Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОЙ ПРОВЕРКИ СОСТОЯНИЯ МЕТАЛЛУРГИЧЕСКОГО ЛИТОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к способу и устройству для бесконтактной проверки состояния металлургического литого изделия в виде непрерывной заготовки, которая транспортируется в производственной линии в направлении транспортировки, соответственно, разливки. Кроме того, данное изобретение относится к способу изготовления и распределения металлургического литейного изделия после его бесконтактной проверки на производственной линии.
При разливке стали проверка, соответственно, инспекция после процесса разливки имеет большое значение, а именно, для оценки, соответствует ли литейное изделие желаемым требованиям качества.
Инспекцию металлургических литых изделий можно выполнять не онлайн, т.е. вне производственной линии, и в большинстве случаев лишь после полного охлаждения в течение 2-4 дней, и выполняется, как правило, вручную. В этот момент времени вмешательство в параметры процесса литья больше невозможно, при этом последующая обработка литого изделия является трудоемкой. Для выполнения инспекции вручную может быть необходимо выполнение предварительной обработки поверхности, с целью, например, удаления слоя окалины.
При выполнении вручную проверки литых изделий выполняется внутренняя проверка литого изделия посредством отделения проб и травления (например, макротравления и бауманновского отпечатка). При этом внутреннее качество литых изделий оценивается на основании предположения, что тем самым делаются видимыми внутренние дефекты, соответственно, несплошности. При этом делается предположение, что внутреннее качество исследуемого поперечного сечения литого изделия представляет качество всего изделия.
В качестве альтернативного решения, при проверке вручную литых изделий после окончания процесса литья и соответствующего охлаждения литого изделия, известно также использование ультразвуковой техники. При этом охлажденное и уже отделенное литое изделие, например плоскую заготовку, подвергают неразрушающему ультразвуковому контролю с целью обнаружения относительно больших дефектов, зон ликвации, усадочных раковин или аналогичных несплошностей.
Из уровня техники известен также способ непрерывной инспекции металлургического литого изделия, например, из WO 91/17009 А1. В этом способе используется лазерный источник для создания импульсного лазерного луча, которым облучают вытягиваемую из кристаллизатора заготовку и создают в заготовке на поверхности акустическую волну. Кроме того, предусмотрены средства, которые обнаруживают взаимодействие акустической волны с заготовкой и создают соответствующие сигналы.
Из WO 2011/054903 А1 известен способ определения свойств металлургических литых изделий в виде непрерывнолитой заготовки, при этом используется лазерный источник для создания направленного на поверхность непрерывнолитой заготовки лазерного луча и измерительный прибор для оценки сигналов, которые отражаются от поверхности заготовки. При этом отраженный лазерный луч воспроизводит информацию из заготовки, которая получается за счет создания вихревого тока.
Известно также использование на производственной линии ультразвуковой техники, а именно, например, для прокатываемых литых изделий. При этом металлургические изделия с небольшой толщиной подвергаются инспекции, как правило, в конце производственной линии после охлаждения изделия. Обычно используется вода в качестве передающей среды для ультразвуковой проверки, например, в диапазоне температур ниже 100ºС. Такая технология известна, например, из JP 570024846 А.
Из уровня техники известно также использование ультразвуковой техники для литых металлургических изделий, которые по сравнению с прокатываемыми изделиями имеют более грубую структуру и большую толщину. За счет этого значительно уменьшается чувствительность ультразвуковой проверки. Дополнительно к этому, температура отливаемых изделий может составлять на производственной линии свыше 1000°С. Поэтому в известном, например, из JP 57106885 А способе для распознавания дефектов в разливаемых непрерывно заготовках, ультразвуковая проверка выполняется лишь после разрезания и охлаждения изделия и с помощью воды в качестве передающей среды. Другой пример ультразвуковой проверки также при высоких температурах известен из US 4470304, при этом горячие плиты на транспортировочной ленте проверяют с помощью ультразвука с применением воды в качестве передающей ультразвук среды для ввода ультразвука и охлаждения горячих стальных плит.
Ультразвуковая проверка без передающей среды деталей на производственной линии известна из DE 21 18 595. При этом используются ультразвуковые проверочные валики, которые находятся в прижимном соприкосновении с подлежащими проверке деталями. Такая система ультразвуковой проверки с помощью проверочного валика обеспечивает возможность выполнения на производственной линии непрерывной ультразвуковой проверки до скорости процесса 120 м/мин. Однако такая ультразвуковая проверка всегда требует контакта между проверочным валиком и деталью, что является проблематичным, в частности, при высоких температурах.
Из US 2007/102134 А1 известна бесконтактная ультразвуковая технология для литых изделий, однако лишь для обнаружения положения нижних концов жидкой фазы в заготовке.
В основу изобретения положена задача создания устройства и способа для бесконтактной проверки состояния непрерывных металлургических литых изделий с помощью альтернативных и, в частности, стойких к износу средств. При этом могут быть оптимированы также параметры процесса разливки.
Задача решена с помощью способа с признаками пункта 1 и с помощью устройства с признаками пункта 2 формулы изобретения. Кроме того, эта задача решена с помощью установки непрерывной разливки, согласно пункту 19 формулы изобретения. Предпочтительные модификации изобретения приведены в зависимых пунктах формулы изобретения.
В соответствии с этим, в способе бесконтактной проверки состояния металлургического литого изделия на производственной линии предусмотрено, что проверка этого литого изделия основывается на ультразвуковой технике. Аналогичным образом, в соответствующем устройстве предусмотрено, что это устройство имеет ультразвуковое приспособление, с помощью которого обеспечивается возможность бесконтактной проверки состояния литого изделия.
В основе изобретения лежит существенное знание о том, что проверка состояния металлургических литых изделий осуществляется с помощью ультразвуковой техники еще во время самого процесса разливки и тем самым, например, на непрерывной заготовке перед ее разделением, при этом ультразвуковая техника является бесконтактной и не требует контакта, соответственно, связи с горячей заготовкой. За счет этого проверка литого изделия происходит почти без износа и без передаточных сред, так что может быть минимизирована стоимость расходных материалов. С помощью этой проверки с использованием ультразвуковой техники можно надежно обнаруживать возможные внутренние дефекты, соответственно, несплошности литого изделия, в частности, в виде усадочных раковин, ликваций, пор, внутренних трещин, не металлических включений или подобного, и/или возможных дефектов поверхности или близких к поверхности дефектов литого изделия, и/или также его геометрических размеров.
Следует отметить, что термин «производственная линия» в рамках данного изобретения следует понимать широко в том смысле, что при этом непрерывное литое изделие перемещается, соответственно, транспортируется в одном направлении. Производственная линия в рамках данного изобретения может быть, например, установкой для непрерывной разливки полосы или прокатной установкой, что не ограничивает изобретения. Во всяком случае, существенный аспект данного изобретения состоит в том, что бесконтактная проверка литого изделия осуществляется с помощью ультразвуковой техники на линии, за счет чего обеспечивается также возможность обратной связи между результатами измерения и технологическими параметрами такой установки.
В предпочтительной модификации изобретения ультразвуковое приспособление расположено относительно производственной линии так, что посредством проверки с помощью ультразвуковой техники определяются по меньшей мере геометрические параметры литого изделия, например толщина и/или ширина литого изделия. В рамках данного изобретения следует отметить, что геометрические размеры литого изделия, например, его толщина и/или его ширина, также следует понимать как состояние литого изделия. В соответствии с этим, возможна проверка размеров литого изделия на производственной линии с помощью ультразвуковой техники.
В предпочтительной модификации изобретения может быть предусмотрено оценочное приспособление, которое связано с ультразвуковым приспособлением и обеспечивает возможность анализа измерительных сигналов ультразвукового приспособления, соответственно, определяемого посредством проверки с помощью ультразвуковой техники состояния литого изделия. Целесообразно, с этим оценочным приспособлением соединен блок графического отображения, например, монитор или т.п., с целью графического отображения анализируемого с помощью оценочного приспособления состояния литого изделия, например, одномерно, двумерно или же трехмерно.
Оценочное приспособление может быть снабжено программным обеспечением для выполнения следующих операций:
- классификации обнаруженных внутренних дефектов литого изделия по типу дефекта (например, усадочная раковина, ликвация, поры, не металлические включения и т.д.);
- определение геометрического положения таких внутренних дефектов и их распределения в литом изделии относительно их длины в направлении транспортировки и/или их ширины;
- квантификации и/или квалификации обнаруженных внутренних дефектов, например, посредством измерения затухания ультразвука и/или скорости ультразвука, предпочтительно также полностью автоматически;
- статистической оценки обнаруженных внутренних дефектов, а именно, по меньшей мере относительно частоты, плотности и/или распределения дефектов в литом изделии;
- классификации обнаруженных внутренних дефектов, в частности, с учетом величины дефекта, предпочтительно также полностью автоматически;
- оценки качества на основании обнаруженных внутренних дефектов литого изделия и отнесения литого изделия к заданным классам качества и/или группам качества, предпочтительно также полностью автоматически.
В предпочтительной модификации изобретения проверка литого изделия осуществляется с помощью ультразвуковой техники в производственной линии в зоне литого изделия, которое полностью затвердело. Тем самым обеспечивается, что измеренное состояние литого изделия на производственной линии сравнимо с состоянием, которое литое изделие имеет также после охлаждения.
В предпочтительной модификации изобретения ультразвуковая техника базируется на применении ЕМАТ (Electro Magnetic Acoustic Transducer - электромагнитный акустический преобразователь), лазерного ЕМАТ, лазерного ультразвука, воздушного ультразвука и/или воздушного ультразвукового ЕМАТ. В ультразвуковой технике, согласно ЕМАТ, можно использовать датчики с применением способа отраженных импульсов. В любом случае используемая для данного изобретения ультразвуковая техника является бесконтактной. Это сказывается положительно на безопасности способа тем, что исключается опасность повреждения поверхности изделия (например, за счет трения, локального охлаждения и т.д.), соответственно, создания помех процессу (например, зацепления частей измерительного приспособления за счет соприкосновения с литым изделием).
В предпочтительной модификации изобретения ультразвуковое приспособление может иметь один датчик или несколько датчиков. При этом несколько датчиков могут быть целесообразно расположены в ультразвуковом приспособлении так, что с помощью их измеряется вся ширина литого изделия и, соответственно, может проверяться с помощью ультразвуковой техники. С учетом нескольких датчиков ультразвуковая проверка литого изделия осуществляется по одной или предпочтительно по нескольким измерительным дорожкам.
Способ и устройство, согласно данному изобретению, пригодны также для использования в установке непрерывной разливки. В предпочтительной модификации в этом случае в такой установке непрерывной разливки, с применением способа, соответственно, устройства, согласно данному изобретению, возможно согласование параметров процесса установки непрерывной разливки, например, скорости разливки, скорости охлаждения, параметров уменьшения жидкой фазы и т.д., в зависимости от определяемого посредством проверки с помощью ультразвуковой техники состояния литого изделия тем, что соединенное с ультразвуковым приспособлением оценочное приспособление связано с устройством управления процессом разливки. Таким образом, возможно своевременное вмешательство в процесс разливки на основании результатов проверки с помощью ультразвуковой техники. Тем самым получается дополнительные сведения для управления процессом, которые можно использовать также для улучшения качества литого изделия.
В предпочтительной модификации изобретения в указанной выше установке непрерывной разливки может быть предусмотрено режущее приспособление, которое расположено в направлении транспортировки после маркировочного приспособления. В зависимости от измеряемого посредством проверки с помощью ультразвуковой техники состояния литого изделия и/или в соответствии с заданной длиной можно разрезать, соответственно, разделять литое изделие с помощью режущего приспособления, за счет чего непрерывная заготовка разделяется на производственной линии на плиты, соответственно, плоские заготовки. За счет этого можно вырезать из заготовки дефектные участки литого изделия, с целью обеспечения поставки для дальнейшей обработки, соответственно, заказчикам исключительно литых изделий, которые либо не имеют дефектов, либо имеют достаточно высокое качество. В этой связи также предпочтительно, что после разделения заготовки создаваемые из нее части можно без дополнительного промежуточного хранения и/или без дальнейшей проверки качества перегружать непосредственно на транспортировочное средство, например, поддоны, грузовые автомобили или т.п. Это снижает стоимость и экономит время.
Ниже приводится более подробное описание примеров выполнения изобретения со ссылками на прилагаемые чертежи, на которых схематично и упрощенно изображено:
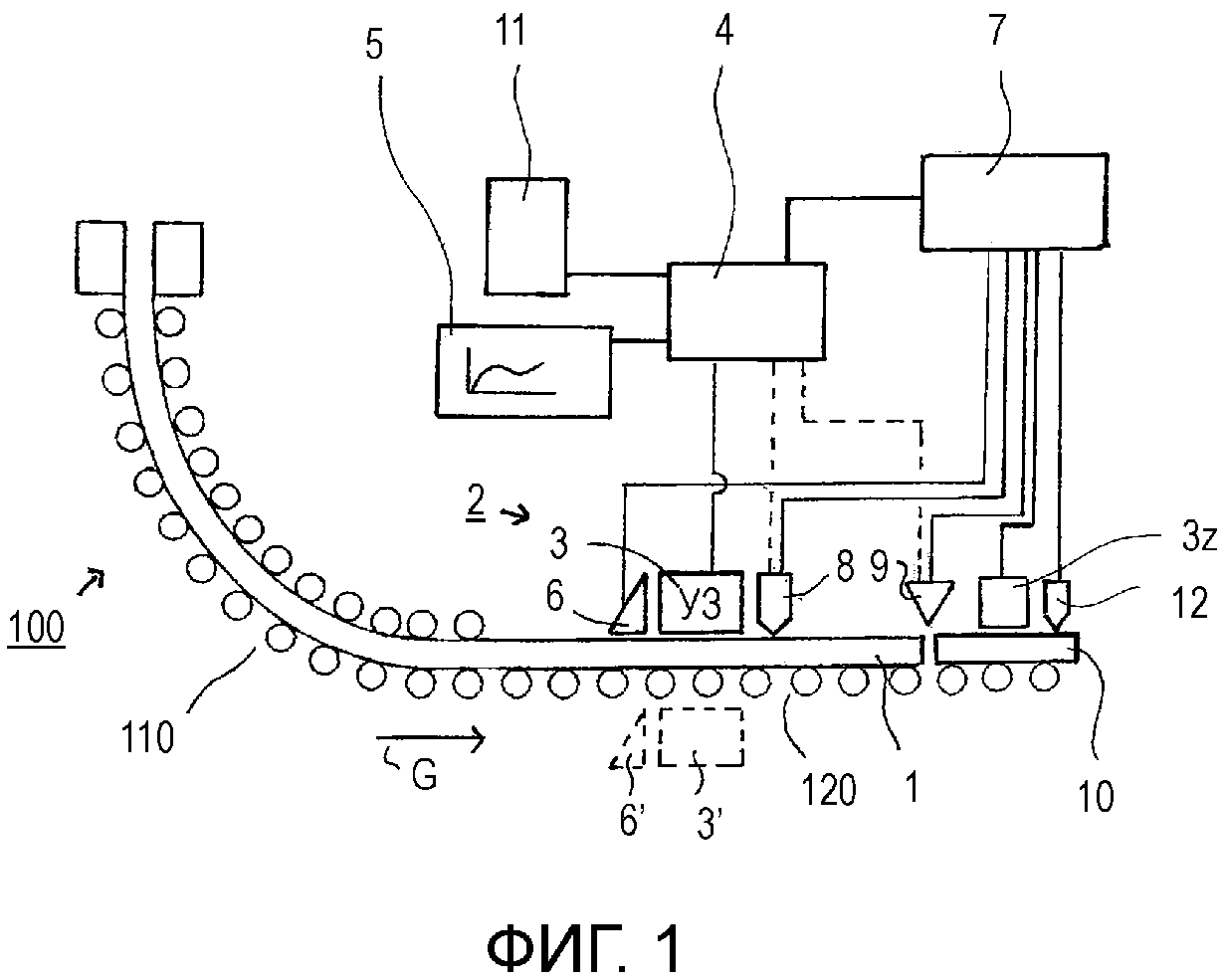
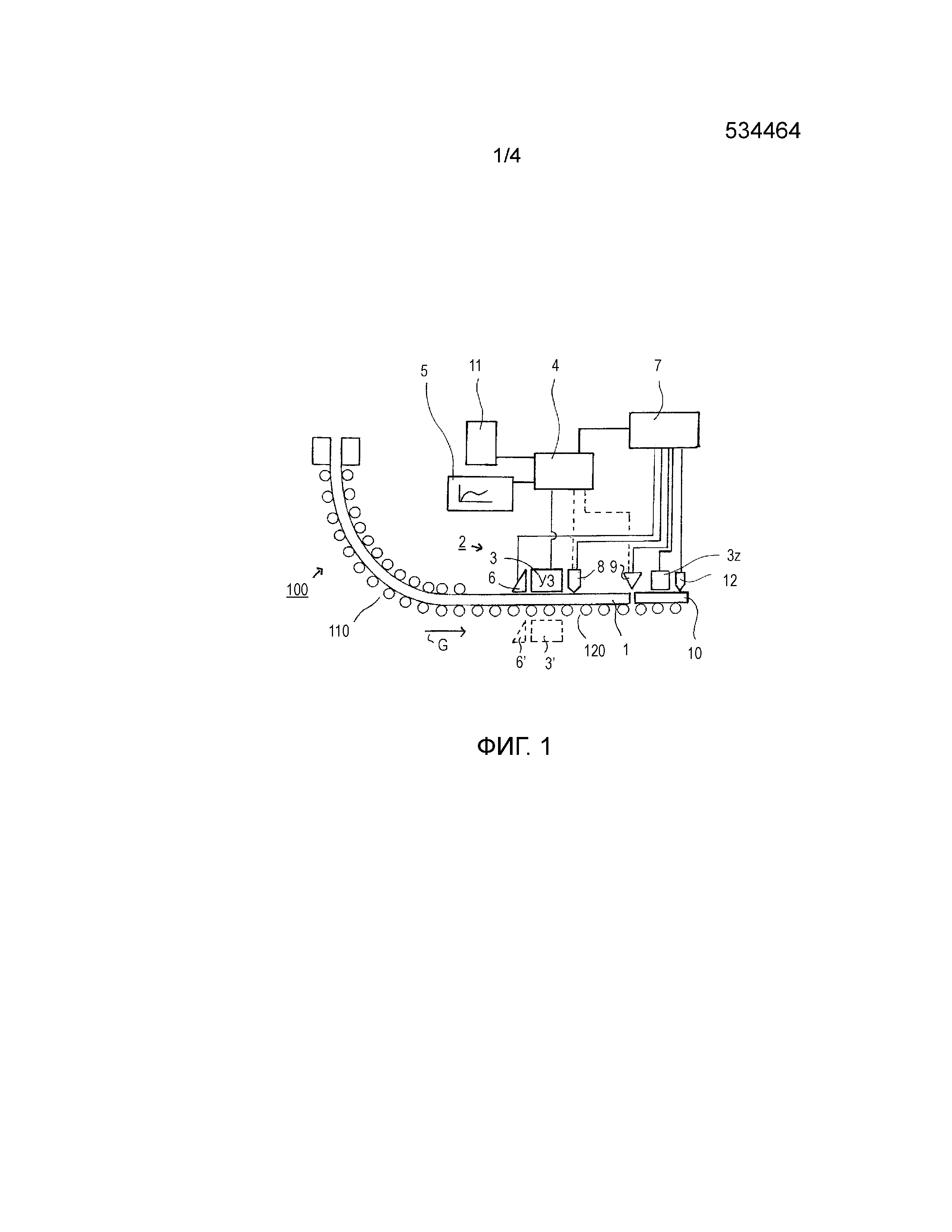
фиг. 1 - устройство, согласно изобретению, для бесконтактной проверки непрерывных литых изделий;
фиг. 2 - частичная зона устройства из фиг. 1, на виде сверху;
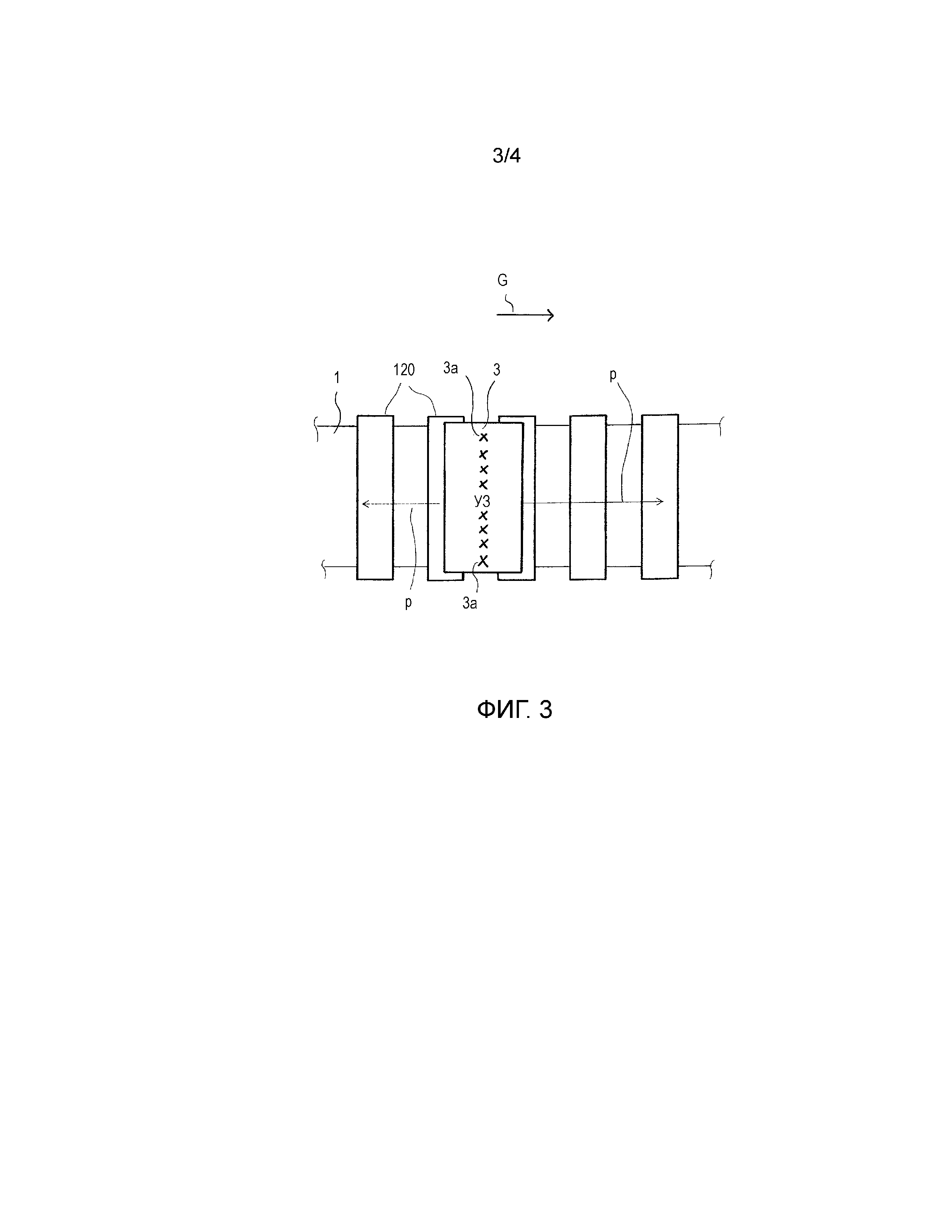
фиг. 3 - частичная зона устройства из фиг. 1, согласно другому варианту выполнения, на виде сверху;
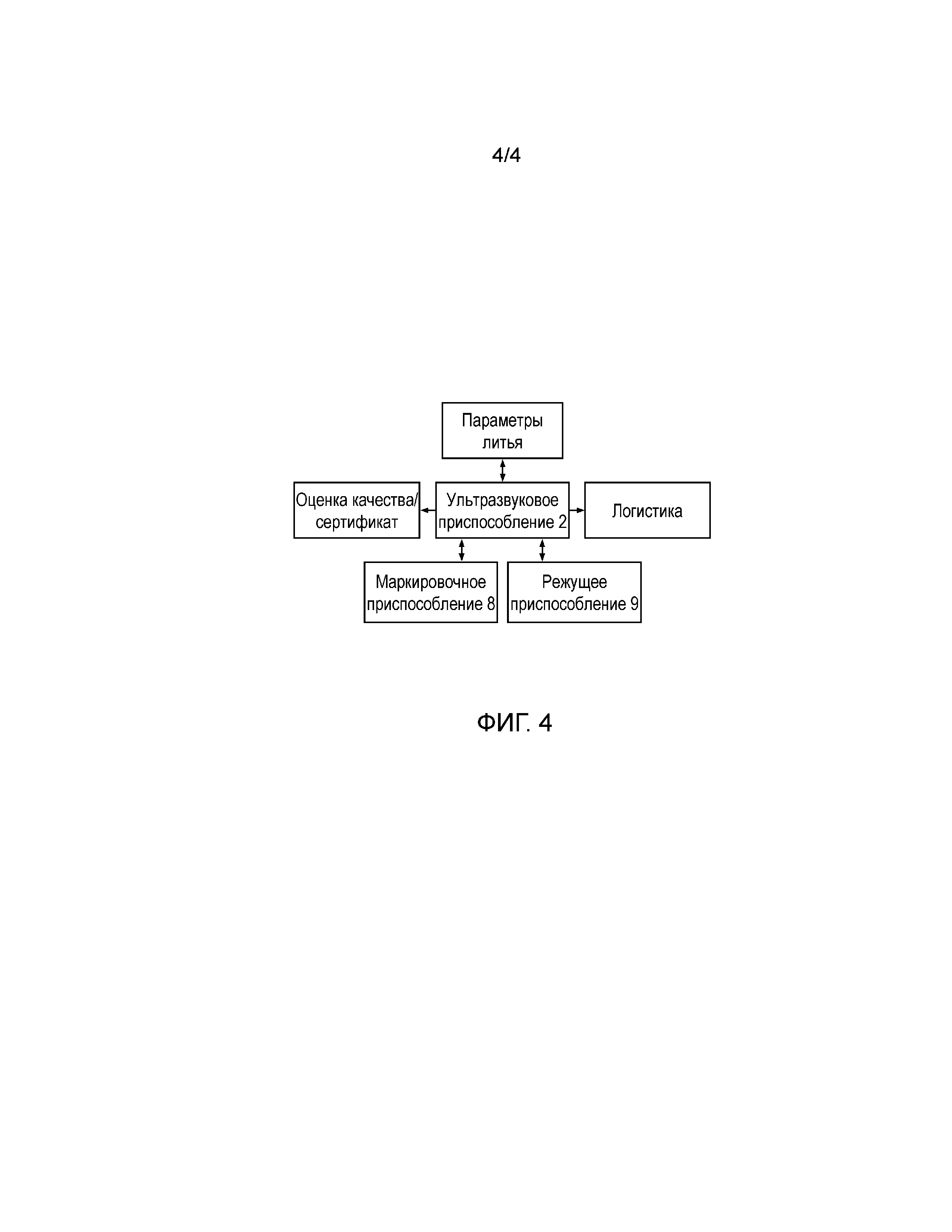
фиг. 4 - блок-схема для иллюстрации взаимодействия устройства, согласно изобретению, с другими величинами, соответственно, приспособлениями.
На фиг. 1 показано литое изделие в виде непрерывной заготовки 1. Заготовка 1 отливается в установке 100 непрерывной разливки в ее криволинейном проводке 110, и при этом транспортируется в криволинейной проводке 110 и на примыкающем к ней рольганге в направлении G литья. Непрерывная заготовка 1 после выхода из криволинейной проводки 110 в еще горячем виде проверяется относительно своего состояния. Для этого устройство 2, согласно изобретению, содержит ультразвуковое приспособление 3, с помощью которого бесконтактно проверяется состояние литого изделия 1.
Ультразвуковое приспособление 3 установлено над заготовкой 1 на подходящем держателе (не изображен), при этом расстояние ультразвукового приспособления 3 относительно заготовки 1 выбирается, с одной стороны, так, что обеспечивается возможность проверки заготовки с помощью ультразвука без применения жидких передающих сред, и, с другой стороны, достаточно большим для обеспечения отсутствия недопустимо большой термической нагрузки ультразвукового приспособления 3 вследствие высокой температуры заготовки 1.
Устройство 2 содержит оценочное приспособление 4, которое соединено с ультразвуковым приспособлением 3. С помощью оценочного приспособления анализируется измеряемое с помощью ультразвукового приспособления 3 состояние заготовки 1, соответственно, измерительные сигналы ультразвукового приспособления 3. С оценочным приспособлением 4 соединен монитор 5, с помощью которого обеспечивается возможность графического отображения состояния литого изделия.
При рассматривании в направлении G литья, перед ультразвуковым приспособлением 3 расположено чистящее приспособление 6. С помощью этого чистящего приспособления 6 можно осуществлять подготовку поверхности заготовки 1, например, посредством снятия окалины с помощью воды и/или сжатого воздуха, посредством обработки щетками поверхности заготовки 1 или подобных мер. Такая подготовка поверхности заготовки 1 улучшает точность измерения с помощью ультразвукового приспособления 3.
Устройство 2 пригодно для применения в установке 100 непрерывной разливки. При этом оценочное приспособление 4 может быть связано с устройством 7 управления установкой 100 непрерывной разливки.
Ультразвуковое приспособление 3 и чистящее приспособление 6 могут быть расположены на верхней стороне заготовки 1, как показано на виде сбоку на фиг. 1 сплошными линиями. Альтернативно этому, ультразвуковое приспособление и чистящее приспособление могут быть также расположены на нижней стороне, как показано на фиг. 1 штриховыми линиями и обозначено позициями 3', соответственно, 6'. Кроме того, в качестве альтернативного решения возможно, что ультразвуковое приспособление 3, 3' и чистящее приспособление 6, 6' расположены как на верхней, так и на нижней стороне заготовки 1, за счет чего обеспечивается еще более точная проверка заготовки 1.
При рассматривании в направлении G литья, после, соответственно, позади ультразвукового приспособления 3 расположено маркировочное приспособление 8, с помощью которого можно маркировать заготовку 1. Эта маркировка может осуществляться оптически, например, посредством нанесения краски. Маркировочное приспособление 8 может быть соединено либо с управляющим устройством 7 (показано сплошной линией на фиг. 1), либо непосредственно с оценочным приспособлением 4 (показано штриховой линией на фиг. 1), и управляться в зависимости от измеряемого с помощью ультразвукового приспособления 3 состояния заготовки.
При рассматривании в направлении G литья, после, соответственно, позади маркировочного приспособления 8 расположено режущее приспособление 9, с помощью которого можно разрезать, соответственно, разделять заготовку 1. Так же как и маркировочное приспособление 8, режущее приспособление 9 может быть соединено либо с управляющим устройством 7 (показано сплошной линией на фиг. 1), либо непосредственно с оценочным приспособлением 4 (показано штриховой линией на фиг. 1). Посредством разрезания заготовка 1 разделяется на плоские заготовки 10.
К оценочному приспособлению 4 может быть подключен банк 11 данных, в котором хранятся результаты измерения относительно анализируемого состояния заготовки 1.
Изобретение реализуется следующим образом:
После выхода заготовки 1 из криволинейной проводки 110, с помощью ультразвукового приспособления 3 бесконтактно проверяется состояние непрерывной заготовки 1 на производственной линии установки 100 непрерывной разливки. Если заготовка 1 имеет внутренние дефекты, соответственно, несплошности, например, в виде усадочных раковин, пор, ликваций, внутренних трещин или не металлических включений, то они могут быть обнаружены с помощью ультразвукового приспособления 3 посредством проверки с помощью ультразвуковой техники. С помощью оценочного приспособления 4 можно затем анализировать обнаруживаемые внутренние дефекты, при этом графическое отображение осуществляется с помощью монитора 5.
К состоянию заготовки 1, которое может быть обнаружено с помощью ультразвукового приспособления 3, относятся также дефекты поверхности и/или близкие к поверхности дефекты заготовки 1, а также геометрические размеры заготовки 1, например, ее ширина и/или толщина. Это обеспечивается с помощью соответствующего расстояния ультразвукового приспособления 3 от заготовки 1.
Ультразвуковое приспособление 3 может быть установлено стационарно на своем держателе, так что положение ультразвукового приспособления 3 относительно производственной линии не изменяется. В качестве альтернативного решения возможно также перемещение ультразвукового приспособления 3 или соединенного с ним держателя параллельно направлению G литья и/или поперек направления G литья.
На фиг. 2 показано схематично и упрощенно на виде сверху ультразвуковое приспособление 3 и часть рольганга 120 в качестве примера. Стрелками p, q обозначено, что ультразвуковое приспособление 3 может перемещаться параллельно, соответственно, поперек направления G литья. Такое движение ультразвукового приспособления 3 может осуществляться в зависимости от измерительных значений, соответственно, обнаруженного состояния заготовки 1, например, с целью более подробного исследования состояния непрерывно движущейся заготовки 1, соответственно, верификации состояния определенного сегмента заготовки 1.
При необходимости, перемещение ультразвукового приспособления 3 в направлении стрелки p может происходить с той же скоростью, что и скорость транспортировки заготовки 1 в направлении G литья, так что ультразвуковое приспособление 3 перемещается синхронно с заготовкой 1, соответственно, стационарно относительно ее поверхности. Во время этого движения ультразвукового приспособления 3 проверяется состояние заготовки 1, при этом после завершения этой проверки ультразвуковое приспособление 3 снова перемещается обратно против направления G литья в свое исходное положение (изображенная штриховой линией стрелка p на фиг. 2).
На фиг. 3 показано схематично и упрощенно на виде сверху ультразвуковое приспособление 3, согласно альтернативному варианту выполнения. В отличие от фиг. 2, ультразвуковое приспособление 3, согласно фиг. 3, выбрано с большей шириной, при этом ширина ультразвукового приспособления 3 выбирается в соответствии с шириной разливки заготовки 1, соответственно, немного больше этой ширины разливки. Таким образом, с помощью ультразвукового приспособления 3 можно осуществлять непрерывную проверку заготовки 1 по всей ширине, без движения при этом ультразвукового приспособления 3 в направлении поперек направления G литья. Целесообразно, в ультразвуковом приспособлении 3 предусмотрено несколько датчиков 3а (изображены на фиг. 3 упрощенно как ʺxʺ), с помощью которых ультразвуковая проверка осуществляется в нескольких измерительных дорожках. Чем больше количество датчиков 3а, соответственно, их плотность размещения, тем точнее происходит проверка заготовки 1. Это справедливо также для ультразвукового приспособления 3, согласно фиг. 1.
Управление маркировочным приспособлением 8, а также режущим приспособлением 9 может происходить в зависимости от анализируемых с помощью оценочного приспособления 4 результатов измерения ультразвукового приспособления 3. Например, маркировка заготовки 1 возможна с помощью маркировочного приспособления 8 на участке, соответственно, сегменте заготовки 1, в котором с помощью ультразвукового приспособления 3 обнаружен не допустимый дефект или т.п. Этот дефектный сегмент можно вырезать с помощью режущего приспособления 9 из заготовки 1, после чего он выбраковывается в лом. При этом из заготовки 1 всегда вырезаются и выбраковываются лишь такие сегменты, в которых обнаружены дефекты или т.п. За счет этого обеспечивается, что остальные зоны заготовки 1, которые отвечают требованиям качества, подвергаются дальнейшей обработке, разрезаются на желаемую длину и затем транспортируются дальше. По сравнению с обычными установками непрерывной разливки, в которых, как правило, отрезается паушальная длина от начала, соответственно, конца заготовки 1, с помощью изобретения обеспечивается оптимальное использование материала заготовки 1, в соединении с уменьшением брака и объема выбраковки в лом.
На основании обнаруживаемых дефектов заготовки 1, например, с учетом их количества, величины и/или схемы распределения в заготовке 1, можно с помощью оценочного приспособления 4 выполнять отнесение заготовки 1 к заданным классам качества, возможно, также с применением соответствующих правил, внутренних стандартов качества и/или спецификаций заказчика.
С помощью маркировочного приспособления 8 можно также соответствующим образом маркировать определенные сегменты заготовки 1, которые на основании определяемого состоянии входят в заданный класс качества. Для этого с помощью маркировочного приспособления 8 можно наносить на заготовку 1 различные знаки, соответственно, обозначения, что упрощает последующее обращение с плоскими заготовками 10, которые принадлежат этому классу качества.
С помощью установки 100 непрерывной разливки, согласно изобретению, можно разрезанные на определенную длину плоские заготовки 10 без дополнительно промежуточного хранения и/или дополнительного определения качества перегружать на транспортировочное средство или т.п., например, для транспортировки заказчикам или на участки дальнейшей обработки.
Согласно другому варианту выполнения установки 100 непрерывной разливки, согласно изобретению, можно еще раз проверять уже разделенные плоские заготовки 10 с помощью дополнительного ультразвукового приспособления 3z. Эту проверку можно осуществлять с высокой точностью, например, с помощью большего количества датчиков внутри дополнительного ультразвукового приспособления 3z, с целью выдачи сертификата качества для соответствующей плоской заготовки 10. С помощью второго маркировочного приспособления 8 можно, соответственно, маркировать отдельные плоские заготовки 10 в зависимости от установленного качества.
За счет связи оценочного приспособления 4 с управляющим устройством 7 можно управлять и/или регулировать различные параметры установки непрерывной разливки, например, скорость разливки, скорость охлаждения, параметры уменьшения жидкой фазы или т.п., в зависимости от установленного состояния заготовки 1. Это обеспечивает возможность оперативного вмешательства в процесс разливки, и позволяет своевременно согласовывать параметры процесса литья для оптимизации качества изделия. В этой связи можно получать дополнительные сведения относительно выполнения процесса установки 100 непрерывной разливки относительно непосредственного оказания влияния на состояние заготовки 1. В результате можно значительно уменьшать стоимость процесса вследствие оптимизации параметров процесса.
На фиг. 4 показана блок-схема связи ультразвукового приспособления 3 с автоматизацией, соответственно, управлением процессом в установке 100 непрерывной разливки. Двойными стрелками на фиг. 4 показано как возможное управление маркировочным приспособлением 8 и режущим приспособлением 9 в зависимости от измерительных данных ультразвукового приспособления 3, соответственно, соединенного с ним оценочного приспособления 4, так и возврат этих измерительных данных в управляющее устройство 7 для управления/регулирования параметров разливки. Кроме того, проверка заготовки 1 с помощью ультразвукового приспособления 3 оказывает влияние на классификацию по качеству изготовленной заготовки 1, соответственно, полученных из нее плоских заготовок 10, а также на последующую логистику этих изделий. Как указывалось выше, управление маркировочным приспособлением 8 можно осуществлять в зависимости от ультразвукового приспособления 3, с целью соответствующей маркировки заготовки 1, например, относительно определяемого качества, или маркировки брака, если не выполняются критерии качества.
Перечень позиций
1 Литое изделие/заготовка
2 Устройство для бесконтактной проверки заготовки 1
3 Ультразвуковое приспособление
3а Датчик
3z Дополнительное ультразвуковое приспособление
4 Оценочное приспособление
5 Монитор
6 Чистящее приспособление
7 Управляющее устройство
8 Маркировочное приспособление
9 Режущее приспособление
10 Плоская заготовка
11 Банк данных
12 Второе маркировочное приспособление
100 Установка непрерывной разливки
110 Криволинейный рольганг
120 Рольганг

Правильная машина и способ замены правильных роликовых элементов
Адаптер, растяжная правильная машина и способ эксплуатации растяжной правильной машины
Способ изготовления металлических полос
Способ и устройство для регулирования параметра прокатываемого материала
Устройство для регулирования обжимного валка обжимной клети
Способ изготовления труб с открытым швом из листов металла
Клапан регулирования объемного расхода
Устройство для передачи крутящего момента от приводного устройства на валок в прокатной клети
Теплоизоляционное устройство
Устройство для прессовой правки плоского металлопроката
Регулирующее устройство с механизмом привода шпинделя
Способ обнаружения, классификации и устранения дефектов поверхностей на изделиях, полученных способом непрерывного литья

