Результат интеллектуальной деятельности: СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ФОРМОВКИ ОКАНТОВКИ МЕТАЛЛИЧЕСКОЙ ЛОПАСТИ
Вид РИД
Изобретение
Область техники
Область техники согласно изобретению представляет собой область турбинных двигателей и, в частности, область лопастей вентиляторов турбинных двигателей, изготовленных из композитного материала и имеющих ведущую кромку, включающую в себя металлическую структурную окантовку, и настоящее изобретение, таким образом, относится в частности к способу высокотемпературной формовки металлических деталей, например, таких как металлическая структурная окантовка для ведущей кромки лопасти турбинного двигателя, изготовленной из композитного материала.
Тем не менее, изобретение в равной степени применимо для создания любой части сложной геометрической формы и для создания металлической окантовки для упрочнения ведущей кромки или задней кромки лопасти для любого типа наземного или авиационного турбинного двигателя, и в частности, для турбовального двигателя вертолета или для турбореактивного самолета.
Предшествующий уровень техники
Для обеспечения лопастей вентилятора турбинного двигателя известно, что их изготавливают из композитного материала, с металлической структурной окантовкой, которая простирается по всей высоте лопасти и позади ее ведущая кромки, как описано в Документе EP 1908919, поданном под именем Заявителя. Такая окантовка способствует защите композитных лопастей в случае столкновения с вентилятором инородного тела, например, птицы, града или конечно пыли.
В частности, металлическая структурная окантовка защищает ведущую кромку композитной лопасти за счет предотвращения любого риска расслоения, разрыва волокон, или конечно повреждения, вызванного потерей, связанной с когезией между волокнами и матриксом. Известным образом, ее изготавливают либо целиком путем измельчения слитка титана, что требует многочисленных операций повторной обработки и сложной оснастки, налагающей высокие затраты на изготовление, или еще из заготовки, которую получают из простого металлического бруска, путем последовательного выполнения этапов ковки, как описано, в частности, во Французской патентной заявки FR 2961866, поданной под именем Заявителя.
Тем не менее, последние этапы ковки являются особо сложными для выполнения, с учетом наличия подрезов в окантовке. Поэтому Заявитель разработал оснастку «многократного действия» для формования в горячем состоянии, как описано в его патентной заявке FR 2965496, что способствует трехмерному выполнению деформации (т.е. одновременно по различным направлениям) посредством недорогого одноразового пресса (т.е. при работе только по одной оси обработки) при высокотемпературных условиях, т.е. выше 850°C (и примерно 940°C для изготовления окантовки из титана).
Хотя этот способ в основном является удовлетворительным с точки зрения его скорости и простоты, в нем, тем не менее, еще имеются определенные недостатки, вызванные способом перемещений, которые должны быть сопряжены с замыканием оснастки. В результате деталь, которую изготавливают, может быть неудачно размещена в оснастке, и ее также становится нелегко вынуть из выемки в ходе извлечения из формы, что может привести к деформации детали.
Задача и сущность изобретения
Задачей настоящего изобретения, таким образом, является устранение недостатков известного уровня техники.
Задача решается предложенным способом придания формы предварительно отформованной металлической детали, имеющей двусторонние ребра, простирающиеся от головки, причем способ дает возможность использовать оснастку формовочного станка и содержит:
- этап помещения предварительно отформованной металлической детали на место в первом нижнем штампе упомянутой оснастки;
- этап удерживания упомянутой предварительно отформованной металлической детали в первой определенной позиции посредством первого переносного центрального вкладыша;
- этап формовки одного из упомянутых боковых ребер упомянутой предварительно отформованной металлической детали, с получением ее конечной формы на одной оси с упомянутой головкой, путем передвижения первого переносного верхнего штампа вдоль первой оси;
- этап переворачивания упомянутой предварительно отформованной металлической детали, имеющей одно из упомянутых боковых ребер, что, таким образом, придает ей форму в ее конечном виде;
- этап помещения упомянутой предварительно отформованной металлической детали на место во втором нижнем штампе упомянутой оснастки;
- этап удерживания упомянутой предварительно отформованной металлической детали во второй определенной позиции посредством второго переносного центрального вкладыша; и
- этап придания формы одному из упомянутых боковых ребер упомянутой предварительно отформованной металлической детали, с получением ее конечной формы на одной оси с упомянутой головкой, путем передвижения второго переносного верхнего штампа вдоль второй оси.
Таким образом, блокирование детали в определенных позициях перед приданием формы ее двусторонним ребрам, с получением их конечных форм, предотвращает движение, которое наблюдают для оснастки согласно уровню техники.
Является предпочтительным, чтобы упомянутый этап удерживания в первой определенной позиции был выполнен путем передвижения первого переносного центрального вкладыша вдоль первой оси.
Является выгодным, чтобы упомянутый этап удерживания во второй определенной позиции был выполнен путем передвижения второго переносного центрального вкладыша вдоль второй оси. Упомянутая ось, вдоль которой движется упомянутый второй переносной центральный вкладыш, соответствует по существу средней плоскости между упомянутыми боковыми ребрами.
Является предпочтительным, чтобы упомянутый второй переносной центральный вкладыш был покрыт защитным слоем нитрида бора, для облегчения вытягивания при извлечении упомянутой предварительно отформованной металлической детали из упомянутой оснастки формовочного станка.
Изобретение также обеспечивает оснастку формовочного станка, подходящую для высокотемпературной формовки предварительно отформованной металлической детали, полученной вышеописанным способом формовки.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения следуют из описания неограничительных вариантов его осуществления, приведенного со ссылками на сопровождающие чертежи, на которых:
- Фигура 1 представляет собой разрез ведущей кромки лопасти вентилятора, сделанной из композитного материала, и показывает ее металлическую структурная окантовка;
- Фигура 2 представляет собой вид в изометрии предварительно отформованной металлической детали, используемой для создания металлической структурной окантовки по Фигуре 1, перед выполнением способа формовки согласно изобретению;
- Фигуры 3-6 показывают соответствующие позиции оснастки формовочного станка, используемого для выполнения способа формовки согласно изобретению.
Подробное описание варианта осуществления изобретения.
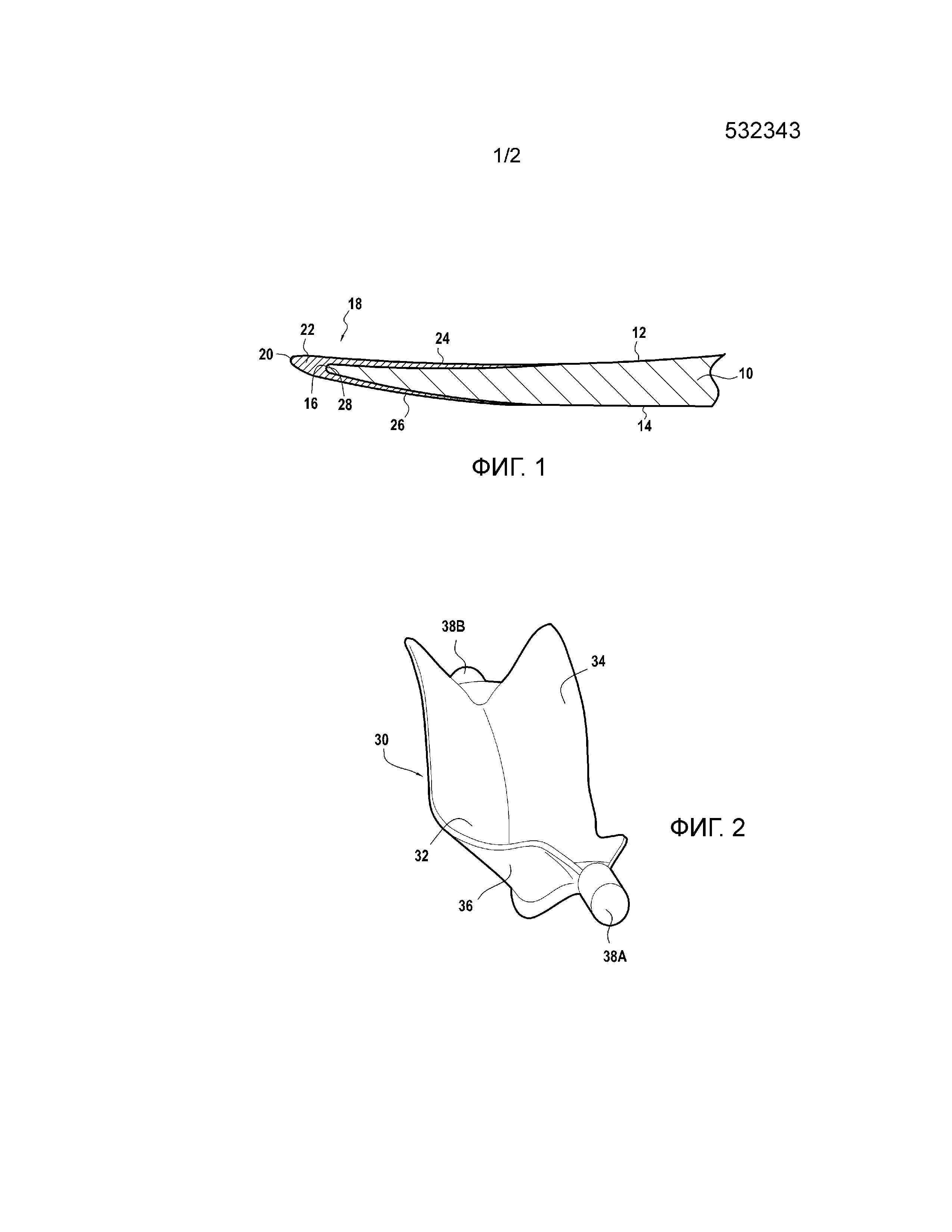
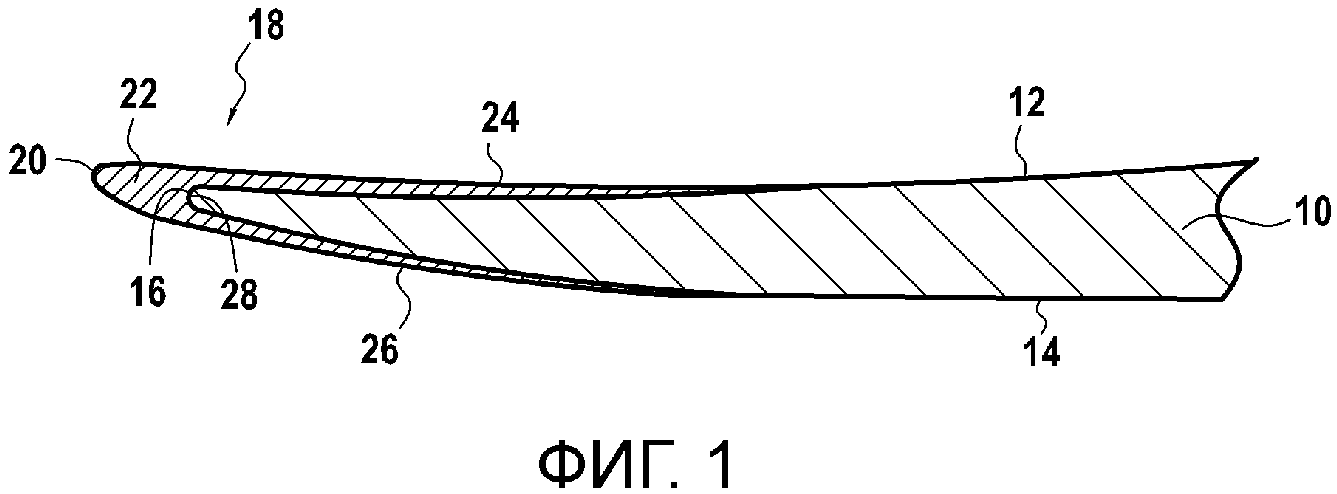
Фигура 1 представляет собой местный вид композитной лопасти, включающей в себя металлическую структурную окантовку для ее ведущей кромки, полученной посредством способа формовки согласно изобретению.
В качестве примера, показанная лопасть 10 представляет собой лопасть вентилятора турбинного двигателя (не показан), простирающуюся между ведущей кромкой и задней кромкой от хвостовика лопасти до законцовки лопасти, и обычно получаемую путем вакуумного формования с предварительной механической вытяжкой (заполнение, адгезивная пайка) сотканного композитного материала. В качестве примера, используемый композитный материал может быть составлен из сборки сотканных углеродных волокон и матрицы смолы, причем сборке придают форму путем прессования, с использованием стандартного способа вакуумно-инжекционного прессования типа литьевого прессования смолы (resin transfer molding, RTM).
Поверхность 12 стороны нагнетания и поверхность 14 стороны разрежения образуют боковые поверхности лопасти 10, соединяющие между собой ведущую кромку 16 и заднюю кромку (не показаны) лопасти 10. Лопасть 10 известным образом включает в себя металлическую структурную окантовку 18, предпочтительно, созданную на основе титана (из-за его сильной способности к поглощению энергии, вызванной соударением), и данную окантовку адгезивно связывают с ведущей кромкой 16, к которой она тесно пригнана, и вдоль которой она простирается, для образования окантовки ведущей кромки 20. Металлическую структурную окантовку адгезивно связывают с лопастью 10, с использования клея, известного специалистам в данной области техники, такого как, например, циано-акриловый клей или, конечно же, эпоксидный клей.
Металлическая структурная окантовка 18 стандартно является цельным и имеет фактически V-образное сечение, представляющее собой основание 22, образующее ведущую кромку 20 и простирающееся в виде двух боковых задних поверхностей 24 и 26, которые тесно насажены, соответственно, на сторону нагнетания 12 и на сторону разрежения 14 лопасти 10. Задние поверхности 24 и 26 имеют суживающийся или утончающийся профиль, идущий по направлению к задней кромке лопасти. Основание 22 имеет скругленный внутренний профиль 28, подходящий для тесного насаживания на скругленную форму ведущей кромки 16 лопасти 10.
Способ формовки согласно изобретению дает возможность завершить приготовление металлической структурной окантовки, как показано на Фигуре 1 (где окантовка показана в ее конечном состоянии, установленной на лопасть 10 вентилятора турбинного двигателя), начиная с предварительно отформованной металлической детали 30, как показано на перспективном изображении согласно Фигуре 2.
Как известно из исходных этапов способа согласно вышеупомянутой заявке FR 2961866, предварительно отформованную металлическую деталь 30 получают из металлического бруска с круговым сечением, диаметра и длины, которые являются функциями желаемой лопасти. Брусок исходно деформируется по двум направлениям, с образованием двойного выгиба, при использовании изотермического пресса при температуре, лежащей в диапазоне 700 - 940°C (когда брусок изготовлен из титана). Затем брусок, изогнутый указанным способом, подвергают штамповке на прессе посредством гидравлического или винтового пресса при температуре примерно 940°C, перед приданием ему формы, путем обратной экструзии посредством пробойника (или нескольких пробойников, в зависимости, в частности, от количества выдавливаемого материала), штампа (штампов), имеющего V-образную форму, который соответствует внутренней конечной форме внутреннего профиля 28 основания 22 металлической окантовки 18, т.е. скругленной форме, которая дополняет форму ведущей кромки 16 лопасти 10.
В конце этих этапов, перед способом формовки согласно изобретению предварительно отформованная металлическая деталь 30 представляет собой промежуточную заготовку почти V-образной формы (или, точнее говоря, Y-формы), имеющей двусторонние ребра 32, 34, с образованием между ними угла, лежащего в диапазоне 60-90°, простирающиеся от твердой головки 36, соответствующей по существу конечной форме основания 22 металлической структурной окантовки 18. Толщины боковых ребер представляют собой профили, которые сужаются по направлению от головки, таким образом, чтобы они соответствовали поверхностям стороны нагнетания и стороны разрежения лопасти.
На концах этой детали 30 имеются фиксаторы 38A, 38B, выходящие из исходного металлического бруска, что облегчает работу с деталью.
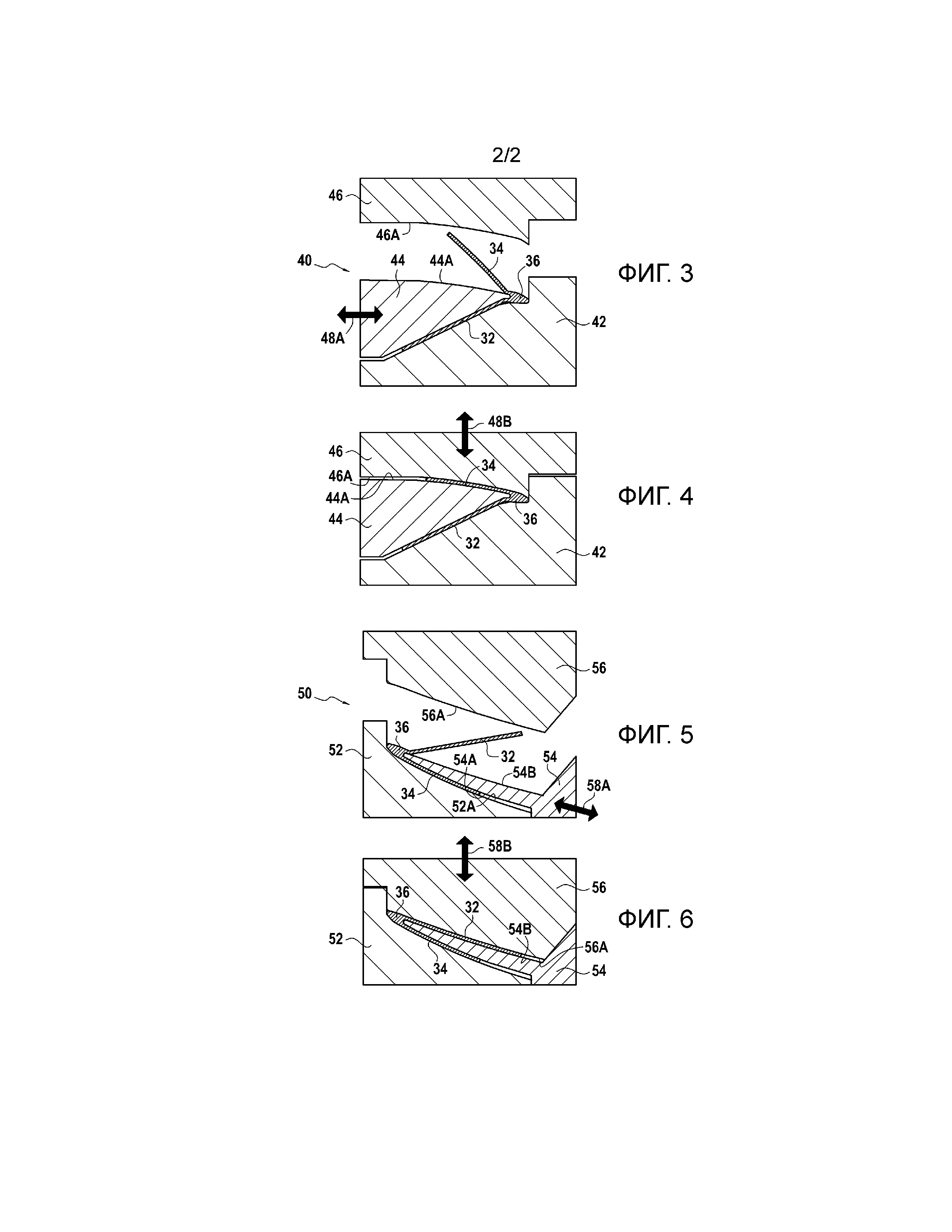
Фигуры 3-6 показывают различные этапы придания формы металлической структурной окантовке 18 из предварительно отформованной металлической детали 30, полученной с помощью вышеописанных этапов, причем придание формы осуществляют с использованием оснастки формовочного станка, подходящей для придания формы (формовки или ковки) детали при высокой температуре. Целью данной оснастки является перемещение боковых ребер 32 и 34 друг к другу, для уменьшения угла, который образуется между ними, для получения желаемой конечной формы. В закрытой оболочке (не показана) и при температуре примерно 920°C (плюс или минус 20°C), причем способ дает возможность последовательного использования первой и второй установок 40 и 50, каждая из которых содержит нижний штамп 42, 52, переносной центральный вкладыш 44, 54 и переносной верхний штамп 46, 56.
Как показано на Фигуре 3, предварительно отформованную металлическую деталь 30 сначала устанавливают на место в нижнем штампе 42, где ее тесно насаживают на его внутренний контур, а затем переносной центральный вкладыш 44 перемещают вдоль оси 48A (горизонтальной на чертеже), до его вхождения в контакт с внутренней частью головки 36, таким образом, чтобы в данной первой позиции предварительно отформованная металлическая деталь 30 удерживалась на месте за счет блокирования ее первого бокового ребра 32 относительно переносного центрального вкладыша и нижнего штампа.
Фигура 4 показывает следующий этап способа согласно изобретению, в котором верхний штамп 46 перемещают вдоль оси 48B (вертикальной на чертеже) таким образом, чтобы путем закрытия первой установки 40, он придавал форму второму боковому ребру 34, относительно переносного центрального вкладыша 44. Для этого, верхняя стенка 44A переносного центрально вкладыша и нижняя стенка 46A переносного верхнего штампа представляют собой обращенные друг к другу грани, которые сформированы таким образом, чтобы между ними оставалось пространство, необходимое лишь для придания формы второму боковому ребру 34 предварительно отформованной металлической детали, с получением ее конечной формы, т.е. на одной оси с головкой 36.
Для придания формы первому боковому ребру 32, необходимо перевернуть предварительно отформованную металлическую деталь, полученную на промежуточном этапе придания формы второму боковому ребру 34, и поместить ее на место на второй нижней стороне 52 оснастки формовочного станка, относительно которой она совпадает с внутренним контуром, как показано на Фигуре 5. Переносной центральный вкладыш 54 затем перемещают вдоль оси 58A (по существу по средней плоскостью между боковыми ребрами и, таким образом, наклоняют вверх на чертеже), до его вхождения в контакт с внутренней частью головки 36, таким образом, чтобы в этой второй позиции предварительно отформованная металлическая деталь 30 удерживалась на месте за счет блокирования ее предварительно сформированного второго бокового ребра 34 между переносным центральным вкладышем и нижним штампом 52. Для этой цели, обращенным друг к другу граням 54A переносного центрального вкладыша и нижнего штампа 52A естественным образом придают форму таким образом, чтобы между ними оставалось только пространство, необходимое для приема второго бокового ребра.
Фигура 6 показывает последний этап способа согласно изобретению, в котором верхний штамп 56 перемещают вдоль оси 58B (вертикальной на чертеже), таким образом, чтобы при закрытии второй установки 50 он доходил до формы первого бокового ребра 32, относительно переносного центрального вкладыша 54. Для этого, верхняя стенка 54B переносного центрального вкладыша и нижняя стенка 56A переносного верхнего штампа представляют обращенные друг к другу грани, которые имеют такую форму, что между ними остается пространство, необходимое лишь для придания формы первому боковому ребру 32 предварительно отформованной металлической детали, с получением ее конечной формы, т.е. аналогично, на одной оси с головкой 36. Оснастку поддерживают закрытой относительно детали в течение нескольких минут, во избежание какого-либо риска того, что деталь эластично сдвинется назад.
В конце этих этапов придания формы, предварительно отформованная металлическая деталь 30 имеет конечную Y-образную форму металлической структурной окантовки 18, с ее двумя боковыми задними поверхностями 24, 26 простирающимися от ее основания 22, и между которыми имеется конечный угол, для которого требуются технические описания. Все, что затем остается сделать, - это извлечь металлическую структурную окантовку (предпочтительно, пока она горячая) путем последовательного передвижения переносного верхнего штампа и переносного центрального вкладыша 54 вдоль их соответствующих осей 58B и 58A (в направлениях, противоположных к их предыдущим движениям), для извлечения предварительно сформированной металлической детали из второй установки 50, с последующим отрезанием фиксаторов на двух концах этой детали, для получения металлической структурной окантовки, готовой для использования. Когда переносной центральный вкладыш 54 содержит множество частей, его извлекают перед передвижением верхнего штампа. Это извлечение успешно облегчается за счет осаждения защитного слоя нитрида бора на переносной центральный вкладыш и за счет создания переносного центрального вкладыша в виде множества частей, подходящих для извлечения по отдельности. Там, где это необходимо, и в зависимости от его применения, это извлечение может сопровождаться полировкой металлической структурной окантовки.
Следует отметить, что хотя способ согласно изобретению описан в основном для металлической структурной окантовки на основе титана, это естественно в равной мере применимо и для материалов на основе никеля или конечно на основе стали, при использовании температур, подходящих для этих сплавов.
Также следует отметить, что хотя изобретение описано более конкретно применительно к приданию формы металлической окантовке для лопасти турбинного двигателя, изготовленной из композитного материала, очевидно, что оно также применимо для металлической окантовки для лопасти турбинного двигателя, изготовленной из металла. Аналогично, хотя изобретение более конкретно описано применительно к металлической окантовке для ведущей кромки лопасти турбинного двигателя, оно также применимо и для создания металлической окантовки для задней кромки лопасти турбинного двигателя.
Способ зажигания для камеры сгорания газотурбинного двигателя
Клапан
Кольцевая стенка сгорания с улучшенным охлаждением на уровне первичных отверстий и/или отверстий разбавления
Способ изготовления металлического усилительного элемента
Сопло выброса газов и турбореактивный многоконтурный двигатель
Коробка привода турбомашины и турбомашина
Устройство уплотнения для машины для намотки волокнистой текстуры на оправку для пропитки
Способ формирования защитного покрытия на поверхности металлической детали
Звукопоглощающая панель гондолы турбореактивного двигателя, оснащенная встроенными крепежными элементами
Способ и устройство мониторинга контура обратной связи приводной системы переменных геометрий турбореактивного двигателя
Способ изготовления металлического элемента жесткости лопатки турбомашины
Устройство и способ обрезания частей, состоящих из металла или композитного материала, и части, полученные этим способом

