Результат интеллектуальной деятельности: СПОСОБ ОЦЕНКИ СМЕЩЕНИЯ ЛИНИИ, УСТРОЙСТВО ОЦЕНКИ СМЕЩЕНИЯ ЛИНИИ, ПРОГРАММА И НОСИТЕЛЬ ЗАПИСЕЙ
Вид РИД
Изобретение
[Область техники, к которой относится изобретение]
[0001]
Настоящее изобретение относится к способу оценки смещения линии, устройству оценки смещения линии, программе и носителю записей. Более конкретно, настоящее изобретение относится к способу оценки смещения линии, устройству оценки смещения линии, программе и носителю записей, которые оценивают смещение линии, возникающее в штампованном изделии при штамповке при формировании характерной линии.
Приоритет испрашивается по заявке на патент Японии № 2014-163022, поданной 8 августа 2014, содержание которой включено в данный документ посредством ссылки.
[Предшествующий уровень техники]
[0002]
В последние годы для наружных панелей автомобилей требуется более высокая способность к воплощению в конструкции. Для удовлетворения таких требований на наружной панели может быть сформирована заостренная характерная линия. Для реализации конструкции во время проектирования необходимо точно воспроизводить поверхность, смежную с R-окончанием (R stop) (концом радиусной кривой или границей между кривой и прямой линией) характерной линии во время штамповки. Однако первоначальная ударная часть между шихтовой пластиной, на которой формируется характерная линия, и выступающей частью пуансона может переместиться от R-окончания характерной линии в конечном продукте в зависимости от величины, на которую шихтованный вариант, в частности, стальной лист или пластина из алюминиевая сплава, набегает от соответственных мест противосминающей части во время штамповки (позиционное смещение). В результате этого во внешнем виде наружной панели около первоначальной ударной части в шихтовой пластине остается тенденция к изгибу, после штамповки за R-окончанием характерной линии остаются неровности, и качество внешнего вида наружной панели ухудшается. Это представляет собой феномен смещения (линий скольжения) (см. Непатентный документ 1).
[Список цитируемых документов]
[Патентная литература]
[0003]
Патентный документ 1: патент Японии № 5387491
Патентный документ 2: патент Японии № 4957291
[Непатентный документ]
[0004]
Непатентный документ 1: Синья Накано, Акира Сакай, Ясуо Ямада: Технический обзор Мазды (Shinya Nakano, Akira Sakai, Yasuo Yamada: Mazda Technical Review), № 31 (2013), страницы 38-43
[Сущность изобретения]
[Техническая задача]
[0005]
При существующих обстоятельствах степень смещения линии определяется органолептической оценкой рабочего на месте. В случае, когда степень смещения линии мала, продукция может быть отгружена даже при возникновении смещения линии. Критерий смещения линии не определен, и существует проблема возникновения отклонений в продукции.
[0006]
В качестве методики оценивания металлических листов после штамповки, в частности, наружной панели, например, в патентных документах 1 и 2 раскрыта методика количественной оценки поверхностного прогиба. Однако, методика, раскрытая в патентных документах 1 и 2, не является методикой оценивания смещения линии.
В патентном документе 1 раскрыта методика измерения формы поверхности металлического листа, вычисления и фильтрования гауссовой кривизны с использованием значений на узлах ортогональной решетки и затем оценивания поверхностного прогиба. Однако, так как трудно дифференцировать кривизну формы панели, которая присутствует в направлении вдоль характерной линии, и кривизну изменения поперечного сечения, возникающей вследствие смещения линии, то гауссова кривизна формы поверхности металлического листа не подходит для понимания феномена смещения линии.
В патентном документе 2 раскрыта методика формирования изображений множества светлых и темных текстур, которые переходят на поверхность, подлежащую измерению, для вычисления поверхностного распределения прогиба, криволинейного приближения вычисленного наклона поверхности и вычисления изменения (второй производной) наклона. Однако, например, в случае формы поперечного сечения (формы поперечного сечения криволинейной поверхности + характерной линии + криволинейной поверхности), на которой характерная линия была сформирована, например, на криволинейной поверхности, трудно количественно оценить смещение линии только с помощью распределения кривизны.
[0007]
Настоящее изобретение было создано ввиду вышеизложенных обстоятельств, и его задача состоит в предоставлении возможности количественной оценки смещения линии, возникающего в штампованном изделии во время штамповки при формировании характерной линии.
[Решение задачи]
[0008]
Согласно первому варианту выполнения настоящего изобретения предложен способ оценки смещения линии при оценивании смещения линии, возникающего в штампованном изделии во время штамповки при формировании характерной линии. Данный способ включает в себя этапы, на которых получают профиль поперечного сечения штампованного изделия, измеренный так, чтобы пересекать характерную линию, сформированную в штампованном изделии; вычисляют производную четвертого порядка полученного профиля поперечного сечения; и оценивают смещение линии на основе вычисленной производной четвертого порядка профиля поперечного сечения.
[0009]
Согласно второму варианту выполнения настоящего изобретения на основе способа оценки смещения линии первого варианта выполнения на этапе получения могут быть определены пиковое значение H производной четвертого порядка профиля поперечного сечения на боковой области характерной линии, на которой возникает смещение линии, и ширина L смещения между положением, в котором появляется пиковое значение H, и положением R-окончания конструируемой характерной линии на боковой области, на которой возникает смещение линии, и смещение линии может быть оценено с использованием пикового значения H и ширины L смещения.
[0010]
Согласно третьему варианту выполнения настоящего изобретения на основе способа оценки смещения линии второго варианта выполнения на этапе получения первый параметр S оценки смещения линии может быть вычислен по следующей Формуле (1) , и смещение линии может быть оценено с использованием вычисленного первого параметра S оценки смещения линии.
S=L x │H│n... (1),
где n является весовым показателем, который определен заранее.
[0011]
Согласно четвертому варианту выполнения настоящего изобретения на основе способа оценки смещения линии второго варианта выполнения на этапе получения может быть дополнительно определен радиус R кривой характерной линии, и смещение линии может быть оценено с использованием пикового значения H, ширины L смещения и радиуса R кривой.
[0012]
Согласно пятому варианту выполнения настоящего изобретения на основе способа оценки смещения линии четвертого варианта выполнения на этапе получения второй параметр SII оценки смещения линии может быть вычислен по следующей Формуле (2) , и смещение линии может быть оценено с использованием вычисленного второго параметра SII оценки смещения линии.
SII=L x (│H│/R)m... (2),
где m является весовым показателем , который определен заранее.
[0013]
Согласно шестому варианту выполнения настоящего изобретения предложено устройство оценки смещения линии при оценивании смещения линии, возникающего в штампованном изделии во время штамповки при формировании характерной линии. Данное устройство включает в себя блок получения профиля поперечного сечения, который получает профиль поперечного сечения штампованного изделия, измеренный так, чтобы пересекать характерную линию, сформированную в штампованном изделии; блок вычисления производной четвертого порядка, который вычисляет производную четвертого порядка профиля поперечного сечения, полученного в блоке получения профиля поперечного сечения; и блок вычисления параметра оценки смещения линии, который вычисляет параметр оценки смещения линии для оценивания смещения линии на основе производной четвертого порядка профиля поперечного сечения, вычисленной в блоке вычисления производной четвертого порядка.
[0014]
Седьмой вариант выполнения настоящего изобретения на основе устройства оценки смещения линии шестого варианта выполнения может дополнительно включать в себя блок оценки смещения линии, который оценивает смещение линии на основе параметра оценки смещения линии, вычисленного в блоке вычисления параметра оценки смещения линии.
[0015]
Согласно восьмому варианту выполнения настоящего изобретения на основе устройства оценки смещения линии шестого или седьмого варианта выполнения блок оценки смещения линии может определить пиковое значение H производной четвертого порядка профиля поперечного сечения на боковой области характерной линии, на которой возникает смещение линии, и ширину L смещения между положением, в котором появляется пиковое значение H, и положением R-окончания конструируемой характерной линии на боковой области, на которой возникает смещение линии, и может вычислить параметр оценки смещения линии с использованием пикового значения H и ширины L смещения.
[0016]
Согласно девятому варианту выполнения настоящего изобретения на основе устройства оценки смещения линии восьмого варианта выполнения блок вычисления параметра оценки может вычислить параметр S оценки смещения линии по следующей Формуле (1).
S=L x │H│n... (1),
где n является весовым показателем , который определен заранее.
[0017]
Согласно десятому варианту выполнения настоящего изобретения на основе устройства оценки смещения линии восьмого варианта выполнения блок вычисления параметра оценки может дополнительно определить радиус R кривой характерной линии и вычисляет параметр оценки смещения линии с использованием пикового значения H, ширины L смещения и радиуса R кривой.
[0018]
Согласно одиннадцатому варианту выполнения настоящего изобретения на основе устройства оценки смещения линии десятого варианта выполнения блок вычисления параметра оценки может вычислить параметр SII оценки смещения линии по следующей Формуле (2).
SII=L x (│H│/R)m... (2),
где m является весовым показателем , который определен заранее.
[0019]
Согласно двенадцатому варианту выполнения настоящего изобретения предложена программа для оценивания смещения линии, возникающего в штампованном изделии во время штамповки при формировании характерной линии. Программа предписывает компьютеру исполнять обработку получения профиля поперечного сечения штампованного изделия, измеренного так, чтобы пересекать характерную линию, сформированную в штампованном изделии; обработку вычисления производной четвертого порядка полученного профиля поперечного сечения; и обработку вычисления параметра оценки смещения линии для оценивания смещения линии на основе вычисленной производной четвертого порядка профиля поперечного сечения.
[0020]
Тринадцатый вариант выполнения настоящего изобретения на основе программы двенадцатого варианта выполнения может предписать компьютеру дополнительно исполнять обработку оценки смещения линии на основе вычисленного параметра оценки смещения линии.
[0021]
Согласно четырнадцатому варианту выполнения настоящего изобретения на основе программы двенадцатого или тринадцатого варианта выполнения при обработке вычисления параметра оценки смещения линии могут быть определены пиковое значение H производной четвертого порядка профиля поперечного сечения на боковой области характерной линии, на которой возникает смещение линии, и ширина L смещения между положением, в котором появляется пиковое значение H, и положением R-окончания конструируемой характерной линии на боковой области, на которой возникает смещение линии, и параметр оценки смещения линии может быть вычислен с использованием пикового значения H и ширины L смещения.
[0022]
Согласно пятнадцатому варианту выполнения настоящего изобретения на основе программы четырнадцатого или тринадцатого варианта выполнения при обработке вычисления параметра оценки смещения линии параметр S оценки смещения линии может быть вычислен по следующей Формуле (1).
S=L x │H│n... (1),
где n является весовым показателем , который определен заранее.
[0023]
Согласно шестнадцатому варианту выполнения настоящего изобретения на основе программы четырнадцатого варианта выполнения при обработке вычисления параметра оценки смещения линии может быть определен радиус R кривой характерной линии, и параметр оценки смещения линии может быть вычислен с использованием пикового значения H, ширины L смещения и радиуса R кривой.
[0024]
Согласно семнадцатому варианту выполнения настоящего изобретения на основе программы шестнадцатого варианта выполнения при обработке вычисления параметра оценки смещения линии параметр SII оценки смещения линии может быть вычислен по следующей Формуле (2).
SII=L x (│H│/R)m... (2),
где m является весовым показателем , который определен заранее.
[0025]
Согласно восемнадцатому варианту выполнения настоящего изобретения предложен считываемый компьютером носитель записей, хранящий программу согласно любому с двенадцатого варианта выполнения по семнадцатый вариант выполнения.
[Преимущественные результаты изобретения]
[0026]
Согласно настоящему изобретению смещение линии, возникающее в штампованном изделии, может быть количественно оценено посредством использования параметра оценки смещения линии на основе второй производной кривизны профиля поперечного сечения, то есть производной четвертого порядка профиля поперечного сечения, которая составляет характерную линию. Соответственно может быть обеспечено стабильное качество продукции.
[Краткое описание чертежей]
[0027]
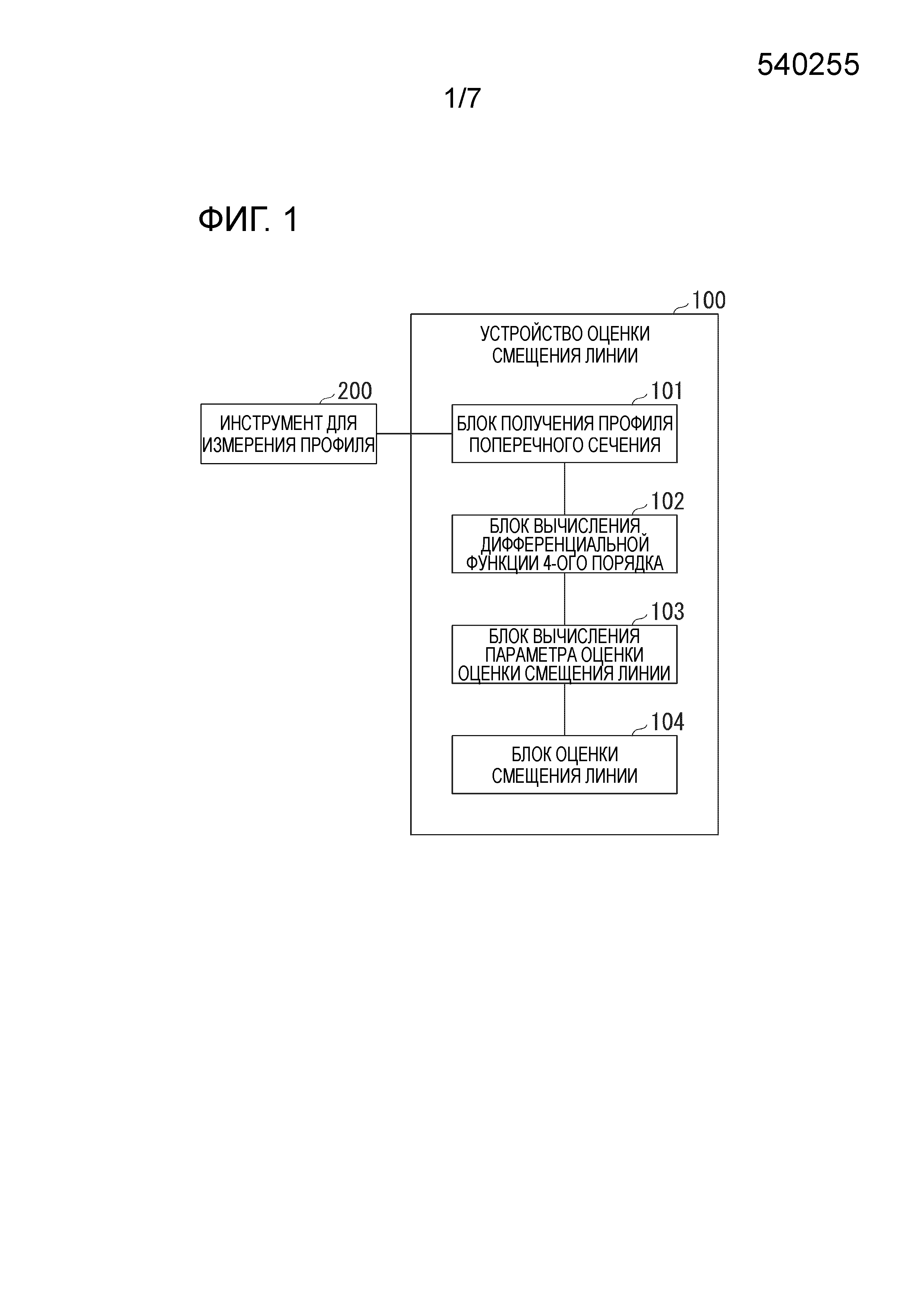
Фиг.1 – изображение, иллюстрирующее функциональную конфигурацию устройства оценки смещения линии, относящаяся к одному варианту осуществления настоящего изобретения.
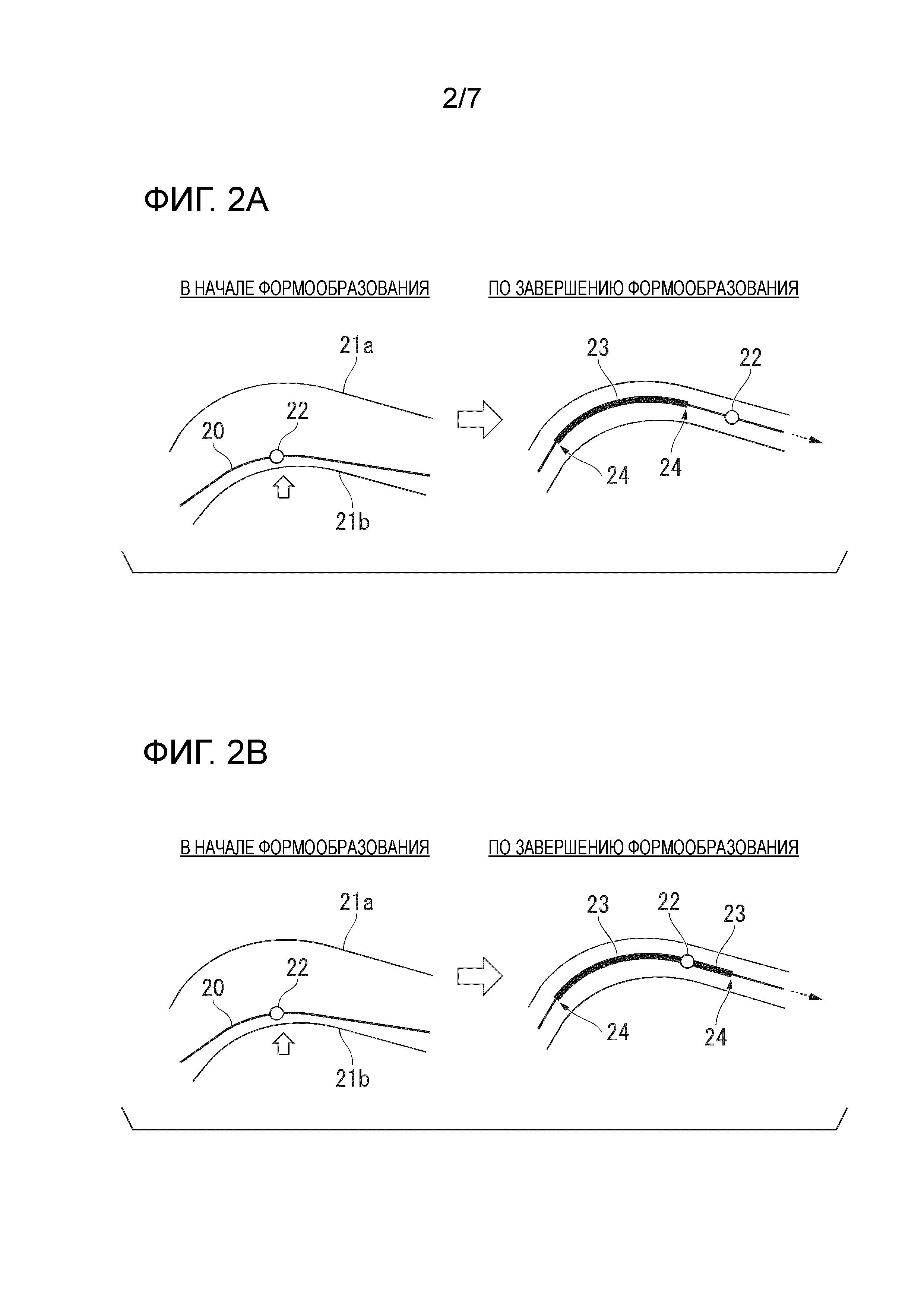
Фиг.2A - изображение для пояснения феномена смещения линии.
Фиг.2B - изображение для пояснения феномена смещения линии.
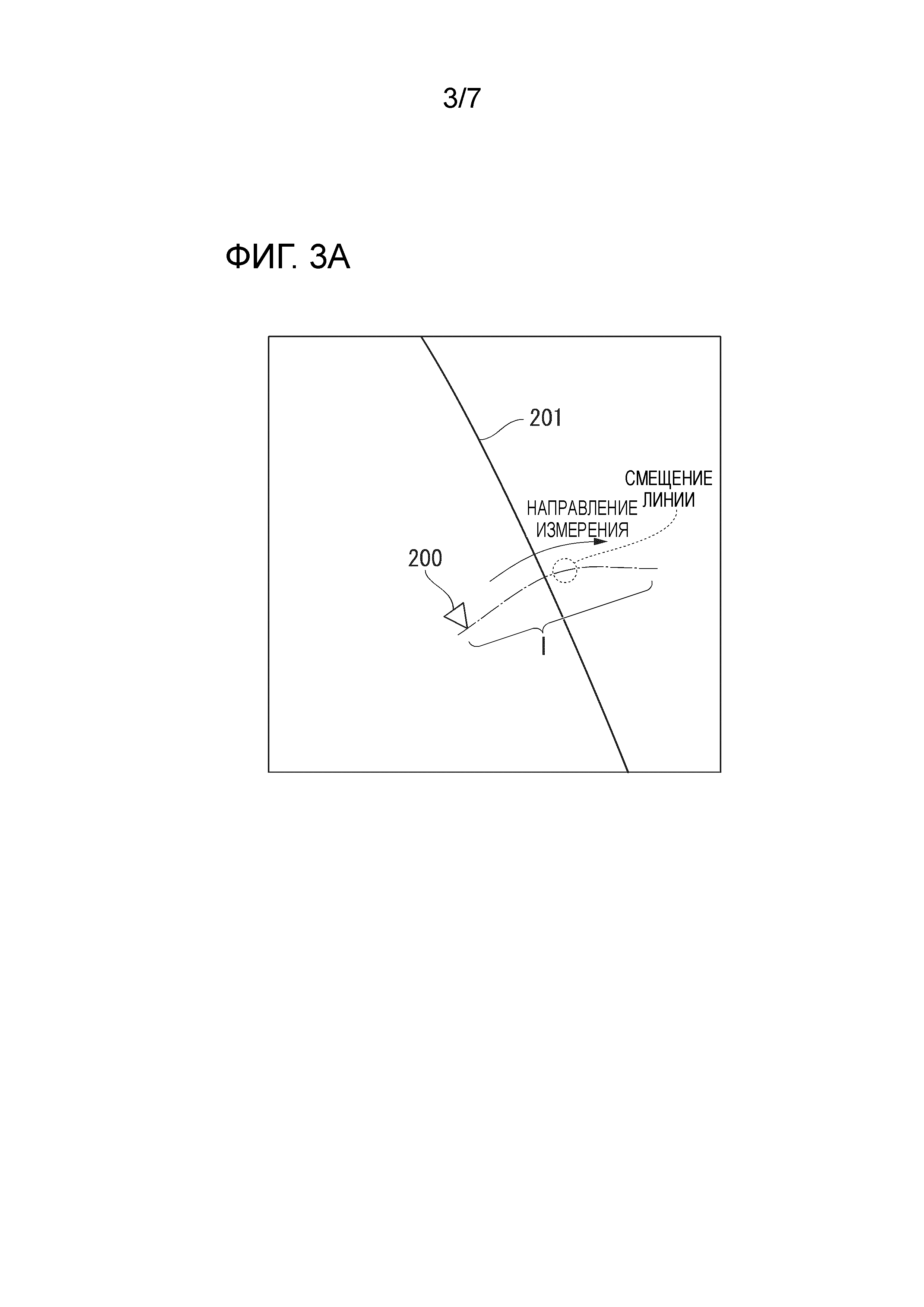
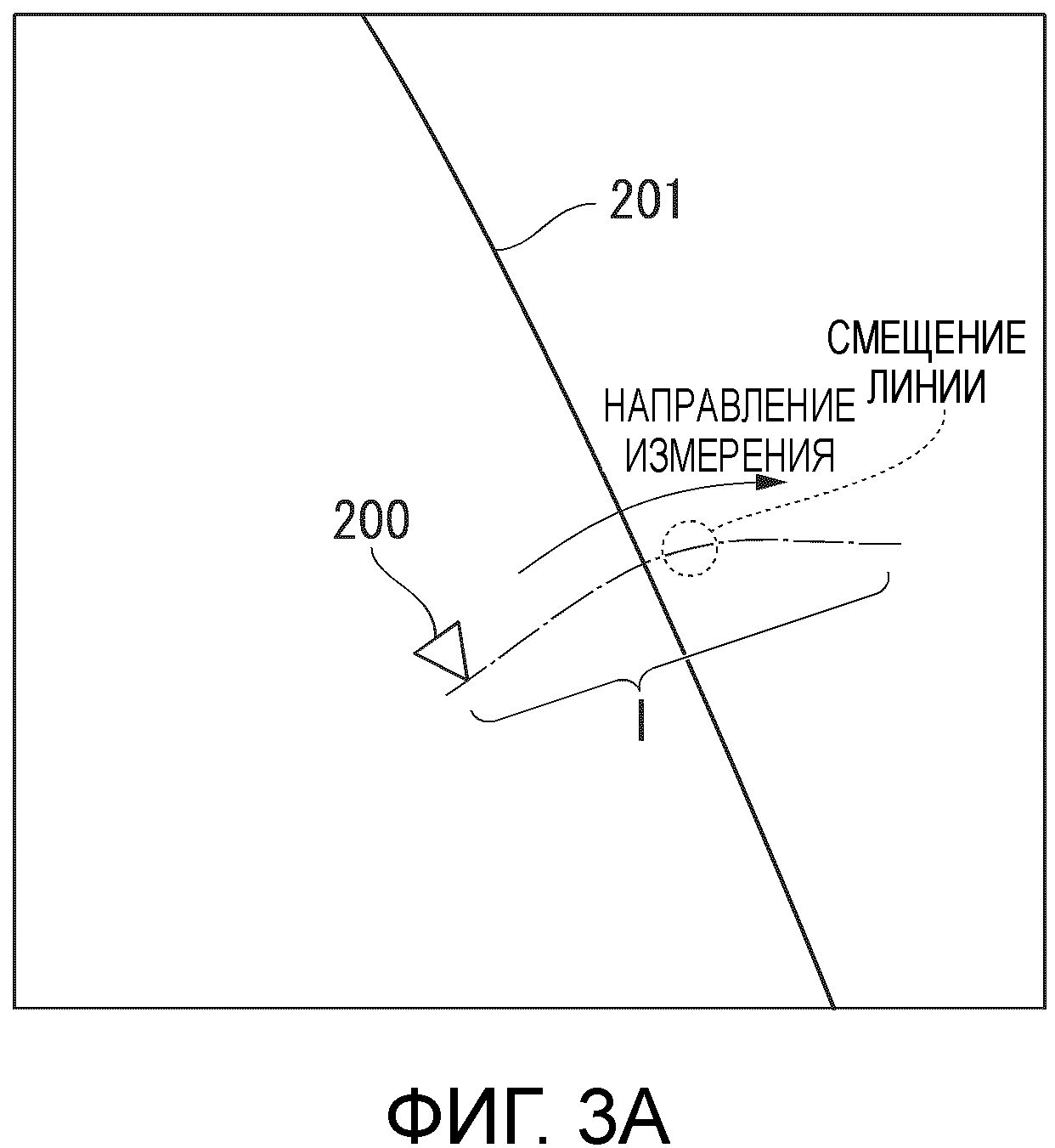
Фиг.3A - изображение для пояснения измерения профиля штампованного изделия с использованием инструмента для измерения профиля.
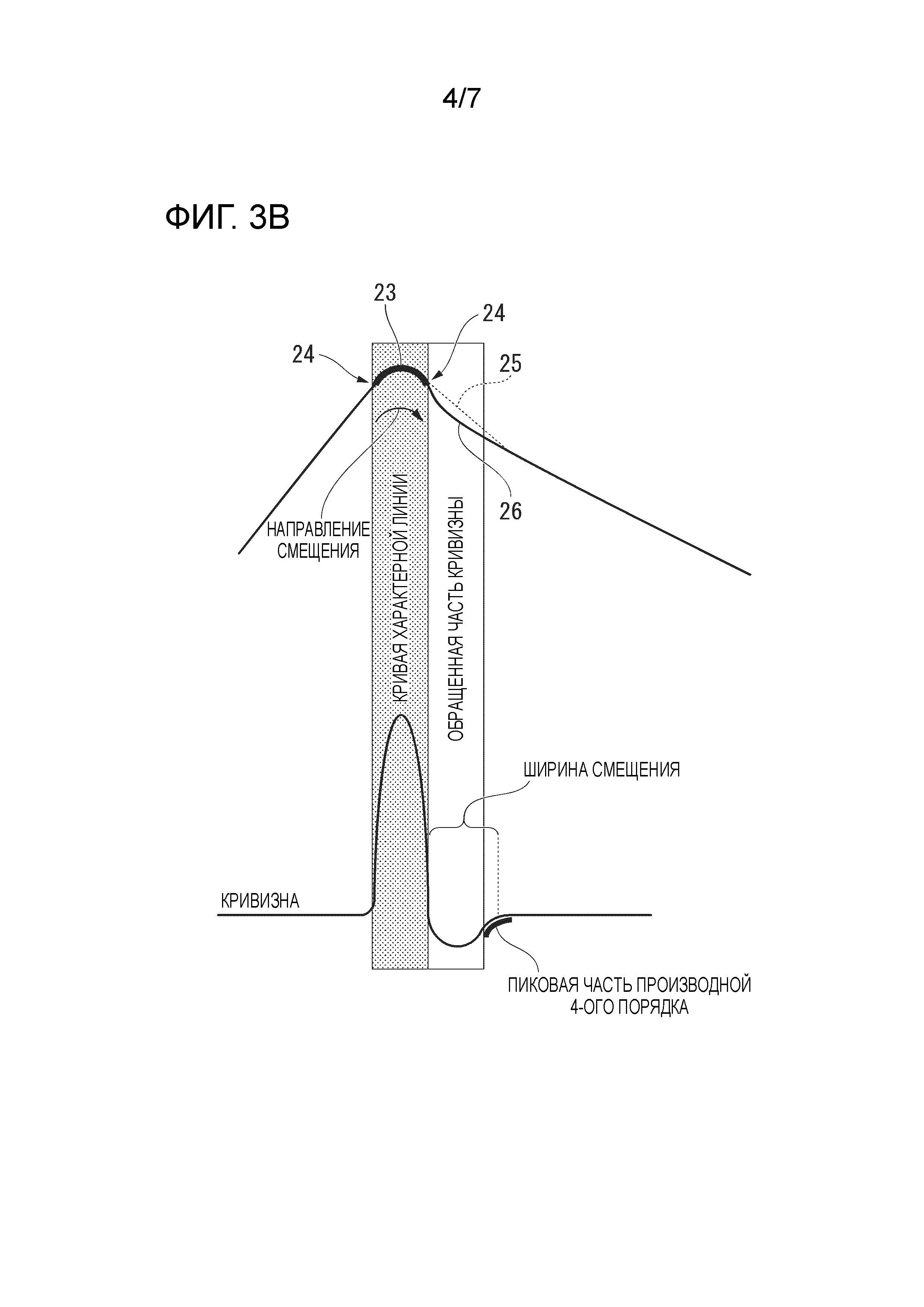
Фиг.3B изображение для пояснения взаимосвязи между поперечным сечением в форме панели, профиль которого измеряется, и кривизной.
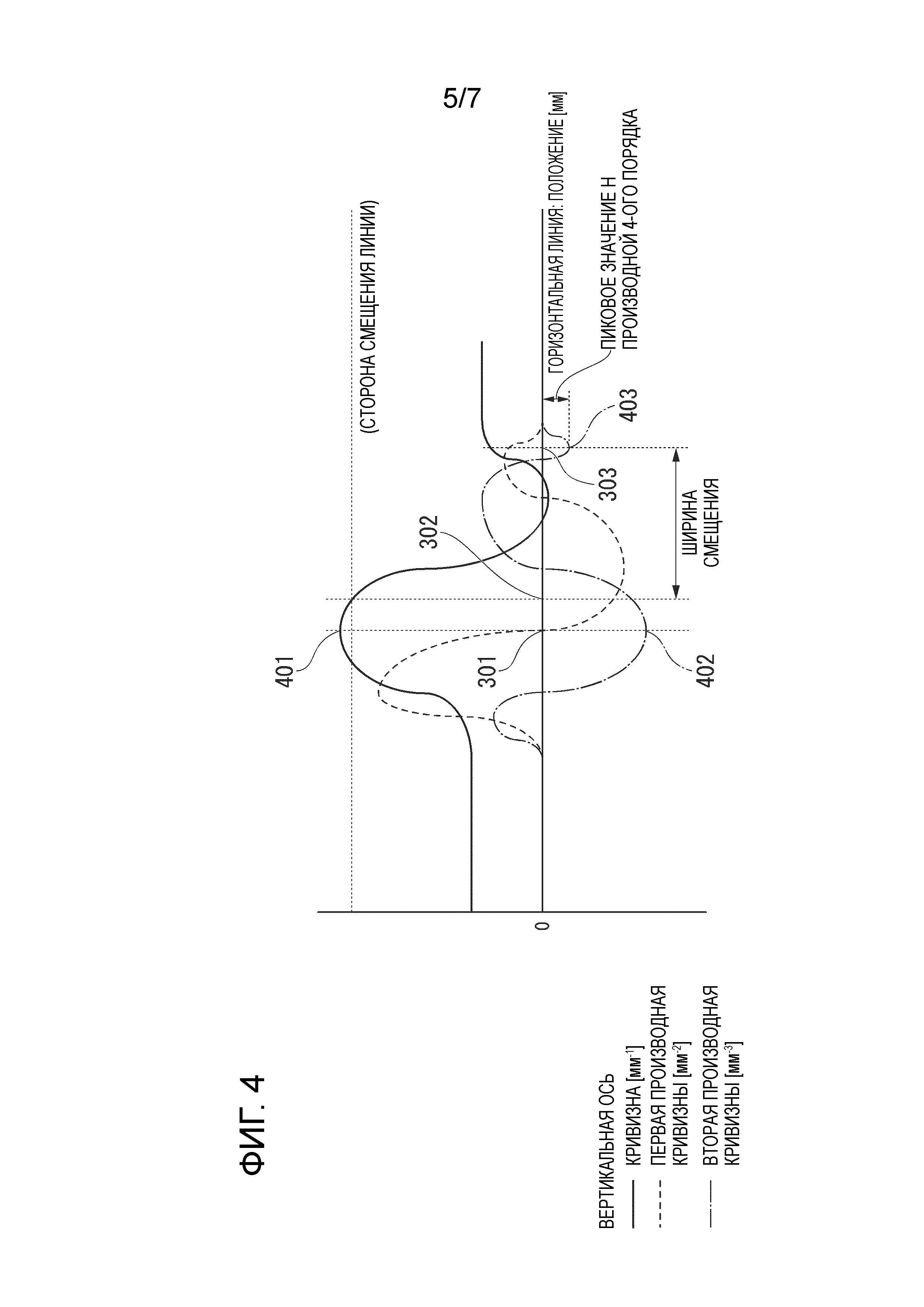
Фиг.4 – изображение, иллюстрирующее пример кривизны (второй производной профиля поперечного сечения), первой производной (третьей производной профиля поперечного сечения) кривизны и второй производной (производной четвертого порядка профиля поперечного сечения) кривизны.
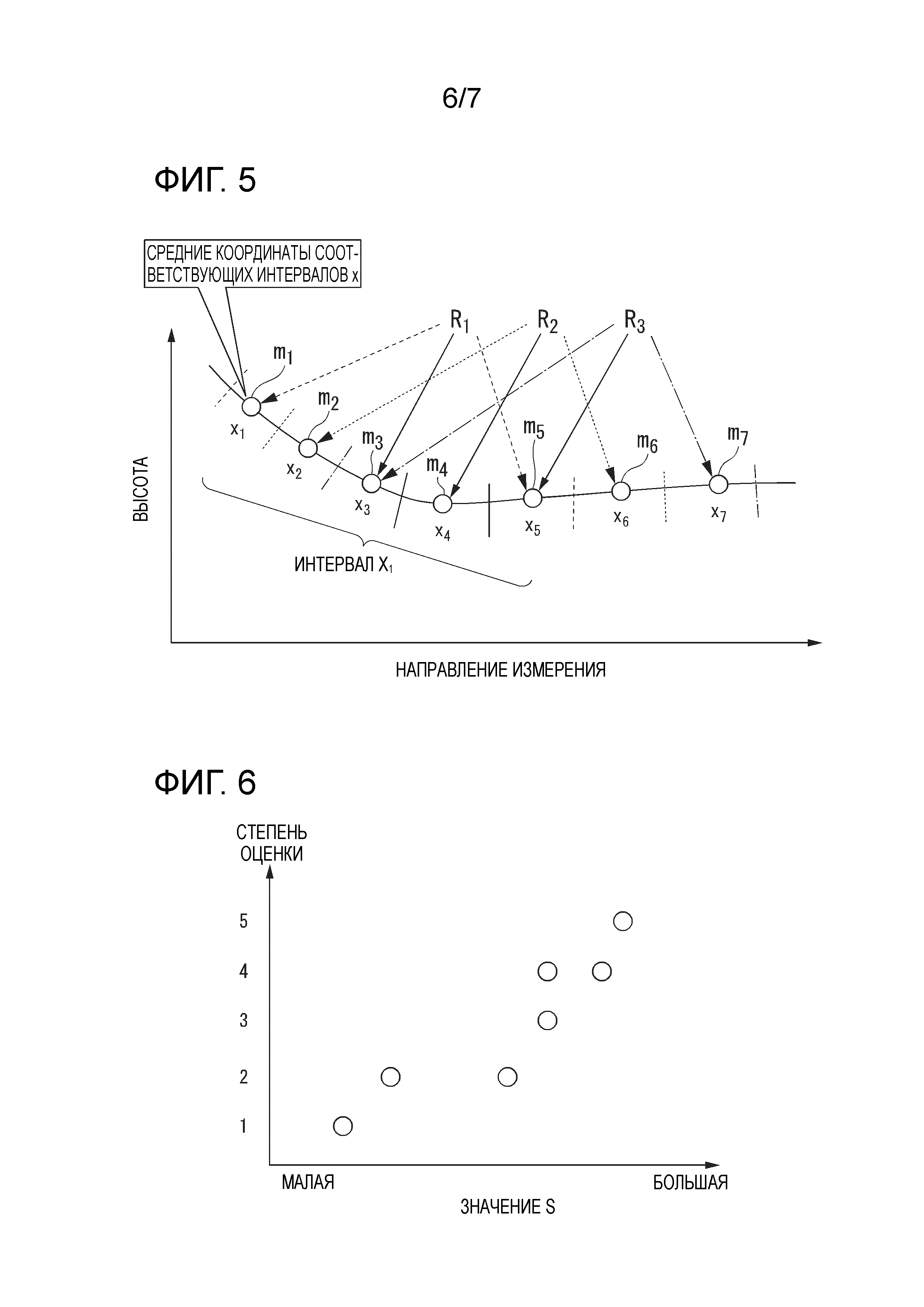
Фиг.5 - изображение для пояснения способа вычисления распределения кривизн.
Фиг.6 - изображение, иллюстрирующее взаимосвязь между параметром S оценки смещения линии и степенью оценки органолептической оценки.
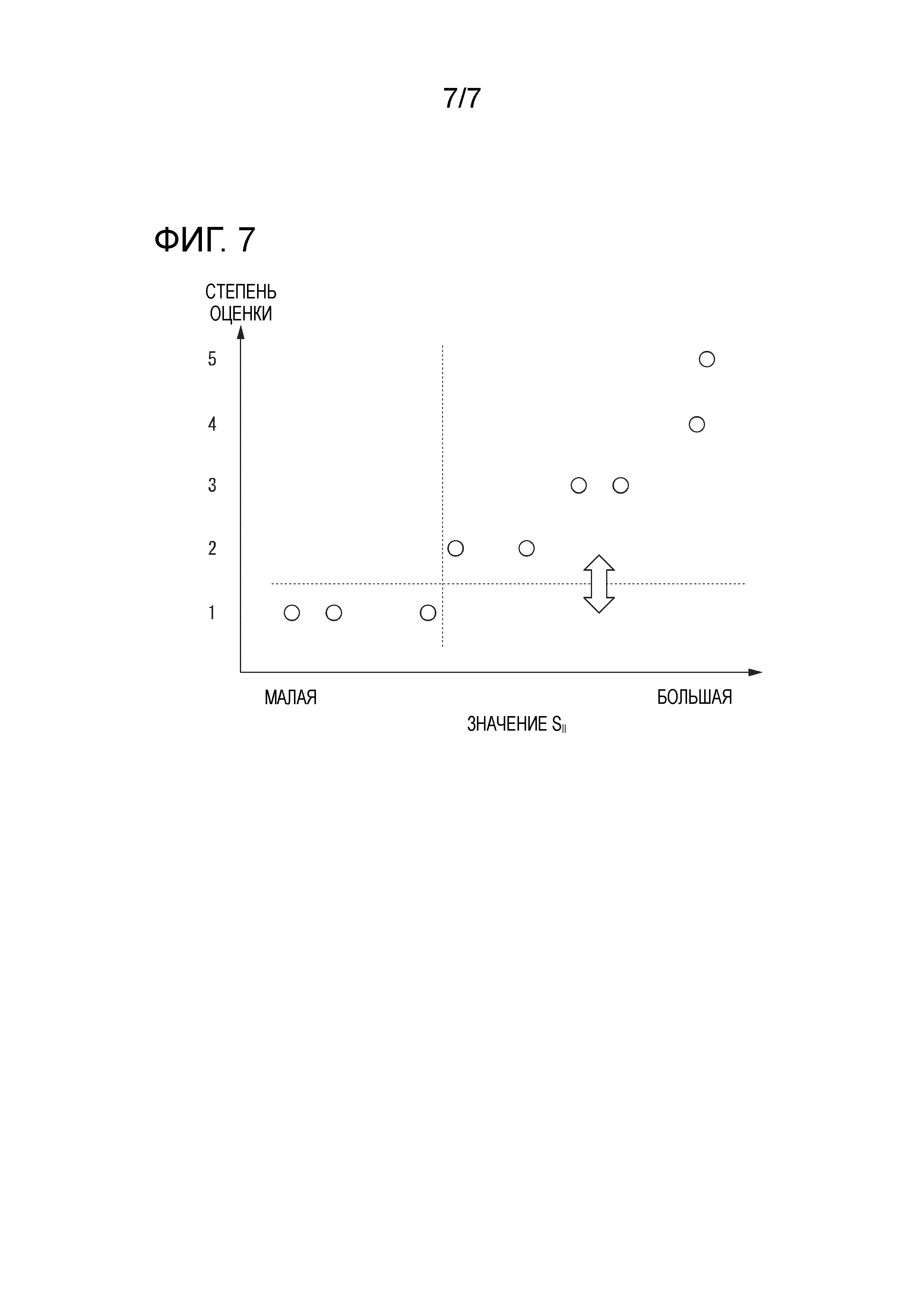
Фиг.7 - изображение, иллюстрирующее взаимосвязь между параметром SII оценки смещения линии и степенью оценки органолептической оценки.
[Описание вариантов осуществления]
[0028]
В дальнейшем предпочтительный вариант осуществления настоящего изобретения будет описан со ссылкой на сопроводительные чертежи. Функциональная конфигурация устройства 100 оценки смещения линии, относящаяся к одному варианту осуществления настоящего изобретения, изображена на Фиг.1. Устройство 100 оценки смещения линии оценивает смещение линии, возникающее в штампованном изделии во время штамповки при формировании характерной линии.
В данном документе общие черты феномена смещения линии, возникающего в штампованном изделии во время штамповки при формировании характерной линии, будут описаны со ссылкой на Фиг.2A и 2B. На Фиг.2A изображен пример формообразования (смещение линии), при котором нарушено конструктивное свойство. На Фиг.2B изображен пример формообразования, при котором не нарушено конструктивное свойство. На Фиг. 2A и 2B штамп состоит из верхней части 21a штампа и нижней части 21b штампа, и заготовка 20 зажимается и подвергается штамповке между верхней частью 21a штампа и нижней частью 21b штампа.
Заготовка 20 входит в контакт с конструируемой характерной линией на штампе в течение штамповки (первоначальная ударная часть 22). Первоначальная ударная часть 22 перемещается (смещается) с продолжением формирования характерной линии 23, и форма поперечного сечения, отличающаяся от проектной конструкции во время конструирования, образуется за R-окончанием 24 характерной линии 23. Это является феноменом смещения линии. Смещение линии возникает, когда первоначальная ударная часть 22 между заготовкой и штампом смещается от R-окончания 24 характерной линии 23 по завершению штамповки.
Как показано на Фиг.2B, в случае, когда первоначальная ударная часть 22 между заготовкой и штампом находится внутри R-окончания 24 конструируемой характерной линии 23 по завершению штамповки, смещение линии не возникает.
[0029]
Как изображено на Фиг.1, устройство 100 оценки смещения линии включает в себя блок 101 получения профиля поперечного сечения, блок 102 вычисления производной четвертого порядка, блок 103 вычисления параметра оценки смещения линии и блок 104 оценки смещения линии. Кроме того, блок 104 оценки смещения линии может быть не выполнен.
Блок 101 получения профиля поперечного сечения получает профиль поперечного сечения штампованного изделия, измеренный инструментом 200 для измерения профиля так, чтобы пересекать характерную линию, сформированную в штампованном изделии. В частности, блок 101 получения профиля поперечного сечения получает профиль поперечного сечения штампованного изделия на основе данных профиля на поперечном сечении, ортогональном к характерной линии, из данных поверхности на штампованном изделии, измеренных инструментом 200 для измерения профиля. В данном документе «измерение так, чтобы пересекать характерную линию» означает выполнение измерения штампованного изделия вдоль прямой линии (прямая линия, которая образует некоторый угол между 60° и 120° по отношению к характерной линии), ортогональной к характерной линии.
[0030]
Фиг.3A является изображением для пояснения измерения профиля штампованного изделия с использованием инструмента для измерения профиля. На Фиг.3A инструмент контактного типа для измерения трехмерной формы используется в качестве примерного варианта инструмента 200 для измерения профиля. Измерение профиля штампованного изделия выполняется с предварительно определенной измерительной длиной l посредством перемещения инструмента 200 для измерения профиля в направлении, в котором осуществляется прохождение по характерной линии 201, то есть в направлении, ортогональном к характерной линии 201, с приведением инструмента 200 для измерения профиля в контакт со штампованным изделием. Смещение линии возникает на любой боковой области характерной линии 201. В примере на Фиг.3A предполагается, что смещение линии возникает на правой боковой области характерной линии 201 (расположенная вниз по ходу сторона в направлении измерения инструмента для измерения профиля) на чертеже.
Кроме того, при необходимости, инструмент 200 для измерения профиля может выполнять измерение профиля многократно с изменением своего положения в направлении прохождения характерной линии 201 относительно одной части смещения линии.
[0031]
Кроме того, форма панели может быть измерена на производственной линии (поточно). Дополнительно, может использоваться либо бесконтактный измерительный инструмент, либо контактный измерительный инструмент. Однако, в случае, при котором степень смещения линии чрезвычайно мала, предпочтительно точно измерять смещение линии с помощью измерительного инструмента контактного типа.
Предпочтительно, чтобы смещение линии оценивалось в собранном состоянии фактически в состоянии отгрузки продукции (законченного изделия) и после завершения штамповки штампованного изделия. В случае, при котором штампованное изделие оценивается перед сборкой, и в случае, при котором поверхностная жесткость штампованного изделия мала, прогиб, происходящий под собственным весом, может возникать в зависимости от способов установки штампованного изделия во время измерения, изменение может появиться в форме некоторого участка, в котором возникает смещение линии, и результат измерения профиля может отличаться от результата измерения формы профиля в состоянии отгрузки продукции (законченного изделия).
[0032]
Блок 102 вычисления производной четвертого порядка вычисляет распределение кривизны (второй производной профиля поперечного сечения) на основе профиля поперечного сечения, полученного в блоке 101 получения профиля поперечного сечения, и вычисляет вторую производную (производную четвертого порядка профиля поперечного сечения) кривизны. Считается, что скорость изменения кривизны или вторая производная (производная четвертого порядка профиля поперечного сечения) кривизны оказывает влияние на органолептическую оценку смещения линии, и вычисляется производная четвертого порядка профиля поперечного сечения.
[0033]
Далее будет описана взаимосвязь между кривизной и смещением линии. На верхнем чертеже на Фиг.3B показано то, когда данный аспект смещения линии виден со стороны. Как изображено на верхнем чертеже на Фиг.3B, образован промежуток между конструируемой формой 25 и фактической формой 26 панели за R-окончанием 24 характерной линии 23, и если это видно с поверхности панели, то можно видеть, что появилось смещение линии.
На участке, в котором возникает смещение линии, возникает распределение кривизны в противоположном направлении к распределению кривизны, происходящему вследствие кривой конструируемой характерной линии (обращенная часть кривизны). То есть кривизна обращается на участке, в котором возникает смещение линии. На участке, в котором кривизна обращена, образуется тень от света, и у проверяющего рабочего возникает впечатление того, что возникает смещение линии.
В случае, когда возвратный ход от участка, в котором кривизна обращена по отношению к исходной форме, является плавным на участке, в котором кривизна на боковой области, в которой возникает смещение линии, обращена в противоположную сторону, то тень, возникающая вследствие смещения линии, видна нечетко. Поэтому впечатление от смещения линии является слабым. С другой стороны, в случае, когда возвратный ход от участка, в котором кривизна обращена в противоположную сторону по отношению к исходной форме, резок, то тень, возникающая вследствие смещения линии, отчетлива. Поэтому, впечатление от смещения линии является сильным.
В результате сравнения взаимосвязи между результатом органолептической оценки смещения линии и распределением кривизны на боковой области, в которой возникает смещение линии, было установлено, что существует корреляция между результатом органолептической оценки смещения линии и возвратным ходом распределения кривизны от участка, в котором кривизна обращена. Возвратный ход распределения кривизны может быть вычислен из второй дифференциальной функции (дифференциальной функции четвертого порядка профиля поперечного сечения) распределения кривизны. Поэтому, считается, что оценка смещения линии становится возможной с использованием пикового значения H второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны.
[0034]
На Фиг.4 изображен пример кривизны (второй производной профиля поперечного сечения) [мм-1], первой производной (третьей производной профиля поперечного сечения) [мм-2] кривизны и второй производной (производной четвертого порядка профиля поперечного сечения) [мм-3] кривизны, которые вычисляются в блоке 102 вычисления производной четвертого порядка. На вертикальной оси представлена кривизна (вторая производная профиля поперечного сечения) [мм-1], первая производная (третья производная профиля поперечного сечения) [мм-2] кривизны и вторая производная (производная четвертого порядка профиля поперечного сечения) [мм-3] кривизны. На горизонтальной оси представлено положение, в направлении измерения (см. на Фиг.3A), профиля инструментом для измерения профиля.
Как изображено на Фиг.4, пиковое значение 401 кривизны появляется в положении (положении пикового значения R характерной линии) 301, в котором кривая характерной линии является набольшей. Пиковое значение 402 второй производной (производной четвертого порядка профиля поперечного сечения) кривизны появляются в том же самом положении 301.
[0035]
Далее описан способ вычисления, с помощью которого вычисляется распределение кривизны с использованием блока 102 вычисления производной четвертого порядка. На Фиг.5 изображено объяснение способа вычисления распределения кривизны. На горизонтальной оси на Фиг.5 представлены положения в направлении измерения, а на вертикальной оси представлены положения в направлении высоты. Линия на чертеже изображает профиль поперечного сечения. Когда вычислено распределение кривизны, как изображено на Фиг.5, средние координатные точки m (m1, m2,...) вычисляются в соответственных предварительно определенных интервалах x (x1, x2,...) на профиле поперечного сечения. Затем, радиусы дуг окружностей R (R1, R2,...) вычисляются от трех точек ([m1, m2 и m3 на Фиг.5), включающих в себя оба конца и центр интервала X вычисления кривизны (в примере на Фиг.5 интервал X вычисления кривизны состоит из пяти предварительно определенных интервалов x1, x2, x3, x4 и x5), состоящий из множества предварительно определенных интервалов x, и вычисляются кривизны, которые являются обратными числами радиусов дуг окружностей. Затем, предварительно определенные интервалы x, чтобы стать начальными точками интервала X вычисления кривизны, сдвигаются к следующему на 1 (интервал X вычисления кривизны состоит из пяти предварительно определенных интервалов x2, x3, x4, x5 и x6), радиусы R дуг окружностей вычисляются от трех точек (m2, m3 и m4 на Фиг.5), включающих в себя оба конца и центр интервала X вычисления кривизны, и вычисляются кривизны, которые являются обратными числами радиусов дуг окружностей. Впоследствии, вычисление кривизн в интервале X вычисления кривизны повторяется со сдвигом предварительно определенных интервалов x, чтобы быть начальными точками интервала X вычисления кривизны, к следующему на 1. В качестве предварительно определенных интервалов x предпочтительно выбрать такое минимальное количество интервалов, которые послужат в качестве данных последовательностей точек, которые являются непрерывными, насколько это возможно, исключая помехи, при вычислении распределения кривизн.
[0036]
Блок 103 вычисления параметра оценки смещения линии вычисляет параметр оценки смещения линии на основе второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны, вычисленной блоком 102 вычисления производной четвертого порядка. В случае, при котором возникает смещение линии, как изображено на Фиг.4, пиковое значение 403 второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны появляется на боковой области характерной линии, на которой возникает смещение линии. Поэтому, блок 103 вычисления параметра оценки смещения линии определяет значение H [мм-3] в пиковом значении 403 второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны, которое появляется на боковой области, в которой возникает смещение линии, и ширину L смещения [мм] между положением 303, соответствующим пиковому значению 403 и положением 302 R-окончания конструируемой характерной линии. Затем, блок 103 вычисления параметра оценки смещения линии вычисляет параметр оценки смещения линии на основе значения H и ширины L смещения. Например, параметр S оценки смещения линии вычисляется по следующей Формуле (1).
Параметр оценки смещения линии S=L x │H│n... (1),
где n является весовым показателем , который определен заранее.
[0037]
Причина, по которой используется ширина L смещения, состоит в предположении, что смещение линии является феноменом, при котором первоначальная контактная точка штампа перемещается так, как изображено на Фиг.2A, и необходимо принимать такое расстояние перемещения первоначальной контактной точки во внимание. Кроме того, в представленном варианте осуществления расстояние от положения 303, соответствующего пиковому значению 403 второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны, до положения 302 R-окончания конструируемой характерной линии определено в качестве ширины L смещения. Однако может использоваться одинаковый показатель степени. Например, в случае, при котором размер кривой конструируемой характерной линии редко изменяется между панелями, подлежащими сравнению друг с другом, или в случае, при котором расстояние от положения 301 пикового значения R характерной линии до положения 302 R-окончания конструируемой характерной линии мало, то расстояние от положения 301 пикового значения R конструируемой характерной линии до положения 303, соответствующего пиковому значению 403 второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны может быть определено в качестве ширины L смещения.
[0038]
Дополнительно, причина, по которой используется значение H пикового значения второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны, состоит в том, что считается, что положение пикового значения кривизны и пикового значения второй производной (дифференциальной функции четвертого порядка профиля поперечного сечения) кривизны близки друг к другу, и предоставляется возможность легкого улавливания тенденции.
[0039]
Органолептическая оценка испытывает влияние (соответствующее абсолютному значению H) тени, возникающей вследствие изменения в кривизне на боковой области, на которой возникает смещение линии, и влияние (соответствующее ширине L смещения) размера участка, в котором возникает смещение линии. С увеличением абсолютного значения H и увеличением L, смещение линии становится заметным, и результаты органолептической оценки обычно становятся недостаточными.
То есть предпочтительно, чтобы с увеличением абсолютного значения H увеличивался параметр S оценки смещения линии, и формула вычисления параметра S оценки смещения линии могла обретать форму суммирования или интегрирования абсолютного значения H и L. Дополнительно, также возможно выполнение оценки с помощью любого из H и L. В данном случае, так как различие может появиться в органолептической оценке в зависимости от размера других H и L, даже если H и L сопоставимы друг с другом, то предпочтительно использовать как H, так и L.
Несмотря на то, что H является очень малым значением, относительная разница H для каждого образца больше по сравнению с шириной L смещения, и относительная разница может быть уменьшена на возведение в n-ую степень с использованием весового показателя n степени. То есть формула вычисления параметра S оценки смещения линии становится подобной Формуле (1). Кроме того, в случае, при котором устанавливается n=1/3, то есть в случае, при котором S=L x │H│1/3 используется в качестве формулы вычисления параметра S оценки смещения линии, авторы настоящего изобретения обнаружили, что сильная корреляция проявляется между органолептической оценкой смещения линии и параметром S оценки смещения линии.
[0040]
Кроме того, в случае, когда измерение профиля выполняется многократно с изменением положений в направлении распространения характерной линии по отношению к одной части смещения линии, как описано выше, например, значение, полученное усреднением параметров S оценки смещения линии, вычисленных в вышеупомянутые соответственные моменты, может использоваться в качестве показателя степени.
[0041]
Блок 104 оценки смещения линии оценивает смещение линии на основе параметра S оценки смещения линии, вычисленного в блоке 103 вычисления параметра оценки смещения линии. С увеличением параметра оценки смещения линии смещение линии становится заметным, и с уменьшением параметра оценки смещения линии смещение линии становится не заметным. Оценка смещения линии может быть выполнена с обращением человека к параметру оценки смещения линии или может быть автоматизирована посредством компьютера или чего-либо ему подобного.
[0042]
Настоящее изобретение было применено к наружной панели автомобиля, на которой фактически возникает смещение линии, параметр S оценки смещения линии был вычислен, и была подтверждена корреляция с органолептической оценкой. На Фиг.6 показана характеристическая схема, изображающая взаимосвязь между параметром S оценки смещения линии и степенью оценки органолептической оценки в случае, при котором S=L x |H|1/3 используется в качестве формулы вычисления параметра S оценки смещения линии. На горизонтальной оси на Фиг.6 представлен параметр S оценки смещения линии, и параметр S оценки смещения линии увеличивается по мере перемещения направо. На вертикальной оси на Фиг.6 представлена степень оценки органолептической оценки, и степень оценки увеличивается с перемещением вверх. Это означает, что с увеличением степени оценки смещение линии становится заметным, а с уменьшением степени оценки смещение линии становится незаметным. Была подтверждена корреляция, при которой с увеличением значения параметра S оценки смещения линии, как изображено на Фиг.6, степень оценки органолептической оценки увеличивалась.
[0043]
Считается, что эти два коэффициента: коэффициент изменения поперечного сечения, определенный в зависимости от строгости формы, и коэффициент ширины смещения, определенный в зависимости от ширины, при которой возникает смещение линии, включены в органолептическую оценку смещения линии. Поскольку параметр S оценки смещения линии включает в себя значение H пикового значения второй производной в качестве коэффициента изменения поперечного сечения и включает в себя ширину L смещения в качестве коэффициента ширины смещения и тенденции обоих могут быть установлены, то можно утверждать, что он совпадает с органолептической оценкой.
Как описано выше, можно заметить, что смещение линии может быть количественно оценено посредством параметра S оценки смещения линии. Если смещение линии может быть количественно оценено, то может быть гарантировано устойчивое качество продукции.
[0044]
В качестве другого варианта осуществления, в качестве способа вычисления параметра оценки смещения линии радиус R кривой характерной линии на поверхности панели может использоваться в дополнение к вышеописанному значению H и ширине L смещения. В случае, при котором разность заключается в размере радиуса R кривой характерной линии панели, подлежащей сравнению, может существовать корреляция между радиусом R кривой характерной линии и органолептической оценкой смещения линии. В данном случае с увеличением радиуса R кривой характерной линии органолептическая оценка смещения линии снижается, то есть существует тенденция, при которой смещение линии не заметно. Таким образом, предпочтительно, чтобы параметр оценки смещения линии начинался уменьшаться с увеличением радиуса R кривой характерной линии. Например, формула вычисления параметра оценки смещения линии может иметь форму вычитания или деления на R. Кроме того, радиус кривой конструируемой характерной линии может использоваться в качестве R. Например, параметр SII оценки смещения линии вычисляется по следующей Формуле (2).
Параметр оценки смещения линии SII=L x (│H│/R)m... (2),
где m является весовым показателем , который определен заранее.
[0045]
Кроме того, в представленном варианте осуществления в случае, при котором установлено m=1/5, то есть в случае, при котором SII=L x (│H│/R)1/5 используется в качестве формулы вычисления параметра SII оценки смещения линии, авторы настоящего изобретения обнаружили, что проявляется сильная корреляция между органолептической оценкой смещения линии и параметром SII оценки смещения линии. На Фиг.7 показана характеристическая схема, изображающая взаимосвязь между параметром SII оценки смещения линии и степенью оценки органолептической оценки в случае, при котором SII=L x (|H |/R)1/5 используется в качестве формулы вычисления параметра SII оценки смещения линии. На горизонтальной оси на Фиг.7 представлен параметр SII оценки смещения линии, и параметр SII оценки смещения линии увеличивается с продвижением направо. На вертикальной оси на Фиг.7 представлена степень оценки органолептической оценки, и степень оценки увеличивается по мере продвижения вверх. Это означает, что с увеличением степени оценки смещение линии становится заметным, а с уменьшением степени оценки смещение линии становится незаметным. Была подтверждена корреляция, при которой с увеличением значения параметра SII оценки смещения линии, как изображено на Фиг.7, возрастала степень оценки органолептической оценки стала. Дополнительно, посредством использования параметра SII оценки смещения линии был получен результат того, что Степень Оценки 1 и Степень Оценки 2 были явно отличимы друг от друга.
[0046]
Кроме того, в вышеописанном варианте осуществления стальной лист используется в качестве пластично деформируемого листа. Однако в качестве материалов для пластично деформируемого листа могут использоваться металлические материалы, такие как алюминий и титан, усиливающие стекловолокна смолистые материалы, такие как FRP и FRTP, и композиционные материалы из них.
[0047]
Устройство оценки смещения линии, к которому применимо настоящее изобретение, может быть реализовано, например, посредством компьютерного устройства, включающего в себя CPU, ROM, RAM и т.п.
Дополнительно, изобретение может также быть реализовано посредством применения программного обеспечения (программы), реализующей функцию оценки смещения линии для системы или устройства через сеть или различные носители хранения информации, и посредством считывания и выполнения программы компьютером системы или устройства.
[Промышленная применимость]
[0048]
Настоящее изобретение может быть широко применено к способу, устройству, программе и носителю записей, которые оценивают смещение линии, возникающее в штампованном изделии во время штамповки при формировании характерной линии. Соответственно, смещение линии, возникающее в штампованном изделии, может быть количественно оценено, и может быть гарантировано устойчивое качество продукции.
[Список ссылочных обозначений]
[0049]
20: ЗАГОТОВКА
21a: ВЕРХНЯЯ ЧАСТЬ ШТАМПА
21b: НИЖНЯЯ ЧАСТЬ ШТАМПА
22: ПЕРВОНАЧАЛЬНАЯ УДАРНАЯ ЧАСТЬ
23: характерная ЛИНИЯ
24: R-ОКОНЧАНИЕ
25: КОНСТРУИРУЕМАЯ ФОРМА
26: ФОРМА ПАНЕЛИ
100: УСТРОЙСТВО ОЦЕНКИ СМЕЩЕНИЯ ЛИНИИ
101: БЛОК ПОЛУЧЕНИЯ ПРОФИЛЯ ПОПЕРЕЧНОГО СЕЧЕНИЯ
102: БЛОК ВЫЧИСЛЕНИЯ ПРОИЗВОДНОЙ 4-ОГО ПОРЯДКА
103: БЛОК ВЫЧИСЛЕНИЯ ПАРАМЕТРА ОЦЕНКИ СМЕЩЕНИЯ ЛИНИИ
104: БЛОК ОЦЕНКИ СМЕЩЕНИЯ ЛИНИИ
200 ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ ПРОФИЛЯ
201 характерная ЛИНИЯ
Высокопрочный стальной лист и высокопрочный гальванизированный стальной лист, превосходные по формуемости, и способы их изготовления
Высокопрочный холоднокатаный стальной лист, имеющий превосходные равномерное относительное удлинение и способность к расширению отверстия, и способ его изготовления
Холоднокатаный стальной лист
Передняя половая панель
Стальной лист для горячештампованного изделия и способ его получения
Рельс
Лист из электротехнической стали с ориентированной зеренной структурой и способ его получения
Горячекатаный стальной лист и способ его получения
Горячекатаный стальной лист с высоким отношением предела текучести к пределу прочности, который имеет превосходные характеристики поглощения энергии удара при низкой температуре и устойчивость к размягчению зоны термического влияния (haz), и способ его получения
Горячештампованное изделие, способ изготовления горячештампованного изделия, энергопоглощающий элемент и способ изготовления энергопоглощающего элемента
Бакуловирусные векторы с двойным промотором, включающим в себя промотор позвоночного и промотор бакуловируса, контролирующим иммуногенный слитый ген
Соединительная конструкция, соединительная деталь, имеющая соединительную конструкцию, и способ производства соединительной детали, имеющей соединительную конструкцию
Инструмент для штамповки и способ изготовления штампованного изделия
Компонент каркаса для автомобиля и нижняя часть передней стойки, включающая в себя данный компонент
Водная эмульсия и ее применения
Способ прогнозирования трещинообразования, устройство обработки, программный продукт и носитель записи
Способ прогнозирования разрушения
Способ прогнозирования разрушения

