Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ДЕТАЛИ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и термической обработке, а именно, к способу изготовления фильтрующих и теплообменных элементов из проволочного материала методом пайки. Получаемые детали могут использоваться для грубой и тонкой фильтрации, абсорбции жидкостей или газов и для регулирования температуры в устройствах теплообмена в различных отраслях промышленности.
Известен способ изготовления фильтрующих перегородок из проволочного материала металлорезины (Авторское свидетельство СССР №183174, МПК B21F 27/12, опубл. 1960 г.), заключающийся в том, что отрезки растянутой спирали укладывают хаотично с взаимным перекрещиванием в пресс-форму, соответствующую по форме готовой фильтрующей перегородке, а затем подвергают холодному прессованию.
Фильтрующие перегородки, изготовленные этим способом, являются недостаточно жесткими при высоких перепадах давления, что обусловлено малой прочностью проволочного материала на растяжение. Кроме того, сложно получить равномерное распределение проволочного материала по объему готовой детали, т.е. увеличение неравноплотности материала в направлении усилия прессования с увеличением размера заготовки в этом направлении. Полученные детали обладают амортизирующими и демпфирующими свойствами, т.е. не жесткие.
Наиболее близким по технической сути к заявляемому способу изготовления детали из проволочного материала является способ изготовления деталей из материала с неупорядоченной структурой (Авторское свидетельство СССР №902947, МПК B21F 20/00, опубл. 07.02.1982 г.), преимущественно из металлической проволоки, путем размещения в пресс-форме заготовок из навитой в спираль проволоки и последующего их прессования. При формировании заготовки витки спирали с концов заготовки пропитывают наполнителем для их фиксации, который удаляют после предварительного прессования. Способ позволяет изготавливать удлиненные детали за счет размещения в пресс-форме нескольких заготовок.
Недостатком данного способа является недостаточный контакт как между витками прессованной спирали заготовки, так и между отдельными заготовками из проволочного материала (элементами детали) и малая жесткость самой детали, приводящая к демпфированию и возможному изменению пропускной способности при потоке жидкости и газа, что способствует возможному недостаточному теплообмену и прочности при эксплуатации. Дополнительная операция по удалению наполнителя в процессе изготовления детали усложняет способ.
Известен способ пайки изделий из медных сплавов, конструкция которых позволяет производить пайку под давлением (Справочник по пайке. Под ред. И.Е. Петрунина. 3-е изд., перераб. и доп. М.: Машиностроение, 2003. 480 с; ил. - 276 с.), в качестве припоя можно использовать серебряное покрытие (10…25 мкм) или тонкую серебряную фольгу. При нагреве свыше 779°С медь взаимодействует с серебром с образованием в шве эвтектического сплава типа припоя ПСр72. Пайка этим (контактно-реактивным) методом осуществляется без применения флюса - в вакууме или инертной среде.
Традиционный метод пайки не может быть использован для изготовления пористой детали методом пайки, например, из проволочного материала, т.к. при закладке припоя в проволочный материал происходит некое заполнение пор припоем путем капиллярного течения и потеря проницаемости, а также не обеспечивается хороший равномерный по объему тепловой контакт между витками проволоки в детали из медного проволочного материала.
При патентно-информационном поиске не найдены способы, позволяющие получать детали из проволочного материала пайкой.
Задачей заявляемого изобретения является получение пористой жесткой детали из медного проволочного материала.
При использовании изобретения достигается следующий технический результат:
- возможность получения из проволоки жесткой прочной пористой детали с плотным контактом между витками прессованной спирали;
- изготовление из проволоки пористых жестких прочных деталей сложной конфигурации с плотным контактом между витками отдельных заготовок из проволочного материала (элементами детали);
- возможность получения равномерного распределения проволочного материала по объему готовой детали, т.е. получение равноплотного проволочного материала любых габаритных размеров сложной конфигурации и формы.
Для решения указанной задачи и достижения технического результата заявляется способ изготовления детали из проволочного материала, заключающийся в размещении в пресс-форме навитой в спираль проволоки, ее прессовании и последующем нагреве в защитной среде. Согласно изобретению, спираль навивают из медной проволоки, на которую предварительно наносят покрытие из серебра. Полученную прессованную заготовку требуемого размера с заданными характеристиками (пористостью) нагревают при температуре 800÷840°С и выдерживают при данной температуре в течение некоторого времени, в зависимости от массогабаритных характеристик заготовки.
На медную проволоку предварительно наносят покрытие из серебра, затем навивают ее в спираль. Из проволоки, навитой в спираль, прессуют заготовку и нагревают до 800÷840°С. Температура плавления покрытия (серебра) ниже температуры меди, и при этом медь взаимодействует с серебром с образованием в шве эвтектического сплава - припоя ПСр72. За счет капиллярных сил происходит перемещение (затягивание) припоя с поверхности проволочного материала в местах контакта проволочек, что обеспечивает плотный контакт между витками прессованной спирали заготовки, и при этом не заполняется поровое пространство проволочного материала.
Заявляемым способом можно изготавливать детали разной формы и размера. За счет набора пористой детали из равноплотных в направлении усилия прессования малых заготовок из проволочного материала и последующей совместной пайкой получается равномерное распределение проволочного материала по объему готовой детали. Таким образом, можно формировать пористые равноплотные детали сложной конфигурации и формы из заготовок - элементов простых форм, размеры которых ограничиваются лишь размерами рабочего объема применяемой печи.
Заявляемое изобретение иллюстрируется следующими чертежами:
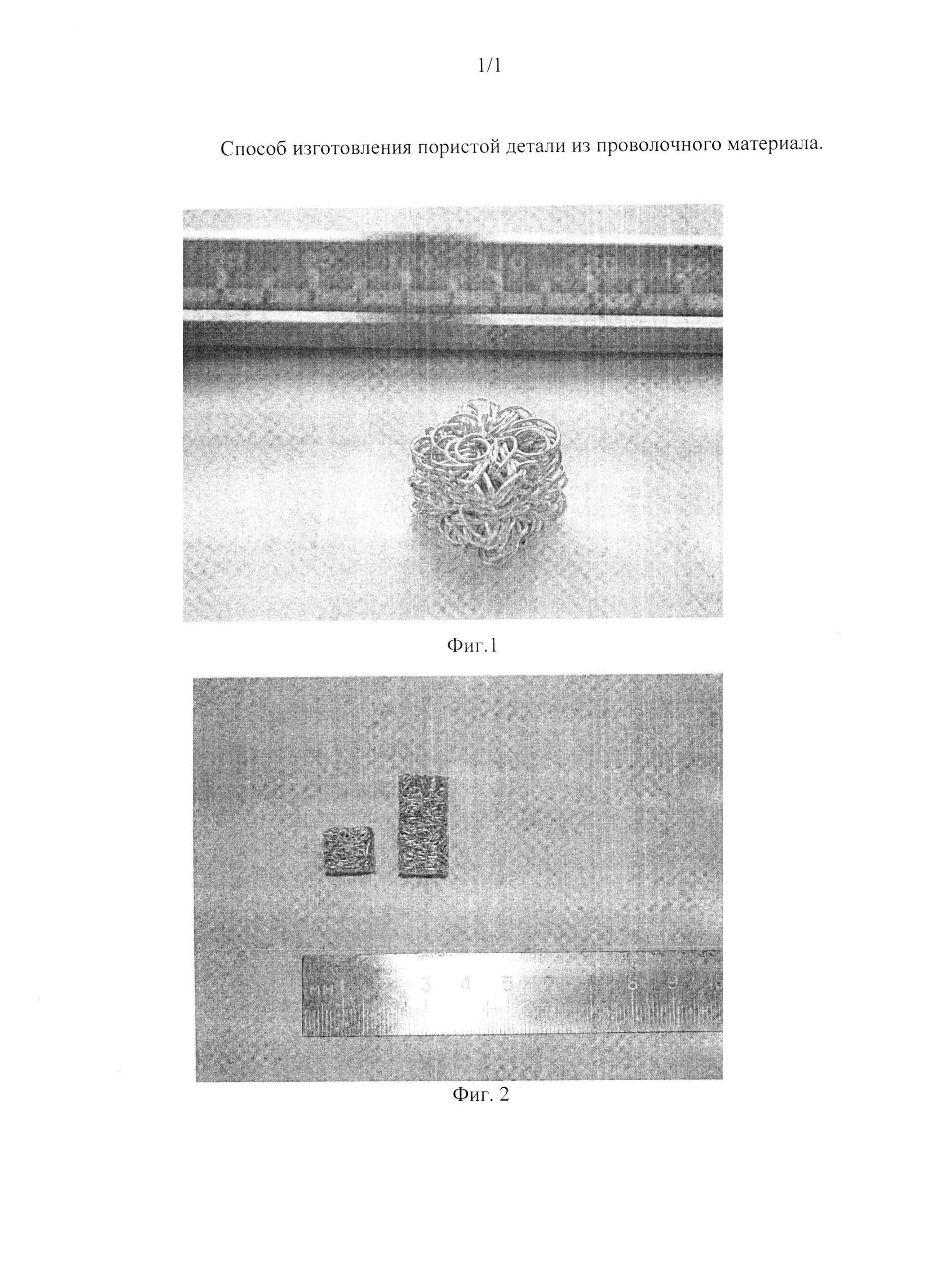
На фиг. 1 представлено фото, где показана прессованная заготовка из медной проволоки с серебряным покрытием перед пайкой.
На фиг. 2 представлено фото, где показаны детали из медной проволоки с серебряным покрытием разных размеров.
Заявляемый способ изготовления детали из медного проволочного материала осуществляется в следующей последовательности.
На медную проволоку наносят серебряное покрытие химическим или гальваническим способом. Проволоку навивают в спираль. Затем полученную спираль размещают в полость пресс-формы и прессование заготовки осуществляется до получения требуемой величины пористости. Спрессованную заготовку подвергаются пайке нагревом до температуры 800÷840°С в зависимости от массогабаритных характеристик заготовки. Пайку осуществляют в защитной среде. Металл покрытия (серебро) при нагреве взаимодействует с металлом проволоки (медью) с образованием в шве эвтектического сплава - припоя. В местах контакта проволочек за счет капиллярных сил происходит контактно-реактивный спай, который обеспечивает плотный контакт между витками прессованной спирали заготовки. В результате получается пористая жесткая прочная деталь с плотным контактом между витками.
При изготовлении деталей сложной формы используют несколько заготовок, устанавливают их в контакте друг с другом и осуществляют нагрев (пайку). В этом случае образуется спай между витками прессованной спирали и между витками отдельных заготовок из проволочного материала (элементами детали).
Заявляемый способ осуществляется следующим образом:
1) Для изготовления пористого проволочного материала использовалась медная проволока марки M1 диаметром 0,46 мм, покрытая гальваническим способом слоем серебра толщиной 9 мкм. Проволока была навита в спираль с индексом ~10 и шагом равным диаметру спирали. Из спирали формировалась заготовка размерами 12×12×100 мм, затем она помещалась в пресс-форму, и методом прессования в металлическом штампе изготавливалась заготовка для последующей пайки размерами 12×12×15 мм и пористостью 70%. Для получения габаритных деталей изготавливали несколько заготовок из проволочного материала и собирали их в одну единую деталь. Сборку нагревали в вакуумной печи со скоростью 10-15°С/мин до температуры 800÷840°С и выдерживали при данной температуре пайки в течение 2…7 мин, далее охлаждали с печью. При нагреве свыше 779°С медь взаимодействовала с серебром с образованием в шве эвтектического сплава - припоя ПСр72. Пайка этим (контактно-реактивным) методом осуществлялась с вакуумом не хуже 1×10-3 мм рт.ст.
2) Для изготовления пористого проволочного материала использовалась медная проволока марки M1 диаметром 0,45 мм, покрытая гальваническим способом слоем серебра толщиной 6 мкм. Проволока была навита в спираль с индексом ~10 и шагом равным диаметру спирали. Из спирали формировалась заготовка размерами: диаметр 125 мм и высота 100 мм, затем она помещалась в пресс-форму, и методом прессования в металлическом штампе изготавливалась заготовка для последующей пайки размерами 125×30 мм и пористостью 80%. Заготовку нагревали в вакуумной печи со скоростью 10-15°С/мин до температуры 800÷840°С и выдерживали при данной температуре пайки в течение 5…7 мин, далее охлаждали с печью. При нагреве свыше 779°С медь взаимодействовала с серебром с образованием в месте контакта проволок эвтектического сплава - припоя ПСр72. Пайка этим (контактно-реактивным) методом осуществлялась с вакуумом не хуже 1×10-3 мм рт.ст.
Способ приведения в действие инициатора газодинамического импульсного устройства
Способ создания сквозных микроканалов с диаметрами микронных и субмикронных размеров в кристалле кремния с помощью лазерных импульсов
Способ определения наличия подрыва заряда взрывчатого вещества, содержащегося в объекте испытания, и задержки его подрыва от момента контакта объекта испытания с преградой и устройство для его осуществления
Способ регистрации радиографических изображений, сформированных с помощью ионизирующего излучения
Устройство юстировки оправы оптического элемента
Устройство формирования объемного разряда
Поглотитель водорода
Способ доставки взрывозащитной камеры к месту проведения опыта и транспортно-юстировочный комплекс для его осуществления
Способ испытаний боеприпасов
Способ измерения интегральной излучательной способности с помощью прямого лазерного нагрева (варианты)
Способ изготовления деталей из полимерного ультрадисперсного пористого материала
Гермоввод
Способ модифицирования полимерного пористого материала и композиционный материал, получаемый этим способом
Способ изготовления трубчатых элементов из материала металлорезины и пресс-форма для его реализации
Способ изготовления полимерного открытопористого материала
Способ формирования заготовки из материала металлорезины
Способ пайки керамики с металлами и неметаллами
Гермоввод
Способ получения неразъемного соединения пайкой детали из медного проволочного материала с деталью из меди

