Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к получению изделий из высокожаропрочных деформируемых никелевых сплавов, в частности заготовок дисков газотурбинных двигателей (ГТД).
Диски газотурбинных двигателей являются одними из самых высоконагруженных деталей двигателей и к ним предъявляются повышенные требования надежности. Обеспечение этих требований возможно при получении в штампованных заготовках дисков с однородной (регламентированной) структурой с размером микрозерна не более 15 мкм. Горячая штамповка в штампах, нагретых до температур 400-700°C, не обеспечивает однородной микроструктуры по объему штампованных заготовках дисков из-за высокого градиента температур между заготовкой и штампом, а также имеет низкий коэффициент использования металла (КИМ) из-за дефектов поверхности штамповок.
Обеспечить требуемую структуру в штампованных заготовках дисков и повысить КИМ позволяет изотермическая штамповка с малыми скоростями деформации. Высокожаропрочные сплавы имеют температуру деформации от 1030 до 1150°C. Для изотермической штамповки в этом диапазоне температур использование никелевых сплавов в качестве штампового инструмента невозможно из-за низкой стойкости материала штампов.
Известен способ получения изделия из жаропрочного никелевого сплава, включающий получение литой заготовки под деформацию направленной кристаллизацией в керамической форме, предварительную штамповку заготовки проводят осадкой за два или более перехода в закрытом контейнере в изотермических условиях (подпрессовкой), при этом постоянная температура деформации (изотермические условия) обеспечиваются термической изоляцией. Окончательную штамповку проводят в интервале температур от  до
до  (RU №2215059, опубл. 27.10.2003, C22F 1/10).
(RU №2215059, опубл. 27.10.2003, C22F 1/10).
Недостатком данного способа является высокая трудоемкость процесса, связанная с изготовлением индивидуальных керамических форм и многопереходной штамповкой, невозможность получения крупногабаритных заготовок. Использование термической изоляции приводит к снижению коэффициента использования металла и недостаточной однородности структуры.
Наиболее близким аналогом, взятым за прототип, является способ получения изделия из жаропрочных сплавов на никелевой основе Rene™ 88 DT и МЕ3 с требуемыми свойствами методом штамповки на воздухе в изотермических условиях.
Способ включает получение исходных заготовок методом прессования слитка или компактированной порошковой заготовки требуемого химического состава; нагрев деформируемой заготовки на воздухе до температуры от 927°C (1700°F) до температуры примерно 1010°C (1850°F), нагрев штампов на воздухе до температуры от 927°C (1700°F) до температуры примерно 1010°C (1850°F); штамповку в открытых штампах, нагретых до температуры нагрева штампуемой заготовки, со скоростью деформации не более чем 0,010 с-1; штамповку проводят в штампах, изготовленных из любого суперсплава на основе никеля, материал которого имеет предел ползучести не ниже напряжения течения металла штампуемой заготовки при выбранных температуре и скорости штамповки; после окончательной или промежуточной штамповки проводят отжиг выше температуры растворения 
 (US №908519, опубл. 21.06.2005, С22С 1/10).
(US №908519, опубл. 21.06.2005, С22С 1/10).
Способ-прототип имеет следующие недостатки:
- невозможность нагрева на воздухе штампов на основе никелевого суперсплава выше температуры 1010°C, что связано со снижением ползучести по сравнению с напряжением течения металла штампуемой заготовки и высокой окисляемостью при температурах выше 1010°C. Для изотермической штамповки в условиях сверхпластичности серийных высокожаропрочных сплавов на никелевой основе, таких как ЭП742ИД, ЭК151ИД, ЭП975 ИД и др. требуются температуры от 1050 до 1150°C. Суперсплавы на никелевой основе для применения в качестве штамповой оснастки не обеспечивают удовлетворительную работоспособность при этих температурах;
- нагрев на воздухе заготовок из сплава на никелевой основе выше температуры 1010°C сопровождается сильным окислением заготовки, что требует дополнительной механической обработки и снижает коэффициент использования металла;
- промежуточный отжиг при многопереходной штамповке выше  приводит к росту зерна в заготовке первого перехода и не обеспечивает однородности структуры по всему объему сложнопрофильных штамповок, полученных на заключительной стадии штамповки;
приводит к росту зерна в заготовке первого перехода и не обеспечивает однородности структуры по всему объему сложнопрофильных штамповок, полученных на заключительной стадии штамповки;
- применение открытой штамповки без бокового подпора металла (фигура 2) приводит к образованию больших радиусов на боковой поверхности штамповок и больших уклонов при оформлении сложной гравюры штампа (фигура 3), снижает коэффициент использования металла и увеличивает объем механической обработки;
- отсутствие гомогенизационного отжига выше  (особенно при использовании слитка) приводит к неоднородности химического состава и структуры в прессованных полуфабрикатах.
(особенно при использовании слитка) приводит к неоднородности химического состава и структуры в прессованных полуфабрикатах.
Технической задачей предлагаемого изобретения является создание способа получения изделий типа штамповок дисков ГТД из высокожаропрочных никелевых сплавов с однородной регламентированной структурой в сложнопрофильных штамповках (с большой разницей степеней деформации по сечению штамповок) и стабильным уровнем свойств, снижение усилий штамповки за счет реализации эффекта сверхпластичности, повышение коэффициента использования металла.
Технический результат заявленного изобретения заключается в разработке способа изготовления штамповок дисков ГТД из высокожаропрочных сплавов на никелевой основе с однородной (регламентированной) структурой методом изотермической штамповки на воздухе при температурах 1030 до 1150°С.
Для достижения поставленного технического результата предложен способ получения изделия из жаропрочного никелевого сплава, включающий получение прессованной заготовки путем прессования исходной заготовки в виде слитка или компактированной порошковой заготовки, нагрев прессованной заготовки на воздухе и последующую штамповку за один или несколько переходов на воздухе в штампах, нагретых до температуры нагрева заготовки, и отжиг после штамповки. Перед прессованием проводят гомогенизационный отжиг исходной заготовки при температуре выше температуры растворения γ'-фазы (Тпрγ'), перед штамповкой проводят отжиг полученной прессованной заготовки при температуре ниже Тпрγ'. При этом перед каждым нагревом перед штамповкой на заготовку наносят защитное технологическое покрытие и нагревают на воздухе до температуры от 1030 до 1150°С. Штамповку на воздухе проводят с переменной скоростью деформации заготовки от 0,02 до 0,1 с-1 в штампе.
Предпочтительно при многопереходной штамповке после каждого перехода проводят промежуточный отжиг ниже температуры полного растворения γ'-фазы (Тпрγ'). Штамповку проводят в закрытом штампе, извлечение штамповки из штампа осуществляется выталкивателем.
Проведение гомогенизационного отжига при температуре выше растворения γ'-фазы перед получением прессованной заготовки из слитка или компактированной порошковой заготовки позволяет получать однородный химический состав и структуру в прессованных полуфабрикатах, предназначенных для последующей штамповки.
Отжиг перед штамповкой мерной исходной заготовки при температуре ниже температуры полного растворения 
 обеспечивает равномерное распределение
обеспечивает равномерное распределение 
Штампы должны иметь предел ползучести материала не менее чем напряжение течения металла деформированной заготовки из высокожаропрочных сплавов на никелевой основе и низкую окисляемость на воздухе, что позволяет реализовать процесс изотермической штамповки с использованием эффекта сверхпластичности при штамповке на воздухе при температурах от 1030 до 1150°C, что позволяет проводить изотермическую штамповку на воздухе дисков ГТД из высокожаропрочных сплавов, таких как ЭП742-ИД, ЭК151-ИД, ЭП975-ИД и др. Изотермическая штамповка позволяет получить в штамповках дисков ГТД однородную (регламентированную) структуру, стабильный уровень свойств, обеспечивает снижение усилий штамповки, повышение коэффициента использования металла. Штамповка с переменной скоростью деформации от 0.02 до 0.1 с-1 позволяет повысить производительность процесса штамповки, при этом снижение скорости деформации на заключительном этапе штамповки до 0.02 - 0.05 с-1 позволяет реализовать эффект сверхпластичности и снизить усилия штамповки.
Нанесение защитного технологического покрытия на всех стадиях штамповых переходов при нагреве штампуемой заготовки на воздухе при температуре от 1030 до 1150°C позволяет снизить окисляемость заготовок и повысить коэффициент использования металла за счет уменьшения припуска на механическую обработку, а также дополнительно снизить усилия штамповки.
Проведение при многопереходной штамповке после каждого перехода промежуточного отжига при температуре ниже температуры полного растворения 
 позволяет повысить равномерность распределения упрочняющей
позволяет повысить равномерность распределения упрочняющей  и сформировать более однородную структуру в штамповках.
и сформировать более однородную структуру в штамповках.
Применение закрытой штамповки (с боковым подпором металла) уменьшает радиус на боковой поверхности штамповок и уклоны при оформлении сложной гравюры штампа, что повышает коэффициент использования металла и снижает объем механической обработки.
Пример использования: диск ГТД из высокожаропрочного никелевого сплава с развитой ступицей и мелкозернистой регламентированной структурой.
Пример 1.
Для осуществления предложенного способа использовали высокожаропрочный никелевый сплав ЭП742-ИД, из которого изготавливали заготовку диска ГТД с диаметром дисковой части 220 мм и двойной ступицей с высотами по 35 мм. Перед прессованием проводили гомогенизационный отжиг слитка при температуре выше растворения  Прессование проводили из слитка диаметром 320 мм на диаметр пресс-прутка 150 мм с последующей резкой на мерные заготовки. Перед нагревом мерной исходной заготовки проводили отжиг при температуре на 10-60°C ниже температуры полного растворения
Прессование проводили из слитка диаметром 320 мм на диаметр пресс-прутка 150 мм с последующей резкой на мерные заготовки. Перед нагревом мерной исходной заготовки проводили отжиг при температуре на 10-60°C ниже температуры полного растворения 
 Штампы нагревали на воздухе до температуры 1030°C в установке УИДИН-250, установленной на специализированном прессе с усилием 630 т.с. Нагрев штампуемой заготовки проводили на воздухе при температуре 1030°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Первый штамповый переход проводили с переменной скоростью от 0.04 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения
Штампы нагревали на воздухе до температуры 1030°C в установке УИДИН-250, установленной на специализированном прессе с усилием 630 т.с. Нагрев штампуемой заготовки проводили на воздухе при температуре 1030°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Первый штамповый переход проводили с переменной скоростью от 0.04 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения 
 Нагрев заготовки и штампов под второй штамповый переход проводили на воздухе при температуре 1050°C. Перед нагревом на заготовку наносили защитное технологическое покрытие. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
Нагрев заготовки и штампов под второй штамповый переход проводили на воздухе при температуре 1050°C. Перед нагревом на заготовку наносили защитное технологическое покрытие. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
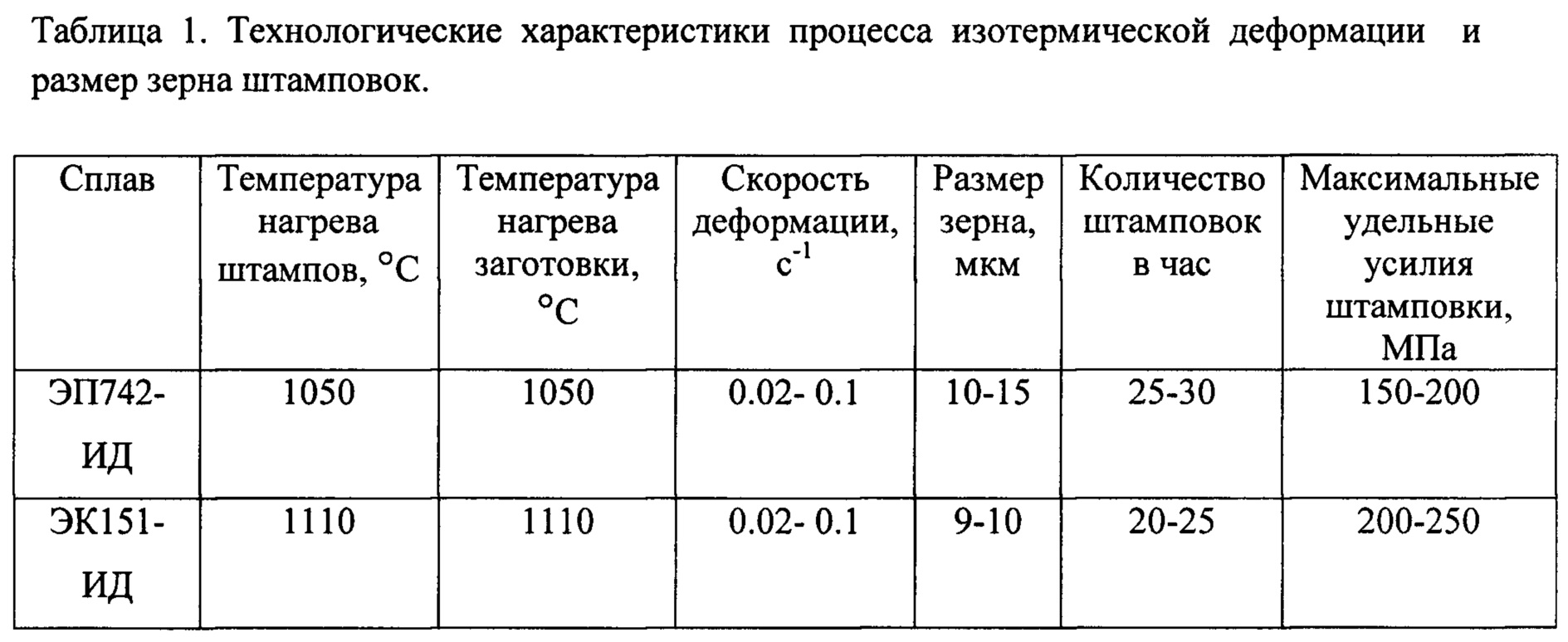
Технологические характеристики процесса изотермической деформации и размер зерна штамповок представлены в таблице 1.
Пример 2.
Для осуществления предложенного способа использовали высокожаропрочный никелевый сплав ЭК151-ИД, из которого изготавливали заготовки диска ГТД с диаметром дисковой части 220 мм и двойной ступицей с высотами по 35 мм. Перед прессованием проводили гомогенизационный отжиг слитка при температуре выше растворения Прессование проводили из слитка диаметром 320 мм на диаметр пресспрутка 150 мм с последующей резкой на мерные заготовки. Перед нагревом мерной исходной заготовки проводили отжиг при температуре ниже температуры полного растворения 
 Штампы нагревали на воздухе до температуры 1100° в установке УИДИН-250, установленной на специализированном прессе усилием 630 т.с. Нагрев деформируемой заготовки проводили на воздухе при температуре 1100°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Штамповку первого перехода проводили с переменной скоростью от 0.02 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения
Штампы нагревали на воздухе до температуры 1100° в установке УИДИН-250, установленной на специализированном прессе усилием 630 т.с. Нагрев деформируемой заготовки проводили на воздухе при температуре 1100°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Штамповку первого перехода проводили с переменной скоростью от 0.02 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения  Нагрев заготовки и штампов под штамповку второго перехода проводили на воздухе при температуре 1100°C. Перед нагревом на заготовку наносили защитное технологическое покрытие. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
Нагрев заготовки и штампов под штамповку второго перехода проводили на воздухе при температуре 1100°C. Перед нагревом на заготовку наносили защитное технологическое покрытие. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
Пример 3.
Для осуществления предложенного способа использовали высокожаропрочный никелевый сплав ЭП975-ИД, из которого делали заготовку диска ГТД с диаметром дисковой части 220 мм и двойной ступицей с высотами по 35 мм. Перед прессованием проводили гомогенизационный отжиг слитка при температуре выше растворения Прессование проводили из слитка диаметром 320 мм на диаметр пресс-прутка 150 мм с последующей резкой на мерные заготовки. Перед нагревом мерной исходной заготовки проводили отжиг при температуре ниже температуры полного растворения 
 Штампы нагревали на воздухе до температуры 1150°C в установке УИДИН-250, установленной на специализированном прессе усилием 630 т.с. Нагрев штампуемой заготовки проводили на воздухе при температуре 1150°C. Штамповку первого перехода проводили с переменной скоростью от 0.02 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения
Штампы нагревали на воздухе до температуры 1150°C в установке УИДИН-250, установленной на специализированном прессе усилием 630 т.с. Нагрев штампуемой заготовки проводили на воздухе при температуре 1150°C. Штамповку первого перехода проводили с переменной скоростью от 0.02 до 0.1 с-1. После штамповки проводили промежуточный отжиг при температуре ниже температуры полного растворения 
 Нагрев заготовки и штампов под штамповку второго перехода проводили на воздухе при температуре 1130°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
Нагрев заготовки и штампов под штамповку второго перехода проводили на воздухе при температуре 1130°C. Перед нагревом на заготовку наносили защитное технологическое покрытие на основе стеклоэмали с добавлением оксидов металлов. Штамповку проводили с переменной скоростью от 0.02 до 0.1 с-1 в закрытом штампе, а извлечение штамповки из штампа осуществляли выталкивателем.
Технологические характеристики процесса изотермической деформации и размер зерна штамповок и представлены в таблице 1.

Термостойкая полимерная теплоотражающая композиция с низкой излучательной способностью
Способ производства литейных жаропрочных наноструктурированных коррозионно-стойких сплавов на никелевой основе
Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами
Огнезащитная теплоизоляционная панель
Композиция для изготовления теплозащитного покрытия и способ ее изготовления
Гибкий теплозвукоизоляционный волокнистый материал низкой плотности
Слоистый гибридный композиционный материал и изделие, выполненное из него
Композиция для изготовления огнезащитного покрытия и способ ее изготовления
Способ получения металлокерамической порошковой композиции
Способ термомеханической обработки титановых сплавов
Фенолформальдегидное связующее и стеклопластик на его основе
Термостойкая полимерная теплоотражающая композиция с низкой излучательной способностью
Способ производства литейных жаропрочных наноструктурированных коррозионно-стойких сплавов на никелевой основе
Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами
Огнезащитная теплоизоляционная панель
Композиция для изготовления теплозащитного покрытия и способ ее изготовления
Гибкий теплозвукоизоляционный волокнистый материал низкой плотности
Слоистый гибридный композиционный материал и изделие, выполненное из него
Композиция для изготовления огнезащитного покрытия и способ ее изготовления
Способ получения металлокерамической порошковой композиции

