Результат интеллектуальной деятельности: Способ обработки заготовок лопаток соплового аппарата газотурбинного двигателя
Вид РИД
Изобретение
Изобретение относится к области двигателестроения и может быть использовано в процессе изготовления лопаток турбины высокого давления для соплового аппарата газотурбинного двигателя.
Наиболее близким к изобретению, по технической сущности и достигаемому техническому результату и выбранным авторами за прототип является способ получения проходного сечения заготовок лопаток, описанный в статье «Технологическое обеспечение точности изготовления сопловых лопаток турбин при глубинном многоосевом шлифовании на станке с ЧПУ» в журнале «Science intensive technologies in mechanical engineering)) (Наукоемкие технологии в машиностроении), 2016 г., №1, стр. 34-37, авторы: В.Ф. Макаров и др.
При осуществлении известного способа оцифровывают заготовки оптической системой, собирают заготовки в колесо соплового аппарата, вычисляют ось вращения для каждой заготовки, задают номинальную площадь проходного сечения каждой заготовки, максимальный угол поворота заготовки при оптимизации проходного сечения, задают и поворачивают на начальный угол поворота заготовки, рассчитывают реальную площадь проходного сечения, вычисляют коррекции углов поворота заготовок для получения номинального проходного сечения, формируют величины коррекции, применяют для обработки. Недостатком известного способа является недостаточная точность способа, потому что он учитывает положение только двух лопаток, расчет ведется только по двум лопаткам. Одним из ключевых параметров, характеризующих КПД газогенератора и газотурбинного двигателя является обеспечение в пределах допуска площади проходного сечения межлопаточных каналов соплового аппарата, направляющего поток раскаленного газа на лопатки ротора турбины для создания вращающего момента на валу ГТД.
Технической задачей, на решение которой направлено заявляемое изобретение, является получение способа обработки заготовок лопаток соплового аппарата газотурбинного двигателя с обеспечением площади проходного сечения межлопаточных каналов в пределах допуска, что позволяет улучшить КПД двигателя без существенного увеличения стоимости и времени обработки.
Техническая задача решается тем, что в способе обработки заготовок лопаток соплового аппарата газотурбинного двигателя, в котором оцифровывают заготовки лопаток оптической системой, собирают оцифрованные модели заготовок лопаток в колесо соплового аппарата, задают ось вращения каждой модели заготовки лопатки, задают номинальную площадь проходного сечения межлопаточного канала и вычисляют номинальную суммарную площадь межлопаточных каналов соплового аппарата, задают диапазон углов поворота моделей заготовок лопаток при оптимизации проходного сечения, задают начальный угол поворота моделей заготовок лопаток и поворачивают их на указанный начальный угол поворота, рассчитывают текущую суммарную площадь проходного сечения межлопаточных каналов соплового аппарата, и в случае если суммарная площадь проходного сечения межлопаточных каналов соплового аппарата не оказывается в пределах номинального значения, то вычисляют коррекцию угла поворота моделей заготовок лопаток для получения номинального суммарного проходного сечения, для чего вычисляют усредненный угол поворота, одинаковый для всех моделей заготовок лопаток, чтобы текущая суммарная площадь проходного сечения межлопаточных каналов соплового аппарата оказалась в пределах допуска, формируют величины коррекции, и применяют их для обработки указанных выше заготовок лопато
В предлагаемом изобретении, в отличие от прототипа, задают диапазон углов поворота моделей заготовок лопаток, вычисляют усредненный угол поворота одинаковый для всех моделей заготовок лопаток, чтобы текущая суммарная площадь проходного сечения межлопаточных каналов соплового аппарата оказалась в пределах допуска, Применение предлагаемого способа обработки заготовок лопаток соплового аппарата газотурбинного двигателя, позволяет обеспечить площадь проходного сечения межлопаточного канала в пределах допуска без добавления дополнительных операций обработки зачистки кромки, улучшить КПД двигателя без существенного увеличения стоимости и времени обработки заготовок лопаток.
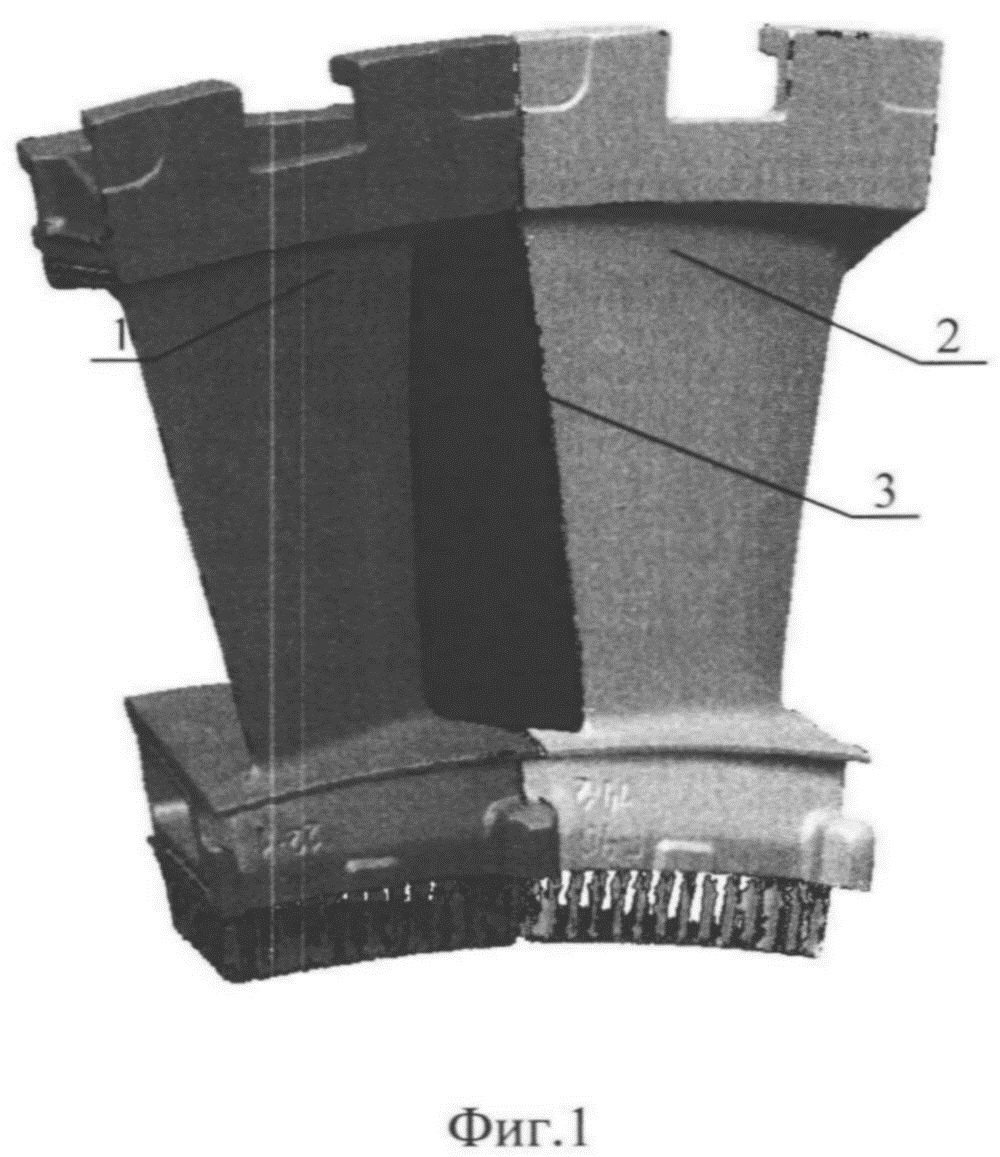
На фиг. 1 представлен внешний вид сбоку заготовки лопаток в сборе с проходным сечением. Межлопаточный канал 3 определятся положением двух заготовок лопаток 1 и 2.
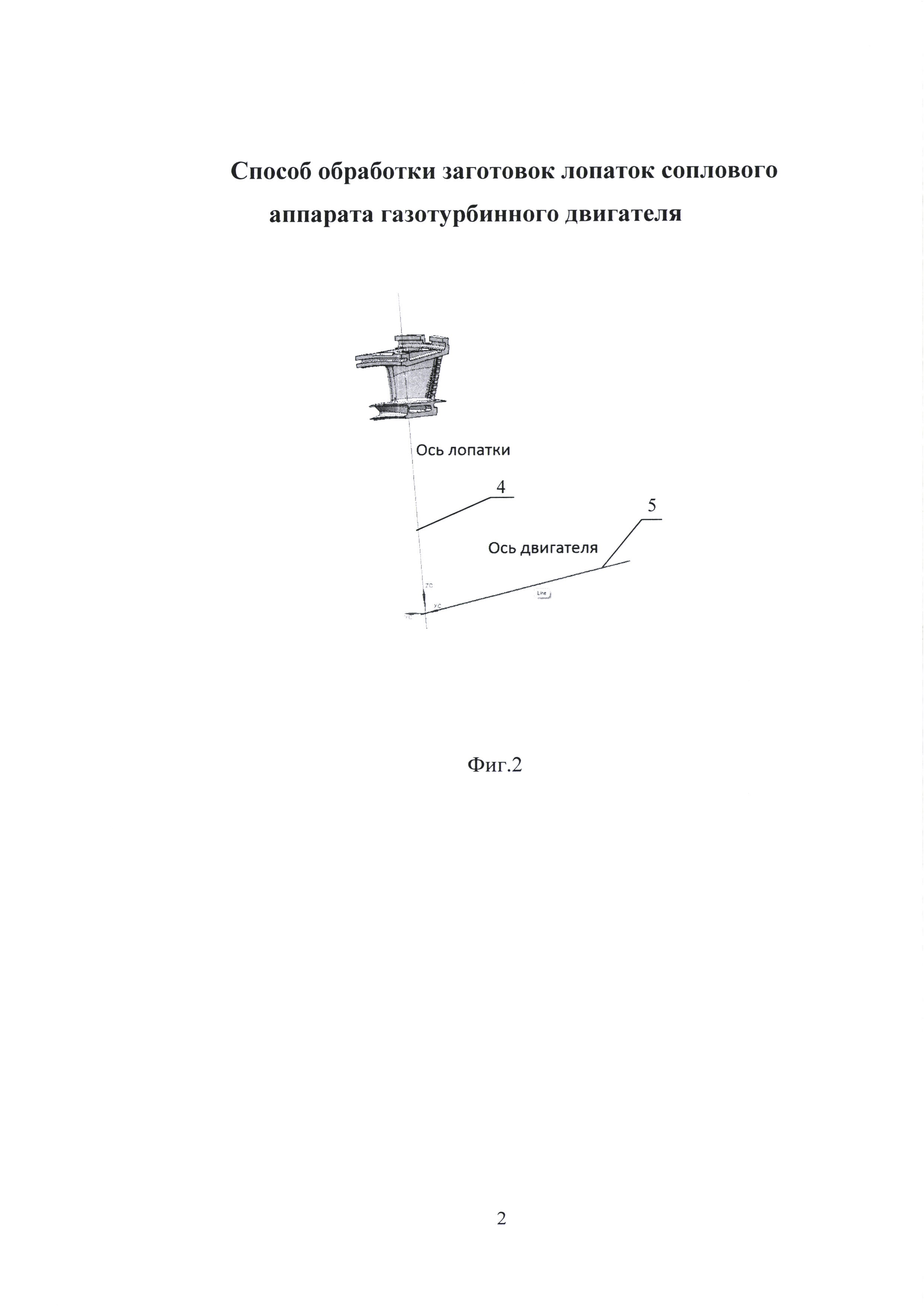
На фиг. 2 представлен вид оси 4 модели заготовки лопатки 1 и оси 5 газотурбинного двигателя (не показан).
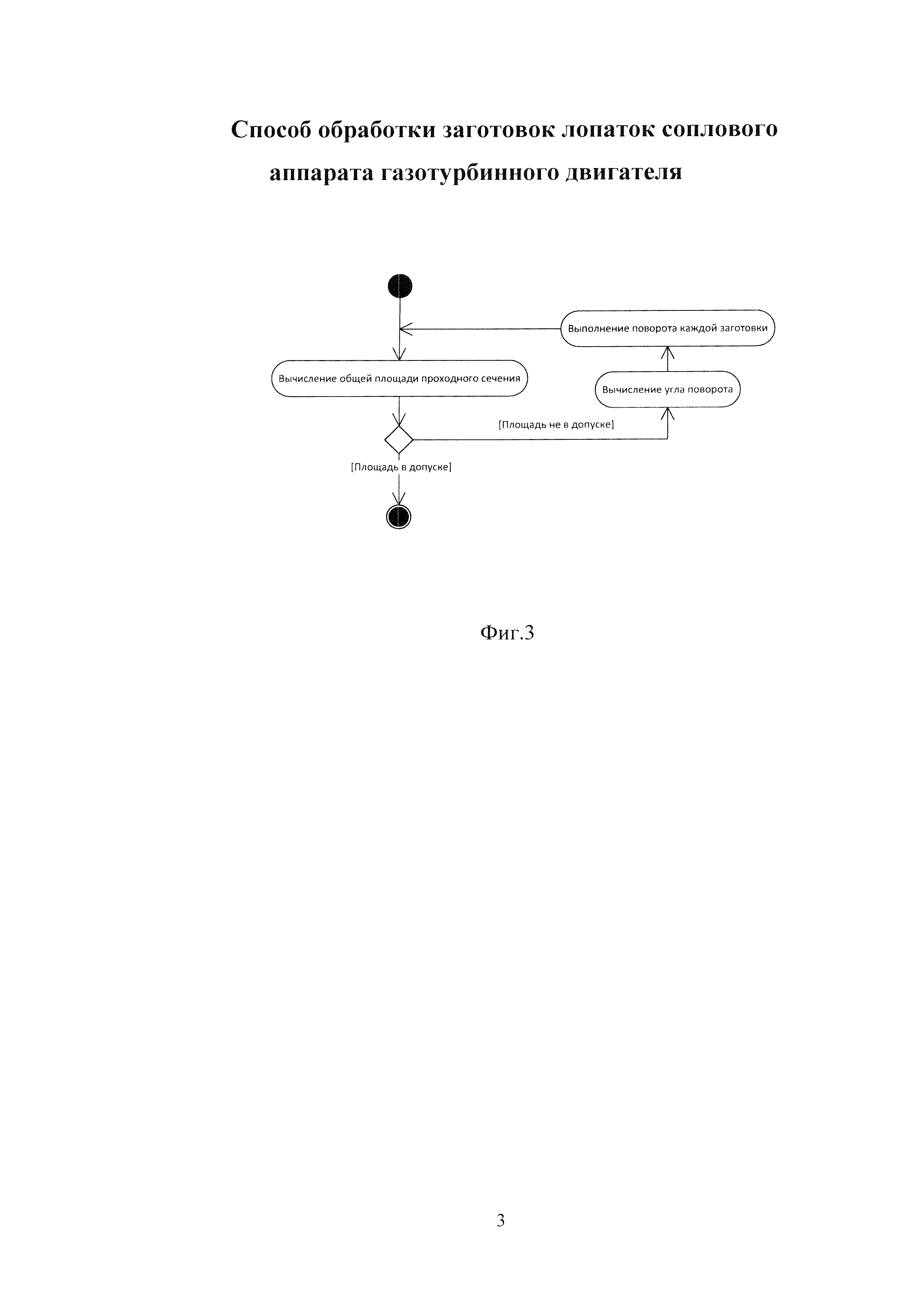
На фиг. 3 представлена блок-схема осуществления способа изобретения.
В предлагаемом изобретении способ обработки заготовок лопаток соплового аппарата газотурбинного двигателя осуществляется следующим образом::
Выполняется оцифровка заготовок лопаток оптической системой, например, типа ATOS или его аналогах.
Собираются оцифрованные модели заготовок лопаток в колесо соплового аппарата.
Задается ось вращения каждой модели заготовки лопатки.
Задается номинальная площадь проходного сечения межлопаточного канала.
Выполняется расчет номинальной суммарной площади межлопаточных каналов соплового аппарата.
Задается диапазон углов поворота моделей заготовок лопаток при оптимизации проходного сечения.
Задается начальный угол поворота моделей заготовок лопаток и поворачивают их на указанный начальный угол поворота.
Расчет текущей суммарной площади проходного сечения межлопаточных каналов соплового аппарата.
Если суммарная площадь проходного сечения межлопаточных каналов соплового аппарата не оказывается в пределах номинального значения, то вычисляют коррекцию угла поворота моделей заготовок лопаток для получения номинального суммарного проходного сечения, для чего вычисляют усредненный угол поворота, одинаковый для всех моделей заготовок лопаток, чтобы текущая суммарная площадь проходного сечения межлопаточных каналов соплового аппарата оказались в пределах допуска,
Формируют величины коррекции, и применяют их для обработки указанных выше заготовок лопаток.
-Выполняется обработка на станке.
Ось вращения (ось) 5 двигателя, относительно которой вращается двигатель в процессе работы. Ось вращения 4 для каждой заготовки лопатки задается следующим образом (Фиг. 2).
Вычисляется центр масс модели лопатки, в том положении, в котором она будет расположена в двигателе.
Выполняется построение оси, перпендикулярной оси 5 двигателя.
Построенная ось вращается вокруг оси 5 двигателя на угол βj=j*β,
где j - порядковый номер лопатки в колесе,
β - угол поворота лопатки, необходимый для сборки соплового аппарата, берется из конструкторской документации.
Оцифрованная модель заготовки лопатки вращается вокруг оси двигателя на угол βj=j*β, где j - порядковый номер заготовки в колесе. Задают диапазон углов поворота моделей заготовок лопаток при оптимизации проходного сечения ограничен минимальным αmin и максимальным значениями углов поворота соответственно.
Способ обработки заготовок лопаток соплового аппарата ориентирован на получение усредненного угла поворота, одинакового для всех моделей заготовок лопаток. Это позволяет сократить время на контроль готовых изделий с помощью контрольного приспособления. Цель поворота это получение текущей суммарной площади проходного сечения межлопаточных каналов соплового аппарата в пределах допуска. Площадь каждого межлопаточного канала в отдельности не контролируется. При осуществлении способа обработки производятся следующие вычисления:
Вычисляется номинальная суммарная площадь SН межлопаточных каналов соплового аппарата SH=N*Sн0, где N - число межлопаточных каналов обрабатываемых заготовок, a Sн0 - номинальная площадь проходного сечения одного межлопаточного канала.
Вычисляется площадь проходного сечения для каждого межлопаточного канала Sj(α0), где j - номер модели заготовки лопатки, α0- первый угол поворота.
Вычисляется текущая суммарная площадь проходного сечения межлопаточных каналов  . Если площадь S(α0) оказывается в пределах допуска на проходное сечение, то оптимизации не нужна и расчет прекращается.
. Если площадь S(α0) оказывается в пределах допуска на проходное сечение, то оптимизации не нужна и расчет прекращается.
Каждая заготовка поворачивается вокруг собственной оси на начальный угол αi=αнач=(αmax-αmin)/10 и повторно выполняется вычисление площади проходного сечения
Вычисляется коэффициент  . Если суммарная площадь проходного сечения оказывается в пределах указанного допуска, то процесс оптимизации считается завершенным. Углом поворота, достаточным для оптимизации, считается угол αнач.. Иначе выполняется следующая итерация измерений.
. Если суммарная площадь проходного сечения оказывается в пределах указанного допуска, то процесс оптимизации считается завершенным. Углом поворота, достаточным для оптимизации, считается угол αнач.. Иначе выполняется следующая итерация измерений.
Следующая итерация оптимизации площади проходного сечения (i=i+1). По формуле вычисляется на каждой итерации коррекция угла поворота  , а итоговый угол поворота αi=αi-1+Δαi. Если угол а, выходит за диапазоны значений [αmin, αmax], то он округляется до ближайшей границы. Если угол достиг границы и в следующей итерации, то достижение оптимальной площади проходного сечения в данных границах невозможно.
, а итоговый угол поворота αi=αi-1+Δαi. Если угол а, выходит за диапазоны значений [αmin, αmax], то он округляется до ближайшей границы. Если угол достиг границы и в следующей итерации, то достижение оптимальной площади проходного сечения в данных границах невозможно.
Каждая заготовка поворачивается на угол Δαi, вокруг собственной оси лопатки и повторно вычисляется площадь проходного сечения  , где Sj(αi) - площадь проходного сечения j межлопаточного канала после поворота лопаток на угол αi.
, где Sj(αi) - площадь проходного сечения j межлопаточного канала после поворота лопаток на угол αi.
Если S(αi) попадает в допуск на площадь проходного сечения всех межлопаточных каналов, то процесс оптимизации останавливается. Результирующим углом поворота считается αi. Иначе выполняется следующая итерация оптимизации.
Предлагаемое изобретение позволяет получить способ обработки заготовок лопаток соплового аппарата газотурбинного двигателя с площадью проходного сечения межлопаточных каналов в пределах допуска без выполнения дополнительных операций зачистки кромок, что позволяет улучшить КПД газотурбинного двигателя без существенного увеличения стоимости и времени изготовления лопаток.
Способ обработки заготовок лопаток соплового аппарата газотурбинного двигателя, в котором оцифровывают заготовки лопаток оптической системой, собирают оцифрованные модели заготовок лопаток в колесо соплового аппарата, задают ось вращения каждой модели заготовки лопатки, задают номинальную площадь проходного сечения межлопаточного канала и вычисляют номинальную суммарную площадь межлопаточных каналов соплового аппарата, задают диапазон углов поворота моделей заготовок лопаток при оптимизации проходного сечения, задают начальный угол поворота моделей заготовок лопаток и поворачивают их на указанный начальный угол поворота, рассчитывают текущую суммарную площадь проходного сечения межлопаточных каналов соплового аппарата, и в случае если суммарная площадь проходного сечения межлопаточных каналов соплового аппарата не оказывается в пределах номинального значения, то вычисляют коррекцию угла поворота моделей заготовок лопаток для получения номинального суммарного проходного сечения, для чего вычисляют усредненный угол поворота, одинаковый для всех моделей заготовок лопаток, чтобы текущая суммарная площадь проходного сечения межлопаточных каналов соплового аппарата оказалась в пределах допуска, формируют величины коррекции и применяют их для обработки указанных выше заготовок лопаток.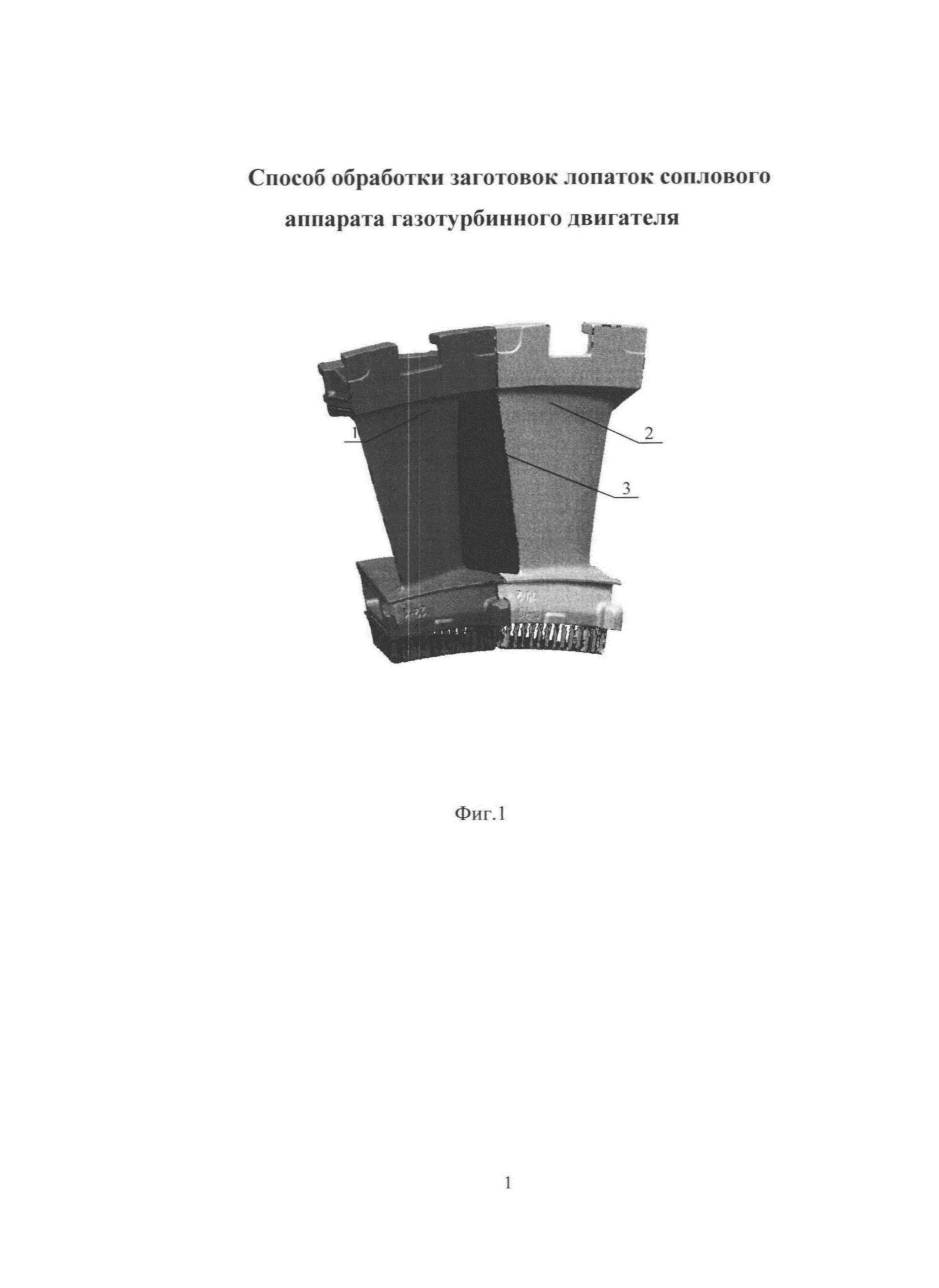
Способ защиты газотурбинного двигателя от многократных помпажей компрессора
Статор газовой турбины
Способ восстановления детали газотурбинного двигателя с тонкостенным элементом
Способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя
Способ определения погасания камеры сгорания газотурбинного двигателя
Способ контроля системы охлаждения лопаток турбины газотурбинного двигателя
Ротор компрессора газотурбинного двигателя
Способ смачивания восковых моделей
Способ настройки станка с чпу для обработки сложных контуров поверхностей
Способ получения керамической смеси и керамическая смесь
Способ строчного фрезерования пера лопатки газотурбинного двигателя на многокоординатных станках с чпу
Способ измерения фактической минимальной площади проходного сечения межлопаточных каналов
Способ проверки точности позиционирования пятикоординатного станка с чпу
Способ настройки станка с чпу для обработки сложных контуров поверхностей

