Результат интеллектуальной деятельности: Электродуговая печь для переработки материалов, установка для электродуговой переработки материалов и способ работы установки
Вид РИД
Изобретение
Заявляемые технические решения относятся к области электротехнологии, в частности, к электрометаллургии и могут быть использованы для переработки материалов, например, для обжига сыпучих материалов и/или получения металлических или неметаллических расплавов.
Известна электродуговая печь (Патент РФ 2085818), содержащая футерованный корпус, в своде которого со смещением относительно вертикальной оси печи размещен электрод, а в подине установлен подовый электрод, токоподводы к электродам выведены по одну сторону проходящей через вертикальную ось печи плоскости, а сводовый электрод смещен относительно этой плоскости в сторону выводов токоподводов, при этом на стенке кожуха и/или на своде печи со стороны, противоположной выводу токоподводов, выполнена по меньшей мере одна охлаждаемая панель.
Недостатком этого устройства является то, что под действием сил, возникающих вследствие электромагнитного взаимодействия тока дуги и тока в токоподводах к возникает отклонение столба дуги от оси печи, известное как эффект электромагнитного дутья. Для компенсации отрицательного воздействия электромагнитного дутья смещают сводовый электрод от оси печи. Кроме того, в электродуговой печи вместо футеровки в зоне, подвергающейся наиболее интенсивному тепловому воздействию, размещают охлаждаемую панель. Эта зона расположена с той стороны от оси печи, в которую направлено электромагнитное дутье. Часть энергии дуги при этом будет отводиться системой охлаждения охлаждаемой панели. Следовательно, тепловой кпд такой печи будет ниже, чем у печи без охлаждаемой панели. Кроме того, расстояние от токоподвода к сводовому электроду до дуги постоянно меняется. Поэтому величина отклонения столба дуги от оси печи также постоянно изменяется и, следовательно, поддерживать какой-либо рациональный энергетический режим в данном устройстве не представляется возможным.
Известна дуговая печь (Плавка цветных сплавов. http://delta-grup.ru/bibliot/13/129.htm), имеющая металлический корпус 1 с выполненной в нем футеровкой 2. Боковая часть футерованного корпуса имеет форму поверхности вращения. Печь содержит механизмом поворота 4 футерованного корпуса относительно его продольной оси на определенный угол. Два горизонтально расположенных электрода 3, введены внутрь футерованного корпуса через его торцевые части. На боковой части футерованного корпуса выполнен проем рабочего окна и выпускной желоб.
Недостатком данной печи является то, что в боковой части футерованного корпуса выполнен проем рабочего окна. Вследствие этого угол поворота футерованного корпуса ограничен условием, чтобы находящиеся в печи материалы были выше нижнего края проема во избежание просыпания нагретых сыпучих материалов или пролива расплава. Электрическая дуга, горящая между двумя горизонтально расположенными электродами, выгибается вверх от оси электродов восходящими конвективными потоками газа. Преобладающая доля теплового потока как конвективного, так и от излучения дуги направлена вверх. Вследствие указанных конструктивных недостатков происходит повышенный нагрев верхней части футерованного корпуса печи, недостаточно интенсивный нагрев загруженных в печь материалов, неэффективное перемешивание материалов, находящихся в печи, что приводит к увеличенной длительности переработки материалов и повышенному расходу электроэнергии и быстрому износу футеровки.
Известна установка (Патент РФ 2097947), содержащая электродуговую печь, источник постоянного тока и токоподводы к печи. Электродуговая печь содержит корпус с огнеупорной футеровкой для расплава, электрод, установленный в центре крышки корпуса, и нижний токоподвод, расположенный у нижней части корпуса, проводящей ток от корпуса к расплаву. Контактные пластины токоподводов, установлены у каждого квадранта на стенке нижней части корпуса. Нижняя часть корпуса соединена с питающими печь токоподводами в нескольких квадрантах. Расположенные ниже электрода в горизонтальной плоскости токоподводы и электрод с токоподводом электрододержателя соединены с источником постоянного тока.
В этой установке частично устранены недостатки технического решения по патенту РФ 2085818) путем компенсации несимметрии магнитного поля, создаваемого токоподводом электрододержателя, магнитным полем несимметрично расположенного нижнего токоподвода, соединенного с нижней частью корпуса печи. Но при перемещении электрододержателя и изменении длины электрода взаимная компенсация магнитных полей верхнего и нижнего токоподводов нарушается. Кроме того, излучение дуги и восходящие конвективные потоки значительно перегревают свод печи, что снижает срок его службы и приводит к повышенным потерям энергии, а также снижает производительность.
Известна установка электродуговой печи (Плавка цветных сплавов. http://delta-grup.ru/bibliot/13/129.htm), содержащая электродуговую печь и источник переменного однофазного тока. Электродуговая печь имеет металлический корпус 1 с выполненной в нем футеровкой 2. Боковая часть футерованного корпуса имеет форму тела вращения (барабана). Печь содержит механизм поворота 4 футерованного корпуса относительно его продольной оси на определенный угол. Два горизонтально расположенных электрода 3 введены внутрь футерованного корпуса через его торцевые части. На боковой части футерованного корпуса выполнен проем рабочего окна 5 и выпускной желоб 6.
В этой установке присутствуют те же недостатки, что и указанные выше для электродуговой печи (Плавка цветных сплавов, http://delta-grup.ru/bibliot/13/129.htm). Кроме того, однофазная дуговая нагрузка оказывает вредное воздействие на питающую электрическую сеть ввиду большой мощности несимметрии и искажения. Применение источника переменного тока по сравнению с источником постоянного тока приводит к снижению излучательной способности дуги, что снижает энергетическую эффективность. На переменном токе резко возрастает шум, создаваемый при работе электрической дуги. Этот недостаток не позволяет в большинстве случаев выполнить установленные санитарные нормы по допустимому уровню шума на рабочей площадке, что крайне затрудняет обслуживание печи.
Известен способ работы установки с электродуговой печью (Патент РФ 2097947), при котором на центральный верхний электрод и на соединенный с нижней частью корпуса печи нижний токоподвод подают напряжение от источника постоянного тока. Зажигают электрическую дугу между центральным верхним электродом и расплавом в нижней части корпуса печи. Воздействуют на электрическую дугу путем создания дополнительных магнитных полей, для чего напряжение на нижний токоподвод подают через несколько квадрантов нижней части футерованного корпуса через отдельные выводы. При этом токи в токоподвод ах регулируют в соответствии с отклонением дуги.
Недостатки у этого способа такие же, как и установки по патенту РФ 2097947. Регулирование тока в токоподводах несколько снижает остроту проблемы магнитного дутья, но из-за стохастического характера и быстрых изменений, как величины, так и направления отклонений столба дуги от вертикали контроль положения дуги в условиях дуговой плавки неэффективен. Соответственно, неэффективно и предложенное в данном способе регулирование положения дуги во внутреннем пространстве печи.
Известен способ переработки материалов (Плавка цветных сплавов. http://delta-grap.ru/bibliot/13/129.htm), при котором исходные материалы загружают в печь, имеющую металлический корпус 1 с выполненной в нем футеровкой 2, боковая часть которого имеет форму поверхности вращения с выполненными в ней рабочим окном с выпускным желобом, а электроды введены через торцевые части футерованного корпуса. На электроды подают напряжение от однофазного источника переменного тока, создают электрическую дугу между электродами, проводят нагрев загруженных материалов в печь, поворачивая футерованный корпус на определенный угол. Полученные материалы выпускают из печи через рабочее окно по выпускному желобу, поворачивая футерованный корпус на соответствующий угол.
Недостатком этого способа являются то, что угол поворота футерованного корпуса относительно его оси ограничен расположением загрузочного и выпускного проема на боковой поверхности футерованного корпуса. Во избежание высыпания нагретых материалов или пролива находящегося в печи расплава выпускной проем необходимо поддерживать на более высоком уровне, чем находящиеся в печи материалы. Это приводит к ряду недостатков, перечисленных ниже.
1. Неравномерный по окружности корпуса нагрев футеровки. Верхняя ее часть, по сравнению с нижней, перегревается по нескольким причинам.
Во-первых, горящая между двумя электродами дуга смещена вверх от оси восходящими конвективными потоками. Вследствие этого, как излучением, так и конвективно верхняя часть футеровки нагревается значительно сильнее, чем нижняя.
Во-вторых, в нижней части футерованного корпуса находятся нагреваемые материалы, которые отбирают меньшую часть выделяющегося в дуге тепла, а большая часть тепла передается футеровке.
В-третьих, по условиям конвективного теплообмена нижняя часть кожуха охлаждается окружающим воздухом более интенсивно, чем верхняя.
2. Нагрев загруженных в печь материалов осуществляется сверху только излучением. Конвективная составляющая для нагрева шихтовых материалов не используется. Нагрев идет медленно, особенно для сыпучих материалов с низкой теплопроводностью.
3. Поворот корпуса печи на ограниченный угол не обеспечивает эффективного перемешивания загруженных в печь материалов. Вследствие этого физико-химические процессы взаимодействия различных фаз материалов, находящихся в печи, недостаточно эффективны.
4. Дуга переменного тока создает сильный шум, превышающий санитарные нормы, что затрудняет обслуживание печи.
Задачей предлагаемых технических решений является повышение интенсивности нагрева загруженных в печь материалов, повышение эффективности физико-химических реакций, протекающих в рабочем пространстве печи, повышение производительности и снижение удельного расхода электроэнергии. Техническая задача заключается также в повышении эффективности теплопередачи от электрической дуги к загруженным в печь материалам и к футеровке, а также интенсивном перемешивании различных частей и различных фаз материалов, находящихся в печи.
Задача решается путем создания электродуговой печи для переработки материалов, установки для электродуговой переработки материалов и способа работы установки.
Задача решается созданием электродуговой печи, которая содержит футерованный корпус с проемами для загрузки исходных материалов и выпуска переработанных материалов, боковая часть которого выполнена в форме поверхности вращения, а футеровка образует емкость для перерабатываемых материалов, два электрода, введенные внутрь футерованного корпуса через узлы уплотнения в его торцевых частях, и отличается тем, что она снабжена устройством наклона футерованного корпуса относительно вертикали и механизмом вращения футерованного корпуса относительно оси, проходящей через торцевые части футерованного корпуса, в которых выполнены проемы для загрузки исходных материалов и выпуска переработанных материалов.
Задача решается также тем, что нижние границы проемов для загрузки исходных материалов и выпуска переработанных материалов расположены выше нижнего уровня внутренней поверхности боковой части футеровки корпуса.
Задача решается также тем, что на внутренней поверхности боковой части футеровки корпуса выполнены выступы, а также тем, что выступы на внутренней поверхности боковой части футеровки корпуса выполнены вдоль образующих поверхности вращения футерованного корпуса.
Задача решается также тем, что электроды смещены относительно оси вращения футерованного корпуса печи вниз, причем смещение не превышает минимального расстояния границ проемов в торцевых частях футерованного корпуса от оси вращения за вычетом радиуса электродов, а также тем, что электроды смещены относительно оси вращения футерованного корпуса печи в направлении, перпендикулярном вертикальной плоскости, проходящей через ось вращения, причем смещение не превышает минимального расстояния границ проемов в торцевых частях футерованного корпуса от оси вращения за вычетом радиуса электродов.
Кроме того, электроды установлены в вертикальной плоскости, проходящей через ось вращения футерованного корпуса под углом к этой оси так, что концы электродов, находящиеся внутри футерованного корпуса, расположены ниже, чем ось вращения футерованного корпуса на величину, превышающую половину диаметра электродов.
Кроме того, узлы уплотнения электродов установлены в проемах для загрузки исходных материалов и выпуска переработанных материалов.
Задача решается также созданием установки для электродуговой переработки материалов, которая содержит источник питания, токоподводы и электродуговую печь с футерованным корпусом с проемами для загрузки исходных материалов и выпуска переработанных материалов, боковая часть которого выполнена в форме поверхности вращения, с двумя электродами, введенными внутрь футерованного корпуса через узлы уплотнения в его торцевых частях, которые соединены с выводами токоподводов, а токоподводы соединены с источником питания. Установка снабжена устройством наклона футерованного корпуса электродуговой печи относительно вертикали и механизмом вращения футерованного корпуса относительно оси, проходящей через торцевые части футерованного корпуса, в которых выполнены проемы для загрузки исходных материалов и выпуска переработанных материалов, а токоподводы соединены с источником питания постоянного тока и их выводы размещены выше оси вращения футерованного корпуса по одну сторону вертикальной плоскости, проходящей через ось вращения.
Задача решается также тем, что предложен способ работы установки для электродуговой переработки материалов, при котором загружают в футерованный корпус печи исходные материалы, вводят в печь в направлении оси футерованного корпуса два электрода, подают на них напряжение от источника, зажигают электрическую дугу и ведут процесс переработки исходных материалов с последующим выпуском из печи переработанных материалов, который отличается тем, что на электроды подают напряжение от источника постоянного тока и в процессе переработки исходных материалов вращают футерованный корпус печи вокруг его оси, а после переработки материалов производят выпуск переработанных материалов из печи, наклоняя футерованный корпус относительно вертикали в сторону торцевого проема для выпуска переработанных материалов до тех пор, пока нижняя граница проема для выпуска переработанных материалов станет ниже нижнего уровня внутренней поверхности боковой части футеровки корпуса.
Задача решается также тем, что вращение футерованного корпуса вокруг оси осуществляют так, чтобы движение поверхности футерованного корпуса, находящейся с той же стороны от вертикальной плоскости, проходящей через ось вращения, что и выводы токоподводов к электродам, было направлено вниз и также тем, что в начале переработки материалов электроды смещают от вертикальной плоскости, проходящей через ось вращения, в полупространство, в котором движение поверхности вращающегося футерованного корпуса направлено вниз, а после частичного или полного расплавления загруженных материалов электроды смещают от вертикальной плоскости, проходящей через ось вращения, в полупространство, в котором движение поверхности вращающегося футерованного корпуса направлено вверх.
Кроме того, после частичного или полного расплавления загруженных материалов изменяют направление вращения футерованного корпуса на противоположное, а переключение полярности электродов в процессе переработки загруженных материалов выполняют с интервалом между переключениями от 1 с до 30 мин.
Задача решается также тем, что в начале переработки загруженных материалов устанавливают положительную полярность на электроде, расположенном в проеме для загрузки исходных материалов, а перед выпуском переработанных материалов устанавливают положительную полярность на электроде, расположенном в проеме для выпуска обработанных материалов.
Кроме того, в способе работы установки контролируют положение дуги вдоль оси футерованного корпуса печи по положению электродов относительно торцевых частей корпуса, а в зависимости от степени нагрева загруженных в печь материалов управляют положением дуги вдоль оси корпуса путем одновременного перемещения концов обоих электродов, между которыми горит дуга, на одинаковое расстояние в одну и ту же сторону вдоль оси вращения футерованного корпуса.
Изобретения поясняются чертежами (фиг. 1-8).
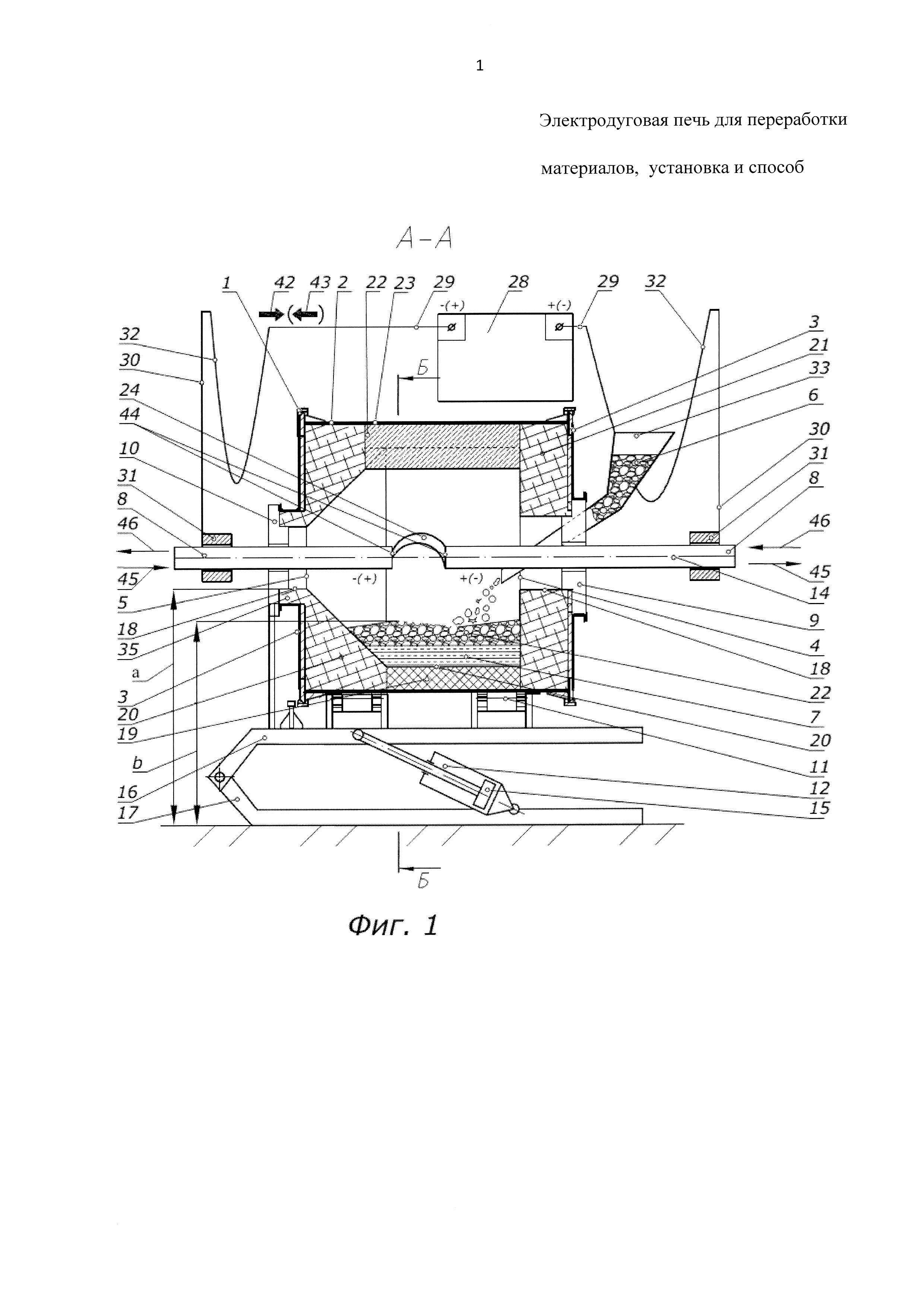
На фиг. 1 представлена установка для электродуговой переработки материалов, включающая электродуговую печь.
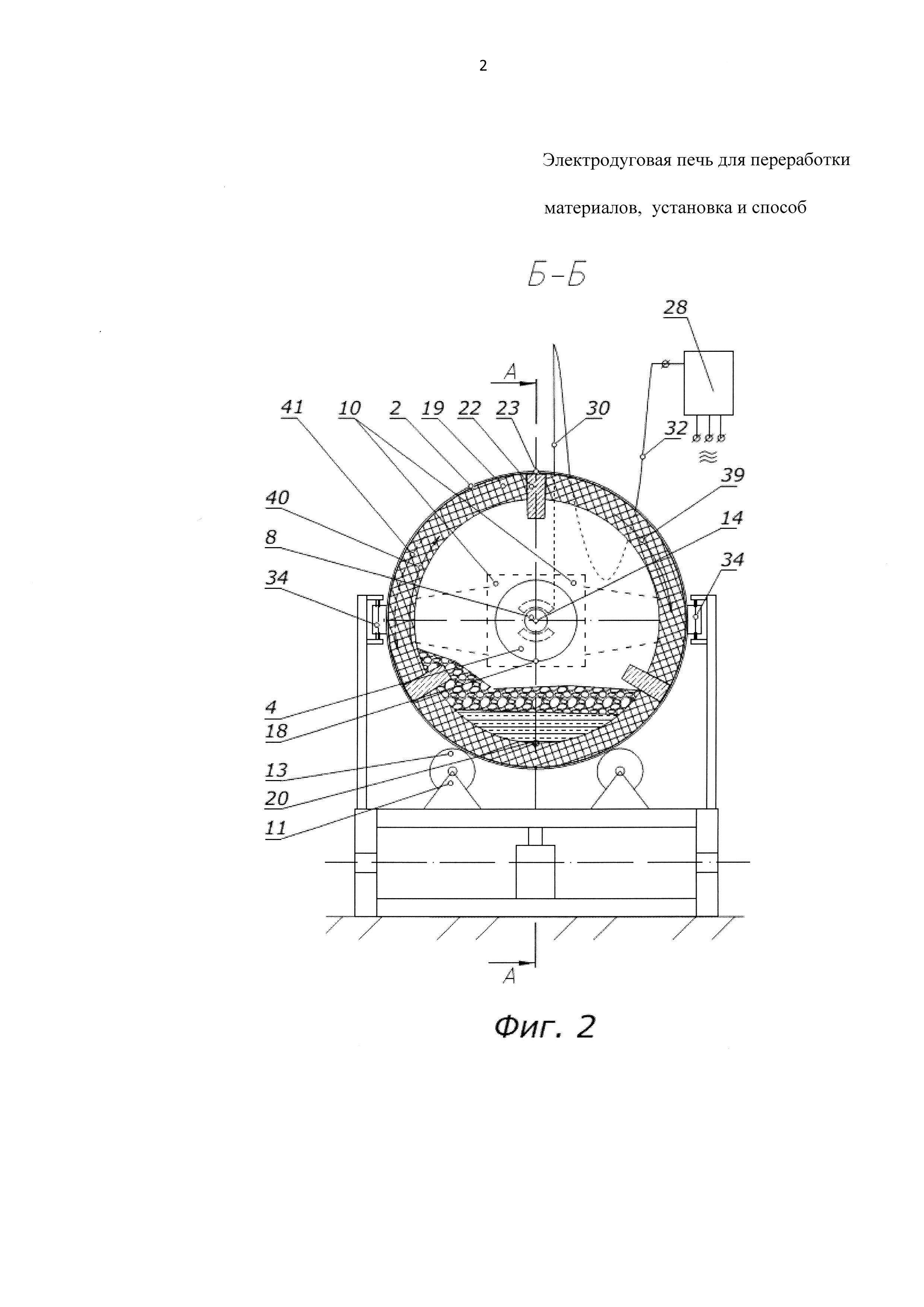
На фиг. 2 представлен поперечный разрез электродуговой печи для переработки материалов.
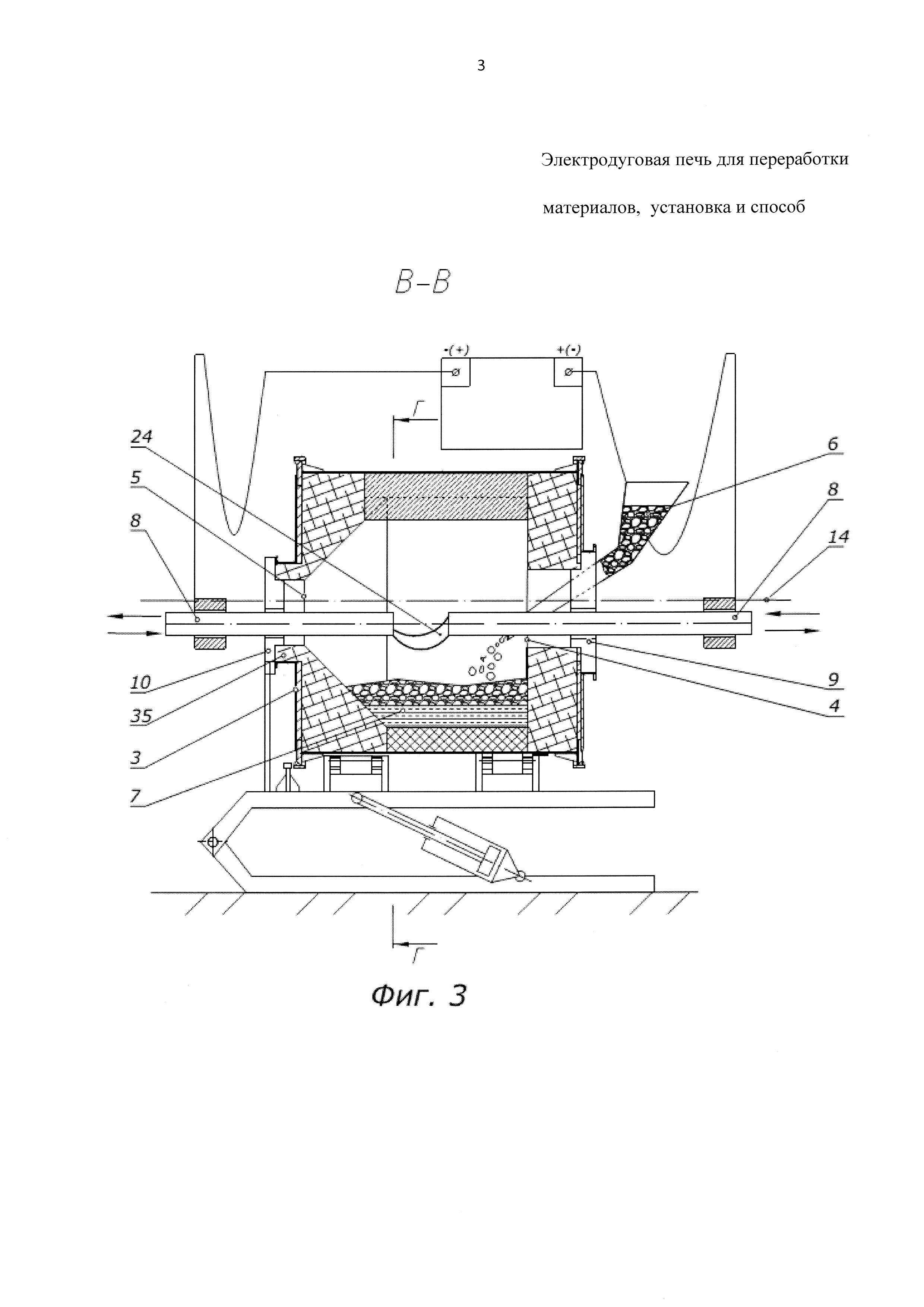
На фиг. 3 представлена установка для электродуговой переработки материалов с электродами, смещенными от оси вращения футерованного корпуса.
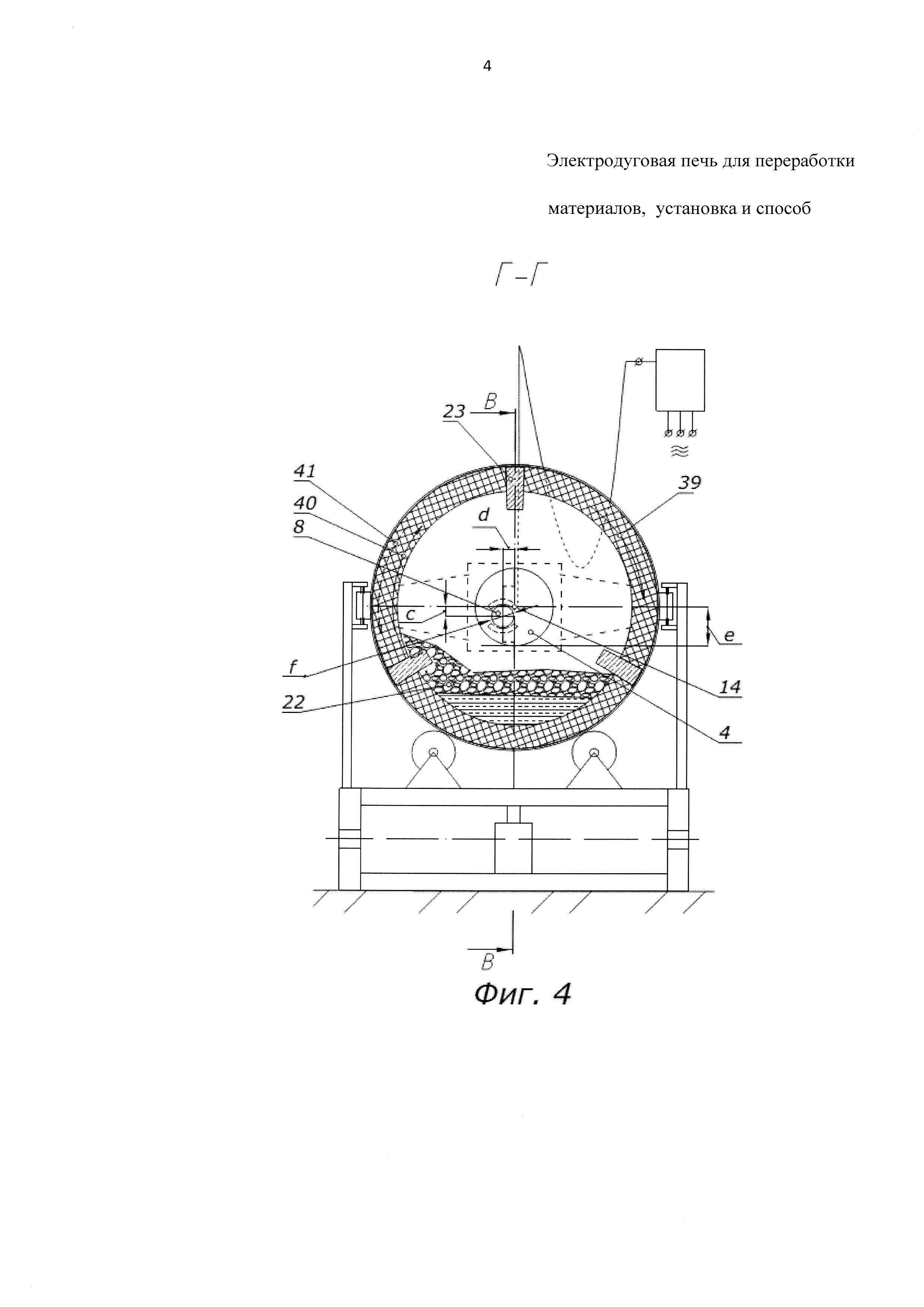
На фиг. 4 представлен поперечный разрез электродуговой печи для переработки материалов с электродами, смещенными от оси вращения футерованного корпуса.
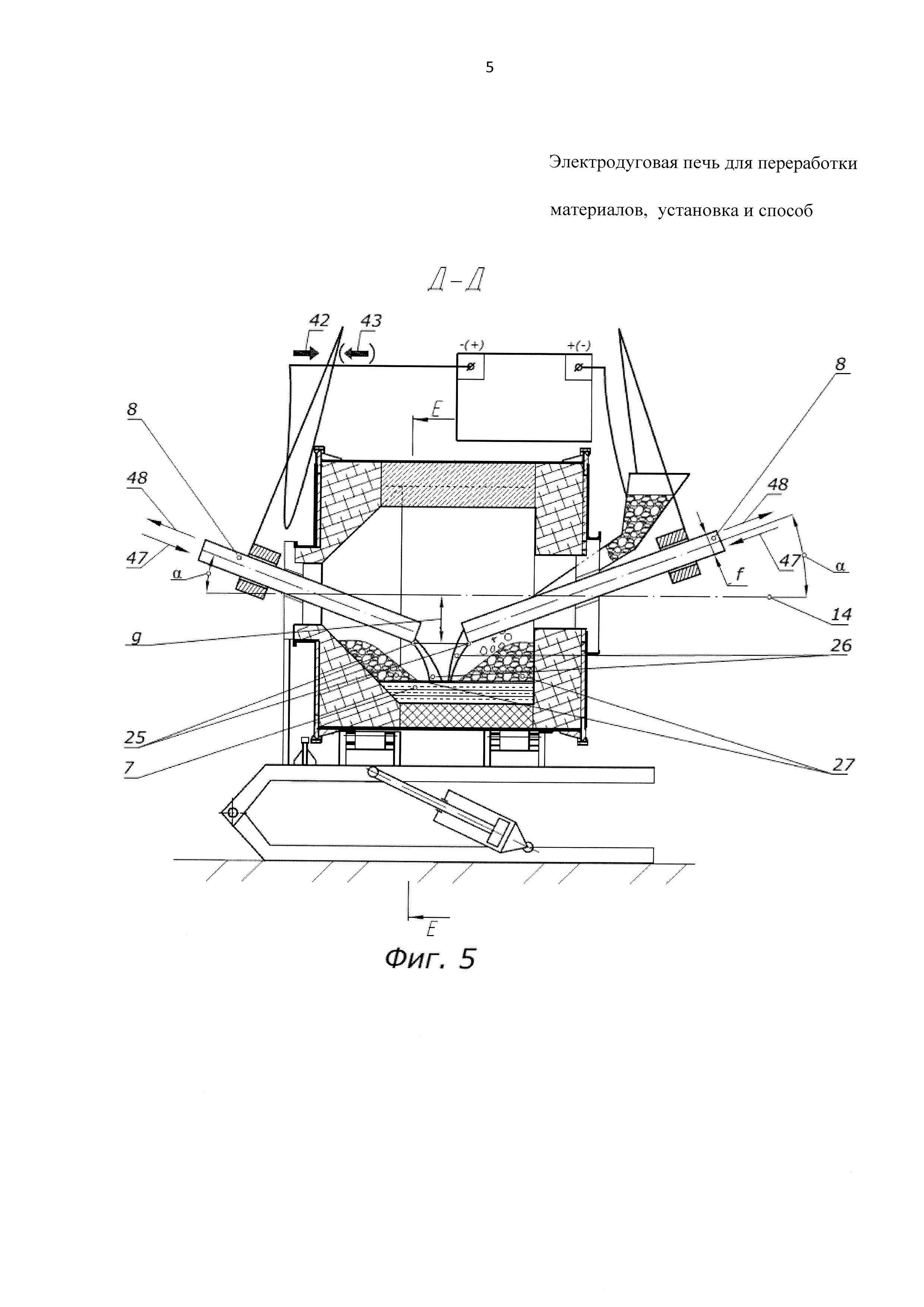
На фиг. 5 представлена установка для электродуговой переработки материалов с наклонными электродами.
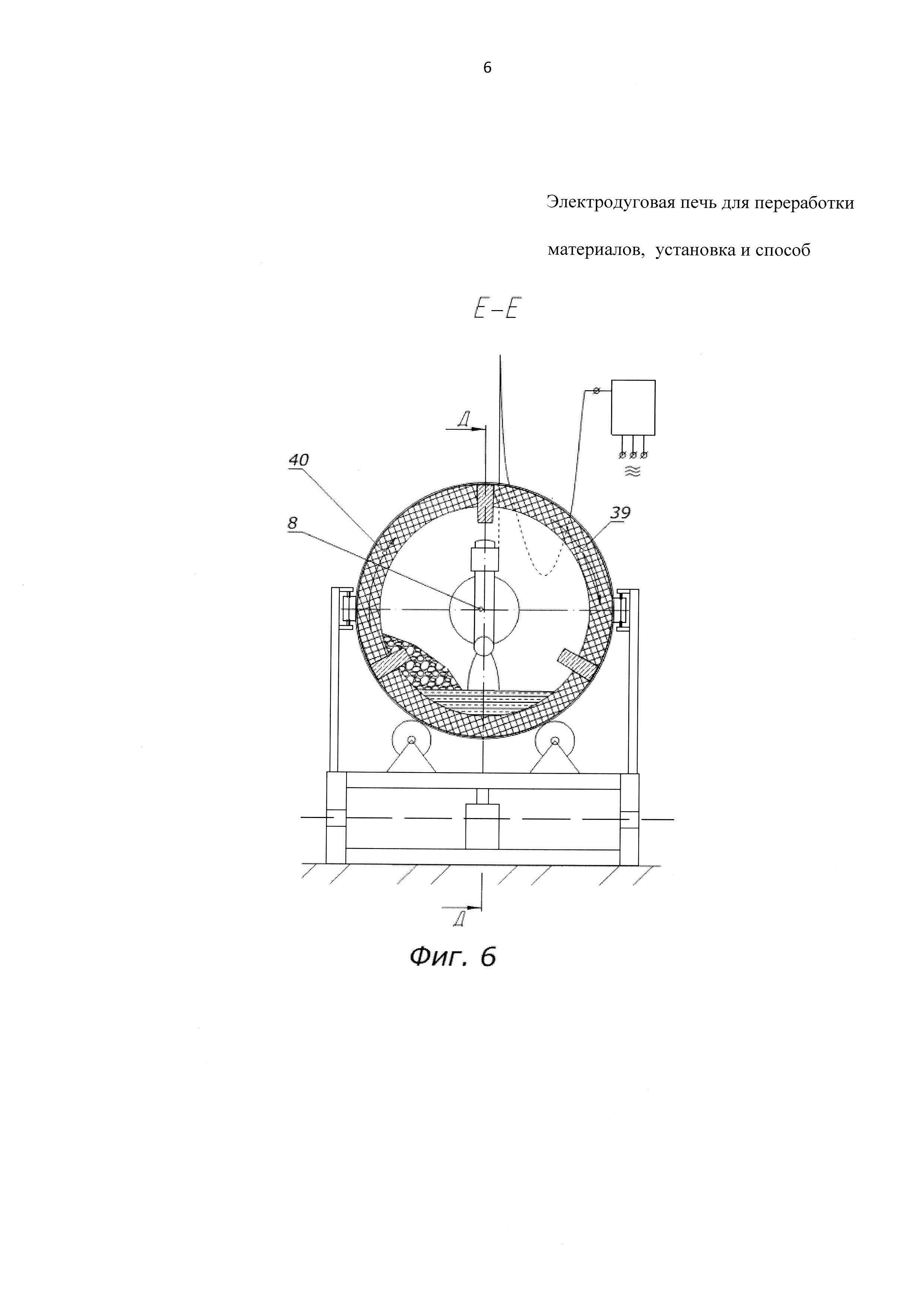
На фиг. 6 представлен поперечный разрез электродуговой печи для переработки материалов с наклонными электродами.
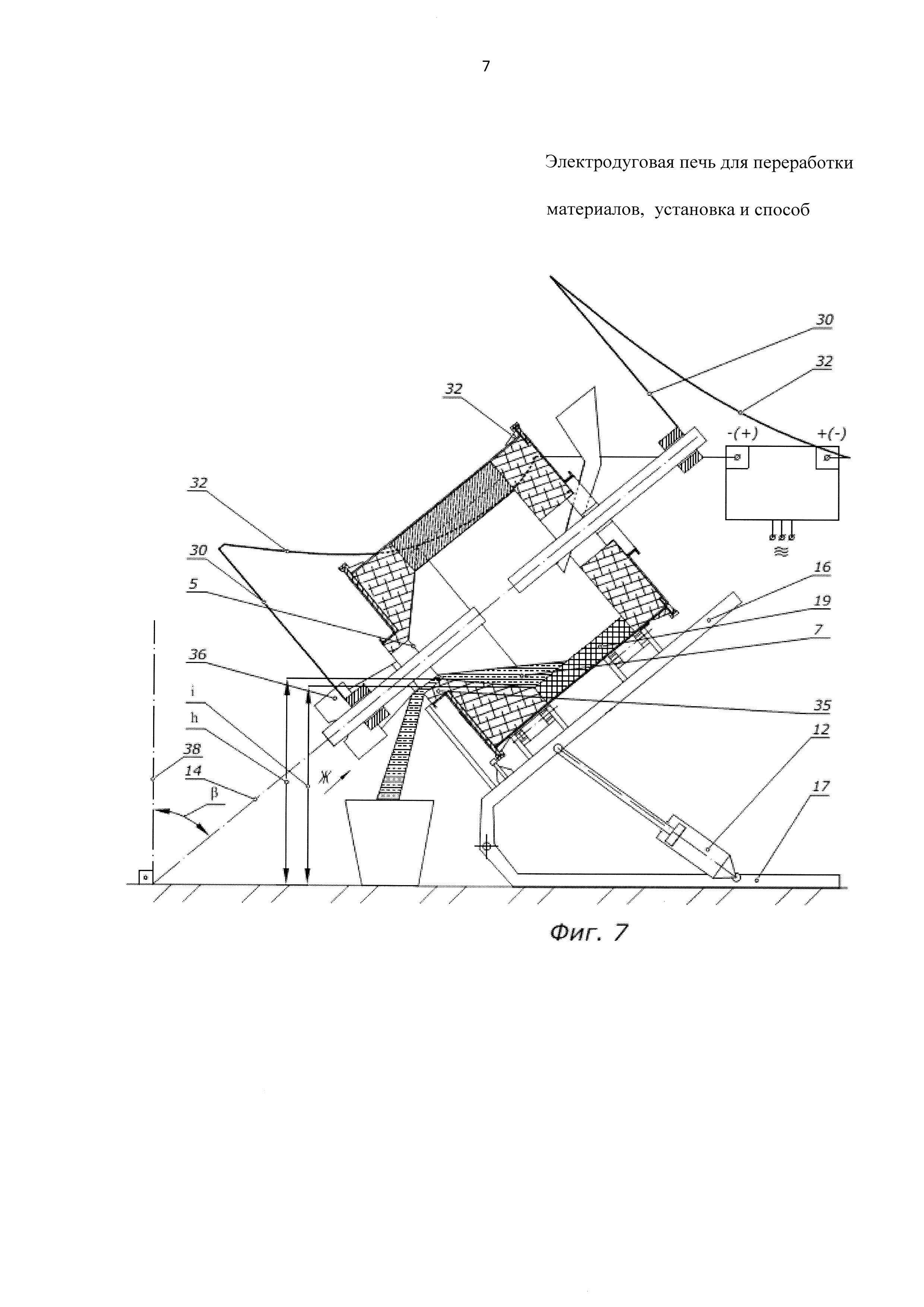
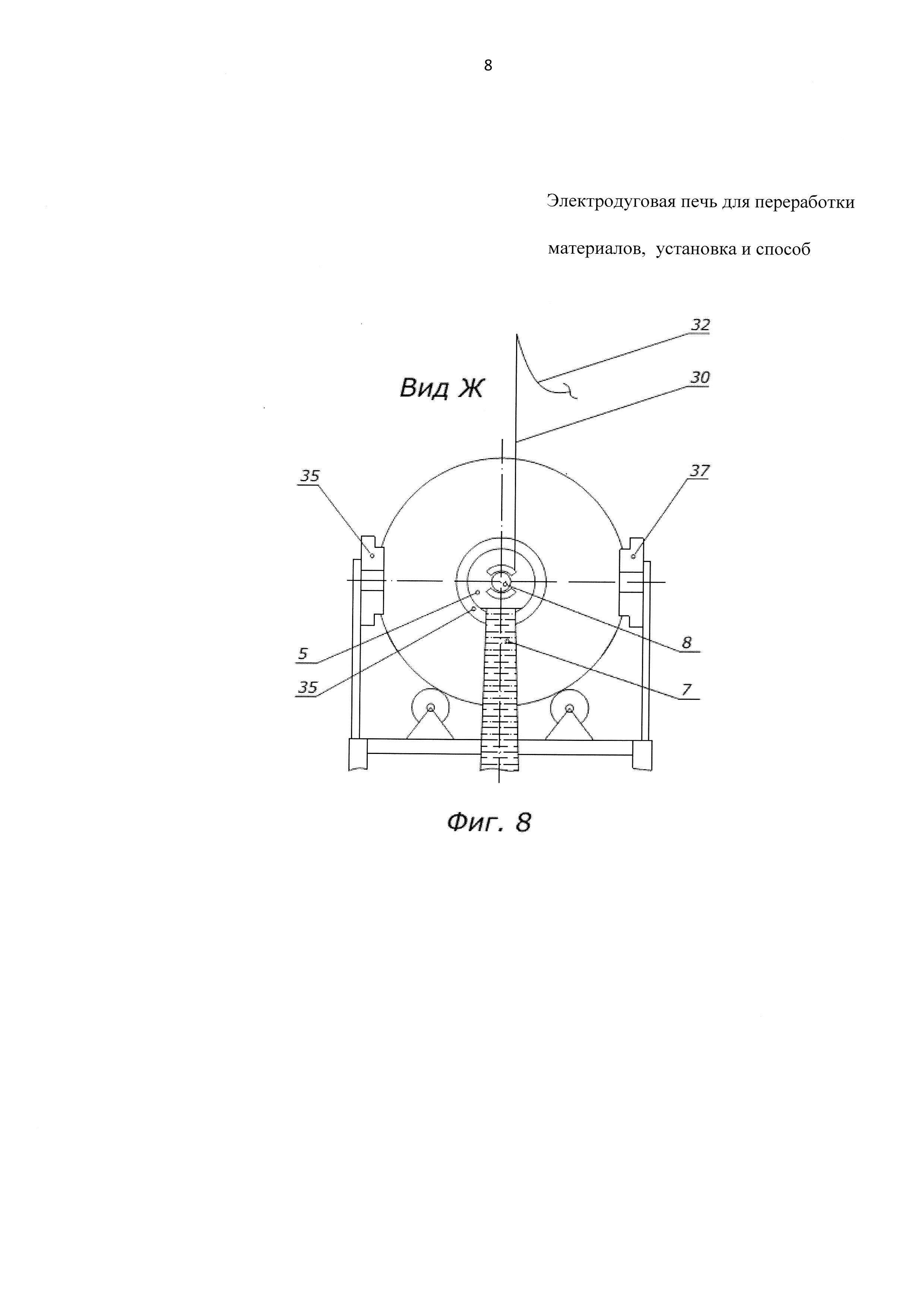
На фиг. 7 и 8 иллюстрируется работа электродуговой печи и установки при выпуске из печи переработанных материалов.
Предлагаемая электродуговая печь (фиг. 1, 2) содержит футерованный корпус 1, боковая часть 2 которого выполнена в форме поверхности вращения, а в торцевых частях 3 футерованного корпуса выполнены проемы 4 и 5 для загрузки внутрь печи исходных материалов 6 и выпуска полученных материалов 7. Два электрода 8, выполненные, например, из углеродистого материала, введены внутрь футерованного корпуса 1 через узлы уплотнения 9 и 10, установленные в проемах 4 и 5 его торцевых частей 3. Узлы уплотнения выполнены, например, из огнеупорного материала, который закреплен в металлическом каркасе. Печь содержит также механизм вращения 11 и устройство наклона 12 футерованного корпуса 1 в сторону одного или обоих проемов в его торцах. Механизм вращения 11 обеспечивает вращение футерованного корпуса 1 по роликам 13 относительно его продольной оси 14, проходящей через торцевые части 3. Устройство наклона 12 выполнено в виде гидравлического привода 15, соединенного с рамой 16, на которой установлен механизм вращения 11 футерованного корпуса 1. Рама 16 шарнирно закреплена на основании 17.
Узлы уплотнения 9 и 10 не только обеспечивают уплотнение электродов, но и уплотняют проемы 4 и 5. Такое решение обеспечивается плотным прилеганием узлов уплотнения 9 и 10 как к перемещающимся электродам 8, так и к вращающемуся футерованному корпусу 1. Механизм вращения 11 и устройство наклона 12 футерованного корпуса 1 выполнены с возможностью одновременного вращения и наклона футерованного корпуса. Данное решение позволяет производить загрузку, переработку и выпуск материалов с одновременным вращением футерованного корпуса и регулированием угла его наклона для повышения эффективности проведения каждой операции. Возможно исполнение, при котором один из торцевых проемов выполнен как для загрузки исходных материалов, так и для выгрузки переработанных материалов. В этом случае второй торцевой проем выполнен для ввода электрода в футерованный корпус. Газы, образующиеся при переработке материалов, удаляются через один или оба торцевых проемов.
Вращение футерованного корпуса 1 с находящимися в нем материалами обеспечивает их качественное перемешивание и усреднение температуры, что улучшает условия передачи тепла к перерабатываемым материалам и ускоряет физико-химические процессы, протекающие в печи. Существенно возрастает интенсивность процессов, которые протекают по поверхности раздела фаз загруженных в печь материалов, так как при эффективном объемном перемешивании, например, металла и шлака, многократно возрастает поверхность раздела фаз. Усреднение химического состава материалов ускоряет также и диффузионные процессы.
Выгрузку материалов из печи после завершения их переработки обеспечивает устройство наклона 12 футерованного корпуса 1. Возможность регулирования наклона корпуса печи позволяет организовать непрерывное перемещение материалов от загрузочного торца вдоль оси вращающегося корпуса и с требуемым темпом непрерывно выгружать материалы со стороны выпускного торца.
Нижние части 18 границ проемов 4 и 5 для загрузки исходных материалов 6 и выпуска переработанных материалов 7 расположены выше нижнего уровня 20 внутренней поверхности боковой части футерованного корпуса 1, что обеспечивает при вращении футерованного корпуса 1 постоянное превышение нижнего уровня а нижних частей 18 границ проемов 4 и 5 в футерованном корпусе 1 относительно верхнего уровня b перерабатываемых в печи материалов. Данное решение позволяет удерживать нагретые и расплавленные материалы в футерованной емкости внутри печи при полном обороте футерованного корпуса вокруг оси на 360° в отличие от ближайшего аналога, в котором из-за расположения загрузочного и выпускного проема в боковой части футерованного корпуса его поворот возможен только на ограниченный угол.
В футерованном корпусе 1 на внутренней поверхности боковой части 19 футеровки выполнены выступы 22, которые расположены вдоль образующих 23 поверхности вращения футерованного корпуса 1. Выступы 22 позволяют дополнительно повысить эффективность перемешивания расплавленных и полурасплавленных материалов в печи, так как препятствуют их проскальзыванию при вращении футерованного корпуса вдоль внутренней поверхности футеровки.
На фиг. 3, 4 показано положение электродов 8 относительно оси вращения 14 футерованного корпуса 1 со смещением с оси электродов вниз относительно оси вращения 14. Там же показано смещение d оси электродов относительно оси вращения 14 футерованного корпуса 1 печи. Смещение d направлено перпендикулярно вертикальной плоскости, проходящей через ось вращения 14. Смещения c и d не превышают минимального расстояния е нижних границ проемов 4 и 5 для загрузки внутрь печи исходных материалов 6 и выпуска полученных материалов 7 от оси вращения 14 за вычетом радиуса (ƒ/2) электродов 8. Данные решения увеличивают эффективность передачи тепла от горящей между электродами дуги 24 к перерабатываемым материалам. Конвективные потоки в атмосфере печи приводят к тому, что, как показано на фиг. 1, столб дуги 24 выгибается вверх от оси электродов. Перерабатываемые материалы, как показано на фиг. 2 и 4, расположены под дугой и, частично, сбоку со стороны той части боковой части футеровки, которая при вращении поднимается, увлекая за собой перерабатываемые материалы. Предлагаемое смещение электродов 8 вниз и в сторону боковой поверхности боковой части футеровки, которая при вращении поднимается, уменьшает расстояние от дуги до перерабатываемых материалов и способствует повышению тепла, передаваемого к ним от дуги.
На фиг. 5, 6 показано расположение электродов 8, установленных под углом α к оси вращения 14 футерованного корпуса 1 в вертикальной плоскости, проходящей через эту ось 14. При этом концы 25 электродов 8, находящиеся внутри футерованного корпуса 1, расположены ниже, чем ось вращения 14 футерованного корпуса 1, на величину g, превышающую половину диаметра ƒ электродов 8. При этом, если находящийся в печи материал 7 имеет достаточную электропроводность, между концом 25 каждого из электродов 8 и материалом 7 горит отдельная дуга 26. Печь работает как печь прямого дугового нагрева с двумя дугами 26. Данное решение повышает интенсивность передачи тепла от дуг 26 к перерабатываемым материалам 27 благодаря приближению к ним дуги по сравнению с расстоянием горящей между электродами дуги 24 на фиг. 1 от перерабатываемых материалов 22
Как показано на фиг. 1, узлы уплотнения 9 и 10 установлены в проемах 4 и 5 для загрузки исходных материалов 6 и выпуска переработанных материалов 7. Размещение узлов уплотнений 9 и 10 в проемах для загрузки 4 и выгрузки 5 материалов позволяет объединить функции уплотнения электродов 8 и уплотнения проемов 4 и 5 для загрузки и выгрузки материалов. Это способствует уплотнению рабочего пространства и снижению подсоса воздуха в печь из окружающего пространства, что повышает энергетическую и технологическую эффективность печи, так как в печь не попадает воздух из окружающей атмосферы и на его нагрев не тратится энергия.
Установка для электродуговой переработки материалов содержит источник питания 28 постоянного тока, токоподводы 29 и электродуговую печь с футерованным корпусом 1. В футерованном корпусе 1 имеются проемы 4 и 5 для загрузки исходных материалов 6 и выпуска переработанных материалов 7. Боковая часть футерованного корпуса 1 выполнена в форме поверхности вращения. Внутрь футерованного корпуса 1 через узлы уплотнения 9 и 10 введены два электрода 8. Электроды 8 соединены с токоподводами 29 с источником питания 28. Источник питания постоянного тока выполнен, например, по известной схеме (Патент РФ 2324281). В печи есть устройство наклона 12 футерованного корпуса 1. Печь снабжена механизмом вращения 11 футерованного корпуса 1 относительно оси 14, проходящей через торцевые части 3 футерованного корпуса 1. Выводы 30 токоподводов 29 размещены выше оси вращения 14 футерованного корпуса 1 по одну сторону вертикальной плоскости, проходящей через ось вращения 14. Выводы 30 токоподводов 29 имеют контактные части 31. Токоподводы 29 имеют гибкие 32 части, что позволяет перемещать электроды 8, регулируя длину дуги 24, а также наклонять футерованный корпус 1.
Энергетическая эффективность предложенной электродуговой печи для переработки материалов дополнительно повышается путем использования эффекта, отрицательное влияние которого на энергетические показатели в известных дуговых печах (Патент РФ 2085818), (Плавка цветных сплавов. http://delta-grup.ru/bibliot/13/129.htm), (Патент РФ 2097947) устранить не удается. Как указано выше, известные решения направлены на частичную компенсацию отрицательных последствий электромагнитного дутья. В предлагаемой установке задача компенсации электромагнитного дутья не ставится. Более того, его усиление в предложенном техническом решении улучшает условия теплопередачи от косвенной дуги к перерабатываемым материалам.
Предлагаемая установка позволяет повысить энергетическую эффективность установки с печью косвенного дугового нагрева. Электромагнитное поле тока, протекающего по выводам 30 токоподводов 29 к электродам 8, создает электромагнитное дутье, в результате которого дуга 24 (на фиг. 3) смещается от оси 14 электродов 8 в сторону, противоположную пространственному расположению выводов 30 токоподводов 29. В дуговых сталеплавильных печах (Патент РФ 2085818) это является серьезным недостатком, вызывающим асимметрию теплового поля в печной ванне. В нашем предложении пространственное расположение выводов 30 токоподводов 29 вызывает электромагнитное дутье, которое противодействует смещению дуги 24 вверх конвективными потоками, направляя дугу 24 (фиг. 3) в сторону перерабатываемых материалов. Это достигается тем, что дуга на постоянном токе имеет большую длину, чем дуга на переменном токе и поэтому эффект электромагнитного дутья проявляется сильнее, чем на переменном токе. Кроме того, на постоянном токе скорость плазменного потока в столбе дуги многократно превышает скорость вертикальных конвективных потоков в рабочем пространстве печи. Сказывается также повышение излучательной способности дуги при постоянном токе. В заявленном решении учтено, что магнитное поле выводов 30, не экранированное проемами 5 в футерованном кожухе 1, оказывает наибольшее воздействие на пространственное расположение дугового разряда внутри печи. Как результирующее действие всех перечисленных факторов достигается высокая энергетическая эффективность использования косвенного дугового нагрева постоянного тока.
Электродуговая печь и установка для электродуговой переработки материалов работают следующим образом. В футерованный корпус 1 электродуговой печи загружают исходные материалы 6 через загрузочное устройство 33. В направлении, параллельном оси вращения 14 футерованного корпуса 1 вводят два электрода 8. Подают на электроды 8 напряжение от источника питания постоянного тока 28, через токоподводы 29. Зажигают электрическую дугу 24 и ведут процесс переработки исходных материалов с последующим выпуском из печи переработанных материалов 7. В процессе переработки исходных материалов футерованный корпус 1 дуговой печи вращают вокруг оси 14. Переработка материалов состоит из нагрева, плавления, наведении и удалении шлака, проведения химических реакций между компонентами перерабатываемых материалов, перемешивания материалов, удаления образующихся газов. Газы удаляют, например, через загрузочное устройство 33, либо они могут выходить из печи через неплотности. После переработки материалов открывают уплотнение 10, отводя с помощью шарниров 34 (фиг. 2) уплотнение 10 от проема 5 (фиг. 8), для выпуска переработанных материалов 7 через торцевую часть 3 футерованного кожуха 1, оборудованную выпускным устройством 35, выполненным в виде футерованной втулки, расположенной соосно с осью вращения 14. Наклоняют футерованный корпус 1 с помощью устройства наклона 12, как показано на фиг. 7.
Во время выпуска две части 36 и 37 уплотнения 10 развернуты от футерованного корпуса и не препятствует выпуску (фиг. 8). При необходимости электрод 8 также может быть выведен из проема 5 перемещением вдоль его оси, а также отведен от выпускного устройства.
Выпуск переработанных материалов 7 из печи производят, наклоняя футерованный корпус 1 относительно вертикали 38 в сторону проема 5, в котором выполнено выпускное устройство 35 для выпуска переработанных материалов 7. Угол β (фиг. 7) наклона оси 14 футерованного корпуса 1 относительно вертикали 38 уменьшают до тех пор, пока уровень h нижней границы 18 проема 5 для выпуска переработанных материалов (в данном случае совпадающий с уровнем порога выпускного устройства 35) станет ниже нижнего уровня i внутренней поверхности боковой части футеровки 19 корпуса 1. На фиг. 7 показана стадия наклона футерованного кожуха 1, при которой указанное условие еще не достигнуто, переработанные материалы 7 не полностью выпущены из печи и наклон еще продолжается для завершения выпуска. Во время выпуска при наклоне футерованного корпуса 1 его вращение вокруг оси 14 продолжают либо останавливают в зависимости от агрегатного состояния выпускаемых материалов. Сыпучие материалы выпускают с одновременным вращением футерованного корпуса.
Возможны варианты работы печи или установки в целом, при которых переработка материалов выполняется при наклонном положении оси вращения футерованного корпуса. Например, может быть реализован способ, при котором загрузку исходных материалов производят непрерывно или циклически со стороны одной из торцевых частей футерованного корпуса, футерованный вращающийся корпус поддерживают в наклонном положении в сторону противоположной торцевой части корпуса с выпускным проемом, через который непрерывно или циклически осуществляют выпуск переработанных материалов. Возможен также вариант работы, при котором сначала выпускают часть переработанных материалов, например в нерасплавленном виде, а затем оставшиеся в печи материалы продолжают перерабатывать. После их переработки эти материалы выпускают в нерасплавленном или расплавленном виде через один или другой из проемов торцевой части корпуса.
Возможность выбрать для конкретного технологического процесса наиболее подходящий вариант работы установки позволяет ее использовать наиболее эффективно для решения разнообразных технологических задач.
На фиг. 2 показан момент работы установки, когда вращение футерованного корпуса 1 вокруг его оси 14 осуществляют в направлении 39 (на фиг. 2 - по часовой стрелке). При этом направлено вниз движение поверхности футерованного корпуса 1, находящейся с той же стороны от вертикальной плоскости, проходящей через ось вращения 14, что и выводы 30 токоподводов 29. Данный способ с помощью создаваемого направленного электромагнитного дутья, как было описано выше, создает дополнительные условия для повышения эффективности работы установки.
Возможен вариант работы установки, при котором в начале переработки материалов электроды 8 смещают от вертикальной плоскости, проходящей через ось 14 вращения в полупространство, в котором движение поверхности вращающегося футерованного корпуса 1 производится в направлении 39 вниз. После частичного или полного расплавления материалов электроды 8 смещают от вертикальной плоскости, проходящей через ось 14 вращения, в полупространство, в котором происходит движение поверхности вращающегося футерованного корпуса в направлении 40 - вверх как показано на фиг 4. Данный способ, при переработке крупных кусковых материалов, снижает вероятность облома электродов в случае падения на электрод перерабатываемого материала, увлекаемого вверх вращающимся футерованным корпусом 1 печи или выступами 22 боковой части футеровки.
В процессе переработки материалов после частичного или полного их расплавления изменяют направление вращения футерованного корпуса 1, например, с направления 40 на противоположное направление 41 (см. фиг. 4). Как и в предыдущем случае, данное решение направлено на снижение вероятности облома электродов при совместном использовании этого способа и смещения электродов относительно оси вращения футерованного корпуса. Изменение направления вращения связано с тем, что после расплавления или оплавления кусков шихты перерабатываемые материалы перестают увлекаться выше оси вращения футерованного кожуха. Опасность облома электрода исчезает и реализуется более энергоэффективный режим плавки. Этот способ используется также для повышения эффективности перемешивания полурасплавленных материалов для лучшего смачивания расплавом твердых кусков шихты.
Работа установки с переключением полярности электродов 8 поясняется фиг. 1, 3, 5. В процессе переработки загруженных материалов чередуют полярность на выходе источника питания постоянного тока 28. Полярность и направление тока 42, показанные без скобок, чередуют с полярностью и направлением тока 43, показанные в скобках: I+ и I-. Направление тока в дуге 24 и токоподводе 29 меняется на противоположное. Интервал между переключениями полярности устанавливают от 1 секунды до 30 минут в соответствии с тепловым потоком, падающем на футеровку 19, тепловой инерцией футеровки и запасом по допустимой температуре нагрева футеровки. Поскольку концентрация мощности в прикатодной и прианодной зонах различна, то данный способ обеспечивает более равномерный нагрев всего рабочего пространства печи.
Работа установки в процессе переработки материалов осуществляется следующим образом. В начале переработки загруженных материалов установка работает с направлением тока 42 при полярности, показанной без скобок I+. Т.е. устанавливают положительную полярность на электроде, расположенном в проеме для загрузки исходных материалов (он в данном случае является анодом, а другой электрод - катодом). В зоне анода выделяется большая мощность, чем в зоне катода. Соответственно, в зоне загрузки материалов выделяется больше энергии, т.е. именно там, где энергия в данный период больше поглощается загружаемыми материалами. Перед выпуском переработанных материалов устанавливают противоположную первоначальной полярность I-, т.е. положительную на электроде, расположенном в проеме для выпуска переработанных материалов. Соответственно, происходит перераспределение энергии и большая ее часть выделяется в зоне выпуска, что и требуется для повышения энергоэффективности.
С помощью фиг. 1 можно пояснить работу установки при перемещении дуги 24 вдоль оси 14 вращения футерованного корпуса 1. По положению электродов 8 относительно торцевых частей 3 футерованного корпуса 1 контролируют положение дуги 24 вдоль оси 14. В зависимости от степени нагрева перерабатываемых в печи материалов, например, с помощью программы плавки, управляют положением дуги 24 вдоль оси 14 футерованного корпуса 1 путем одновременного перемещения концов 44 обоих электродов 8, между которыми горит дуга 24. Например, для более интенсивного нагрева загружаемых в начале плавки материалов перемещают оба электрода 8 на одинаковое расстояние в одну и ту же сторону, как показано стрелками 45, вдоль оси вращения 14 футерованного корпуса 1. Дуга при этом смещается вправо по сравнению с ее положением, показанным на фиг. 1. После окончания загрузки и выравнивания расположения материалов вдоль оси 14 электроды 8 возвращают в первоначальное положение. Перед выпуском переработанных материалов из печи для улучшения условий выпуска дугу 24 смещают влево, перемещая электроды на одинаковое расстояние в направлении, показанном стрелками 46.
При работе с наклонными электродами для управления положением дуг 26 вдоль оси 14 футерованного корпуса 1 одновременно с перемещением электродов 8 в направлениях, указанных стрелками 47 или 48 на фиг. 5, изменяют углы наклона α электродов 8.
Примером осуществления изобретения является электродуговая печь и установка для переработки известняка, а также способ получения извести в этой установке. Электродуговая печь имеет диаметр футерованного корпуса 1300 мм. Футерованный шамотным кирпичом корпус имеет цилиндрическую форму и установлен на роликах, как показано на фиг. 1-2. Ролики вращаются с помощью цепной передачи и обеспечивают вращение футерованного корпуса, который совершает 4 оборота в минуту вокруг оси симметрии. Загрузка и выгрузка материалов производится через один и тот же торцевой проем. Графитированные электроды диаметром 100 мм введены внутрь футерованного корпуса через торцевые проемы и уплотнены с помощью волокнистого теплоизоляционного материала. Уплотнение проема, через который производится загрузка и выгрузка материалов, выполнено из двух частей, установленных шарнирно с возможностью раскрытия проема, как показано на фиг. 8. В печь загружают 100 кг известняка, включают вращение и подают напряжение от источника постоянного тока. Электроды сводят до касания и затем разводят с образованием электрической дуги. Поддерживают напряжение около 100 В и ток около 2000 А. Известняк нагревают до 1150°С и в течение 1 часа проводят реакцию:
СаСО3→СаО+СO2.
Углекислый газ выходит из печи в систему газоочистки. После окончания переработки известняка выключают напряжение, открывают уплотнение проема со стороны выпускного торца футерованного корпуса и наклоняют его в сторону этого торца. Футерованный корпус при этом продолжают вращать. Получается 56 кг готовой извести. В случае, если футерованный корпус не вращать, а только поворачивать на ограниченный угол, по аналогии с известным способом (Плавка цветных сплавов. http://delta-grup.ru/bibliot/13/129.htm), то процесс переработки известняка в известь затягивается на 50%, а перегрев верхней части внутренней поверхности футеровки корпуса увеличивается на 200°С по сравнению с максимальной температурой футеровки 1200°С, которая была зафиксирована при испытании предложенного способа. Испытания показали, что достигается значительная экономия электроэнергии, повышение производительности и улучшение условий работы футеровки.
Отмеченные преимущества предложенных технических решений в сравнении с известными решениями обеспечивают интенсивное перемешивание различных частей и различных фаз материалов, находящихся в печи, что повышает эффективность теплопередачи от электрической дуги к загруженным в печь материалам и к футеровке. Повышаются интенсивность нагрева загруженных в печь материалов и эффективности физико-химических реакций, протекающих в рабочем пространстве печи. В результате возрастает производительность и снижается удельный расход электроэнергии при переработке материалов в дуговой печи.
Способ электрошлакового переплава
Установка электрошлакового переплава и способ ее управления
Способ электрошлакового переплава
Способ электротермической переработки дисперсного материала в псевдоожиженном слое и устройство для его осуществления
Способ электрошлакового переплава
Установка электрошлакового переплава и способ ее управления
Способ электрошлакового переплава
Способ переработки катализаторов, содержащих металлы платиновой группы на носителях из оксида алюминия
Способ производства низкоуглеродистого феррохрома в электропечи
Способ производства низкоуглеродистого феррохрома
Способ производства ванадийсодержащего шлака, пригодного для получения из него напрямую товарного феррованадия
Шихта для выплавки ферросиликоалюминия
Способ электротермической переработки дисперсного материала в псевдоожиженном слое и устройство для его осуществления
Способ электрошлакового переплава

