную клеть, при этом сварочная тележка жестко связана с опорными элементами сборочно-сварочной клети посредством вертикально ориентированного и продольно направленного соединительного ножа, а упомянутый направляющий нож выполнен с возможностью позиционирования трубной заготовки раскрытием кромок в положении на 12 часов и установлен на опорных элементах сборочно-сварочной клети с возможностью перемещения в вертикальном направлении и фиксации, на сварочной тележке установлены сварочная головка с возможностью вертикального перемещения для наведения на кромки трубной заготовки и обращенный вверх упорный ролик, установленный с возможностью перемещения в вертикальном направлении для воздействия на кромки трубной заготовки с внутренней стороны, при этом одна из прижимных роликовых балок установлена вертикально с возможностью воздействия на кромки трубной заготовки с наружной стороны.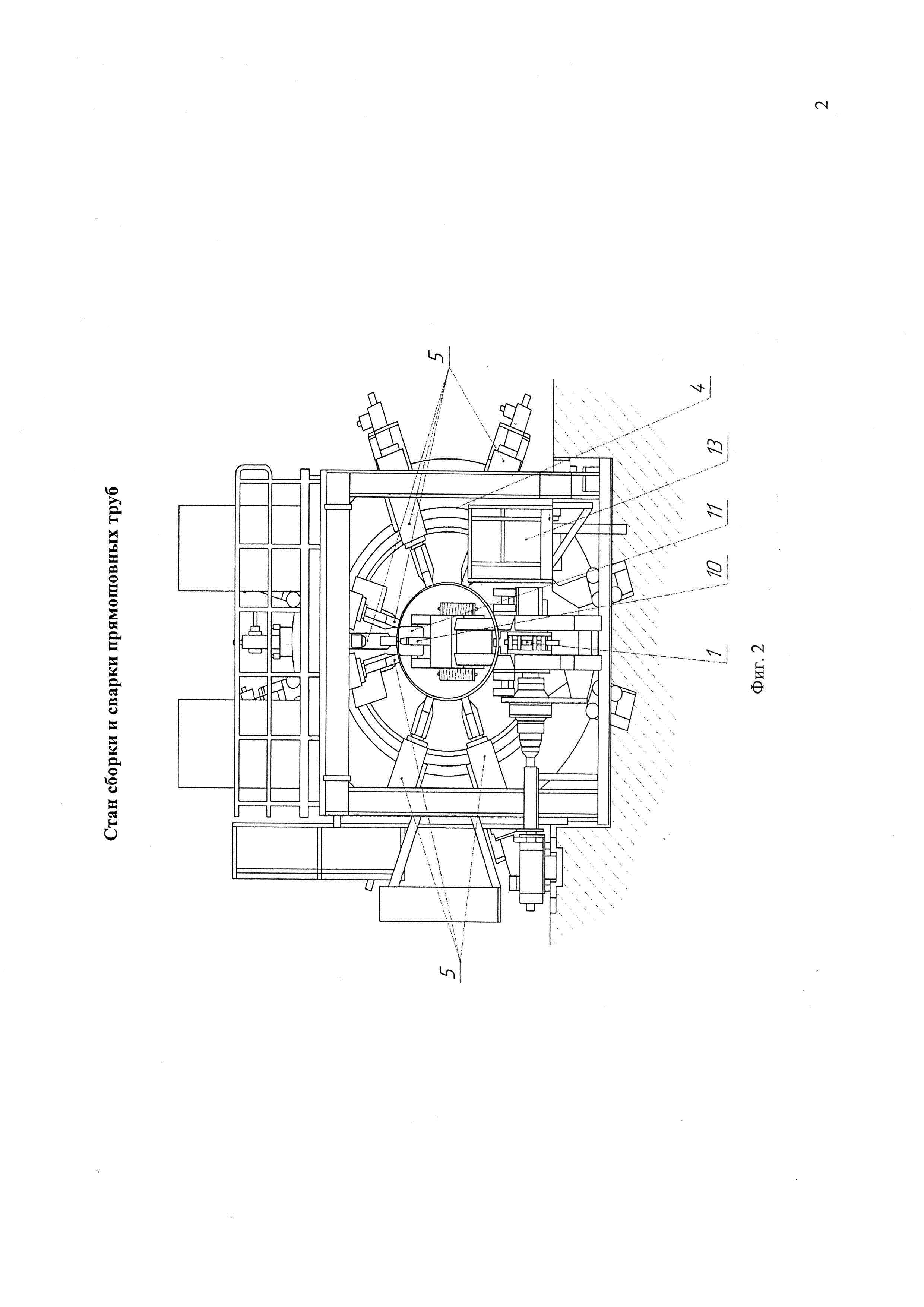
Способ лазерной-дуговой сварки стальной сформованной трубной заготовки
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки
Способ гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали
Способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций
Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Агломерированный флюс для сварки и наплавки лентой нержавеющих сталей
Способ лазерной сварки продольного шва трубы (варианты)
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Сборочно-сварочный стан для производства труб
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерной-дуговой сварки стальной сформованной трубной заготовки

