Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к литейному производству, а именно к получению отливок из высокомарганцевых маломагнитных сталей в металлических формах. Высокомарганцевые маломагнитные стали относят к материалам с низкой относительной магнитной проницаемостью, не превышающей уровень 1,01. Это аустенитные стали, созданные на базе сплавов системы железо-углерод-марганец, к числу которых можно отнести, например, широко известные стали типа «Ферманал». Магнитная структура данных материалов в области нормальных температур представляет собой неупорядоченный магнетик типа спинового стекла со статистически распределенными в нем кластерами, обладающими антиферромагнитным упорядочением. При этом она очень чувствительна к характеристикам технологического процесса производства отливок из данного материала, что делает особенно актуальной задачу обеспечения его стабильности.
Известен способ получения отливок из высокомарганцевой стали, включающий размещение в массивных узлах отливки внутренних холодильников, форма которых соответствует форме отливки, заливку формы расплавом и последующее охлаждение. В качестве сплава внутренних холодильников используют железо-углеродистый сплав с углеродным эквивалентом 3,8-4,6, например, чугун следующего химического состава, мас.%: углерод - 3,74,5; марганец - 11,5-15,0; кремний - 0,3-0,5; хром - 0,2-0,4; железо - остальное [1]. Полученные отливки имеют однородную структуру по всему объему, отсутствуют несплошности, окисные плены, обеспечивается высокая эксплуатационная стойкость. Судя по описанию, отливки получают в песчаных формах. Вопрос об относительной магнитной проницаемости не рассматривается.
Способ по приведенному аналогу имеет следующие недостатки: возникает необходимость использования в качестве материала внутреннего холодильника железоуглеродистого сплава строго определенного химического состава, соответствующего требуемому уровню значений углеродного эквивалента; применение литейной песчаной формы приводит к образованию карбидов марганца при медленном охлаждении отливки, а кислый характер материала формы - к химическому взаимодействию с металлом отливки и обеднению его поверхностного слоя марганцем. В обоих случаях происходит увеличение уровня относительной магнитной проницаемости до недопустимых значений.
В качестве прототипа принят способ получения стальных отливок, в том числе из высокомарганцевой стали, включающий нанесение на рабочую поверхность металлической формы облицовочного защитного покрытия, заливку в форму расплава и последующее охлаждение [2]. После нанесения в несколько слоев облицовочного защитного покрытия на него наносят один или несколько слоев краски, в качестве защитного покрытия используют облицовку на основе пылевидного кварца. Материал отливок - сталь 110Г13Л, содержащая 11-15% мас. марганца. Холодильники не используются.
Недостатки способа: трудоемкость в части нанесения облицовочного защитного покрытия из-за использования специальной оснастки, ее переналадки для создания определенной толщины покрытия; необходимость исключения прямого удара стального расплава в рабочую поверхность формы, разрушения ее защитного покрытия, а возможно, и самой формы, способствующего образованию литейных дефектов на поверхности отливки; значительная толщина облицовочного защитного покрытия и отсутствие холодильников не обеспечивают достаточно высокой скорости охлаждения отливки, она сравнима со скоростью охлаждения при литье в разовые песчаные формы, что приводит к выделению карбидов и увеличению уровня относительной магнитной проницаемости, а кислый характер материала облицовки при малейшем повреждении слоя краски обусловливает химическое взаимодействие с металлом отливки, обеднение его поверхностного слоя марганцем, а также увеличение уровня относительной магнитной проницаемости до недопустимых значений и образование поверхностных дефектов (повышенная шероховатость, налипание, пригар).
Эти недостатки устраняются предлагаемым решением.
Ставится задача снижения трудоемкости способа в части нанесения на рабочую поверхность металлической формы облицовочного защитного покрытия, а также обеспечения высокого качества отливок.
Технический результат - исключение литейных дефектов на поверхности отливок при стабильности уровня их относительной магнитной проницаемости.
Этот технический результат достигается тем, что в способе получения отливок из высокомарганцевой стали, включающем нанесение на рабочую поверхность металлической формы облицовочного защитного покрытия, заливку в форму расплава и последующее охлаждение, облицовочное покрытие толщиной 05-1,0 мм на рабочую поверхность металлической формы наносят перед каждой заливкой, а в зумпфе литниковой системы жестко фиксируют холодильник в виде пластины толщиной 1,0-2,0 мм, который предварительно нагревают до температуры до 0,05-0,1Тзал, где Тзал - температура заливки высокомарганцевой стали в форму.
Нанесение тонкого облицовочного защитного покрытия на рабочую поверхность металлической формы пульверизатором перед каждой заливкой снижает трудоемкость процесса, решает проблему длительности эксплуатационного ресурса металлической формы, а выбор его оптимальной толщины позволяет регулировать скорость затвердевания формирующейся отливки, что особенно важно для обеспечения необходимого уровня ее относительной магнитной проницаемости и стабильности технологического процесса при сохранении высокого качества отливки.
Нанесение на рабочую поверхность металлической формы защитного покрытия толщиной менее 0,5 мм не позволяет гарантировать его длительный эксплуатационный ресурс и обусловливает высокую вероятность трещинообразования в отливках. При толщине покрытия более 1,0 мм недопустимо повышается относительная магнитная проницаемость материала отливки при выделении в структуре стали карбидных фаз. В этом случае для облицовки металлической формы требуется специальная оснастка, чтобы предотвратить снижение качества поверхности отливок из-за подтеков, наплывов и неравномерности толщины слоя покрытия.
Размещение холодильника в зумпфе литниковой системы позволяет исключить размыв поверхности металлической формы струей заливаемого стального расплава даже при достаточно существенной высоте стояка в течение всего времени заливки. Выбор железоуглеродистого сплава (например, Ст 3) в качестве материала холодильника позволяет избежать нежелательного микролегирования заливаемой в кокиль высокомарганцевой стали, которое может негативно сказаться на относительной магнитной проницаемости и микроструктуре материала отливки. Выбор формы холодильника в виде пластины упрощает его размещение в литейной форме. Жесткая фиксация холодильника предотвращает его смещение относительно заданного положения при заливке формы. При толщине пластины менее 1,0 мм она может быстро расплавиться, и тогда неизбежен размыв поверхности формы, а при толщине более 2,0 мм пластина не успеет расплавиться, что приведет к спаю или недоливу, особенно вероятным в случае изготовления тонкостенных отливок.
Предварительный перед размещением в литейной форме нагрев внутреннего холодильника необходим для снятия с его поверхности влаги, конденсата и масла, наличие которых может привести к такому дефекту отливки, как газовая пористость. Нагрев внутреннего холодильника до температур, меньших уровня 0,05Тзал, не обеспечивает снятия влаги, конденсата и масла с поверхности холодильника в полной мере. Перегрев внутреннего холодильника выше 0,1Тзал ведет к возникновению на поверхности холодильника окисной пленки и, как следствие, попаданию неметаллических включений в тело отливки при заполнении рабочей полости формы стальным расплавом, а также может способствовать нежелательному увеличению относительной магнитной проницаемости материала и получению дефектной структуры отливки.
Способ осуществляв следующим образом.
Высокомарганцевую сталь выплавляют в индукционной печи. Готовят к заливке металлические формы (кокили), нанося на их рабочую поверхность облицовочное защитное покрытие тонким слоем. Это действие повторяют перед каждой заливкой. В зумпфе литниковой системы жестко фиксируют холодильник в виде тонкой пластины, который предварительно нагревают для снятия с его поверхности влаги, конденсата и масла, согласовывая температуру нагрева с температурой заливки стали в форму. Устанавливают необходимые литейные стержни. Применяют верхнюю литниковую систему. В подготовленные формы заливают стальной расплав. Охлаждают отливки вместе с металлической формой в течение необходимого расчетного времени, выбивают из форм, очищают. Проводят визуальный контроль поверхности отливок и контроль уровня относительной магнитной проницаемости.
Пример реализации способа.
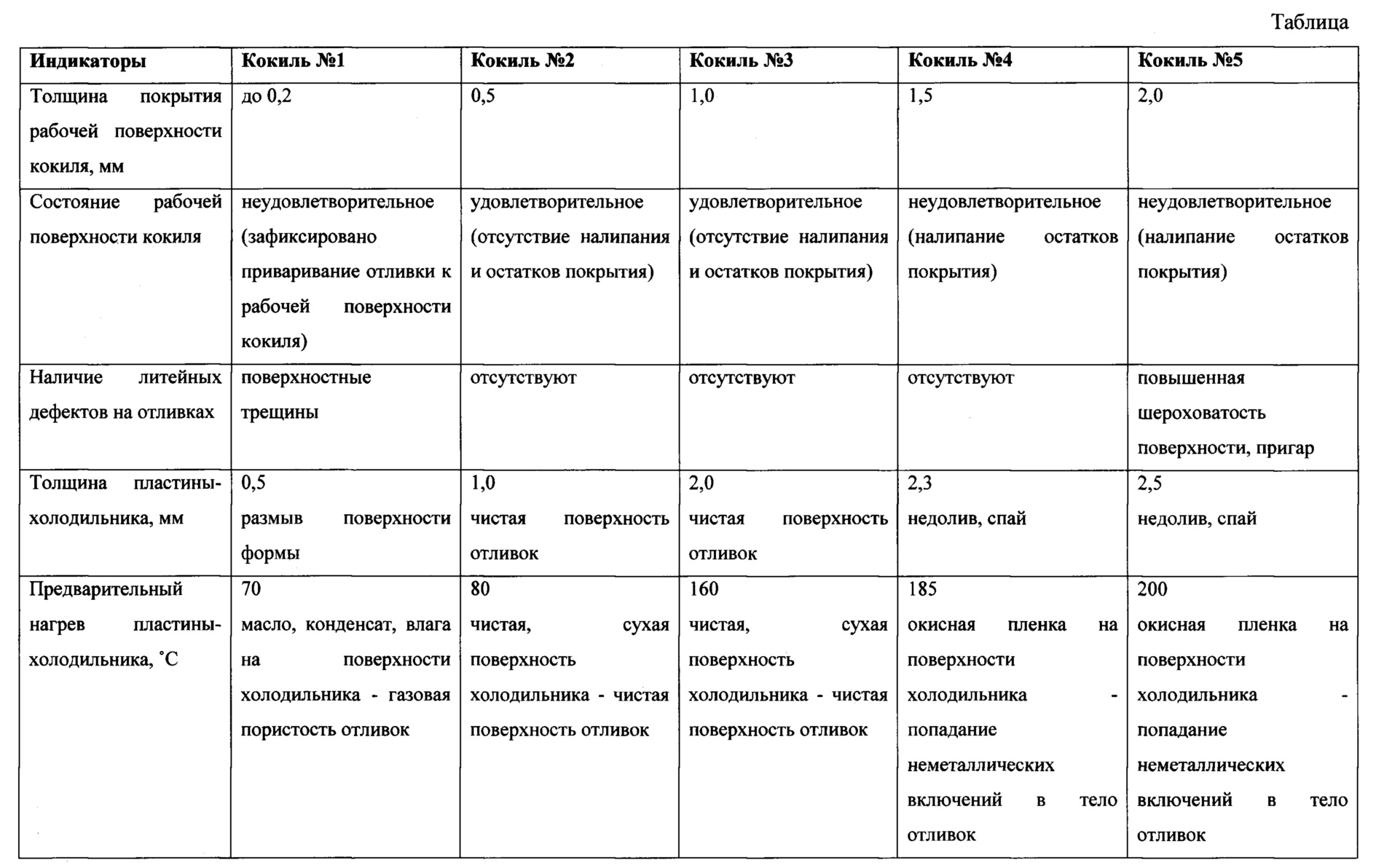
Высокомарганцевую сталь химического состава, мас.%: 0,85-1,05 С; 13,0-16,0 Mn; не более 1,5 Si; не более 1,0 Cr; не более 0,2 Р; не более 1,0 Ni; не более 2,5 Аl; остальное - Fe - выплавляли в индукционной плавильной печи типа ИСТ-0,4/0,32М. Для изготовления отливок «Балластина» массой 30 кг использовали металлические формы (кокили) из чугуна марки СЧ30 ГОСТ1412, на рабочую поверхность которых перед каждой заливкой пульверизатором наносили облицовочное защитное покрытие состава мас.%: кварц молотый пылевидный ГОСТ9077 - 30, глина формовочная бентонитовая ГОСТ28177 - 2,5, стекло жидкое натриевое (модуль М=2,7) ГОСТ13078 - 3,5, вода - остальное. Толщина покрытия рабочей поверхности кокилей варьировалась в интервале от 0,2 до 2,0 мм: кокиль №1 - до 0,2 мм; кокиль №2 - 0,5 мм; кокиль №3 - 1,0 мм; кокиль №4 - 1,5 мм; кокиль №5 - 2,0 мм.
Холодильник в виде пластины толщиной 1,5 мм из сплава Ст3 нагревали до температуры 150°С и жестко фиксировали в зумпфе литниковой системы металлической формы. Применяли верхнюю литниковую систему. Литейные стержни изготавливали по α-set-процессу и окрашивали краской ЛПЦ10. Температура заливки стального расплава в формы составляла 1600°С. После охлаждения в течение 10 мин отливки выбивали из форм и очищали от окалины и пригара, если они имели место. Далее проводили визуальный контроль качества рабочей поверхности металлических форм и отливок, полученных в кокилях №№1…5. Контроль относительной магнитной проницаемости отливок осуществляли с помощью универсального ферритометра МК-1.2Ф. Согласно техническим требованиям, относительная магнитная проницаемость материала отливок не должна была превышать 1,01.
В других примерах меняли параметры процесса в соответствии с формулой изобретения. Результаты приведены в таблице.
О высоком качестве структуры отливок свидетельствует стабильность их относительной магнитной проницаемости.
Таким образом, изложенное сочетание приемов предлагаемого способа позволяет достичь технического результата.
Источники информации
1. Авторское свидетельство SU №1659169, B22D 27/04, опубл. 30.06.91.
2. Святкин Б.К., Егорова М.Б. Производство отливок в кокили. - М.: Высшая школа, 1989, с. 136-138.

Способ нанесения защитного покрытия на пресс-форму для литья под давлением
Шлакообразующая смесь для плавки чугуна
Высокопрочный хладостойкий чугун
Способ получения высокопрочного чугуна с шаровидным графитом
Способ изготовления отливок из чугуна с дифференцированной структурой
Способ удаления цинка с оцинкованной стали
Экзотермическая смесь для обогрева прибылей стальных и чугунных отливок
Способ изготовления оболочковых керамических форм
Противопригарная краска для литейных форм и стержней
Накладной феррозондовый шунт

