Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ИЗ СЕКТОРАЛЬНЫХ СЕГМЕНТОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к способу изготовления рабочего колеса для центробежного компрессора.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Рабочее колесо для центробежной роторной машины, такой как центробежный компрессор, в целом, содержит приблизительно дисковидный основной корпус, имеющий переднюю и заднюю поверхности в соответствии с направлением потока текучей среды и центральное круглое отверстие, совмещаемое со ступицей, прикрепленной к оси вращения, покрывающий диск, имеющий переднюю и заднюю поверхности и расположенный на расстоянии от основного корпуса, и ряд лопаток, соединяющих переднюю поверхность основного корпуса и заднюю поверхность покрывающего диска. Передняя поверхность основного корпуса, задняя поверхность покрывающего диска и боковые поверхности лопаток образуют каналы, которые служат в качестве проточных каналов для сжатия воздуха. Обычно лопатки проходят по изогнутой линии, изгибающейся как в радиальном, так и в осевом направлениях. Передняя поверхность основного корпуса и задняя поверхность покрывающего диска изогнуты соответственно с кривизной лопаток. Воздушный поток поступает в рабочее колесо по касательной к передней поверхности основного корпуса и выходит из рабочего колеса в осевом направлении. Снабженное покрывающим диском рабочее колесо может быть изготовлено из одной сплошной заготовки материала, или вместо этого оно может быть выполнено из двух или более компонентов, закрепленных совместно с образованием готового изделия. Обычно закрепление различных компонентов выполняют сваркой. Рабочее колесо может быть изготовлено из одной сплошной заготовки фрезерованием, однако этот способ является весьма сложным и трудоемким вследствие ограниченной досягаемости, обусловленной сложной формой проточных каналов. Способ электроэрозионной обработки (ЭЭО) также является вариантом для изготовления из одной заготовки посредством эрозии, создаваемой электроискровым удалением металла. В этом способе в качестве режущего инструмента используют электрическую искру для эрозии отдельного монолитного диска, чтобы создать готовую деталь с проектной формой. Способ удаления металла выполняют пропусканием пульсирующего («включено-выключено») электрического заряда, создаваемого током высокой частоты, через электрод к обрабатываемой детали. Этот способ включает этап механической обработки одной детали посредством предварительного фрезерования с последующей черновой обработкой ЭЭО, а также чистовой обработкой ЭЭО. По изложенной выше причине, чтобы получить соответствие проектному решению сложных каналов, необходимо использовать электроды и инструменты, имеющие особую форму. Этот способ является весьма трудоемким, занимающим большое количество рабочих дней для создания одного рабочего колеса. Кроме того, рабочее колесо может быть изготовлено путем создания первых двух компонентов, т.е. создания лопаток путем фрезерования основного корпуса или покрывающего диска, а затем сварки этих двух частей. Поскольку при отсутствии хорошей досягаемости во время сварки весьма сложно заполнить внутреннее соединение между лопатками и основным или покрывающим диском, то в закреплении могут легко образоваться дефекты сварного соединения и соответственно может возникнуть опасность растрескивания и деформации, т.е. может стать весьма сильной тепловая деформация, обусловленная локальными высокими температурами. Кроме того, поверхности проточного канала, в целом, не будут иметь требуемую гладкость. Наконец, весьма трудно получить рабочее колесо требуемого высокого качества и надежности, используя известные способы. Соответственно, существует крайняя необходимость в способе изготовления рабочего колеса с более высоким качеством, меньшим временем изготовления изделия и меньшими затратами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, основной целью изобретения является создание нового способа изготовления рабочего колеса, который является простым и требует меньшего времени для механической обработки. Другой целью изобретения является создание способа изготовления рабочего колеса, имеющего высокое качество и надежность.
Другой целью изобретения является создание рабочего колеса для центробежного компрессора, обеспечивающего возможность для использования передовой технологии производства.
Еще одной целью изобретения является способ, обеспечивающий возможность изготовления рабочего колеса, имеющего сложную геометрию.
Таким образом, указанные цели достигаются в данном изобретении путем создания способа изготовления рабочего колеса для центробежной роторной машины, которое в соответствии с п. 1 формулы изобретения содержит почти дисковидный основной корпус, имеющий переднюю и заднюю поверхности, покрывающий диск, имеющий переднюю и заднюю поверхности и расположенный на расстоянии от передней поверхности основного корпуса, лопатки, прикрепленные к передней поверхности основного корпуса и соединяющие основной корпус с покрывающим диском, причем боковые поверхности лопаток, передняя поверхность корпуса и задняя поверхность покрывающего диска образуют проточные каналы для сжатия воздуха, при этом способ включает изготовление отдельных сегментов рабочего колеса, состоящих из отдельной лопатки, секции корпуса и соответствующей секции покрывающего диска, а затем объединение вместе указанных сегментов для создания рабочего колеса.
Другой аспект данного изобретения обеспечивает рабочее колесо для центробежной роторной машины в соответствии с п. 11 формулы изобретения.
Преимущественно отдельные сегменты могут быть изготовлены с использованием способов аддитивной технологии, аналогичных прямому лазерному наплавлению металла (ПЛНМ). Преимущественно отдельные сегменты соединяют вместе сваркой или сваркой трением. Отдельные секторы также могут быть не объединены друг с другом, а прикреплены к ступице или непосредственно к валу механическими соединениями или сваркой. Преимущественно отдельные секторы или полностью рабочее колесо могут быть прикреплены к ступице механическими соединениями, наподобие пазовых соединений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие свойства и преимущества данного изобретения будут более понятны из подробного описания предпочтительного, но не исключительного варианта выполнения рабочего колеса для роторной машины, проиллюстрированного путем неограничительных примеров со ссылкой на сопроводительные чертежи, на которых
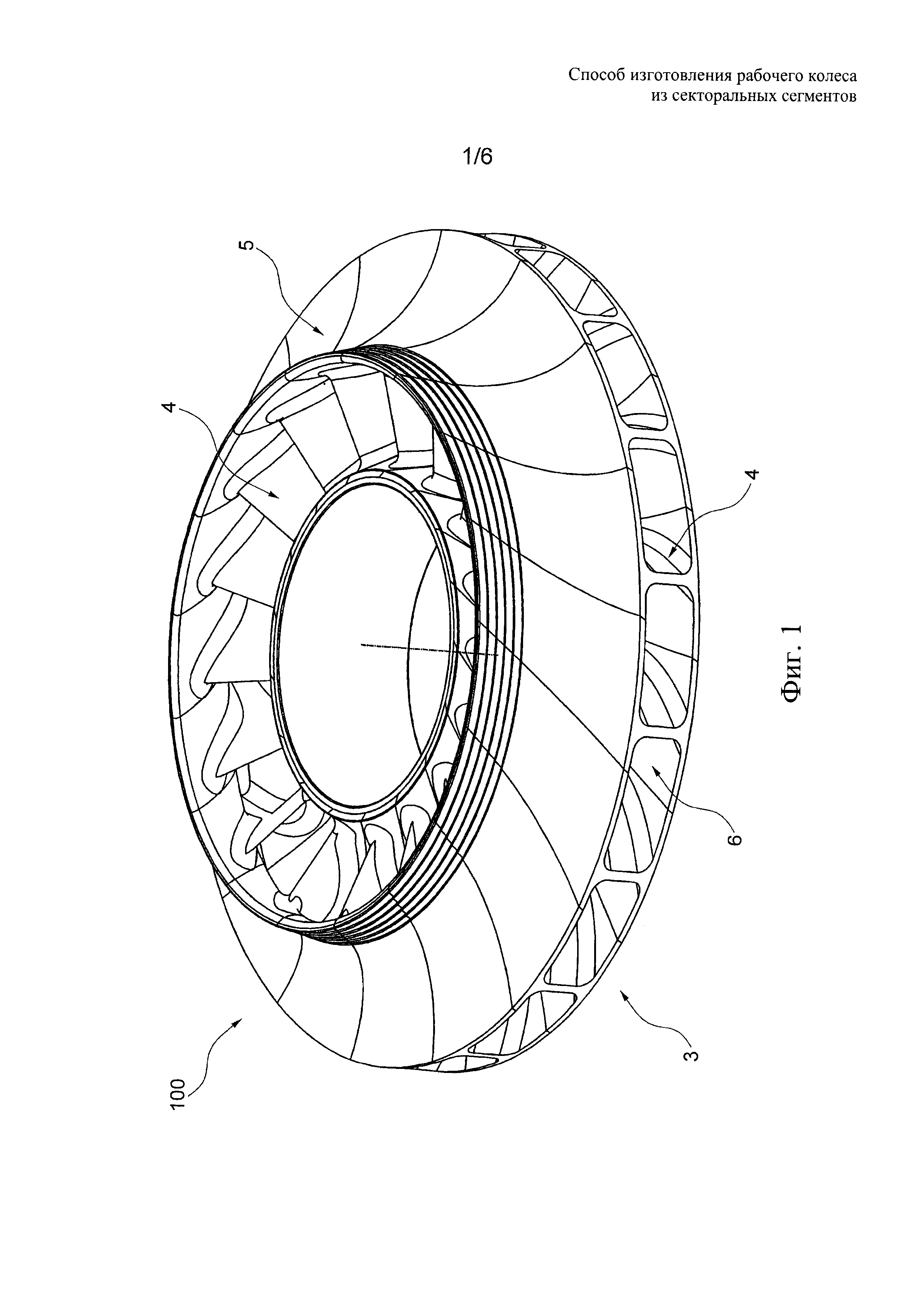
фиг. 1 изображает вид в аксонометрии рабочего колеса в соответствии с данным изобретением,
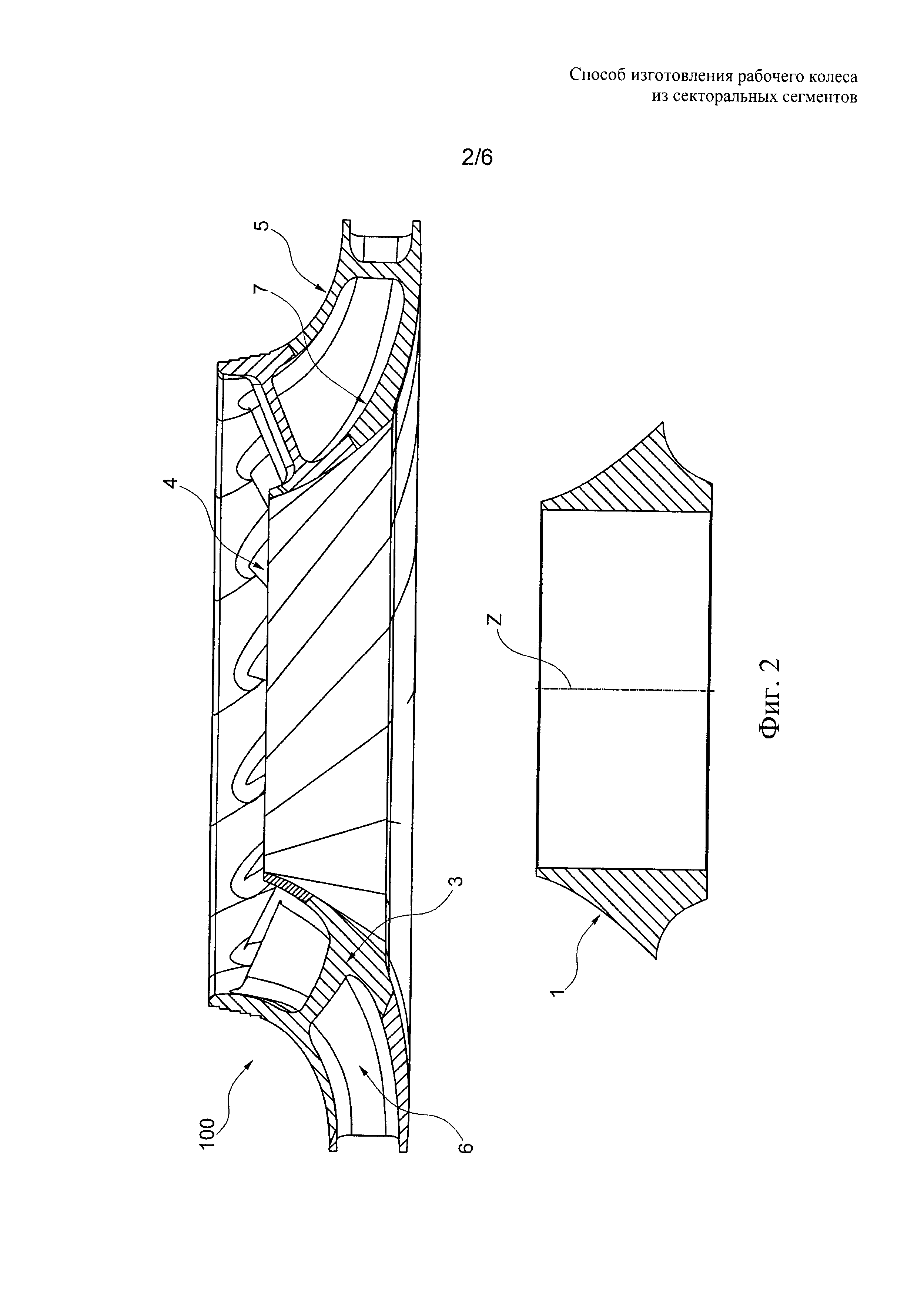
фиг. 2 изображает покомпонентный разрез рабочего колеса перед его прикреплением к ступице,
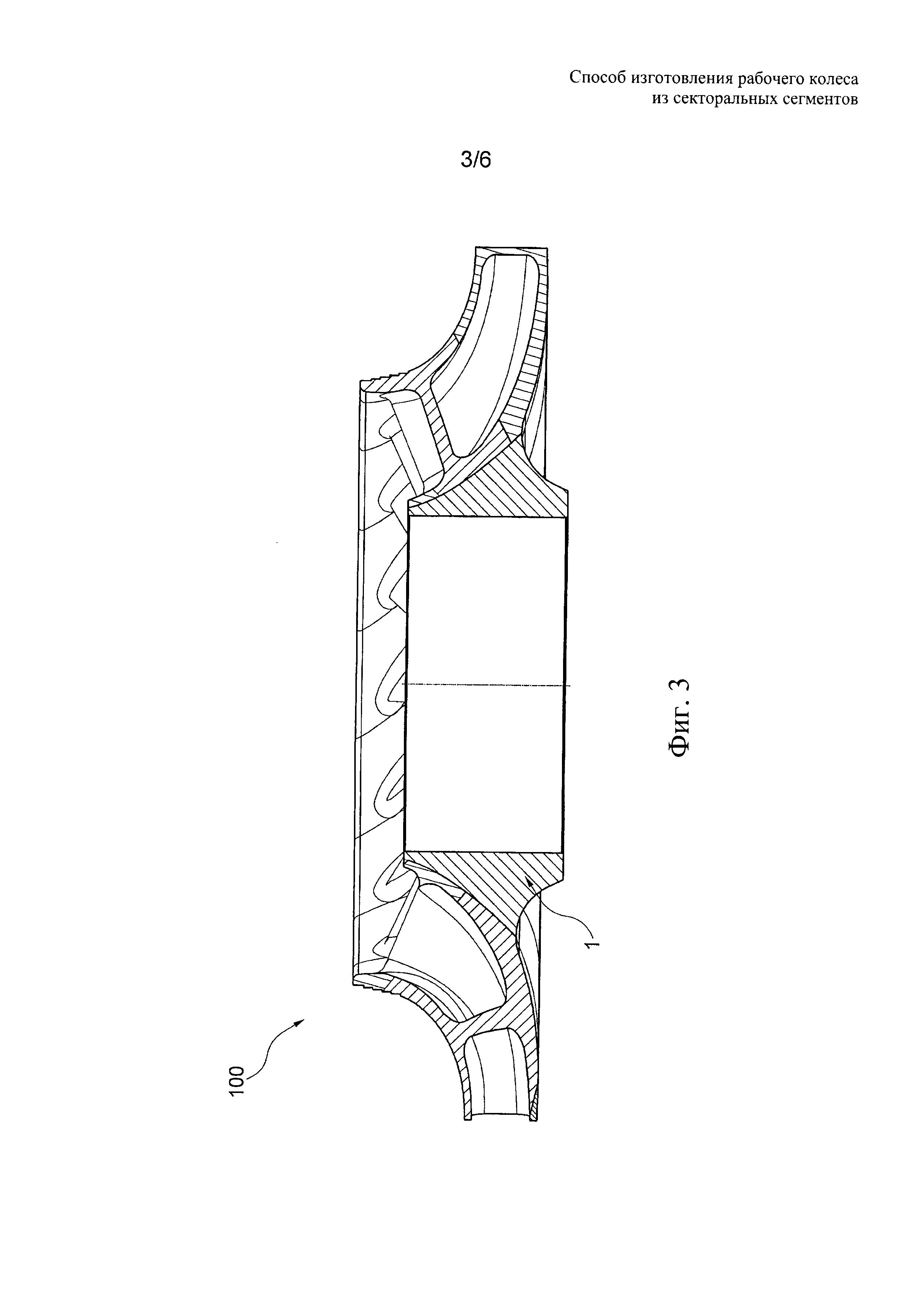
фиг. 3 изображает поперечный разрез рабочего колеса, присоединенного к ступице,
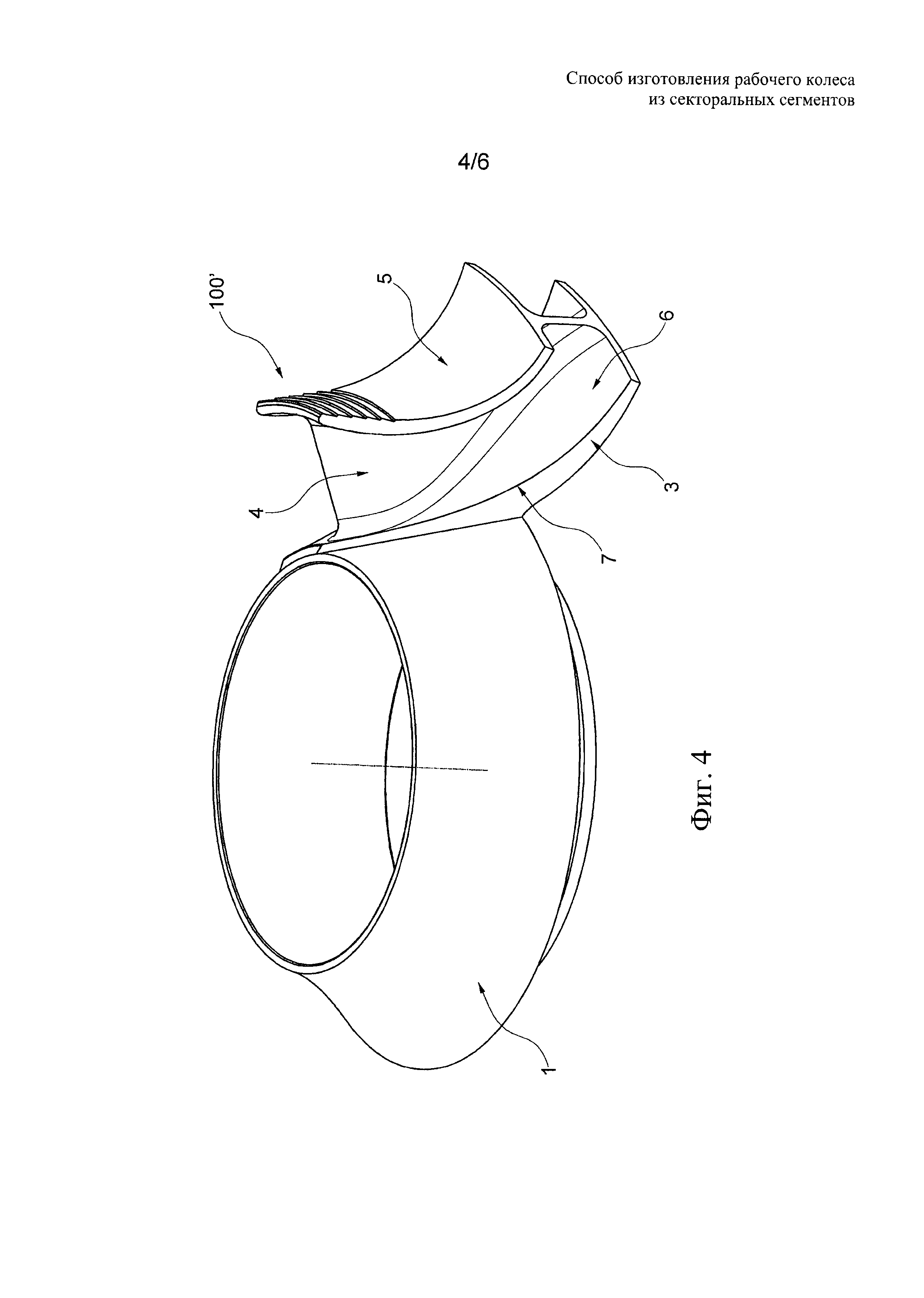
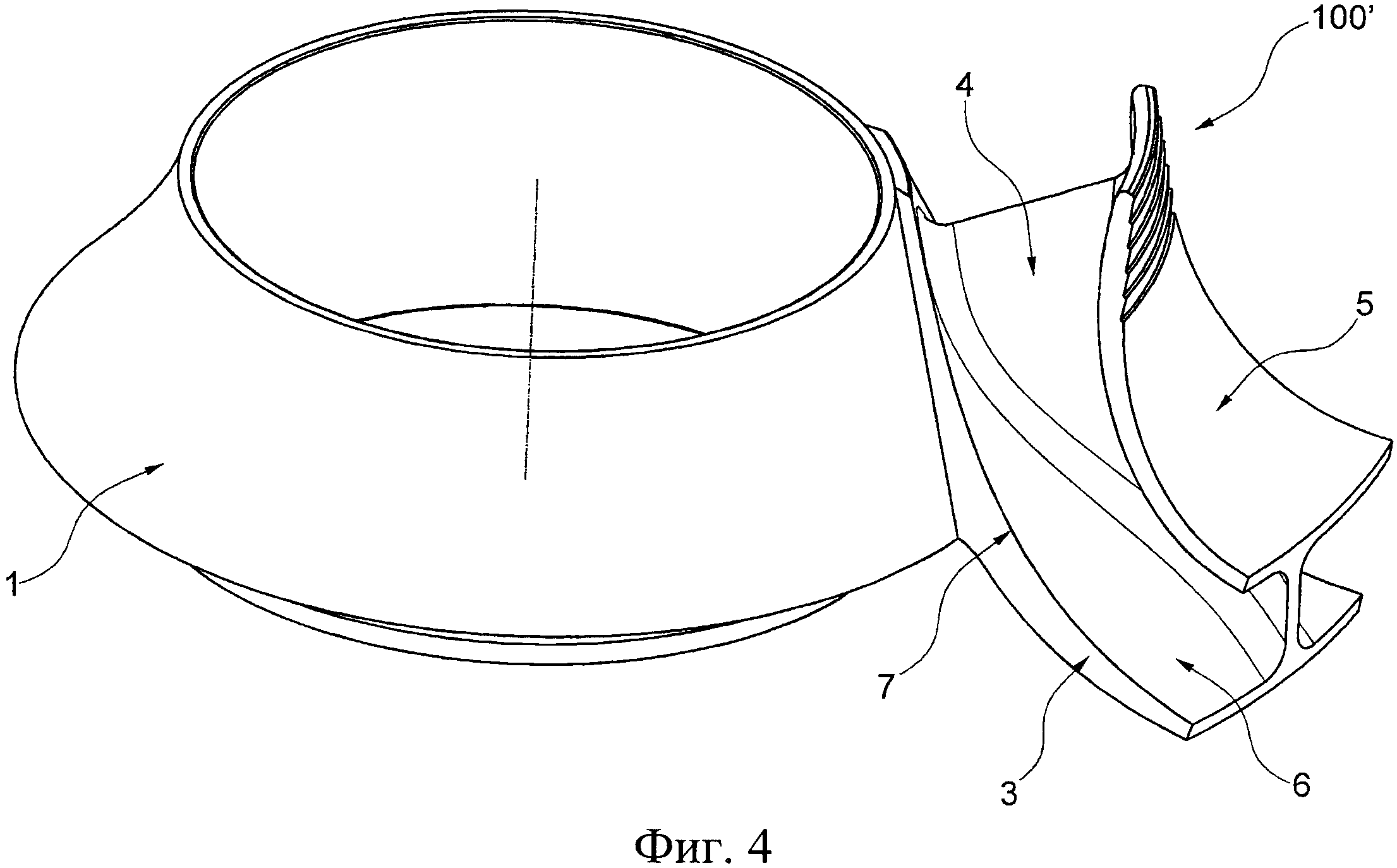
фиг. 4 изображает один сегмент рабочего колеса, присоединенного к ступице,
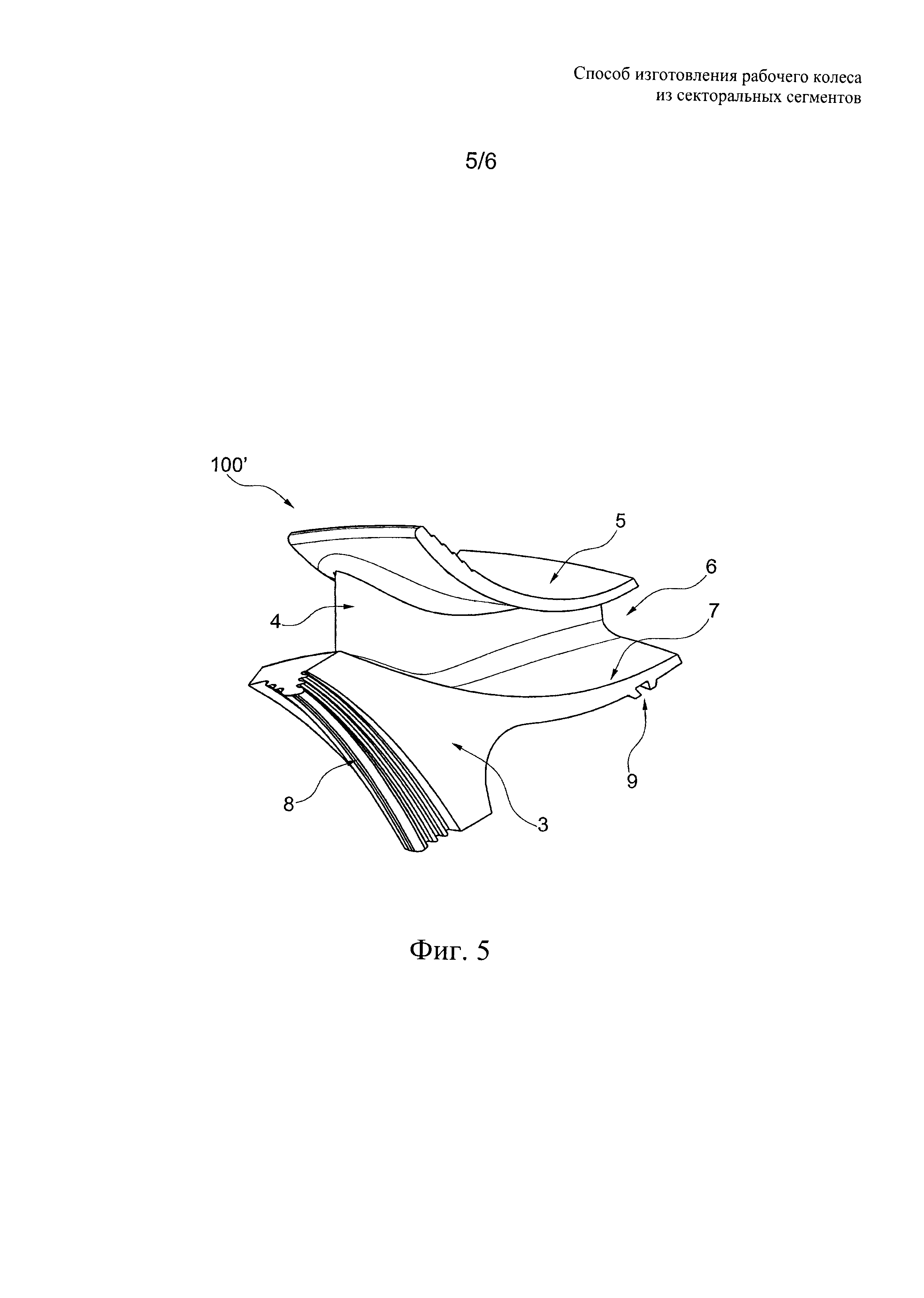
фиг. 5 изображает вид в аксонометрии сегмента рабочего колеса в соответствии с другим вариантом выполнения данного изобретения,
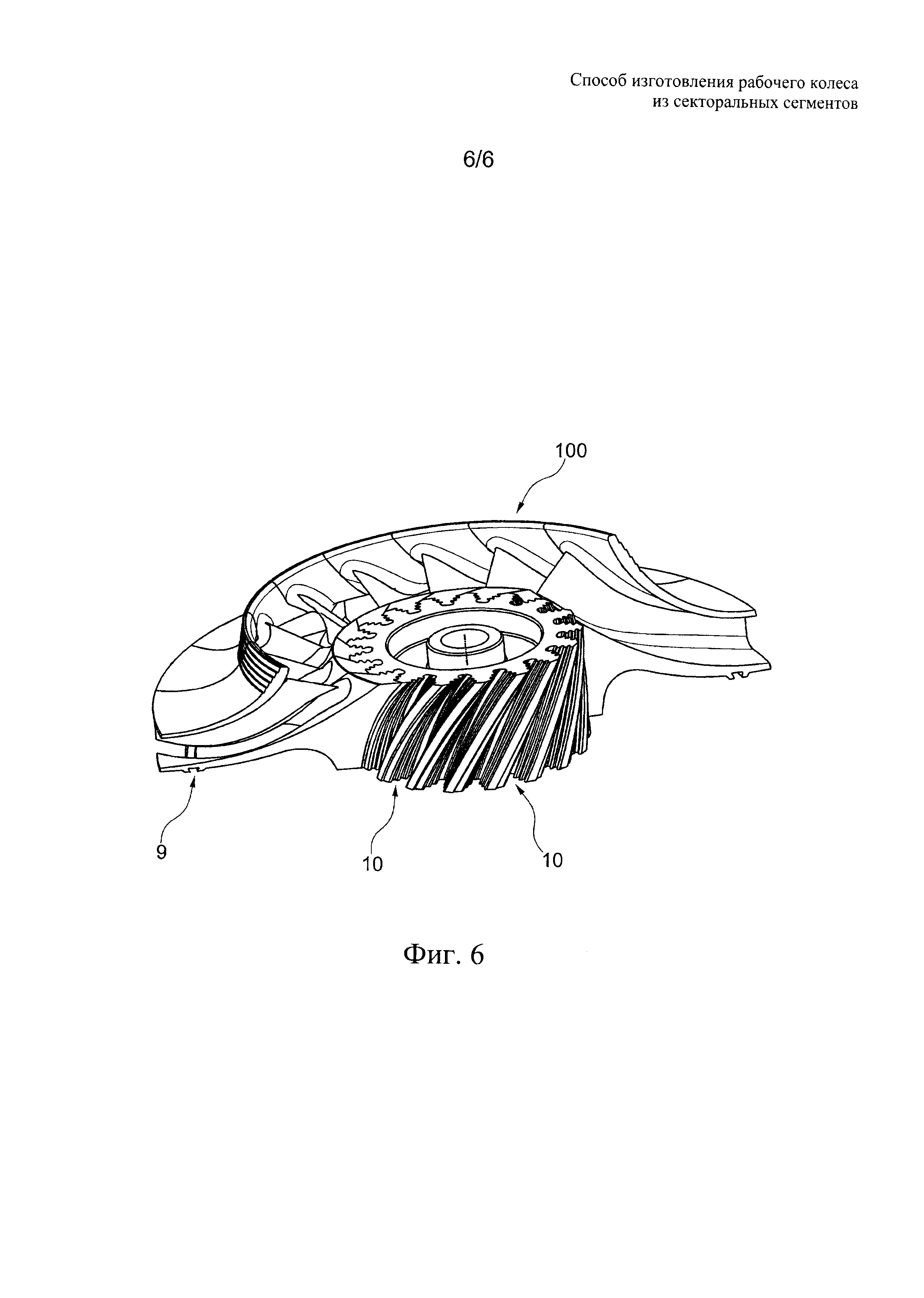
фиг. 6 изображает вид в аксонометрии рабочего колеса, содержащего сегменты, изображенные на фиг. 5.
Одинаковые номера позиции на чертежах обозначают одинаковые элементы или компоненты.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 и 2 показано аксонометрическое изображение пространственного рабочего колеса, обозначенного в целом номером 100 позиции. Рабочее колесо 100 образовано дисковидным основным корпусом 3, имеющим заднюю поверхность и переднюю поверхность 7. Передняя поверхность 7, начиная от наружной круговой части, проходит практически плоско и перпендикулярно оси Ζ вращения машины, постепенно изгибаясь к центральной части в направлении оси Ζ, при этом центральная часть представляет собой круглое отверстие, выполненное с возможностью сопряжения с наружной поверхностью передней поверхности ступицы 1 или вала ротора. Покрывающий диск 5, практически повторяющий форму передней поверхности 7 корпуса 3, отделен от этой передней поверхности лопатками 4. Воздушные каналы 6, в которых происходит сжатие воздуха, образованы внутренней поверхностью покрывающего диска, передней поверхностью 7 корпуса 3 и боковыми поверхностями лопаток 4. В рабочем колесе этого типа для центробежного компрессора воздушный поток поступает в каналы по касательной к плоской поверхности корпуса в направлении оси вращения и выходит практически в вертикальном направлении параллельно указанной оси вращения из канала круглого сечения, образованного между передней поверхностью 7 корпуса и внутренней поверхностью покрывающего диска. На фиг. 2 показан покомпонентный вид в разрезе рабочего колеса этого типа со ступицей 1, которая показана в виде отдельного элемента и которая должна быть вставлена в центральную часть корпуса 3. Ступицу 1 прикрепляют к валу ротора машины. Фиг. 3 показывает окончательную сборку рабочего колеса с вставленной ступицей 1. Лопатки 4 и соответственно воздушные каналы 6 имеют в целом сложную форму. Как показано на фиг. 1 и 2, они проходят по криволинейной траектории не только в осевом направлении, но также с загибом назад относительно направления вращения рабочего колеса. Эти особенности рабочего колеса существенно усложняют работу по фрезерованию и сварке, требуя больших затрат труда, даже при использовании специальных инструментов, пригодных для введения в эти воздушные каналы 6 и работы в них. Эти затруднения мешают получить хорошие точность, соответствующую шероховатость поверхности и полезное время. Для устранения этих недостатков в основу данного изобретения положен принцип сегментирования. Фиг. 4 иллюстрирует такой способ. По существу идея заключается в выполнении отдельных сегментов рабочего колеса, при этом, например, каждый сегмент содержит отдельную лопатку, а затем их составляют для сборки рабочего колеса путем сварки или с помощью механического замкового устройства. Сегменты могут быть присоединены друг к другу или могут быть прикреплены к валу по отдельности. На фиг. 4 номером 100' позиции обозначен один из таких сегментов, которые должны быть приварены к ступице 1. Данный сегмент составлен из сегмента покрывающего диска 5 и сегмента основного корпуса 3, соединенных лопаткой 4. На фиг. 4 также можно видеть сложную форму лопаток и каналов. Благодаря сегментированию может быть полностью решена проблема возможности доступа. Рабочее колесо может быть выполнено путем соединения отдельных сегментов 100' с помощью наружной лазерной сварки, а затем присоединения сваренных сегментов к ступице или непосредственно к валу ротора с помощью сварки с холодным переносом металла (СМТ), следующей за нагреванием и поворотом, для получения готового изделия.
Кроме того, возможно прикрепление отдельных сегментов последовательно одного за другим к ступице, как показано на фиг. 4, или непосредственно к валу ротора. Также возможно прикрепление сегмента 100' к ступице или непосредственно к валу ротора механическим замковым устройством, как показано на фиг. 5 и 6. На фиг. 5 показан сегмент, на стороне которого, обращенной к наружной поверхности ступицы, выполнен выступ 8 пазового соединения с наклонными боковыми стенками. Эти выступы 8 со скольжением входят в соединение с соответствующим сопрягаемым пазом 10 пазового соединения, показанным на фиг. 6, выполненным на наружной поверхности ступицы. Фиг. 6 показывает вид в аксонометрии в разрезе рабочего колеса, выполненного с использованием этого механического замкового устройства. Рабочее колесо может быть собрано на ступице в виде одной детали, в которой сегменты объединены вместе сваркой, с последующим введением со скольжением ступицы в центральную часть, или введением скольжением сегментов одного за другим в пазы пазового замка ступицы. При использовании механического замкового устройства отдельный сегмент может быть выполнен с пазом 9, расположенным на задней плоской боковой поверхности корпуса 3, см. фиг. 5 и 6, и образующим в собранном рабочем колесе круговой паз, в который может быть вставлено кольцо для совместного закрепления сегментов. Изготовление отдельного сегмента лопатки является не только простым, быстрым и дешевым, но и обеспечивает возможность применения передовых технологий производства, например применения композиционного материала или способов, таких как прямое лазерное наплавление металла (ПЛНМ), когда лазером выполняют наплавление металлического порошка с образованием сплошной трехмерной детали в процессе последовательного послойного добавления слоев. По сравнению с большим количеством дней, необходимых для изготовления рабочего колеса по известной технологии, например по способу электроэрозионной обработки (ЭЭО), для которого требуется этап предварительного фрезерования с последующей черновой и чистовой обработкой ЭЭО, сборка готовых отдельных сегментов с лопатками занимает лишь несколько часов при значительной экономии времени и затрат, не считая улучшения в качестве. Изготовление рабочего колеса путем сборки отдельных сегментов лопаток, при простоте изготовления и высокой универсальности процесса, обеспечивает также возможность проектирования и создания проточной части с улучшенными рабочими характеристиками и новой геометрией, что на данный момент времени еще не является возможным.
Компрессор, система для подвода уплотнительного газа и способ
Компрессор влажного газа и способ
Компенсатор давления
Лабиринтное уплотнение со спиральной и смешанной спирально-цилиндрической конфигурацией с высокой демпфирующей способностью
Компрессор с высокой степенью сжатия и с более чем одним промежуточным охлаждением и связанный с ним способ
Регулирование времени открытия клапана с кулачковым приводом, поршневой компрессор и способ
Охлаждение рабочего колеса центробежного компрессора
Поршневой компрессор, герметичное при повышенном давлении уплотнение и способ
Электромагнитный привод для поршневого компрессора
Магнитный упорный подшипник, турбомашина и способ
Способ полировки деталей аэродинамических устройств

