Результат интеллектуальной деятельности: НЕПОДВИЖНЫЙ НОЖ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к неподвижному ножу для устройства для стрижки волос. Дополнительно, настоящее изобретение относится к режущему узлу и к устройству для стрижки волос, в котором применяется такой неподвижный нож. Кроме того, изобретение относится к способу изготовления неподвижного ножа.
Предпосылки к созданию изобретения
Электрические устройства для срезания волос по существу известны и включают триммеры, машинки для стрижки и электробритвы, которые питаются от сети или от аккумуляторов. Такие устройства применяются по существу для срезания волос, в частности на лице и голове, чтобы человек имел хорошо ухоженный внешний вид. Такие устройства, разумеется, можно использовать для стрижки домашних животных или волос любого другого типа.
Известные устройства для срезания волос содержат основное тело, образующее удлиненный корпус, имеющий передний или режущий конец и задний конец или рукоятку. На режущем конце находится ножевой блок. Ножевой блок обычно содержит неподвижный нож и подвижный нож. Подвижный нож совершает возвратно-поступательные линейные движения относительно неподвижного ножа. Сам ножевой блок выступает из режущего конца и обычно крепится в одном месте к основному телу машинки для стрижки волос так, что ориентация ножевого блока определяется пользователем, ориентирующим основное тело устройства.
В обычных ножевых блоках срезающая сила, приводящая в действие подвижный нож, обычно передается через эксцентрик, приводимый в действие электродвигателем. Этот эксцентрик приводится во вращение электродвигателем. Вращение эксцентрика затем передается через так называемый приводной мостик, который соединен с подвижным ножом, в результате чего подвижный нож совершает возвратно-поступательные линейные движения.
Общей проблемой, которая возникает в таких устройствах для стрижки волос, является так называемый эффект выщипывания. Эффект выщипывания - это нежелательный подъем подвижного ножа относительно неподвижного ножа, что может происходить при высокой нагрузке при стрижке волос. Причиной такого эффекта выщипывания является возникновение крутящего или скручивающего момента на подвижном ноже, который может привести к наклону подвижного ножа. Ровность неподвижного и подвижного ножей оказывает сильное влияние на нежелательный эффект выщипывания. Таким образом, желательно, чтобы верхние поверхности ножей были как можно более ровными.
Во множестве устройств для стрижки волос по предшествующему уровню техники этот эффект выщипывания пытались преодолеть, применяя очень сильную пружину, которая сжимает два ноже друг с другом. Сила, прилагаемая такой пружиной, мешает подъему или наклону подвижного ножа. Сила пружины также применялась для компенсации связанного с производством коробления ножей.
Однако если давление между неподвижным ножом и подвижным ножом увеличивается, также увеличивается трение между этими двумя ножами. Это повышенное трение часто требует применения смазки. Кроме того, оно увеличивает абразивный износ этих двух ножей. Повышенное трение также требует использования более мощного электродвигателя. Такой более мощный электродвигатель с одной стороны дорог, а с другой стороны, имеет большие габариты. Он увеличивает общие размер устройства для стрижки волос и его себестоимость. Помимо этого, потребление энергии такими более мощными электродвигателями выше, чем в устройствах для стрижки волос, в которых применятся менее мощные электродвигатели. Это недостаток особенно важен для устройств для стрижки волос, работающих от аккумуляторов, у которых, в свою очередь, сокращается время работы.
Другим подходом к минимизации риска возникновения эффекта выщипывания и улучшения характеристик стрижки волос является создание ножей с более острыми режущими кромками. На режущих кромках обычно создают множество зубцов, которые работают своего рода ножницами для срезания волос. Таким образом, важную роль играет геометрия зубцов. Во многих устройствах по предшествующему уровню техники внимание было сосредоточено на геометрии зубцов подвижного ножа. Однако огромную важность имеет и геометрия зубца неподвижного ножа, который также называют защитой.
Процесс литья под давлением позволяет получить любую требуемую геометрию зубца из синтетического материала. Однако процесс литья под давлением является очень дорогим производственным процессом.
Большая часть элементов защиты триммеров по предшествующему уровню техники изготовлена из металла по причинам эксплуатационных характеристик, а также с учетом привлекательности для потребителя. Очевидно, что металлические защиты имеют более длительный срок службы, по сравнению с защитами из синтетических материалов. Кроме того, они имеют более высокую механическую жесткость. Тем не менее, такие металлические защиты более трудны в изготовлении. Создание геометрии точного и острого зубца является достаточно трудной задачей, особенно если следует создать защиту из толстого металла толщиной более 1 мм.
Современный производственный процесс создания геометрии зубца таких металлических защит обычно основан на фрезеровании или шлифовании. В случае шлифования это делается обычным шлифовальным кругом, которым защиту шлифуют зуб за зубом. То есть применяется очень трудоемкой процесс. Кроме того, было доказано, что при применении процесса шлифования свобода создания любой требуемой геометрии зубца весьма ограничена.
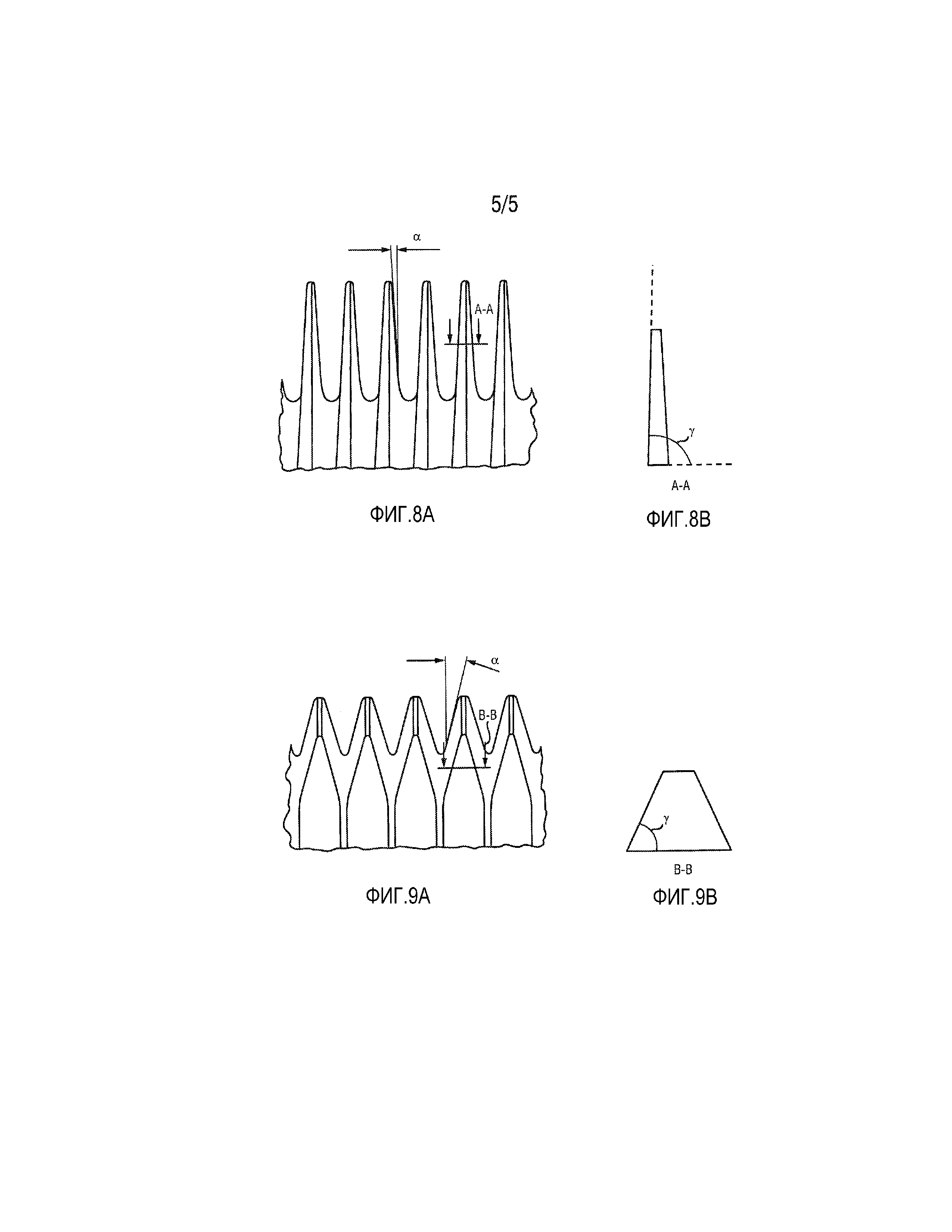
На фиг.8 и 9 показаны два примера неподвижных ножей (защит) по предшествующему уровню техники со шлифованными зубцами. Эти примеры показывают, что шлифование зубцов неподвижного ножа ограничивает свободу создания так называемых углов α схождения в сочетании с острыми углами γ клина. Эти углы схематически показаны на чертежах, на видах сверху (фиг.8а и 9а) или на сечениях (фиг.8b и 9b). Угол α схождения - это угол, под которым режущая кромка зубца наклонена относительно вертикальной плоскости, которая параллельна продольной оси режущего зубца (см. фиг.8а и 9а). Угол γ клина - это угол между боковой гранью и верхней гранью зубца (показан в сечении А-А и В-В на фиг.8b и 9b). Угол α схождения в основном отвечает за способность зубца ограничивать количество одновременно срезаемых волосков для предотвращения перегрузки в условиях высокой нагрузки. По сравнению со сравнительно прямым зубцом с углом α схождения, равным 0°, немного наклоненный зубец с углом схождения α ≤ 0° обеспечивает лучшие характеристики резания. Угол γ клина также играет решающую роль в достижении характеристик резания. Относительно небольшой угол γ клина дает очень острую режущую кромку, имеющую улучшенные характеристики резания при меньшей требуемой силе. Однако слишком маленький угол γ клина (слишком острая режущая кромка) может привести к механически нестабильному зубцу, который будет легко ломаться.
Примеры, приведенные на фиг.8 и 9 также показывают, что толщина материала защиты также ограничивает свободу выбора формы, а это значит, что чем толще защита, тем труднее создать требуемую геометрию зубца.
Из фиг.8 и 9 понятна автоматическая зависимость между этими двумя углами α и γ, которая обусловлена процессом шлифования, который обычно применяется для изготовления зубца. В примере, показанном на фиг.8 угол α схождения довольно мал или почти равен нулю. Это дает, однако, очень большой угол γ клина, близкий к 90°, в результате чего режущая кромка получается довольно неострой. Однако при попытке заострить режущую кромку, т.е., при уменьшении угла γ клина до прибл. 45°, как это было сделано в примере, показанном на фиг.9, угол α схождения неизбежно увеличивается до прибл. 30°.
Создание меньшего угла α схождения, сохраняя величину угла γ около 45° невозможно при изготовлении зубца шлифованием. Это обусловлено тем, что шлифовальный инструмент следует фиксированной геометрической логике с ограниченной свободой. Это значит, что при создании малого угла α схождения острый угол γ клина получить шлифовальным инструментом нельзя. А при создании острого угла γ клина, например, алмазным шлифовальным кругом, нельзя получить малый угол α схождения.
Таким образом, геометрия зубца в шлифованных металлических защитах всегда является неоптимальным компромиссом. Это особенно справедливо для полностью металлических защит толщиной более 1 мм. Эти полностью металлические защиты, однако, обеспечивают очень хорошее рассеяние теплоты благодаря толщине материала и, следовательно, пользуются спросом.
Краткое описание изобретения
Таким образом, целью настоящего изобретения является создание усовершенствованного неподвижного ножа для устройства для стрижки волос, в котором устранены вышеописанные недостатки прототипа. В частности, целью является создание неподвижного ножа с такой геометрией зубца, которая позволяет улучшить характеристики резания и предотвращает возникновение проблематичного эффекта выщипывания. Другой целью настоящего изобретения является создание усовершенствованного процесса изготовления такого неподвижного ножа.
Согласно первому аспекту настоящего изобретения вышеописанная проблема решается неподвижным ножом для устройства для стрижки волос, содержащим:
- основное тело, и
- множество отчеканенных режущих зубцов, отстоящих друг от друга и расположенных на передней стороне основного тела, и каждый из зубцов проходит параллельно продольной оси неподвижного ножа;
при этом неподвижный нож является полностью металлическим ножом, и основное тело имеет первую толщину, измеренную между верхней стороной и нижней стороной основного тела вдоль поперечной оси, перпендикулярной продольной оси, и режущий зубец имеет вторую толщину, измеренную параллельно поперечной оси, причем отношение толщин между первой и второй толщиной превышает 1,1;
каждый из множества режущих зубцов имеет в сечении по существу клиновидную форму с верхней гранью, нижней гранью и двумя противоположными боковыми гранями, проходящими между верхней и нижней гранями;
на пересечении верней грани с верхней частью одной из боковых граней образована режущая кромка, имеющая угол схождения, который определен между режущей кромкой и воображаемой плоскостью, параллельной продольной оси и поперечной оси и перпендикулярной верхней грани, и угол клина, который определен между верхней частью одной из боковых граней и верхней гранью; причем сумма угла схождения и угла клина меньше 70°.
Согласно второму аспекту изобретения проблема решается способом изготовления неподвижного ножа для устройства для стрижки волос, гласно которому:
- подают металлическую заготовку, имеющую первую толщину;
- придают металлической заготовке скошенную форму для создания грубой формы конца неподвижного ножа;
- штампуют предварительную геометрию зубцов на конце для создания множества отстоящих режущих зубцов, имеющих такую вторую толщину (t2), измеренную параллельно первой толщине (t1), что отношение первой и второй толщинами (t1/t2) превышает 1,1;
- выбивают окончательную геометрию зуба с помощью чеканочного штампа для формования зубьев с по существу клиновидным сечением, верхней гранью, нижней гранью и двумя противоположными боковыми гранями, проходящими между верхней и нижней гранями, и для одновременно формования режущей кромки на пересечении между верхней гранью и верхней частью одной из боковых граней, при котором на режущей кромке создают угол схождения, который определен межу режущей кромкой и воображаемой плоскостью, параллельной продольной оси и поперечной оси неподвижного ножа и перпендикулярной верхней грани, и создают угол клина, определенный между верхней частью одной из боковых граней и верхней гранью; причем сумма угла схождения и угла клина меньше 70°.
Согласно другому аспекту настоящего изобретения предлагается ножевой блок для устройства для стрижки волос, содержащий вышеописанный неподвижный нож и подвижный нож, упруго поджатый к неподвижному ножу.
Кроме того, предлагается устройство для стрижки волос, содержащее вышеописанный ножевой блок и привод для создания возвратно-поступательных движений подвижного ножа относительно неподвижного ножа.
Предпочтительные варианты изобретения определены в зависимых пунктах формулы. Следует понимать, что заявленный режущий блок, заявленное устройство для стрижки волос и заявленный способ изготовления неподвижного ножа имеют предпочтительные варианты подобные и/или идентичные заявленному неподвижному ножу и определенные в зависимых пунктах формулы.
Одним из основных открытий настоящего изобретения является то, что путем чеканки режущих зубцов существенно увеличивается свобода выбора требуемой геометрии зубцов по сравнению с обычным процессом шлифования. Чеканка режущих зубьев особенно увеличивает свободу создания любого требуемого угла α схождения почти независимо от угла γ клина. Вышеуказанная зависимость между углом α схождения и углом γ клина, которая возникает при шлифовании режущих зубцов, больше не существует. В процессе чеканки больше нет ограничений при создании угла α схождения в комбинации с острыми углами γ клина. Изобретение описывает полностью металлический неподвижный нож и уникальную возможность получения геометрии выбитых зубцов даже в толстом металлическом ноже. Согласно варианту изобретения этот толстый металлический нож может иметь толщину более 1,3 мм. Выбитые режущие зубья позволяют создавать почти неограниченное количество комбинаций углов γ, α клина и схождения даже при чрезвычайно толстом витом (???) материале.
Вышеупомянутым процессом чеканки можно изготавливать режущие зубья неподвижного ножа, где сумма угла α схождения и угла γ клина меньше 70°. Ранее это было невозможно при шлифовании (см. вышеописанные причины). Таким образом, настоящее изобретение позволяет создавать идеальный острый угол γ клина в комбинации с требуемым углом α схождения.
Следует понимать, что термин "выбитый режущий зубец" не означает, что этапы предварительной обработки, которые применяются для производства режущих зубьев, не могут содержать других производственных технологий; этот термин означает лишь то, что окончательная геометрия зубцов создается чеканкой. Для изготовления режущих зубцов в основном теле неподвижного ножа сначала создают сужающуюся форму, чтобы создать грубую форму конца неподвижного ножа. За счет этого толщину материала на конце уменьшают так, чтобы отношение между толщиной основного тела и толщиной режущего зубца было больше, чем 1,1. После такого уменьшения толщины можно создавать окончательную геометрию зубцов чеканкой. Это позволяет создать практически любую нужную геометрию режущих зубцов. Без уменьшения толщины на конце неподвижного ножа геометрию зубьев можно чеканить только в тонких неподвижных ножах. Без уменьшения толщины конца нельзя чеканить неподвижные ножи толщиной более 1,3 мм. По меньшей мере, чеканкой, скорее всего, нельзя будет получить вышеуказанные диапазоны углов α схождения и углов γ клина.
Ножевые блоки с неподвижным ножом по настоящему изобретению обладают существенно улучшенными характеристиками срезания волос, при этом идеальная стрижка гарантируется даже при очень жестких и густых волосах без возникновения риска выщипывания. Помимо этого, неподвижный нож по настоящему изобретению с выбитыми режущими зубцами также легче и дешевле в производстве, чем нож, изготовленный известным процессом шлифования. Таким образом, изобретение позволяет получить наибольшую функциональность зубьев, которые легки в производстве и выглядят полностью металлическими и обеспечивают наилучший комфорт для кожи.
Согласно предпочтительному варианту полученный угол α схождения не превышает 25°, а полученный угол γ клина в то же время не превышает 55°. Такая комбинация углов в экспериментах заявителя показала очень хорошие характеристики резания даже при высокой нагрузке. Следует вновь подчеркнуть, что такая комбинация углов является уникальной и раньше была невозможна в режущих зубцах толстых металлических неподвижных ножей, обычно изготавливаемых шлифованием.
Эксперименты заявителя показали, что особенно комбинация угла α схождения от 5° до 25° и угла γ клина от 40° до 55° дает наилучшую функциональность зубцов. Наиболее предпочтительно угол γ клина выбирают равным или приблизительно равным 45°, а угол α схождения выбирается равным или приблизительно равным 12°.
В предпочтительном варианте каждый из множества режущих зубцов имеет две такие режущие кромки, и каждая из двух этих режущих кромок является по существу прямой режущей кромкой.
Термин "по существу прямая" в этом смысле означает, что на режущей кромке отсутствуют уступы. Однако режущая кромка может быть немного изогнута. Прямые, линейные режущие кромки легко изготавливать предложенным процессом чеканки и они обладают хорошими характеристиками резания.
В другом предпочтительном варианте изобретения каждый и множества режущих зубцов является симметричным и содержит две идентичные боковые грани, при этом каждая из этих двух боковых граней содержит верхнюю часть и нижнюю часть, которая наклонена относительно верхней части и расположена локально между верхней частью и нижней гранью, при этом расстояние между двумя нижними частями каждого режущего зубца больше, чем расстояние между двумя нижними частями каждого режущего зубца.
Это значит, что верхняя грань неподвижного ножа имеет больший поперечный размер, чем нижняя грань. Верхняя грань неподвижного ножа также именуется рабочей поверхностью, поскольку обычно именно эта сторона обращена к подвижному ножу в ножевом блоке устройства для стрижки волос. Увеличенная верхняя грань не только повышает механическую стабильность каждого режущего зубца, но и повышает комфорт для кожи, когда представленный неподвижный нож применяется в устройстве для стрижки волос, например, для тримминга бороды.
В еще одном варианте угол между верхней гранью и каждой из нижних частей боковых граней больше, чем угол γ клина. Другими словами, это значит, что нижние части боковых граней режущих зубьев сильнее наклонены относительно верхней грани, чем верхние части боковых граней. Каждая боковая гран, таким образом, является не прямой стенкой, а имеет своего рода ступень или резкий перегиб. Это позволяет реализовать относительно небольшой угол γ клина, равный прибл. 45°, сохраняя механически стабильную структуру в нижних (более тонких) частях каждого режущего зубца.
Как было указано выше в первом абзаце, настоящее изобретение также относится к способу изготовления вышеописанного неподвижного ножа.
В одном варианте этот способ содержит этапы, на которых:
- берут металлическую заготовку, имеющую толщину более одного миллиметра;
- создают сужающуюся форму в заготовке для создания грубой формы конца неподвижного ножа;
- штампуют предварительную геометрию зубцов на конце для создания множества разнесенных режущих зубцов; и
- чеканят окончательную геометрию зубцов с помощью чеканочного штампа.
В одном варианте перед чеканкой клина в металлической заготовке способ далее содержит этап, на котором:
- штампуют углубление в металлической заготовке в положении, в котором должен быть создан конец неподвижного ножа.
Предпочтительно, во время чеканки окончательной геометрии с помощью чеканочного штампа формируют угол α схождения от 5° до 25°. Также предпочтительно, во время чеканки окончательной геометрии с помощью чеканочного штампа формируют угол γ клина от 40° до 55°.
Краткое описание чертежей
Эти и другие аспекты настоящего изобретения будут очевидны из нижеследующего подробного описания вариантов со ссылками на приложенные чертежи, где:
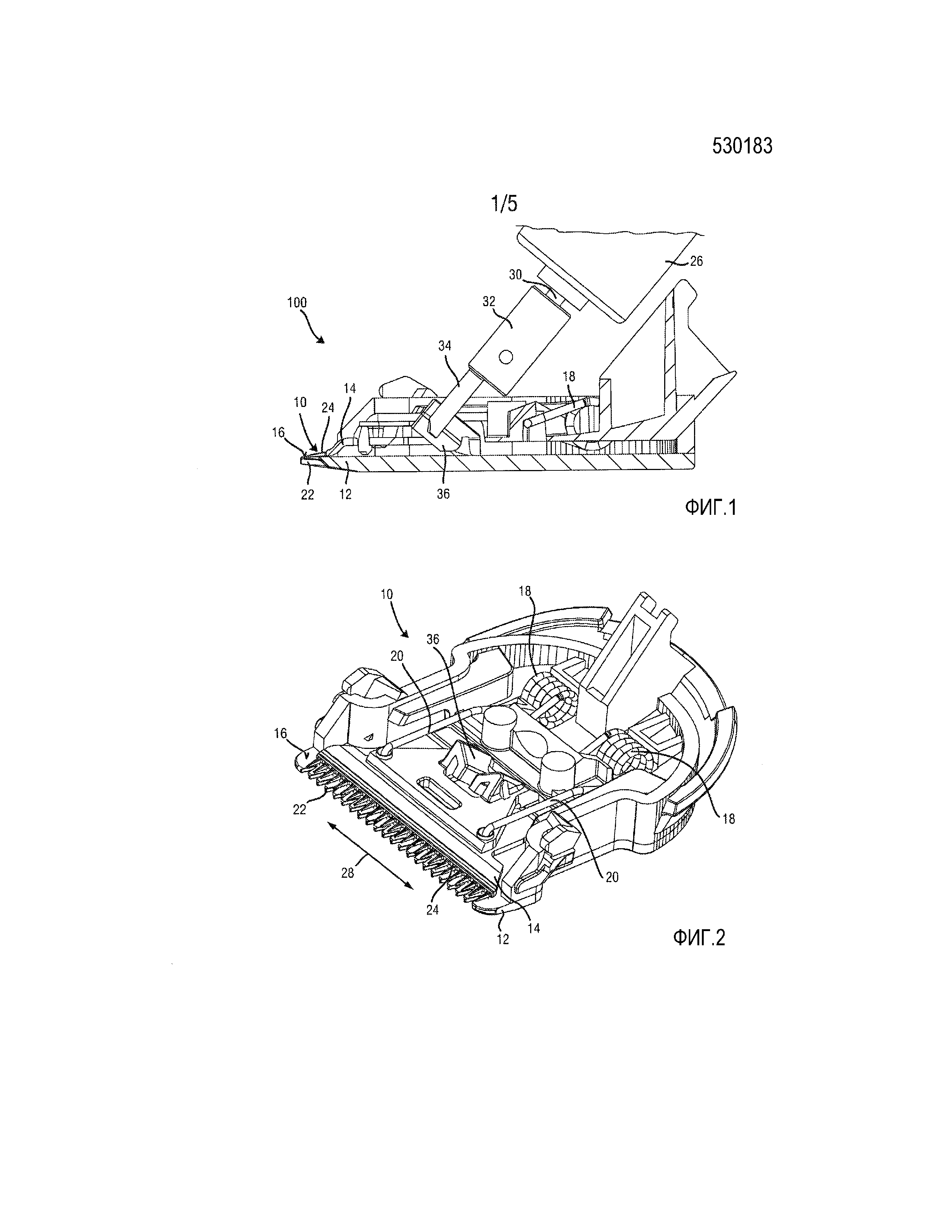
Фиг.1 - сечение деталей устройства для стрижки волос с неподвижным ножом по настоящему изобретению.
Фиг.2 - вид в перспективе варианта ножевого блока по настоящему изобретению.
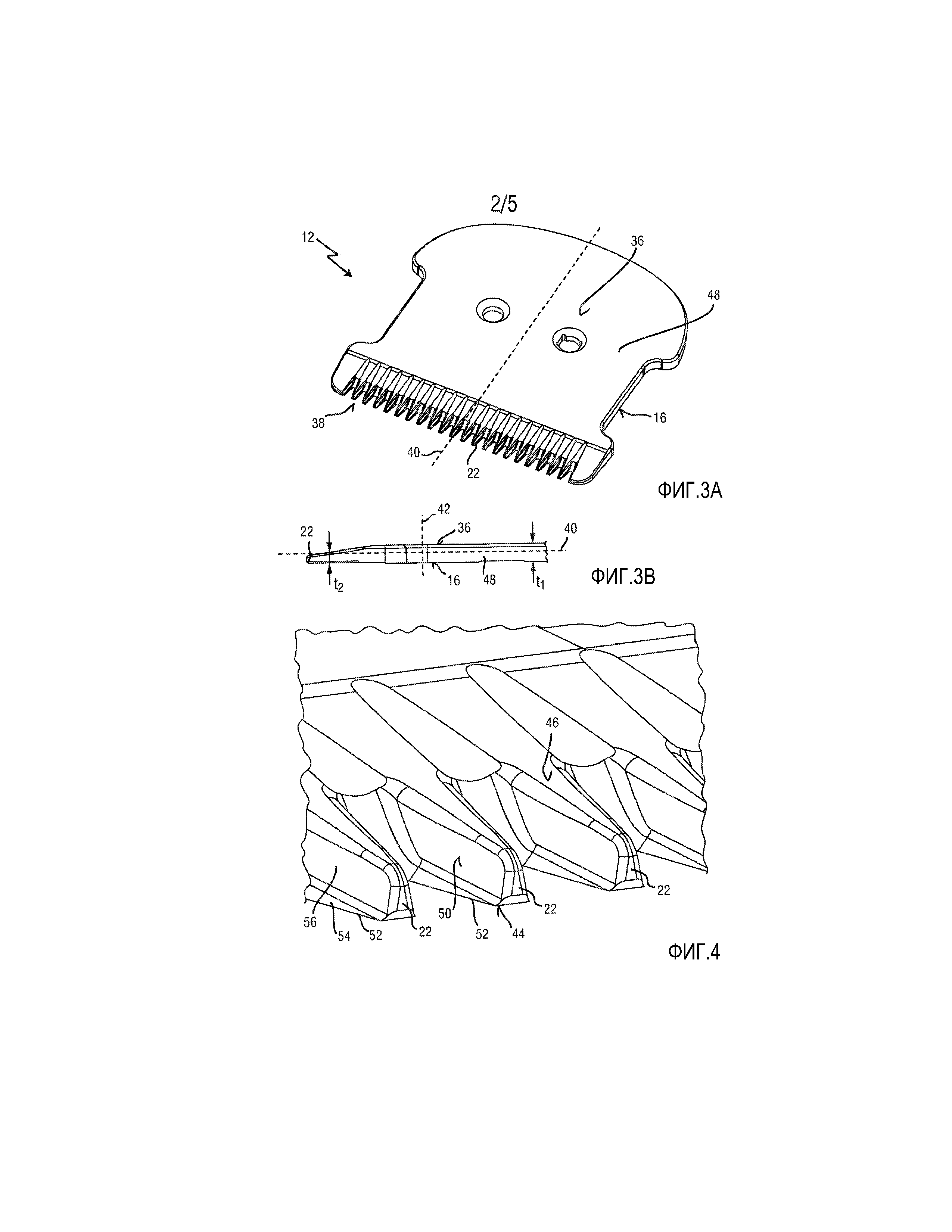
Фиг.3 - вид в перспективе варианта неподвижного ножа по настоящему изобретению.
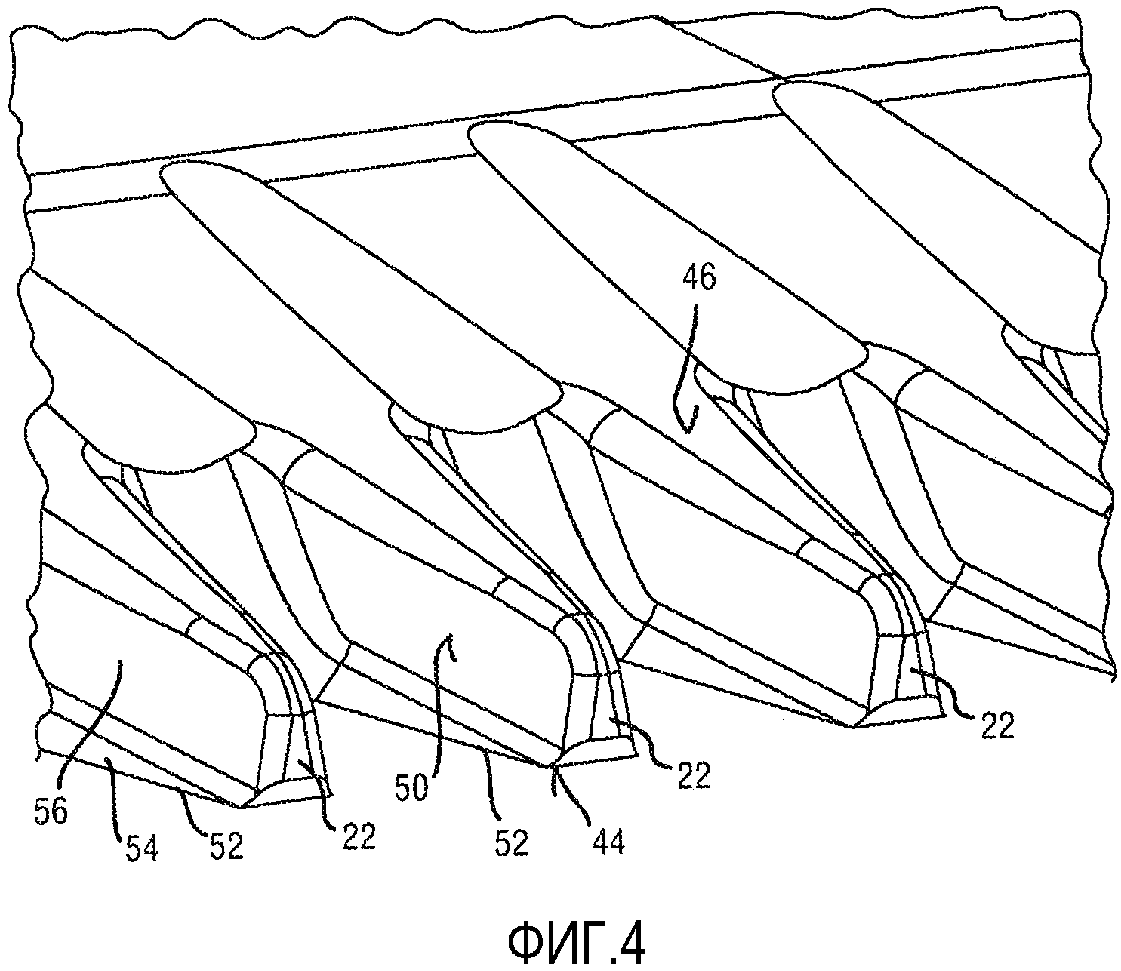
Фиг.4 - вид зубьев неподвижного ножа по настоящему изобретению в увеличенном масштабе.
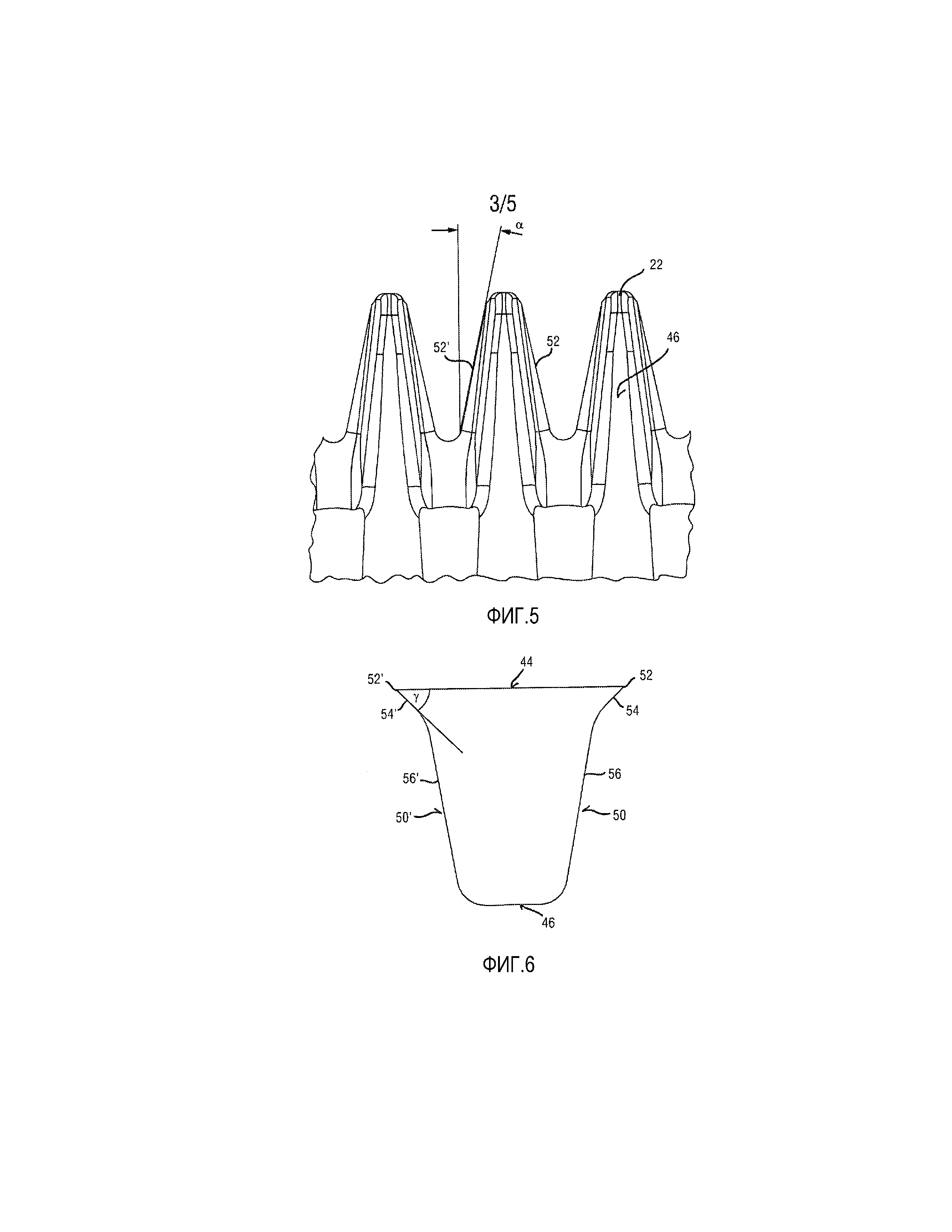
Фиг.5 - вид сверху зубцов неподвижного ножа по настоящему изобретению.
Фиг.6 - схематическое сечение зубца неподвижного ножа по настоящему изобретению.
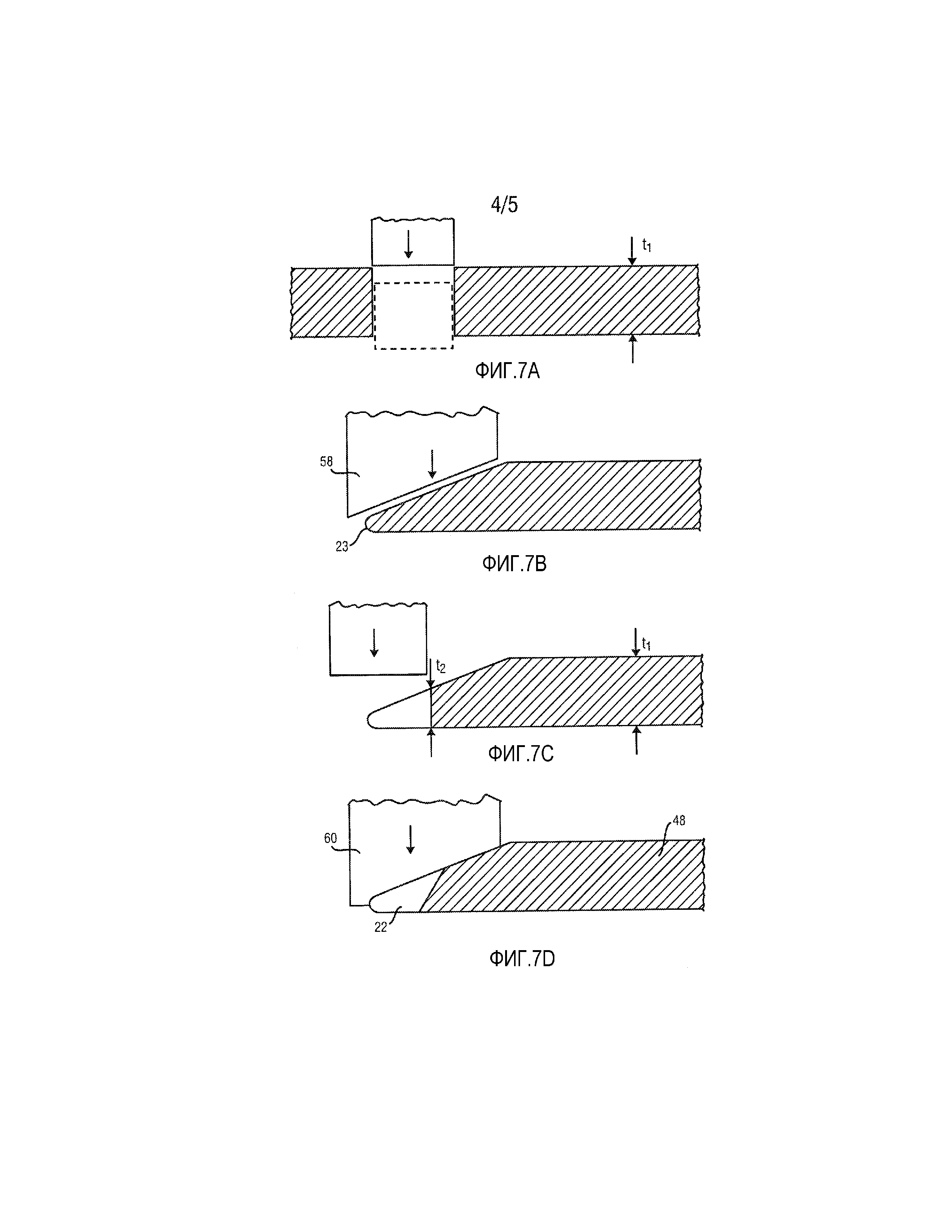
Фиг.7 - схематическая иллюстрация процесса изготовления неподвижного ножа по настоящему изобретению.
Фиг.8 - первый пример неподвижного ножа по прототипу.
Фиг.9 - второй пример неподвижного ножа по прототипу.
Подробное описание изобретения
На фиг.1 и 2 схематически показан пример устройства для стрижки волос и ножевого блока, в котором можно применять неподвижный нож по настоящему изобретению. Устройство для стрижки волос в целом обозначено позицией 100.
Устройство 100 для стрижки волос обычно содержит корпус (не показан), в который обычно интегрированы все остальные части. Корпус также служит держателем ножевого блока 10 (см. фиг.2). Корпус обычно имеет удлиненное тело, а к переднему концу корпуса съемно крепится ножевой блок. Ножевой блок 10, разумеется, может быть прикреплен постоянно к переднему концу корпуса. Корпус может далее содержать рукоятку на своем заднем конце (не показана).
Ножевой блок 10 содержит неподвижный нож 12 и подвижный нож 14. Подвижный нож 14 установлен с возможностью смещения на верхней стороне 16 неподвижного ножа 12, и эта верхняя сторона 16 обращена по существу к внутренней стороне корпуса. С помощью пружины 18 подвижный нож упруго прижат к неподвижному ножу 12. Пружина 18 может быть выполнена как механическая пружина, которая содержит два пружинных рычага 20. Эти пружинные рычаги 20 прилагают силу пружины к подвижному ножу 14, чтобы удерживать два ножа 12, 14 рядом друг с другом.
На свободном переднем конце неподвижного ножа 12 имеется множество режущих зубцов 22. В этом примере подвижный нож 14 также содержит набор режущих зубцов 24. Однако вместо набора режущих зубцов 24 он может содержать непрерывную острую кромку. Во время работы стрижка осуществляется за счет взаимодействия неподвижного ножа 12 и подвижного ножа 14, который совершает возвратно-поступательные движения на неподвижном ноже 12, как известно из других устройств для стрижки волос.
Приводное устройство, содержащее электродвигатель 26, выполнено с возможностью создавать колебательные движения подвижного ножа 14 в противоположных направлениях 28 движения. Для этого электродвигатель 26 содержит приводимый во вращение вал 30, который принудительно вращается. Эксцентриковый передающий элемент 32, содержащий выступающий из него эксцентриковый палец 34, расположен на этом приводимом во вращение валу 30. Эксцентриковый передающий элемент 32 может быть зажат на валу 30 или прикреплен к нему другим способом. Однако вал 30 и эксцентриковый передающий элемент 32 также могут быть выполнены как одна интегральная деталь. Электродвигатель 26 может быть, например, выполнен как электродвигатель, получающий питание либо от сети, либо от аккумулятора.
Вращение эксцентрикового передающего элемента 32 преобразуется в линейное движение подвижного ножа 14 через соединительный элемент 36. Соединительный элемент 36 также именуют "соединительным мостиком".
Неподвижный нож 12 обычно делают более толстым, чем подвижный нож 14. Этот неподвижный нож 12 также называют "защитой". Защита 12 по настоящему изобретению выполнена как полностью металлическая защита (полностью изготовлена из металла). Она содержит тело 48, на передней части (также именуемой "конец") которого расположены режущие зубцы 22 (см. фиг.3). Толщина t1 основного тела 48 предпочтительно превышает 1,3 мм. Такая толстая защита 12 служит для оптимальной механической стабильности. Такие толстые металлические защиты 12 также очень хорошо рассеивают теплоту, что является очень важной характеристикой, поскольку защита 12 не должна нагреваться слишком сильно, чтобы не допустить риска ожога пользователя.
Такая толстая полностью металлическая защита 12, однако, более сложна в производстве. Особенно трудно создать геометрию зубцов. Известные толстые полностью металлические защиты изготавливают исключительно процессом, в котором режущие зубцы шлифуют. Такой процесс шлифования требует много времени и потому дорог. Помимо этого, шлифование также имеет геометрические ограничения. Геометрия зубцов, которую можно создать современным процессом шлифования, весьма ограничена. Вряд ли возможно создать в зубцах конкретные комбинации углов α схождения и углов γ клина. Это объясняется правкой шлифовального круга, которая следует фиксированной геометрической логике. Таким образом, шлифование режущих зубцов обычно приводит к фиксированной зависимости между так называемыми углами схождения и клина (см. ниже).
Авторы настоящего изобретения обнаружили, что геометрию зубцов неподвижного ножа 12 можно также создавать процессом чеканки, даже если он является толстой полностью металлической защитой с основным телом 48 толщиной t1 более одного миллиметра. Для этого переднюю часть неподвижного ножа 12 делают тоньше, чем тело 48. Отношение между толщиной t1 основного тела 48 и толщиной t2 режущих зубков 22 выбирается таким, чтобы оно было больше 1,1. Уменьшенная толщина t2 режущих зубцов 22 позволяет создать геометрию зубцов очень точным процессом чеканки. При применении процесса чеканки больше не существует предела для создания углов α схождения с любым требуемым острым углом γ клина. Таким образом, имеется возможность создавать новые и уникальные геометрии зубцов, которые были бы невозможны при использовании известной технологии шлифования.
Следует понимать, что толщина t2 режущих зубцов означает размер режущих зубцов 22, измеренный параллельно поперечной оси 42 неподвижного ножа 12 в самой толстой точке (задний конец) режущих зубцов 22.
На фиг.3-6 показана новая конструкция неподвижного ножа 12, в которой основное внимание уделено новой геометрии режущих зубцов 22.
На фиг.3А показан вид в перспективе неподвижного ножа 12, а на фиг.3В показано сечение неподвижного ножа 12 по настоящему изобретению. Следует отметить, что стационарный нож 12 на этих чертежах показан так, что его нижняя сторона 36 обращена вверх. Когда он прикреплен к ножевому блоку, он перевернут относительно ориентации, показанной на чертежах.
Основное тело 48 неподвижного ножа 12 содержит верхнюю сторону 16, которая обычно прижата к нижней стороне подвижного ножа 14. Нижняя сторона 36 проходит по существу параллельно верхней стороне 16. На передней стороне 38 неподвижного ножа 12 расположено множество отчеканенных режущих зубцов 22. Они проходят параллельно продольной оси 40 неподвижного ножа 12.
Геометрия режущих зубцов 22 лучше всего видна на фиг.4-6. Каждый режущий зубец 22 имеет по существу клиновидное сечение с верхней гранью 44, нижней гранью 46 и двумя противоположными гранями 50, 50', проходящими между верхней и нижней гранями 44, 46. Каждый режущий зубец 22 содержит две режущие кромки 52, 52', которые расположены на пересечении верхней грани 44 с верхней частью 54, одной из боковых граней 50, 50'. Каждая боковая грань 50, 50' также содержит нижнюю часть 56, 56', которая наклонена относительно верхней части 54, 54'. Каждая боковая грань 50, 50', следовательно, имеет форму своего рода ступени или уступа. Такая форма вряд ли была бы возможна при современном процессе шлифования. Однако она легко формируется представленным новым процессом чеканки.
За счет чеканки режущих зубцов 22 можно свободно закладывать угол α схождения и угол γ клина независимо друг от друга. Как показано на фиг.5, угол α схождения определен между каждой режущей кромкой 52, 52' и воображаемой плоскостью (не показана), которая параллельна продольной оси 40 и поперечной оси 42 неподвижного ножа 12. Этот угол α схождения важен для способности зубцов 22 ограничивать количество одновременно срезаемых волосков, чтобы предотвратить перегрузку при работе под большой нагрузкой. По сравнению с относительно прямыми зубцами с углом схождения, близким к 0° (напр., как в примере прототипа, показанном на фиг.8), немного наклоненный зубец 22 имеет лучшие характеристики резания.
Согласно настоящему изобретению угол α схождения предпочтительно выбирают меньше 25°. Более предпочтительно, его выбирают в диапазоне от 5° до 25°. Наиболее предпочтительно, угол α схождения равен или приблизительно равен 12°.
Как лучше всего видно на фиг.6, процесс чеканки в то же время позволяет создать достаточно острые режущие кромки 52, 52' за счет сравнительно малого угла γ клина. Чем меньше этот угол γ клина, тем острее режущая кромка 52, 52'. Однако слишком маленький угол γ клина приводит к механически нестабильной и слишком чувствительной режущей кромке 52, 52'. Эксперименты заявителя показали, что оптимальным диапазоном значений угла γ клина является диапазон между 45° и 55°. Наиболее предпочтительно, этот угол γ клина равен или приблизительно равен 45°. И вновь следует отметить, что сечение, показанное на фиг.6 было бы невозможно при обычной технологии шлифования. Комбинация угла α схождения, приблизительно равного 12° и угла γ клина, приблизительно равного 45°, таким образом, является уникальной. Тестовые стрижки волос, проведенные заявителем, показали, что устройства для стрижки волос, оснащенные неподвижным ножом 12 по настоящему изобретению, показали очень хорошие характеристики срезания волос. Особенно при очень густых и толстых волосах новый неподвижный нож 12 с новой геометрией зубцов показал почти идеальное поведение при стрижке, когда почти отсутствовал риск нежелательного эффекта выщипывания.
На фиг.7 схематически показан способ изготовления неподвижного ножа 12 по настоящему изобретению. На первом этапе (фиг.7А) металлическую полосу толщиной t1 более одного миллиметра обрезают для получения отдельных металлических деталей, из которых можно изготовить защиту 12. Это обычно делается путем штампования углубления в материале металлической полосы в положении, где нужно создать конец 23 режущего зубца 22. На следующем этапе (фиг.7В) на конце защиты создают сужающуюся форму. Это может делаться либо путем удаления металлического материала или путем его деформации. Для этого можно применять разные технологии, например, фрезерование, шлифование, ковку, истирание и пр. Согласно предпочтительному варианту это делается чеканкой с использованием чеканочного клина, который схематически показан на фиг.7В и обозначен позицией 58. Этот этап способа применяется для создания грубой формы конца неподвижного ножа 12. Еще одним преимуществом этого этапа является то, что толщина металла уменьшается до t2 в положении, где будут созданы режущие зубцы. Это облегчает последующий процесс чеканки, который применяется для создания окончательной геометрии зубцов.
На третьем этапе (см. фиг.7С) выштамповывают геометрию зубцов включая удаление избытка материала, оставшегося после процесса холодного формования клином. На этом этапе на конце выштамповывается предварительная геометрия зубцов для создания множества разнесенных друг от друга режущих зубцов. Наконец, геометрия зубцов подвергается холодному формованию процессом чеканки с помощью чеканочного штампа 60. Это обычно делается для все режущих зубцов параллельно. Чеканочный штамп 60 для этого имеет отрицательную геометрию создаваемых зубцов. На этом этапе процесса создаются вышеописанные углы α и γ.
Для получения совершенно плоской верхней стороны 16 защиты 12, эту верхнюю сторону 16 можно затем отполировать или плоско отшлифовать (не показано).
Хотя настоящее изобретение было подробно показано на чертежах и описано в вышеприведенном описании, эти чертежи и описание должны считаться иллюстративными или примерными, а не ограничивающими. Настоящее изобретение не ограничивается раскрытыми вариантами. Из изучения чертежей, описания и приложенной формулы специалистам будут понятны и другие изменения в раскрытых вариантах, которые могут быть внесены при реализации изобретения.
В формуле изобретения термин "содержащий" не исключает наличия других элементов, а элементы, описанные в единственном числе, не исключают их наличия во множественном числе. Единственный элемент или другой узел могут выполнять функции нескольких элементов, приведенных в формуле. Один только факт того, что некоторые признаки приведены в разных зависимых пунктах формулы, не указывает на то, что эти признаки нельзя применять в комбинации.
Любые ссылочные позиции в формуле изобретения на должны толковаться как ограничивающие объем изобретения.
Вытяжная решетка
Устройство для использования в блендере
Передача длины элемента кадра при кодировании аудио
Волновод
Широкополосная магнитно-резонансная спектроскопия в сильном статическом (b) магнитном поле с использованием переноса поляризации
Магнитный резонанс, использующий квазинепрерывное рч излучение
Устройство для очистки газа
Кодер аудио и декодер, имеющий гибкие функциональные возможности конфигурации
Магнитно-резонансная спектроскопия с автоматической коррекцией фазы и в0 с использованием перемеженного эталонного сканирования воды
Матрица vcsel с повышенным коэффициентом полезного действия
Узел резки для устройства для стрижки волос
Устройство для стрижки волос
Ножевой блок, устройство для срезания волос и соответствующий способ изготовления
Комплект лезвий, прибор для стрижки волос и соответствующий способ изготовления
Гребенчатое приспособление, режущая головка и прибор для стрижки волос
Способ изготовления ножевого блока, ножевой блок и устройство для стрижки волос
Способ изготовления набора лезвий, набор лезвий и устройство для стрижки волос
Устройство для срезания волос

