Результат интеллектуальной деятельности: ФУТЕРОВКА КОРПУСА РЕАКТОРА УСТАНОВОК ДЛЯ МЕТАЛЛИРОВАНИЯ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к области конструктивного исполнения высокотемпературных реакторов установок, предназначенных для объемного металлирования заготовок из пористых материалов.
Известна футеровка корпуса реактора установок для металлирования, выполненная в виде отдельных блоков из низкоплотного углерод-углеродного композиционного материала, расположенных так, что образуют замкнутый контур [Мармер Э.М. Углеграфитовые материалы. Справочник М. Мет-я, 1973].
Недостатком футеровки такой конструкции является то, что в ее низкоплотном материале частично конденсируются пары металла, что приводит к снижению его теплоизоляционных свойств. Кроме того, это может привести к невозможности проведения в реакторе с такой футеровкой некоторых процессов металлирования из-за загрязнения объема реактора более летучим металлом, чем используемый в данном процессе.
Наиболее близкой к заявляемой по технической сущности и достигаемому эффекту является футеровка корпуса реактора установок для металлирования, выполненная в виде засыпки углеродного порошка и/или укладки волокнистого углеродного наполнителя низкой теплопроводности (теплоизоляционного материала) в контейнеры из плотного термостойкого материала [Мармер Э.М. Углеграфитовые материалы. Справочник М. Мет-я, 1973].
Такое конструктивное исполнение футеровки позволяет сохранить теплофизические свойства теплоизоляционного материала, а также исключить его загрязнение за счет предотвращения конденсации в его порах паров металлов.
Недостатком футеровки является выделение из нее в реакторное пространство СО, Н2 и СО2, происходящее по мере ее прогрева в процессе металлирования заготовок. Из-за этого не всегда получаются требуемые результаты по степени металлирования заготовок жидкофазным, паро-жидкофазным и комбинированным методами.
При парожидкофазном методе металлирования существует реальная угроза запирания паров металла в тиглях, если массоперенос металла к металлируемой заготовке требуется осуществить в сравнительно низкотемпературном интервале (когда давление паров металла мало). Запирание паров Si и Ti в тиглях в интервале соответственно 1300-1550°С и 1500-1750°С установлено нами экспериментально.
О чувствительности испарения из жидкой фазы к загрязнению зеркала металла, в частности меди, указывается в [Металлургия сталей и сплавов в вакууме, Киев, Техника, 1974, с. 87], где сказано, что загрязнение зеркала расплава меди приводит к уменьшению скорости испарения в несколько раз и даже на несколько порядков.
При классическом и альтернативном жидкофазном и комбинированном методе металлирования крупногабаритных заготовок происходит науглероживание и/или частичная карбидизация частиц карбидообразующих металлов или частиц прекурсора жидкого металла, например, частиц нитрида кремния, являющегося прекурсором жидкого кремния, следствием чего является поверхностный (а не объемный) характер металлирования. Обусловлено это наличием в реакционном пространстве СО и СО2.
Задачей изобретения является повышение вероятности получения стабильно высоких результатов по степени и равномерности металлирования (в частности, силицирования) заготовок различными методами.
Поставленная задача решается за счет того, что футеровка корпуса реактора установок для металлирования заготовок, выполненная в виде засыпки углеродного порошка и/или укладки волокнистого углеродного наполнителя низкой теплопроводности (теплоизоляционного материала) в контейнеры из плотного термостойкого материала, в соответствии с заявляемым техническим решением она дополнительно содержит несколько вертикально расположенных по отношению к днищу реактора предварительно герметизированных П-образной формы оболочек из углерод-углеродного или углерод-карбидокремниевого композиционного материала, снабженных герметичными втулками для замера через них температуры в реакторе; оболочки своими торцами установлены через уплотнения и/или герметик в углубления, выполненные в днище реактора, или - при введении в конструкцию футеровки преддонной неохлаждаемой водой металлической обечайки, установленной внутри реактора, расположенной с зазором по отношению к его днищу (точнее: участку днища реактора, оформляющему его боковую футеровку) и образующей вместе с ним преддонную герметичную камеру; - П-образной формы оболочки соединены через уплотнительный материал с соответствующими участками преддонной металлической обечайки, (для чего первые снабжены соединительными фланцами) и образуют совместно с ними (или днищем реактора) герметичные камеры тороидальной формы, внутри которых располагаются контейнеры, заполненные теплоизоляционным материалом и закрытые крышками; герметичные камеры снабжены штуцерами для непосредственного соединения с вакуумной системой или снабжены отверстиями для опосредованного (через преддонную герметичную камеру) соединения с ней (вакуумной системой).
Решению поставленной задачи способствует также то, что:
а) перед камерами тороидальной формы расположены тепловые экраны цилиндрической формы из предварительно герметизированного углерод-углеродного или углерод-карбидокремниевого композиционного материала.
б) часть тепловых экранов выполнена в виде спирали Архимеда.
в) герметичные втулки выполнены заодно с оболочками П-образной формы
Дополнительное введение в конструкцию футеровки корпуса нескольких вертикально расположенных по отношению к его днищу предварительно герметизированных П-образной формы оболочек из углерод-углеродного или углерод-карбидокремниевого композиционного материала обеспечивает удлинение их цилиндрических участков на сравнительно близкую величину благодаря сравнительно небольшой разнице температур между ними и уменьшающемуся со снижением температуры КЛТР УУКМ или УККМ. При этом во втулках, которыми снабжены отдельные оболочки, не возникают напряжения такой величины, которые бы привели к их разрушению. Таким образом, создаются предпосылки для образования герметичных камер и сохранения их герметичности в ходе проведения процессов металлирования и в промежутках между ними.
Установка П-образных оболочек своими торцами через уплотнения и/или герметик в углубления, выполненные в днище реактора, с образованием вместе с ним (с днищем) герметичных камер тороидальной формы, внутри которых располагаются контейнеры, заполненные теплоизоляционным материалом и закрытые крышками, позволяет предотвратить доступ кислорода воздуха (попадающего в реактор установки) к теплоизоляционному материалу и выход углеродсодержащйх газов из герметичных камер в объем реактора в ходе проведения процесса металлирования. Кроме того, создаются предпосылки для исключения доступа кислорода воздуха (и содержащихся в нем паров воды) к теплоизоляционному материалу в период между процессами металлирования. То же самое можно сказать и в том случае, когда П - образной формы оболочки соединены через уплотнительный материал с соответствующими участками преддонной металлической обечайки (при введении ее в конструкцию футеровки), т.к. они совместно образуют герметичные камеры. Следует отметить, что дополнительное снабжение футеровки корпуса реактора установленной внутри него вблизи его днища с зазором по отношению к нему преддонной неохлаждаемой водой и повторяющей его профиль металлической обечайки, образующей совместно с днищем реактора герметичную преддонную камеру, создает предпосылки для упрощения монтажа футеровки.
Снабжение герметичных камер штуцерами для непосредственного соединения с вакуумной системой или отверстиями для опосредованного (через преддонную герметичную камеру) соединения с ней обеспечивает возможность их вакуумирования (или создания в них защитной среды с давлением, равным давлению в реакторе) в ходе проведения процессов металлирования, следствием чего является существенное снижение вероятности выхода СО из автономно вакуумируемых герметичных камер в объем реактора. Кроме того, это обеспечивает возможность консервации теплоизоляционного материала в период между проведением процессов металлирования за счет создания в герметичных камерах давления инертного газа, немного превышающего атмосферное давление.
Размещение перед герметичными камерами тороидальной формы (в предпочтительном варианте выполнения футеровки) тепловых экранов цилиндрической формы из предварительно герметизированного углерод-углеродного или углерод-карбидокремниевого композиционного материала позволяет, с одной стороны, уменьшить содержание в реакторе СО (за счет уменьшения их окисления), с другой стороны, снизить температуру на герметичных камерах, уменьшив разницу в удлинении цилиндрических участков оболочек П-образной формы и тем самым дополнительно уменьшить величину термических напряжений, возникающих в герметичных втулках, предназначенных для замера через них температуры.
Выполнение тепловых экранов (в предпочтительном варианте выполнение конструкции футеровки) в виде спирали Архимеда позволяет упростить их изготовление, а за счет изготовления их очень тонкими (толщиной 1-2 мм), а значит в большем количестве, - дополнительно снизить температуру на герметичных камерах.
Снабжение П-образных герметичных оболочек герметичными втулками для замера через них температуры обеспечивает функциональную работу реактора.
Выполнение герметичных втулок (в предпочтительном варианте выполнения конструкции футеровки) заодно целое с оболочками П-образной формы, позволяет снизить газопроницаемость герметичных камер по сравнению с установкой их в отверстия оболочек П-образной формы через соответствующие уплотнения.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность существенно уменьшить содержание СО в объеме реактора.
Благодаря новому свойству решается поставленная задача, а именно: существенно повышается вероятность получения стабильно высоких результатов по степени и равномерности металлирования (в частности, силицирования) заготовок различными методами.
Заявляемая конструкция футеровки корпуса реактора установок для металлирования поясняется чертежами.
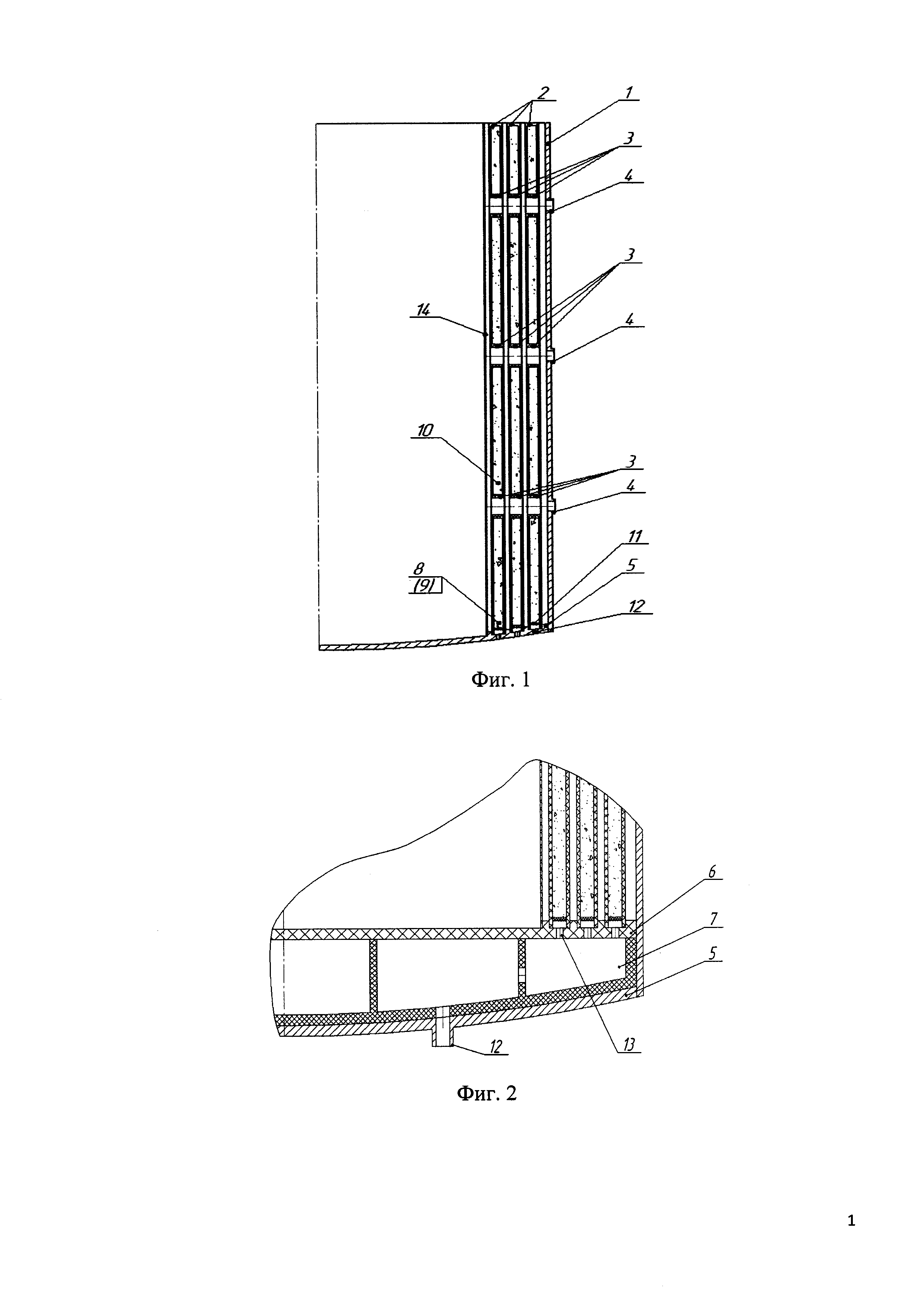
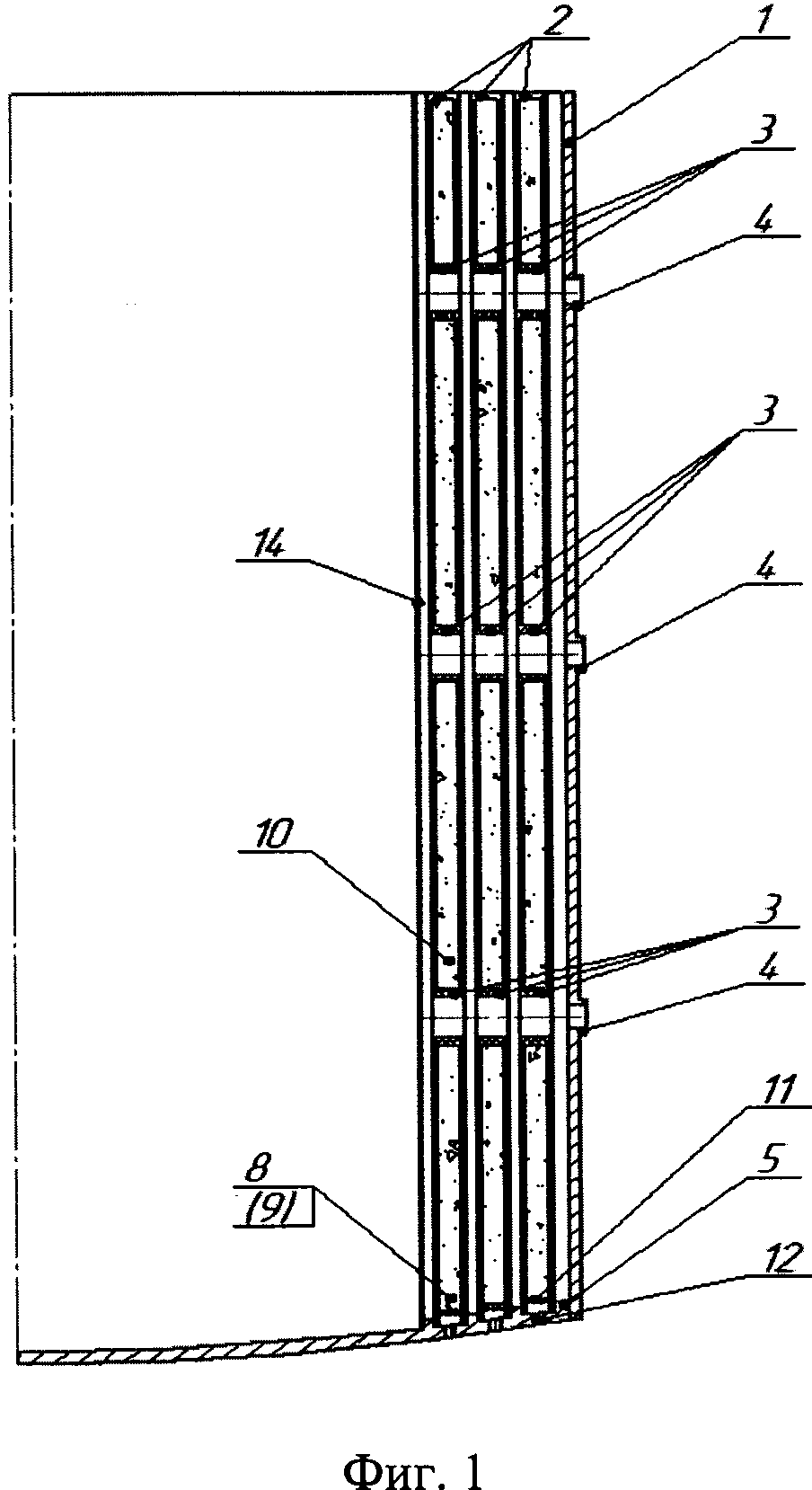
На фиг. 1 приведен общий вид футеровки корпуса реактора с размещением торцев П-образных оболочек в углублениях днища реактора, а на фиг. 2 с соединением П-образных оболочек с преддонной металлической оболочкой.
Футеровка корпуса 1 реактора содержит несколько вертикально расположенных по отношению к днищу реактора предварительно герметизированных П-образной формы оболочек 2 из углерод - углеродного или углерод - карбидокремниевого композиционного материала. Оболочки 2 снабжены герметичными втулками 3 для замера через них температуры в реакторе. Для этого в водоохлаждаемом корпусе 1 реактора смонтированы смотровые окна 4. Оболочки 2 своими торцами установлены через уплотнения и/или герметик в углубления, выполненные в днище 5 реактора.
При введении в конструкцию футеровки преддонной неохлаждаемой водой металлической обечайки 6, установленной внутри реактора с зазором по отношению к его днищу 5 (точнее: к участку днища реактора, оформляющего его боковую футеровку) и образующей вместе с ним преддонную герметичную камеру 7, П-образной формы оболочки 2 соединены через уплотнительный материал с соответствующими участками преддонной металлической обечайки 6. (смотри фиг. 2) П-образной формы оболочки 2 совместно с соответствующими участками днища 5 реактора или преддонной обечайки 6 образуют герметичные камеры 8 тороидальной формы. Внутри камер 8 располагаются контейнеры 9 (на чертеже не показаны), заполненные теплоизоляционным материалом 10 и закрытые крышками 11.
Герметичные камеры 8 снабжены штуцерами 12 для непосредственного соединения с вакуумной системой (смотри рисунок 1) или снабжены отверстиями 13 в преддонной обечайке 6 для опосредственного (через преддонную герметичную камеру 7 и штуцер 12) соединения с вакуумной системой.
В предпочтительном варианте конструктивного исполнения футеровке перед камерами 8 тороидальной формы расположены тепловые экраны 14 цилиндрической формы из предварительно герметизированного углерод-углеродного или углерод - карбидокремниевого композиционного материала.
В другом предпочтительном варианте конструктивного исполнения футеровки часть тепловых экранов 14 выполнена в виде спирали Архимеда Еще в одном предпочтительном варианте конструктивного исполнения футеровки герметичные втулки 3 выполнены заодно целое с оболочками 2 П-образной формы.
Футеровка корпуса реактора установки для объемного металлирования заготовок работает следующим образом.
Перед проведением процесса металлирования производится вакуумирование герметичных камер 8 футеровки водоохлаждаемого корпуса 1 реактора.
Осуществляется это синхронно с вакуумированием предфутеровочной зоны корпуса 1 реактора.
В результате часть адсорбированных теплоизоляционным материалом 10 газов удаляется в вакуумную систему, минуя рабочий объем реактора.
В процессе нагрева металлируемой заготовки и тиглей с металлом, проводимого в вакууме, происходит прогрев по толщине футеровки. Благодаря тому, что футеровка состоит из нескольких по ее толщине оболочек П-образной формы, разница в удлинении внутренней и наружной части каждой из оболочек при нагреве не столь значительна как это имеет место при одной оболочке.
В результате втулки 3, соединяющие одну часть П-образной оболочки с другой частью, остаются целыми. Образующиеся при нагреве внутри герметичных камер 8 СО и Н2 (за счет разложения хемосорбированных теплоизоляционным материалом 10 атмосферных газов) удаляются из них, опять - таки минуя рабочий объем реактора. При этом в рабочий объем реактора попадает лишь часть СО и Н2, выделяющихся из теплоизоляционного материала, находящегося вне герметичных камер 8. Тем самым существенно уменьшается содержание СО в рабочем объеме реактора. После завершения процесса металлирования заготовку охлаждают путем снижения подаваемой на нагреватели установки мощности или полного их отключения. Вместе с металлируемой заготовкой охлаждается и футеровка реактора.
После завершения охлаждения производится напуск воздуха в рабочий объем реактора одновременно с отключением вакуумных насосов, а в герметичные камеры 8 синхронно (с увеличением давления в объеме реактора) подается аргон до достижения атмосферного давления. После выгрузки из реактора металлируемой заготовки в герметичных камерах 8 создается небольшое избыточное давление. Тем самым между процессами металлирования теплоизоляционный материал 10 футеровки реактора находится в консервированном состоянии, а именно: он не адсорбирует атмосферные газы. Благодаря этому при очередном процессе металлирования из теплоизоляционного материала 10 не выделяются СО и Н2, что приводит к еще большей степени чистоты рабочего объема реактора.
Реактор установки для металлирования заготовок
Способ металлирования крупногабаритных заготовок в реакторе установки для объемного металлирования, конструкция реактора и способ его изготовления
Способ изготовления изделий из углерод-карбидокремниевого материала
Соединительный элемент полого герметичного изделия интегральной конструкции и способ его изготовления
Способ силицирования крупногабаритных изделий и реторта устройства для его осуществления со стыками низкой проницаемости
Полое замкнутой формы герметичное изделие интегральной конструкции, соединительный элемент для интегральной конструкции, способы их изготовления и футеровка реактора вакуумной высокотемпературной установки, содержащая указанное герметичное изделие
Способ защиты углеродсодержащих композиционных материалов крупногабаритных изделий от окисления
Полый многослойный тканый каркас объёмной структуры и способ его изготовления
Композиционный материал на основе каркаса объёмной структуры и дисперсно-упрочнённой нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы и способ его получения
Способ изготовления тонкостенных крупногабаритных конической или конически-оживальной формы тканых оболочек
Способ формирования многослойной тканой оболочки
Способ изготовления тонкостенной тканой оболочки
Способ изготовления двух- и трёхслойных цельнотканых оболочек
Способ изготовления многослойной тканой оболочки
Способы формирования цельнотканых многослойных оболочек переменной толщины (варианты)

