Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК РУКАВНОГО ТИПА И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Заявленные способ и приспособление для изготовления резинокордных оболочек рукавного типа относятся к области нефтехимического машиностроения, в частности к способам изготовления резинотехнических изделий, и могут быть использованы при изготовлении гибких армированных рукавов высокого давления.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому результату является способ сборки резинокордного патрубка (RU 2546349, МПК F16L 33/22, опубл. 10.04.1015), заключающийся в том, что на цилиндрическую оснастку накладывают герметизирующий слой резины и несущие слои корда, затем на них заводят крепежные фланцы и наружные кольца.
Недостатком известного способа является то, что он не позволяет исключить подсадку несущих слоев корда, а также не обеспечивает постоянство их натяжения, из-за чего величина распорного усилия нестабильна.
Техническим результатом заявляемого способа является обеспечение постоянства натяжения несущих слоев корда для стабильности величины распорного усилия, что повышает качество резинокордных оболочек рукавного типа.
Технический результат достигается тем, что несущие слои корда сначала фиксируют заявляемым приспособлением, при этом исключая подсадку каркаса, а затем натягивают, монтируя в пресс-форму.
Сущность заявляемого приспособления поясняется следующими чертежами:
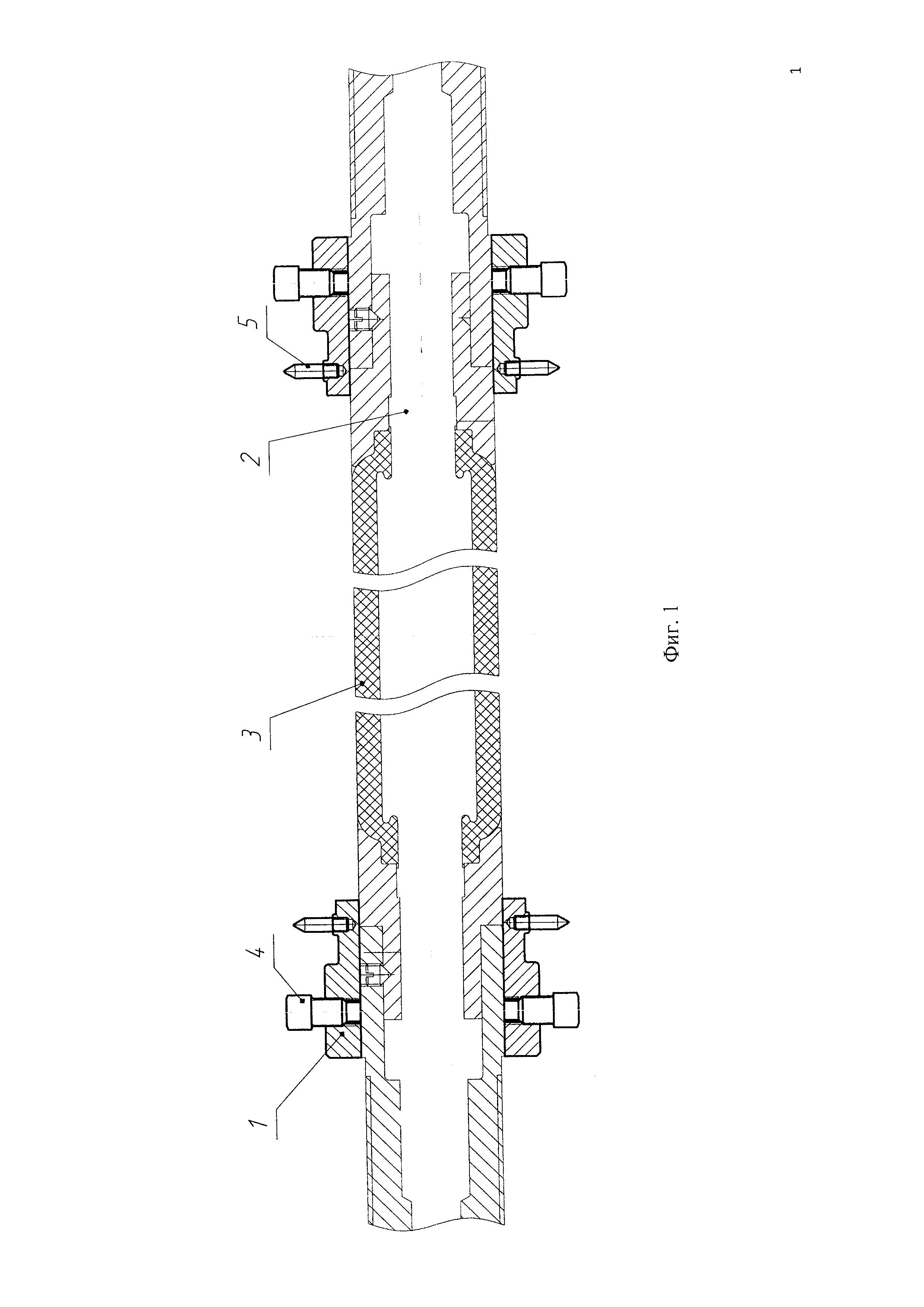
фиг. 1 - фрагмент дорна с диафрагмой и приспособлением для изготовления резинокордных оболочек рукавного типа, вид общий;
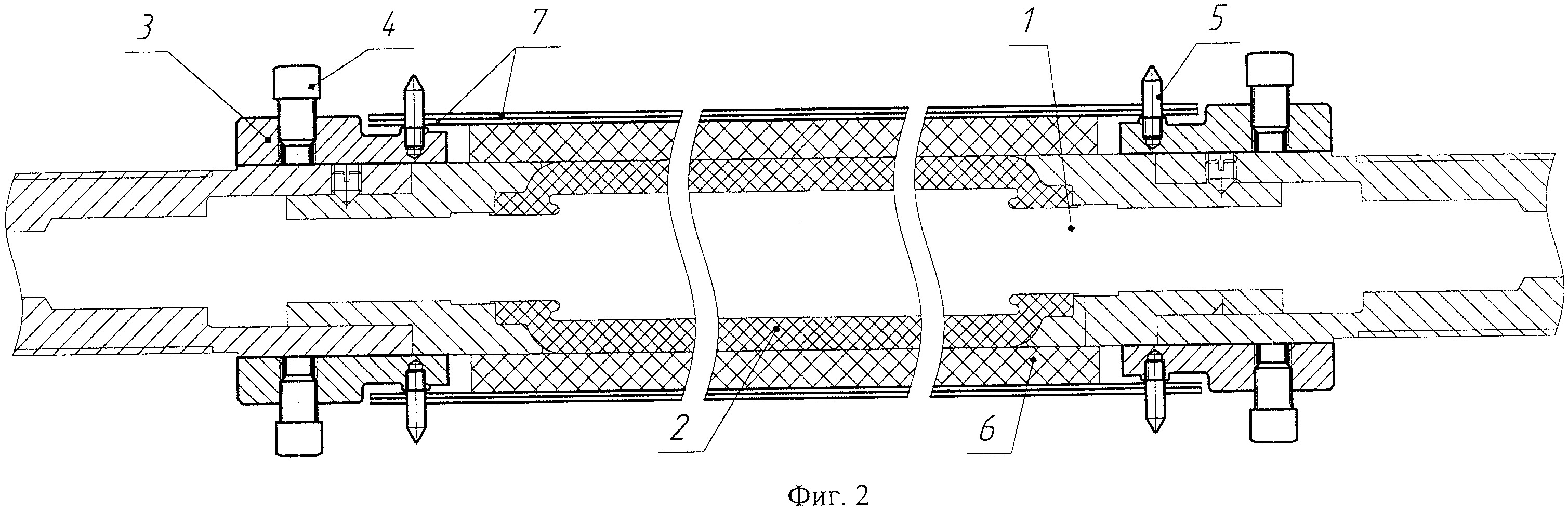
фиг. 2 - фрагмент дорна с диафрагмой и зафиксированным и натянутым несущим слоем корда на приспособлении для натяжения слоев корда;
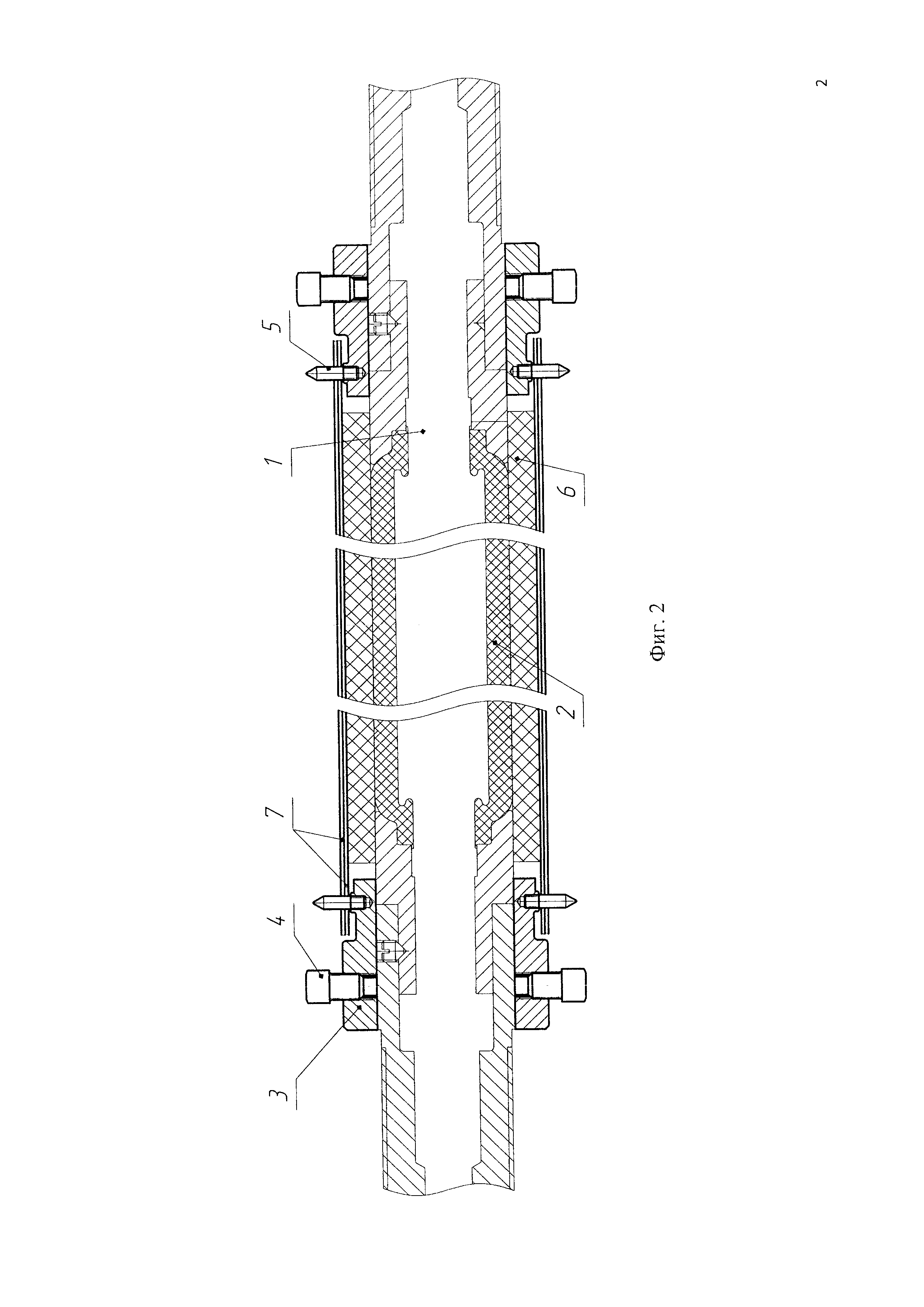
фиг. 3 - фрагмент дорна с диафрагмой и несущими слоями корда, завернутыми на кольца бортовые.
Заявляемое приспособление для натяжения несущих слоев корда (фиг. 1) содержит подвижный цилиндрический стакан 1, устанавливаемый на дорне 2 с диафрагмой 3 винтами 4, при этом по всему диаметру подвижного цилиндрического стакана 1 на одинаковом расстоянии друг от друга расположены фиксаторы 5.
Заявленный способ изготовления резинокордной оболочки рукавного типа осуществляется следующим образом.
На дорн 2 с диафрагмой 3 заводят с одной стороны подвижный цилиндрический стакан 1 и фиксируют его на дорне 2 винтами 4. На дорн 2 с диафрагмой 3 накладывают герметизирующий слой резины 6, состоящий, например, из двух слоев. Аналогичным образом подвижный цилиндрический стакан 1 заводят с другой стороны дорна 2 и фиксируют на нем подвижный цилиндрический стакан 1 винтами 4, на герметизирующий слой резины 6 сверху накладывают несущие слои корда 7 резинокордных оболочек рукавного типа, которые фиксируют (фиг. 2) путем прокалывания несущих слоев корда 7 через фиксаторы 5 каждого из двух подвижных цилиндрических стаканов 1. Расположение несущих слоев корда 7 на фиксаторах исключает их подсадку. Далее поочередно устанавливают заранее заведенные кольца бортовые 8 на место посадки, затем заворачивают (фиг. 3) несущие слои корда 7 на кольца бортовые 8, тем самым натягивая зафиксированные несущие слои корда 7, потом снимают подвижные цилиндрические стаканы 1. В процессе монтажа резинокордных оболочек рукавного типа в пресс-форму несущие слои корда 7 окончательно натягиваются.
Таким образом, заявленный способ и приспособление для его реализации обеспечивают постоянное натяжение несущих слоев корда, исключают подсадку несущих слоев корда резинокордных оболочек рукавного типа, стабилизируют величину распорного усилия, что повышает качество резинокордных оболочек рукавного типа.
Клеевая композиция и способ ее изготовления
Способ изготовления оболочек вращения и приспособление для его осуществления
Резинокордный элемент
Клеевой подслой для крепления резин к металлу при вулканизации
Устройство для сборки резинокордных оболочек
Маслотеплостойкий резинокордный композит
Устройство крепления арматуры гибкого рукава
Резинокордный композит и способ его изготовления
Диафрагма для вулканизации резинотехнических изделий и способ ее изготовления
Сборочный барабан для вулканизации рукавных вставок криволинейного типа
Панель звукоизолирующая
Способ герметизации бортов резинокордных оболочек
Тележка-книжка для перевозки и хранения штучных грузов
Гибкий армированный рукав
Подвижное соединение фланцев металлических труб
Угловой армированный рукав-компенсатор
Резинокордный патрубок высокого давления
Устройство крепления арматуры оболочек вращения
Устройство крепления арматуры рукавов высокого давления
Резинокордный патрубок высокого давления

