Результат интеллектуальной деятельности: Литьевая форма для изготовления изделий с поднутрениями из пластических масс
Вид РИД
Изобретение
Изобретение относится к технологической оснастке, используемой при переработке пластических масс (термопластичных материалов) литьем под давлением при изготовлении изделий с поднутрениями, с глубокими отверстиями, направление которых совпадает с плоскостью разъема литьевой формы.
Известна форма по патенту на изобретение SU №157775, содержащая полуматрицы, которыми оформляется внешняя поверхность изделия, внутренняя поверхность изделия оформляется оформляющим знаком. Рычажный параллелограммный механизм, рычаги которого связаны двумя планками и шарнирами с полуматрицами формы, оформляющим знаком и сталкивателями, постоянно удерживает оформляющий знак и сталкиватели в центре полуматриц, при этом изделия при размыкании формы остаются на оформляющих знаках и сталкиваются с них сталкивателями. Недостатками этой формы являются: сложность изготовления, невысокие надежность, долговечность из-за вероятности того, что при размыкании формы сверх необходимого, возможно повреждение рычажного параллелограммного механизма. Так же известна литьевая форма по патенту на изобретение SU №592607, содержащая неподвижную и подвижную плиты полуматриц, тягу, взаимодействующую с направляющей подвижной плиты, и формующий знак, хвостовик которого закреплен на тяге, в неподвижной плите закреплена горизонтальная зубчатая рейка, взаимодействующая с двумя вертикальными зубчатыми рейками, установленными на тяге. При этом при раскрытии литьевой формы происходит выдвижение знака из изделия, которое задерживается в подвижной полуматрице, и далее происходит съем изделия. Недостатками этой формы являются: сложность изготовления, невысокие надежность, долговечность. Наиболее близкой к предлагаемому решению по технической сущности и достигаемому результату является литьевая форма по патенту на изобретение RU №2015902, содержащая неподвижную полуформу, подвижную полуформу с раздвижными оформляющими ползунами, пазы, выталкивающую систему, направляющие колонки и средство для перемещения ползунов в виде фигурных пазов, расположенных вдоль направляющих колонок и размещенных в пазах пальцев, жестко связанных со свободными концами соответствующих ползунов. Эта литьевая форма выбирается за прототип. Недостатками этой литьевая формы являются: сложность изготовления, невысокие надежность, долговечность, сложность использования такой конструкции литьевой формы при ходе ползуна более 30-40 мм. и в многоместных литьевых формах.
Технической задачей разработки изобретения являлось создание такой конструкции литьевой формы для переработки термопластичных материалов литьем под давлением, при изготовлении изделий с глубокими отверстиями, направление которых совпадает с плоскостью смыкания литьевой формы, которая будет более технологичной в изготовлении, более надежной и долговечной в эксплуатации и менее трудоемкой при ремонте.
Сущность изобретения состоит в том, что в предлагаемой литьевой форме, состоящей из неподвижной и подвижной полуформ, на неподвижной плите крепления литьевой формы крепятся симметрично относительно продольной оси литьевой формы две плиты с зеркально выполненными пазами для роликов в сторону оси литьевой формы, имеющие горизонтальные и наклонные в пределах 20…45° участки, а на подвижной полуформе крепится блок знаков, который состоит из оформляющих знаков, которые формируют отверстия в отливаемых изделиях, параллельные плоскости разъема литьевой формы, установленных в знакодержателе, роликов, установленных на осях, на торцевых сторонах знакодержателя, плиты знакодержателя, состоящей из двух разъемных по осям оформляющих знаков и центрирующих втулок половинок, которые крепятся болтами к знакодержателю и в которые упираются оформляющие знаки, центрирующих стоек, по которым перемещается знакодержатель с центрирующими втулками, основания, стоек и крышки, при этом центрирующие стойки установлены между основанием и крышкой блока знаков, крышка крепится болтами через стойки к основанию, а блок знаков через основание крепится к подвижной полуформе, причем в крышке блока знаков имеются отверстия для доступа к болтам крепления плиты знакодержателя и для извлечения оформляющих знаков для ремонта или их замены без снятия литьевой формы с термопластавтомата, при этом плиты с пазами для роликов, а именно пазы для роликов должны обеспечить рабочий ход оформляющих знаков, превышающий рабочую длину оформляющих знаков на 2…3 мм, ширина паза для ролика должна превышать диаметр ролика на 0,5…1,0 мм.
Сущность предложенных решений поясняется чертежами.
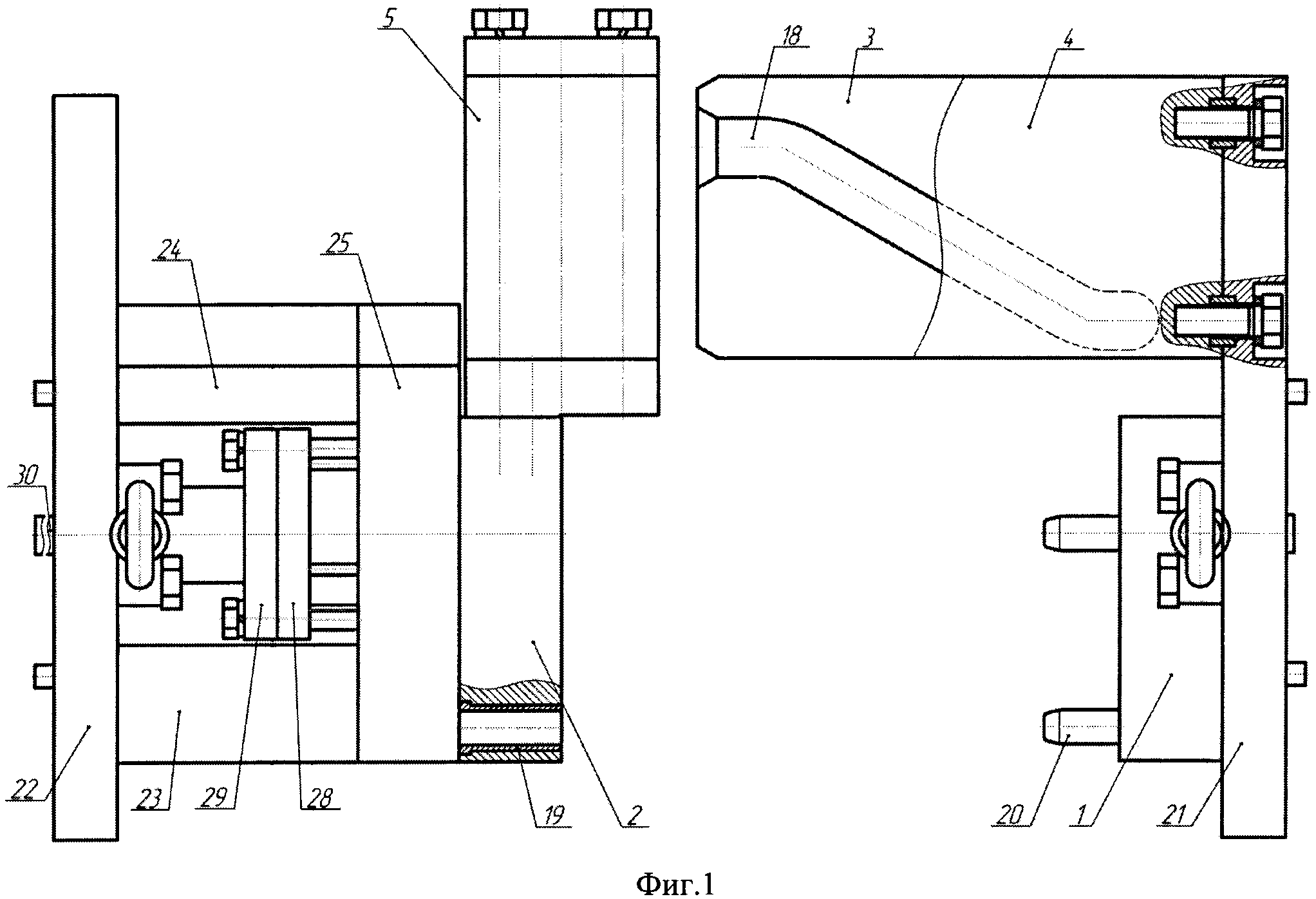
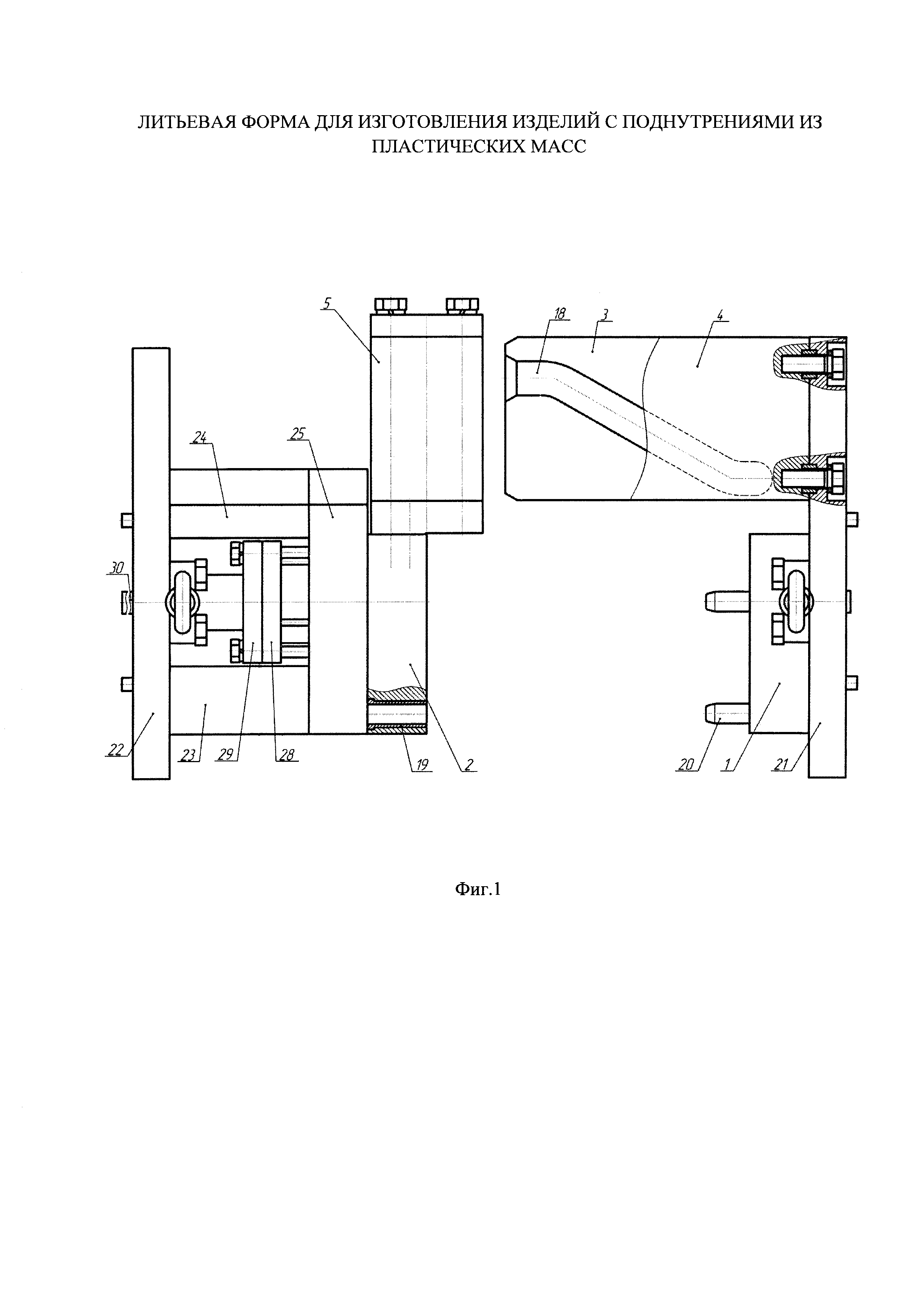
На фиг. 1 изображен вид сверху на литьевую форму в разомкнутом состоянии, установленную на термопластавтомате.
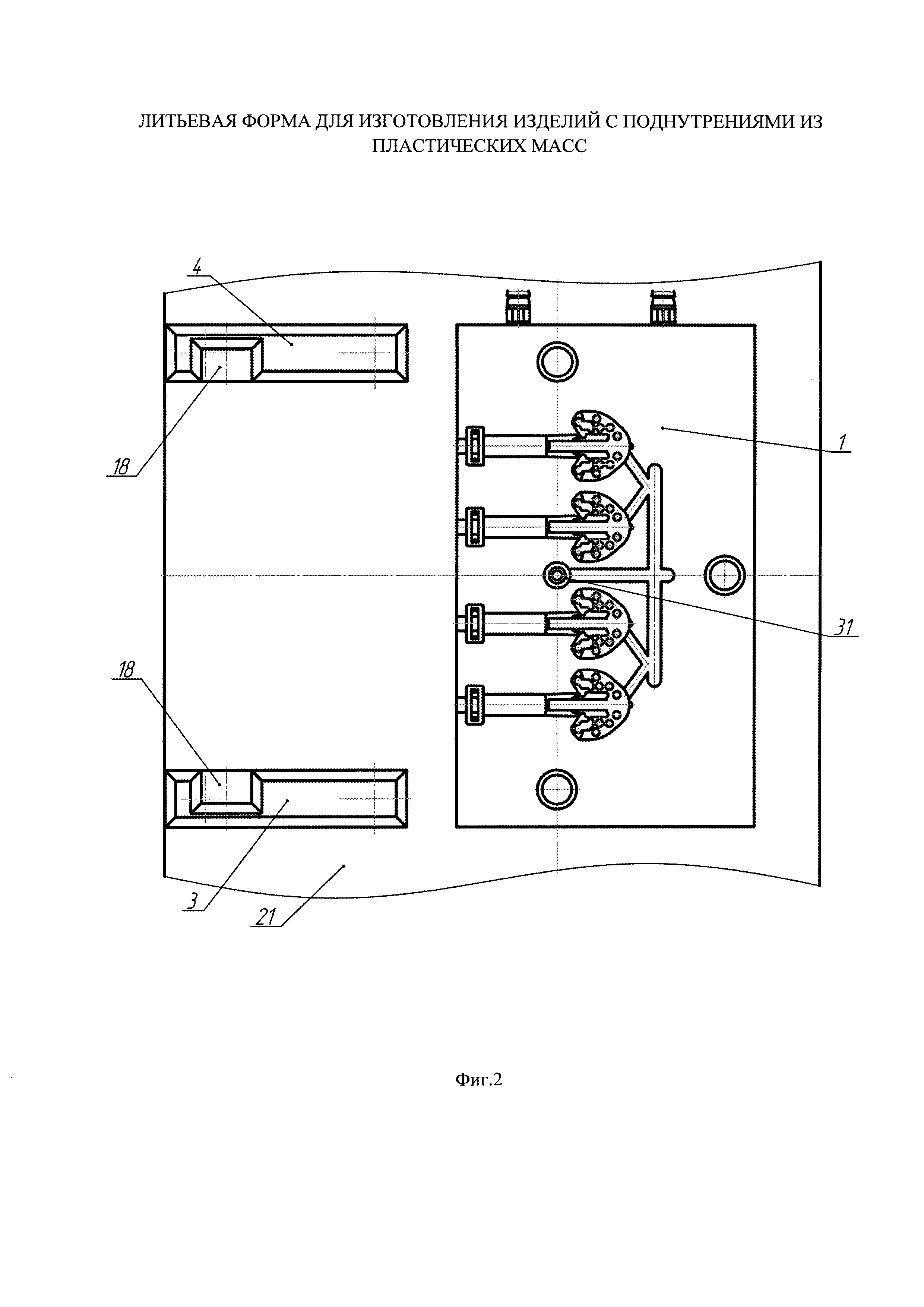
На фиг. 2 изображен вид на неподвижную полуформу.
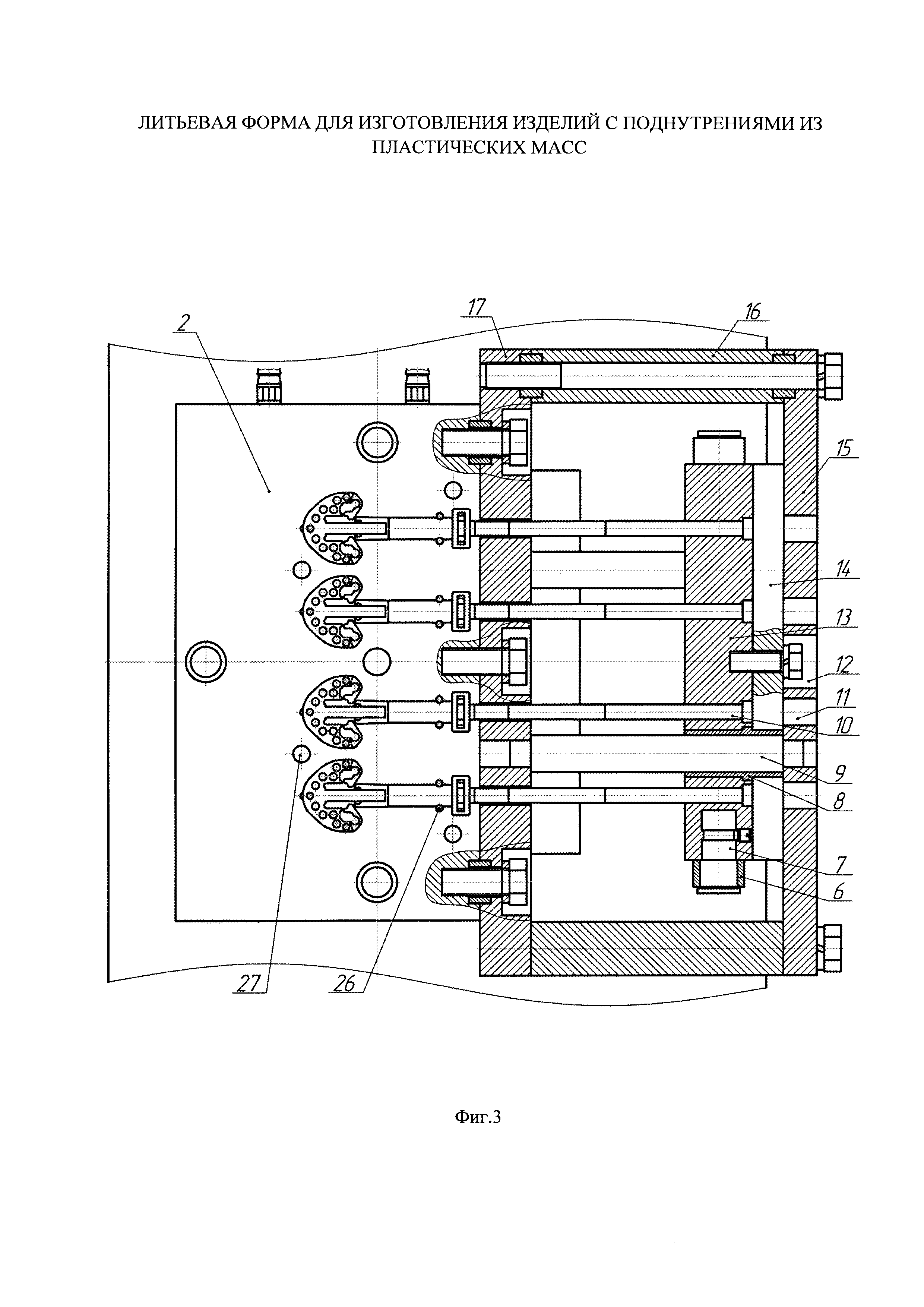
На фиг. 3 изображен вид на подвижную полуформу, блок знаков изображен в сечении по плоскости разъема литьевой формы.
Литьевая форма состоит из неподвижной полуформы 1, которая содержит направляющие колонки 20, литниковую втулку 31, неподвижную плиту крепления 21, на которой крепятся симметрично относительно продольной оси литьевой формы две плиты 3 и 4 с зеркально выполненными пазами 18 для роликов 6 в сторону оси литьевой формы, имеющие горизонтальные и наклонные в пределах 20…45° участки, и подвижной полуформы 2, которая содержит направляющие втулки 19, подвижную плиту крепления 22, опорные стойки 23 и 24, промежуточную плиту 25, выталкивающую систему, в которую входят выталкиватели 26, толкатели возврата 27, держатель 28, плита держателя 29, хвостовик 30. На подвижной полуформе крепится блок знаков 5, который состоит из оформляющих знаков 10, которые формируют отверстия в отливаемых изделиях, параллельные плоскости разъема литьевой формы, установленных в знакодержателе 13, роликов 6, установленных на осях 7 на торцевых сторонах знакодержателя, плиты знакодержателя 14, состоящей из двух разъемных по осям оформляющих знаков и центрирующих втулок 8 половинок, которые крепятся болтами к знакодержателю и в которые упираются оформляющие знаки, центрирующих стоек 9, по которым перемещается знакодержатель с центрирующими втулками, основания 17, стоек 16 и крышки 15, при этом центрирующие стойки установлены между основанием и крышкой блока знаков, крышка крепится болтами через стойки к основанию, а блок знаков через основание крепится к подвижной полуформе, причем в крышке блока знаков имеются отверстия 12 для доступа к болтам крепления плиты знакодержателя и отверстия 11 для извлечения оформляющих знаков для ремонта или их замены без снятия литьевой формы с термопластавтомата.
Литьевая форма крепится к плитам термопластавтомата болтами через неподвижную и подвижную плиты крепления и работает следующим образом. В сомкнутую литьевую форму через литниковую втулку впрыскивается порция расплава пластической массы и через литниковые каналы заполняет оформляющие изделия полости, которые образованы сомкнутыми полуформами 1 и 2 и оформляющими знаками 10. После затвердевания отливки литьевая форма раскрывается, при этом за счет поднутрений, которые выполнены в оформляющих полостях подвижной полуформы, и за счет того, что блок знаков с оформляющими знаками крепится на подвижной полуформе, отливка остается в подвижной полуформе, а плиты 3 и 4 своими пазами 18 через ролики 6, оси 7 и знакодержатель 13 полностью выдвигают оформляющие знаки 10 из отливки, в этом положении оформляющие знаки 10 остаются до смыкания литьевой формы. Горизонтальные участки на концах пазов 18 служат для удобства настройки работы литьевой формы. При дальнейшем раскрытии литьевой формы хвостовик 30 наталкивается на упор термопластавтомата, подвижная полуформа продолжает движение, хвостовик воздействует через держатель 28, плиту держателя 29 на выталкиватели 26 и толкатели возврата 27, при этом выталкиватели выталкивают отливку из оформляющих изделия полостей. После удаления отливки из зоны смыкания литьевой формы, производится смыкание литьевой формы, при этом подвижная полуформа отходит от упора термопластавтомата и движется в сторону неподвижной полуформы, ролики 6 входят в пазы 18 плит 3 и 4 и через оси 7 и знакодержатель 13 возвращают оформляющие знаки 10 в исходное положение, толкатели возврата 27 взаимодействуют с неподвижной полуформой и возвращают систему выталкивания в исходное положение, после полного смыкания литьевой формы процесс повторяется. Литьевая форма может также работать на термопластавтомате с гидровыталкивателем.
Литьевая форма для изготовления изделий с поднутрениями из пластических масс с глубокими отверстиями, направление которых совпадает с плоскостью смыкания литьевой формы, была изготовлена на предприятии АО НМЗ «Искра», прошла испытания, подтвердившие ее работоспособность, надежность и долговечность, и находится в эксплуатации. При этом наклонный участок паза 18 имеет угол наклона 30°, рабочий ход оформляющих знаков превышает рабочую длину оформляющих знаков на 2 мм, ширина паза для ролика превышает диаметр ролика на 1,0 мм,конструкции литьевой формы при ходе ползуна более 30-40 мм и в многоместных литьевых формах.
Технической задачей разработки изобретения являлось создание такой конструкции литьевой формы для переработки термопластичных материалов литьем под давлением, при изготовлении изделий с глубокими отверстиями, направление которых совпадает с плоскостью смыкания литьевой формы, которая будет более технологичной в изготовлении, более надежной и долговечной в эксплуатации и менее трудоемкой при ремонте.
Сущность изобретения состоит в том, что в предлагаемой литьевой форме, состоящей из неподвижной и подвижной полуформ, на неподвижной плите крепления литьевой формы крепятся симметрично относительно продольной оси литьевой формы две плиты с зеркально выполненными пазами для роликов в сторону оси литьевой формы, имеющие горизонтальные и наклонные в пределах 20…45° участки, а на подвижной полуформе крепится блок знаков, который состоит из оформляющих знаков, которые формируют отверстия в отливаемых изделиях, параллельные плоскости разъема литьевой формы, установленных в знакодержателе, роликов, установленных на осях на торцевых сторонах знакодержателя, плиты знакодержателя, состоящей из двух разъемных по осям оформляющих знаков и центрирующих втулок половинок, которые крепятся болтами к знакодержателю и в которые упираются оформляющие знаки, центрирующих стоек, по которым перемещается знакодержатель с центрирующими втулками, основания, стоек и крышки, при этом центрирующие стойки установлены между основанием и крышкой блока знаков, крышка крепится болтами через стойки к основанию, а блок знаков через основание крепится к подвижной полуформе, причем в крышке блока знаков имеются отверстия для доступа к болтам крепления плиты знакодержателя и для извлечения оформляющих знаков для ремонта или их замены без снятия литьевой формы с термопластавтомата, при этом плиты с пазами для роликов, а именно пазы для роликов должны обеспечить рабочий ход оформляющих знаков, превышающий рабочую длину оформляющих знаков на 2…3 мм, ширина паза для ролика должна превышать диаметр ролика на 0,5…1,0 мм.
При необходимости увеличить гнездность литьевой формы, либо отливаемое изделие содержит, например, два параллельных отверстия в разных направлениях, но которые совпадают с плоскостью смыкания литьевой формы, на неподвижной плите литьевой формы крепятся симметрично относительно продольной оси литьевой формы четыре плиты, попарно с обеих сторон неподвижной плиты литьевой формы, с зеркально выполненными пазами для роликов в сторону оси литьевой формы, а на подвижной полуформе симметрично относительно вертикальной оси крепится второй блок знаков.
Сущность предложенных решений поясняется чертежами.
На фиг. 1 изображен вид сверху на литьевую форму в разомкнутом состоянии, установленную на термопластавтомате.
На фиг. 2 изображен вид на неподвижную полуформу.
На фиг. 3 изображен вид на подвижную полуформу, блок знаков изображен в сечении по плоскости разъема литьевой формы.
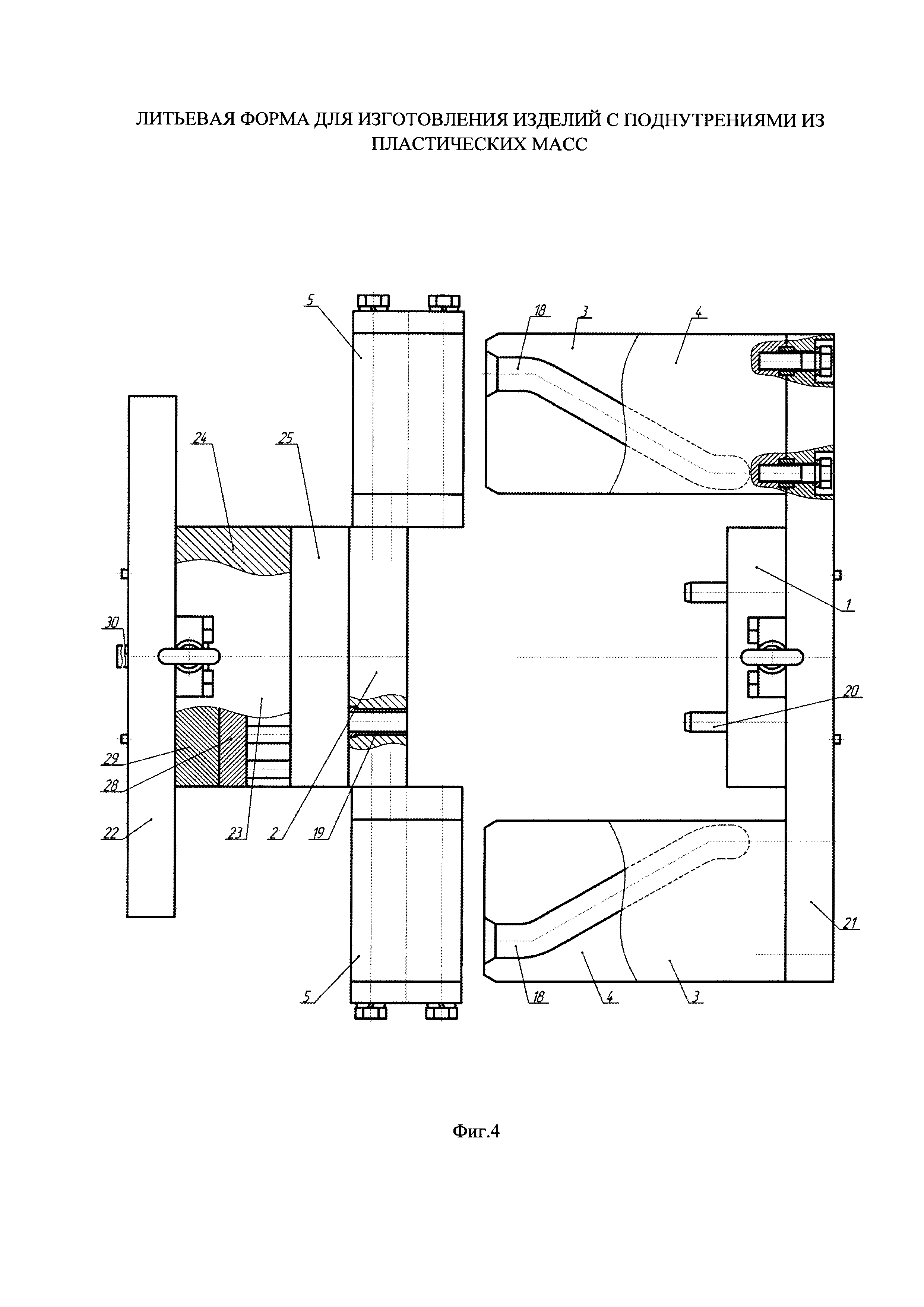
На фиг. 4 изображен вид сверху на литьевую форму с четырьмя плитами на неподвижной плите литьевой формы, с зеркально выполненными пазами для роликов в сторону оси литьевой формы и с двумя блоками знаков на подвижной полуформе в разомкнутом состоянии, установленную на термопластавтомате.
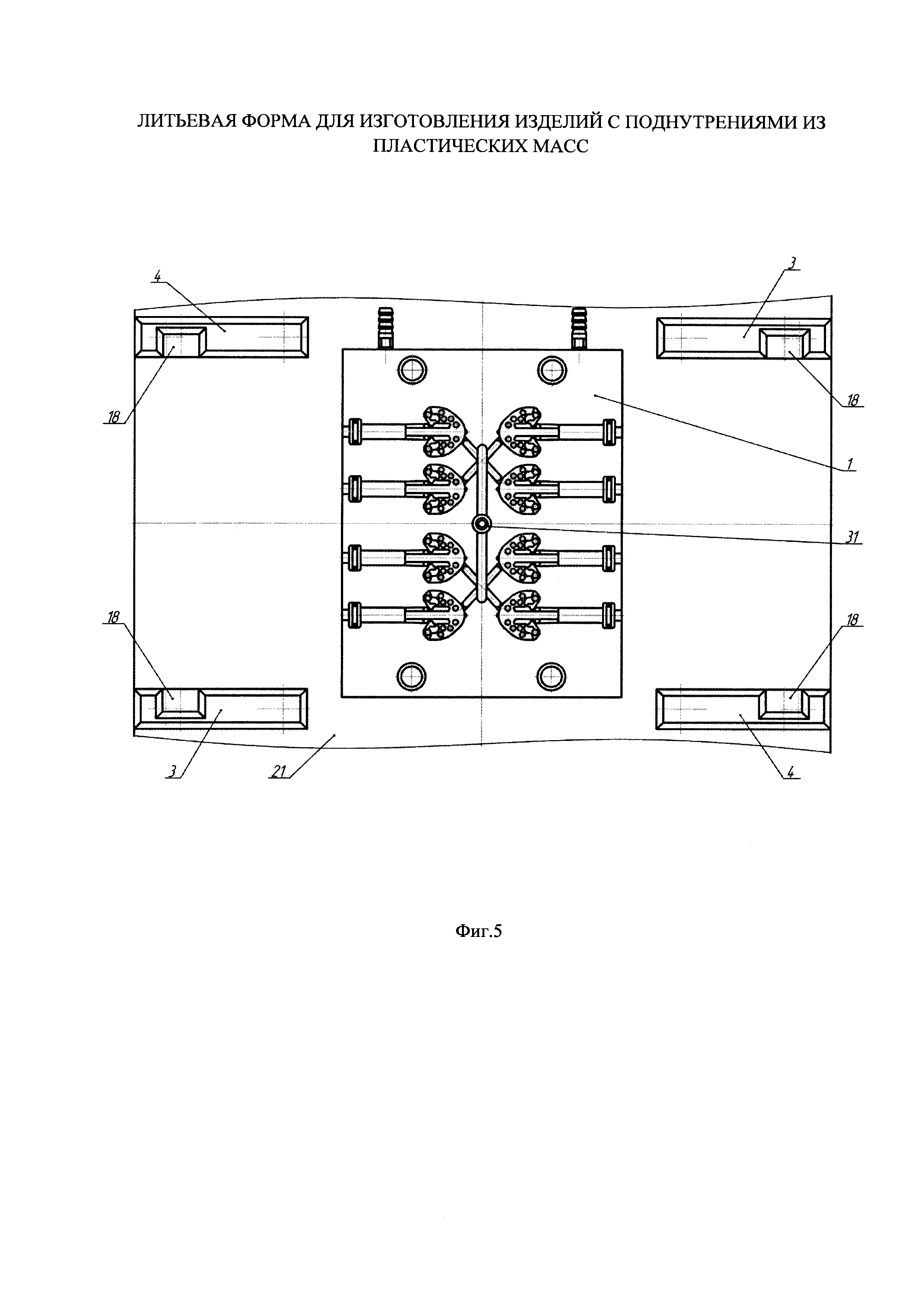
На фиг. 5 изображен вид на неподвижную полуформу с четырьмя плитами на неподвижной плите литьевой формы, с зеркально выполненными пазами для роликов в сторону оси литьевой формы.
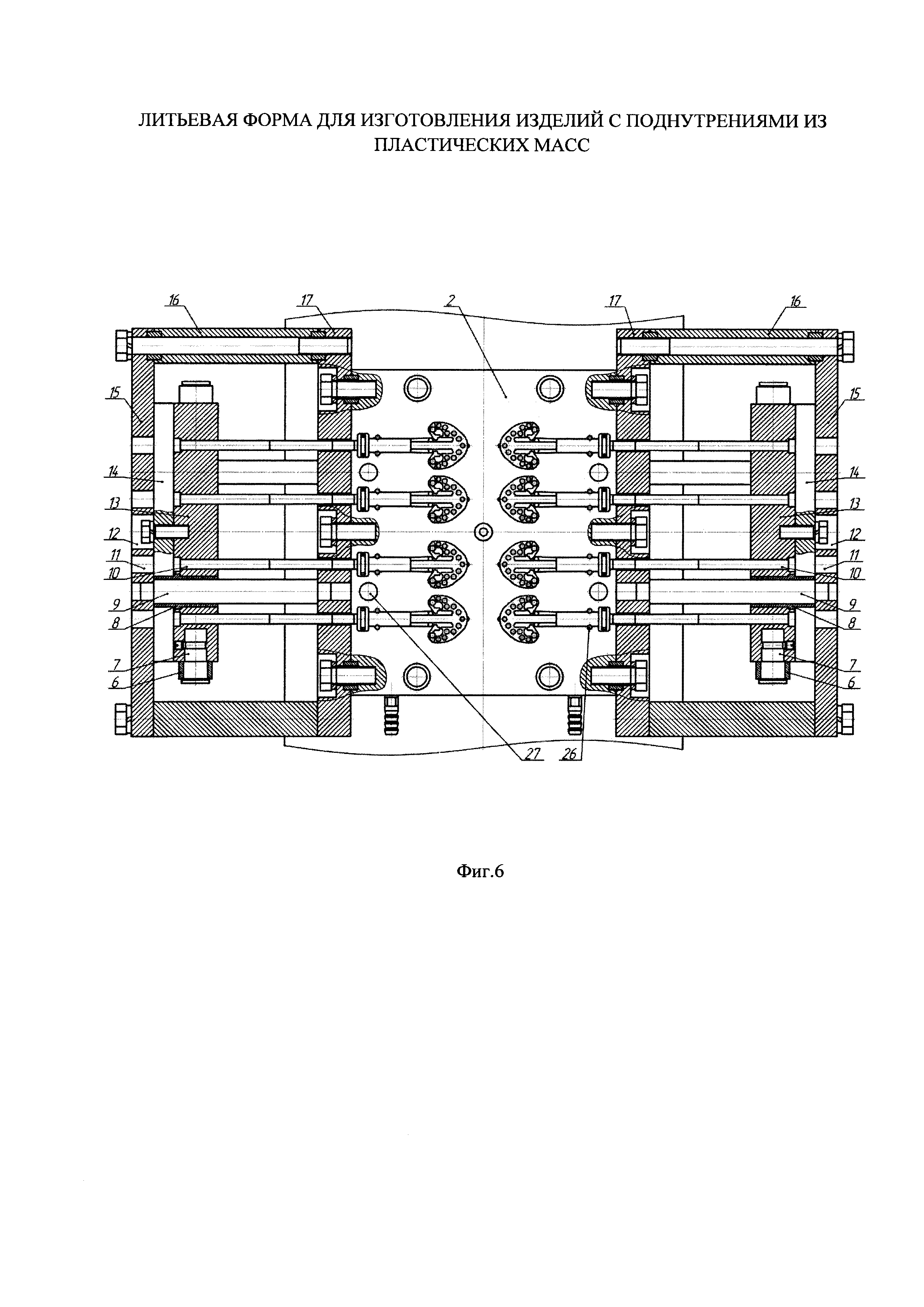
На фиг. 6 изображен вид на подвижную полуформу с двумя блоками знаков на подвижной полуформе, изображенных в сечении по плоскости разъема литьевой формы.
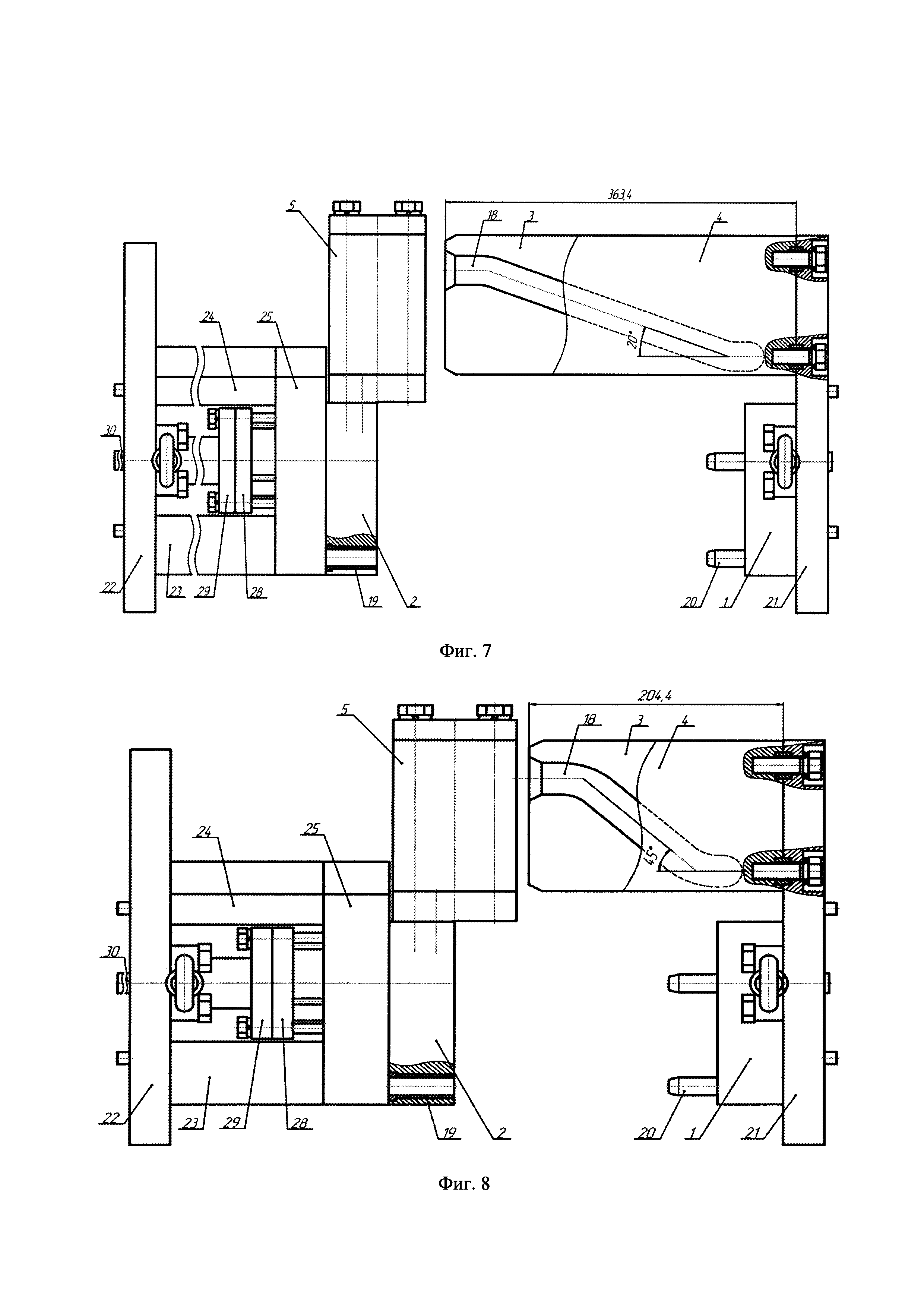
На фиг. 7, 8 изображен вид сверху на литьевую форму с углом наклона наклонных участков пазов 18 для роликов, которые выполнены на плитах 3 и 4 величиной 20° в разомкнутом состоянии, установленную на термопластавтомате.
Литьевая форма состоит из неподвижной полуформы 1, которая содержит направляющие колонки 20, литниковую втулку 31, неподвижную плиту крепления 21, на которой крепятся симметрично относительно продольной оси литьевой формы две плиты 3 и 4 с зеркально выполненными пазами 18 для роликов 6 в сторону оси литьевой формы, имеющие горизонтальные и наклонные в пределах 20…45° участки, и подвижной полуформы 2, которая содержит направляющие втулки 19, подвижную плиту крепления 22, опорные стойки 23 и 24, промежуточную плиту 25, выталкивающую систему, в которую входят выталкиватели 26, толкатели возврата 27, держатель 28, плита держателя 29, хвостовик 30. На подвижной полуформе крепится блок знаков 5, который состоит из оформляющих знаков 10, которые формируют отверстия в отливаемых изделиях, параллельные плоскости разъема литьевой формы, установленных в знакодержателе 13, роликов 6, установленных на осях 7 на торцевых сторонах знакодержателя, плиты знакодержателя 14, состоящей из двух разъемных по осям оформляющих знаков и центрирующих втулок 8 половинок, которые крепятся болтами к знакодержателю и в которые упираются оформляющие знаки, центрирующих стоек 9, по которым перемещается знакодержатель с центрирующими втулками, основания 17, стоек 16 и крышки 15, при этом центрирующие стойки установлены между основанием и крышкой блока знаков, крышка крепится болтами через стойки к основанию, а блок знаков через основание крепится к подвижной полуформе, причем в крышке блока знаков имеются отверстия 12 для доступа к болтам крепления плиты знакодержателя и отверстия 11 для извлечения оформляющих знаков для ремонта или их замены без снятия литьевой формы с термопластавтомата.
Литьевая форма крепится к плитам термопластавтомата болтами через неподвижную и подвижную плиты крепления и работает следующим образом. В сомкнутую литьевую форму через литниковую втулку впрыскивается порция расплава пластической массы и через литниковые каналы заполняет оформляющие изделия полости, которые образованы сомкнутыми полуформами 1 и 2 и оформляющими знаками 10. После затвердевания отливки литьевая форма раскрывается, при этом за счет поднутрений, которые выполнены в оформляющих полостях подвижной полуформы, и за счет того, что блок знаков с оформляющими знаками крепится на подвижной полуформе, отливка остается в подвижной полуформе, а плиты 3 и 4 своими пазами 18 через ролики 6, оси 7 и знакодержатель 13 полностью выдвигают оформляющие знаки 10 из отливки, в этом положении оформляющие знаки 10 остаются до смыкания литьевой формы. Горизонтальные участки на концах пазов 18 служат для удобства настройки работы литьевой формы. При дальнейшем раскрытии литьевой формы хвостовик 30 наталкивается на упор термопластавтомата, подвижная полуформа продолжает движение, хвостовик воздействует через держатель 28, плиту держателя 29 на выталкиватели 26 и толкатели возврата 27, при этом выталкиватели выталкивают отливку из оформляющих изделия полостей. После удаления отливки из зоны смыкания литьевой формы, производится смыкание литьевой формы, при этом подвижная полуформа отходит от упора термопластавтомата и движется в сторону неподвижной полуформы, ролики 6 входят в пазы 18 плит 3 и 4 и через оси 7 и знакодержатель 13 возвращают оформляющие знаки 10 в исходное положение, толкатели возврата 27 взаимодействуют с неподвижной полуформой и возвращают систему выталкивания в исходное положение, после полного смыкания литьевой формы процесс повторяется. Литьевая форма может так же работать на термопластавтомате с гидровыталкивателем.
Литьевая форма для изготовления изделий с поднутрениями из пластических масс с глубокими отверстиями, направление которых совпадает с плоскостью смыкания литьевой формы, была изготовлена на предприятии АО НМЗ «Искра», прошла испытания, подтвердившие ее работоспособность, надежность и долговечность, и находится в эксплуатации. При этом наклонный участок паза 18 имеет угол наклона 30°, рабочий ход оформляющих знаков превышает рабочую длину оформляющих знаков на 2 мм, ширина паза для ролика превышает диаметр ролика на 1,0 мм.
Способ тушения лесных пожаров
Подвесная скважинная забойка
Устройство заряжания горизонтального шпура
Промежуточный детонатор

